

CPT International 02/2016
The leading technical journal for the global foundry industry – Das führende Fachmagazin für die weltweite Gießerei-Industrie
The leading technical journal for the
global foundry industry – Das führende Fachmagazin für die
weltweite Gießerei-Industrie

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
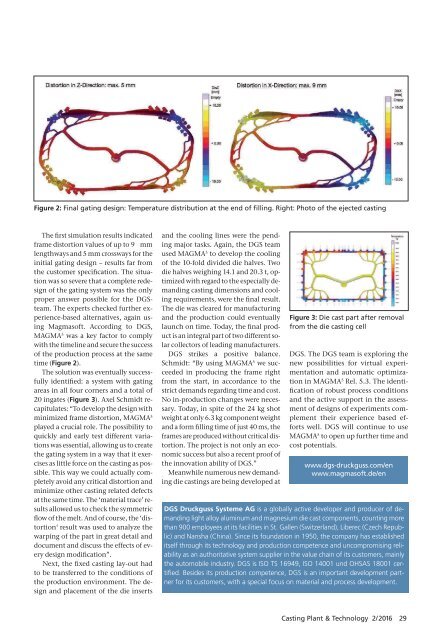
Figure 2: Final gating design: Temperature distribution at the end of filling. Right: Photo of the ejected casting<br />
The first simulation results indicated<br />
frame distortion values of up to 9 mm<br />
lengthways and 5 mm crossways for the<br />
initial gating design – results far from<br />
the customer specification. The situation<br />
was so severe that a complete redesign<br />
of the gating system was the only<br />
proper answer possible for the DGSteam.<br />
The experts checked further experience-based<br />
alternatives, again using<br />
Magmasoft. According to DGS,<br />
MAGMA 5 was a key factor to comply<br />
with the timeline and secure the success<br />
of the production process at the same<br />
time (Figure 2).<br />
The solution was eventually successfully<br />
identified: a system with gating<br />
are as in all four corners and a total of<br />
20 ingates (Figure 3). Axel Schmidt recapitulates:<br />
“To develop the design with<br />
minimized frame distortion, MAGMA 5<br />
played a crucial role. The possibility to<br />
quickly and early test different variations<br />
was essential, allowing us to create<br />
the gating system in a way that it exercises<br />
as little force on the casting as possible.<br />
This way we could actually completely<br />
avoid any critical distortion and<br />
minimize other casting related defects<br />
at the same time. The ‘material trace’ results<br />
allowed us to check the symmetric<br />
flow of the melt. And of course, the ‘distortion‘<br />
result was used to analyze the<br />
warping of the part in great detail and<br />
document and discuss the effects of every<br />
design modification”.<br />
Next, the fixed casting lay-out had<br />
to be transferred to the conditions of<br />
the production environment. The design<br />
and placement of the die inserts<br />
and the cooling lines were the pending<br />
major tasks. Again, the DGS team<br />
used MAGMA 5 to develop the cooling<br />
of the 10-fold divided die halves. Two<br />
die halves weighing 14.1 and 20.3 t, optimized<br />
with regard to the especially demanding<br />
casting dimensions and cooling<br />
requirements, were the final result.<br />
The die was cleared for manufacturing<br />
and the production could eventually<br />
launch on time. Today, the final product<br />
is an integral part of two different solar<br />
collectors of leading manufacturers.<br />
DGS strikes a positive balance.<br />
Schmidt: “By using MAGMA 5 we succeeded<br />
in producing the frame right<br />
from the start, in accordance to the<br />
strict demands regarding time and cost.<br />
No in-production changes were necessary.<br />
Today, in spite of the 24 kg shot<br />
weight at only 6.3 kg component weight<br />
and a form filling time of just 40 ms, the<br />
frames are produced without critical distortion.<br />
The project is not only an economic<br />
success but also a recent proof of<br />
the innovation ability of DGS.”<br />
Meanwhile numerous new demanding<br />
die castings are being developed at<br />
Figure 3: Die cast part after removal<br />
from the die casting cell<br />
DGS. The DGS team is exploring the<br />
new possibilities for virtual experimentation<br />
and automatic optimization<br />
in MAGMA 5 Rel. 5.3. The identification<br />
of robust process conditions<br />
and the active support in the assessment<br />
of designs of experiments complement<br />
their experience based efforts<br />
well. DGS will continue to use<br />
MAGMA 5 to open up further time and<br />
cost potentials.<br />
www.dgs-druckguss.com/en<br />
www.magmasoft.de/en<br />
DGS Druckguss Systeme AG is a globally active developer and producer of demanding<br />
light alloy aluminum and magnesium die cast components, counting more<br />
than 900 employees at its facilities in St. Gallen (Switzerland), Liberec (Czech Republic)<br />
and Nansha (China). Since its foundation in 1950, the company has established<br />
itself through its technology and production competence and uncompromising reliability<br />
as an authoritative system supplier in the value chain of its customers, mainly<br />
the automobile industry. DGS is ISO TS 16949, ISO 14001 und OHSAS 18001 certified.<br />
Besides its production competence, DGS is an important development partner<br />
for its customers, with a special focus on material and process development.<br />
Casting Plant & Technology 2/<strong>2016</strong> 29














