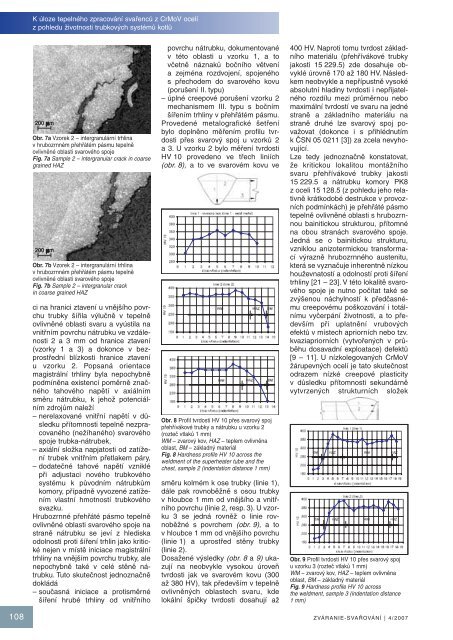
K úloze tepelného zpracování svařenců z CrMoV ocelíz pohledu životnosti trubkových systémů kotlů200 µmObr. 7a Vzorek 2 – intergranulární trhlinav hrubozrnném přehřátém pásmu tepelněovlivněné oblasti svarového spojeFig. 7a Sample 2 – intergranular crack in coarsegrained HAZ200 µmObr. 7b Vzorek 2 – intergranulární trhlinav hrubozrnném přehřátém pásmu tepelněovlivněné oblasti svarového spojeFig. 7b Sample 2 – intergranular crackin coarse grained HAZci na hranici ztavení u vnějšího povrchutrubky šířila výlučně v tepelněovlivněné oblasti svaru a vyústila navnitřním povrchu nátrubku ve vzdálenosti2 a 3 mm od hranice ztavení(vzorky 1 a 3) a dokonce v bezprostředníblízkosti hranice ztaveníu vzorku 2. Popsaná orientacemagistrální trhliny byla nepochybněpodmíněna existencí poměrně značnéhotahového napětí v axiálnímsměru nátrubku, k jehož potenciálnímzdrojům naleží– nerelaxované vnitřní napětí v důsledkupřítomnosti tepelně nezpracovaného(nežíhaného) svarovéhospoje trubka-nátrubek,– axiální složka napjatosti od zatíženítrubek vnitřním přetlakem páry,– dodatečné tahové napětí vzniklépři adjustaci nového trubkovéhosystému k původním nátrubkůmkomory, případně vyvozené zatíženímvlastní hmotností trubkovéhosvazku.Hrubozrnné přehřáté pásmo tepelněovlivněné oblasti svarového spoje nastraně nátrubku se jeví z hlediskaodolnosti proti šíření trhlin jako kritickénejen v místě iniciace magistrálnítrhliny na vnějším povrchu trubky, alenepochybně také v celé stěně nátrubku.Tuto skutečnost jednoznačnědokládá– současná iniciace a protisměrnéšíření hrubé trhliny od vnitřníhopovrchu nátrubku, dokumentovanév této oblasti u vzorku 1, a tovčetně náznaků bočního větvenía zejména rozdvojení, spojenéhos přechodem do svarového kovu(porušení II. typu)– úplné creepové porušení vzorku 2mechanismem III. typu s bočnímšířením trhliny v přehřátém pásmu.Provedené metalografické šetřeníbylo doplněno měřením profilu tvrdostipřes svarový spoj u vzorků 2a 3. U vzorku 2 bylo měření tvrdostiHV 10 provedeno ve třech liniích(obr. 8), a to ve svarovém kovu veObr. 8 Profil tvrdosti HV 10 přes svarový spojpřehřívákové trubky a nátrubku u vzorku 2(rozteč vtlaků 1 mm)WM – zvarový kov, HAZ – teplem ovlivněnaoblast, BM – základný materiálFig. 8 Hardness profile HV 10 across theweldment of the superheater tube and thechest, sample 2 (indentation distance 1 mm)směru kolmém k ose trubky (linie 1),dále pak rovnoběžně s osou trubkyv hloubce 1 mm od vnějšího a vnitřníhopovrchu (linie 2, resp. 3). U vzorku3 se jedná rovněž o linie rovnoběžnés povrchem (obr. 9), a tov hloubce 1 mm od vnějšího povrchu(linie 1) a uprostřed stěny trubky(linie 2).Dosažené výsledky (obr. 8 a 9) ukazujína neobvykle vysokou úroveňtvrdosti jak ve svarovém kovu (300až 380 HV), tak především v tepelněovlivněných oblastech svaru, kdelokální špičky tvrdosti dosahují až400 HV. Naproti tomu tvrdost základníhomateriálu (přehřívákové trubkyjakosti 15 229.5) zde dosahuje obvykléúrovně 170 až 180 HV. Následkemneobvykle a nepřípustně vysokéabsolutní hladiny tvrdosti i nepřijatelnéhorozdílu mezi průměrnou nebomaximální tvrdostí ve svaru na jednéstraně a základního materiálu nastraně druhé lze svarový spoj považovat(dokonce i s přihlédnutímk ČSN 05 0211 [3]) za zcela nevyhovující.Lze tedy jednoznačně konstatovat,že kritickou lokalitou montážníhosvaru přehřívákové trubky jakosti15 229.5 a nátrubku komory PK8z oceli 15 128.5 (z pohledu jeho relativněkrátkodobé destrukce v provozníchpodmínkách) je přehřáté pásmotepelně ovlivněné oblasti s hrubozrnnoubainitickou strukturou, přítomnéna obou stranách svarového spoje.Jedná se o bainitickou strukturu,vzniklou anizotermickou transformacívýrazně hrubozrnného austenitu,která se vyznačuje inherentně nízkouhouževnatostí a odolností proti šířenítrhliny [21 – 23]. V této lokalitě svarovéhospoje je nutno počítat také sezvýšenou náchylností k předčasnémucreepovému poškozování i totálnímuvyčerpání životnosti, a to předevšímpři uplatnění vrubovýchefektů v místech apriorních nebo tzv.kvaziapriorních (vytvořených v průběhudosavadní exploatace) defektů[9 – 11]. U nízkolegovaných CrMoVžárupevných ocelí je tato skutečnostodrazem nízké creepové plasticityv důsledku přítomnosti sekundárněvytvrzených strukturních složekObr. 9 Profil tvrdosti HV 10 přes svarový spoju vzorku 3 (rozteč vtlaků 1 mm)WM – zvarový kov, HAZ – teplem ovlivněnaoblast, BM – základný materiálFig. 9 Hardness profile HV 10 acrossthe weldment, sample 3 (indentation distance1 mm)108 ZVÁRANIE-SVAŘOVÁNÍ | 4/ 2007
ODBORNÉ ČLÁNKYv přehřátém pásmu tepelně ovlivněnéoblasti. Významně může životnosttéto oblasti a potažmo i celého svarovéhospoje ovlivnit také spolupůsobenípoklesu kohezní pevnostihranic zrn. Minimální creepová plasticitatak převáží skutečnost, že hrubozrnnépásmo tepelně ovlivněnéoblasti se vyznačuje nejvyšší odolnostíproti creepové deformaci [10,12, 13, 16, 24, 25]. Za obzvláštěnepříznivý je považován rostoucípodíl bainitu (v rozmezí 15 až 100 %)v mikrostruktuře oceli typu 0,5Cr-0,5Mo-0,3V, projevující se zvýšenímrychlosti růstu creepové trhliny přikonstantní hodnotě faktoru intenzitynapětí [8], což se týká jak tepelněovlivněné zóny spoje, tak oblasti svarovéhokovu (např. v případě vzorku1).S využitím těchto poznatků lze specifikovatnejdůležitější příčiny provozníhoselhání trubkového systémuvýstupního přehřívače páry v místěnapojení kotlové trubky k nátrubkukomory výstupního přehřívače páry.Jedná se především o zcela nepochopitelnouabsenci stěžejní technologickéoperace, tj. žíhání svařencev optimálním teplotním rozmezí 700až 730 °C a (v podstatě menším rozsahu)také o <strong>svařování</strong> bez předehřevu.Toto zjištění ukazuje na naprosté– nepochopení zásad mikrostrukturníhodesignu svarů kotlových trubekz nízkolegovaných CrMoVocelí z hlediska jejich dlouhodobéžárupevnosti a creepové plasticity,– nezvládnutí technologie <strong>svařování</strong>kotlových trubek zmíněné jakosti,včetně režimu tepelného zpracovánípo provedení posuzovanéhomontážního svaru,– nedodržení požadavků na aplikacipředepsaných režimů žíhání po<strong>svařování</strong> kotlových trubek z CrMoVžárupevných ocelí, specifikovanýchnapř. AD – Merkblattem HP7/2 [2] nebo dříve uplatňovanounormou ČSN 42 0285 [1] a dokoncetaké zcela benevolentním standardemČSN 05 0211 [3].Deklarované ochlazení oblasti svarovéhospoje v izolačním zábalu nemohlomít z hlediska snížení tvrdostia zvýšení houževnatosti kritické lokalitysvaru ani minimální praktickývýznam.Další stěžejní příčinou (i když samouo sobě rozhodně nepostačující) porušenísvaru přehřívákové trubkya nátrubku je existence značnéhopřídavného napětí, působícího vesměru rovnoběžném s osou trubky.To, spolu s již zmíněnými axiálnímitahovými napětími, mělo za následekusměrnění trajektorie magistrální trhliny,včetně závěrečného porušení,do roviny zhruba kolmé k ose trubky.Účinek přídavného axiálního tahovéhonapětí byl také zvýrazněn lokálnímvrubovým efektem na hraniciztavení v místě propadu kořenovéhousenky svarového spoje, což vedlok iniciaci a protisměrnému šíření(proti magistrální trhlině, postupujícíod vnějšího povrchu) porušení III.typu od vnitřního povrchu nátrubku.Typické znaky hodnoceného perforačníhopoškození svaru přehřívákovétrubky a nátrubku jsou tedy zcelav souladu s jedním z obvyklýchzpůsobů porušování obvodovýchsvarových spojů kotlových trubekz oceli typu 0,5Cr-0,5Mo-0,3V reprezentovanýmna obr. 1 křivkou B.V plném souladu s příslušnou distribučníkřivkou je také doba provozníexpozice trubkového svazku do vznikunetěsnosti v tlakovém systémukotle, tj. 446 h.ZÁVĚRProvedený rozbor i výsledky experimentálníhoposouzení příčin perforačníhopoškození svaru přehřívákovétrubky a nátrubku komory ukázal,že možnost výjimky z povinnéhotepelného zpracování svarů trubekz CrMoV žárupevných ocelí, formálněuplatnitelné podle ČSN 05 0211[3], je značně problematická, ne-lizcela nemístná. Důvodem jsou tendencenepřežíhaných partií tepelněovlivněné oblasti a svarového kovuk sekundárnímu vytvrzování, dodatečnémuvzrůstu tvrdosti a křehnutív průběhu provozní expozice trubkovéhosystému kotle. To se uplatňujejak u jednovrstvých, tak u vícevrstvýchsvarových spojů, a to praktickybez ohledu na aplikovanou technologii<strong>svařování</strong> kotlových trubekz nízkolegované CrMoV oceli. Důsledkemtěchto procesů je výraznýsklon k předčasnému porušovánísvarových spojů– v průběhu provozní expozice,způsobený nedostatečnou odolnostíproti vzniku a šíření trhlin vlivempůsobení přídavných napětí v kritickýchlokalitách svaru s nevyhovujícícreepovou plasticitou,– při mechanickém přetížení za normálnínebo snížené teploty v průběhuodstávek a oprav trubkovéhosystému kotle, a to díky nízké lomovéhouževnatosti a značné náchylnostik nízkoenergetickémukřehkému porušování v sekundárněvytvrzených lokalitách tepelněovlivněné oblasti nebo svarovéhokovu.Nepřijatelně vysoká úroveň tvrdostia prakticky zanedbatelná odolnostproti iniciaci a šíření trhlin v přehřátémpásmu tepelně ovlivněnéoblasti a ve svarovém kovu bylynejdůležitější příčinou předčasnéhocreepového porušení svaru III. typu,k němuž došlo v oblasti tepelněovlivněné zóny nátrubku komoryvýstupního přehřívače páry. Hlavnípříčinou tohoto poškození bylaabsence tepelného zpracování posvaření, konkrétně žíhání svařencev rozmezí teplot 700 – 730 °C.K dalším příčinám nepochybně náležíexistence nepříznivého apriorníhodefektu (nadměrně propadléhokořene svaru) a značného přídavnéhotahového napětí, působícího nasvarový spoj v axiálním směru trubky.CONCLUSIONSThe analysis of the broken weldmentof superheater tube and socket ofa header has shown the necessity ofpost weld heat treatment (PWHT) incase of low alloy CrMoV creep resistantsteels in spite of the exemptionstated in the ČSN 05 0211 standard[3]. The main reason, why PWHTcannot be omitted is the tendency ofweld metal and heat affected zone(HAZ) to secondary hardening,accompanied by increasing of hardnessas well as brittleness duringcreep exposure. This effect appearsin single as well as multilayer weldsof low alloy CrMoV steels regardlessto the applied welding technology. Asthe result, the pronounced tendencyof the weldments to the prematurefailure is observed– during creep exposure at workingtemperature that is caused by theinsufficient resistance to crackappearance and propagation dueto the additional stress in the criticalparts of weld with low creepplasticity,– when the parts are subjected to themechanical loading at room or lowtemperature during boiler shutdownsor repairs. In this case dueto low toughness and resistance tothe brittle fracture in the secondaryhardened parts of HAZ or weldmetal.Unacceptably high hardness andvery low resistance to the crackappearance and propagation in thecoarse grained part of HAZ and weldmetal was the principal reason forthe premature creep type III crackingZVÁRANIE-SVAŘOVÁNÍ | 4/ 2007 109