

Issue 01/2021
Highlights: Automotive Foam Basics: Enzymes
Highlights:
Automotive
Foam
Basics: Enzymes

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Automotive<br />
www.engr.wisc.edu<br />
bioplastics MAGAZINE [<strong>01</strong>/11] Vol. 6 37<br />
10<br />
Years ago<br />
Foam<br />
tinyurl.com/pbatfoam2<strong>01</strong>1<br />
Published in<br />
bioplastics MAGAZINE<br />
In January <strong>2021</strong>, Srikanth Pilla,<br />
now Clemson University,<br />
Greenville, South Carolina, USA said:<br />
“The study, conceived about 10 years ago,<br />
was timely back then when the need for<br />
biobased and biodegradable/compostable<br />
packaging materials including foams was in<br />
high demand. Today they almost became certain.<br />
With the emergence of circularity, plastics<br />
being biobased and/or biodegradable has become<br />
a necessity that their presence is more<br />
authenticated now. While a commercial potential<br />
is yet to be realized, my own lab has started<br />
to constitute more advancements in this field that is<br />
much closer to commercialization.”<br />
www.clemson.edu<br />
Volume Expansion Ratio<br />
Open Cell content (%)<br />
Article contributed by<br />
Srikanth Pilla, George K. Auer, Shaoqin Gong<br />
University of Wisconsin, USA<br />
Seong G. Kim, Chul B. Park,<br />
University of Toronto, CA<br />
Figure 2: Volume Expansion Ratio vs Temperature<br />
1.8<br />
1.6<br />
1.4<br />
1.2<br />
1<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
PLA<br />
Ecovio<br />
PLA+55%PBAT<br />
Figure 3: Open Cell Content vs Temperature<br />
PLA<br />
Ecovio<br />
PLA+55%PBAT<br />
125 130 135 140 145 150 155<br />
36 bioplastics MAGAZINE [<strong>01</strong>/11] Vol. 6<br />
PLA+0.5%Talc<br />
Ecovio+0.5%&Talc<br />
PLA+55%PBAT+0.5%Talc<br />
130 140 150<br />
Die Temperature (°C)<br />
PLA+0.5%Talc<br />
Ecovio+0.5%&Talc<br />
PLA+55%PBAT+0.5%Talc<br />
Die Temperature (°C)<br />
Biodegradable<br />
PLA/PBAT Foams<br />
I<br />
Foam<br />
investigated the foaming ability of PLA blended with starch<br />
using microcellular extrusion. Reignier et al. [32] have studied<br />
extrusion foaming of amorphous PLA using CO 2 ; however,<br />
due to very narrow processing window of the unmodified PLA,<br />
a reasonable expansion ratio could not be achieved.<br />
In this study, PLA/PBAT blends have been foamed by the<br />
microcellular extrusion process using CO 2 as a blowing agent.<br />
Two types of blend systems were investigated: (1) Ecovio ® ,<br />
which is a commercially available compatibilized PLA/PBAT<br />
blend (BASF); (2) A non-compatibilized PLA/PBAT blend at the<br />
same PLA/PBAT ratio (i.e., 45:55 by weight percent) as Ecovio.<br />
The effects of talc,compatibilization and die temperature on<br />
the cell size, cell density, volume expansion and open cell<br />
content were evaluated.<br />
n this study, a unique processing technology viz. microcellular<br />
extrusion foaming, was used to produce biodegradable foams<br />
that could potentially replace existing synthetic foams thereby<br />
reducing carbon footprint and contributing towards a sustainable<br />
society.<br />
Introduction<br />
Effects on Cell Size and Cell Density<br />
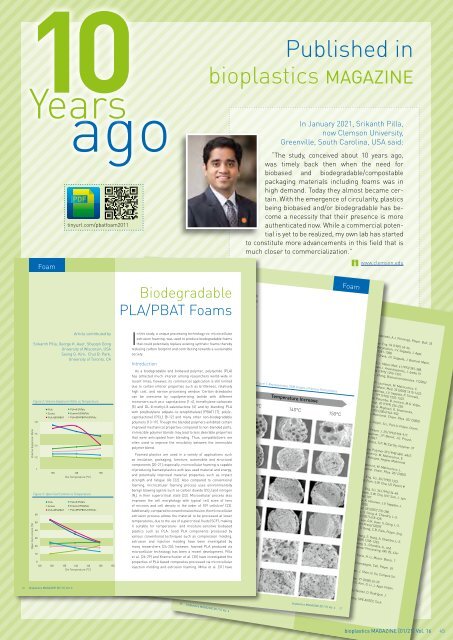
Representative SEM images of the cell morphology of<br />
different formulations are shown in Figure 1. From the figure,<br />
it can be noted that the addition of<br />
talc has decreased the cell size.<br />
This shows that talc has acted as a<br />
nucleating agent thereby reducing<br />
the cell size. Thus, as more cells<br />
started to nucleate, due to excess<br />
nucleation sites provided by talc, there<br />
was less amount of gas available for<br />
their growth that lead to reduction<br />
in cell size. Also, the addition of<br />
talc significantly increased the melt<br />
viscosity, which made it difficult for<br />
the cells to grow, leading to smaller<br />
cell sizes [33]. Also, from Figure 1<br />
it can be observed that the cell size<br />
of the compatibilized blends (both<br />
Ecovio and Ecovio-talc) is much less<br />
than that of the non-compatibilized<br />
ones (PLA/PBAT and PLA/PBATtalc).<br />
Thus it can be concluded that<br />
compatibilization has reduced the cell<br />
size. This might be due to increase in<br />
the melt strength of the blend as a<br />
result of the compatibilization [34].<br />
In general, as shown in Figure 1,<br />
the addition of talc has increased<br />
the cell density because of the<br />
heterogeneous nucleation. In a<br />
heterogeneous nucleation scheme,<br />
the activation energy barrier to<br />
nucleation is sharply reduced in the<br />
presence of a filler (talc in this case)<br />
thus increasing the nucleation rate<br />
and thereby the number of cells [35].<br />
While comparing the compatibilized<br />
and non-compatibilized samples, it<br />
can be observed that the cell density<br />
As a biodegradable and biobased polymer, polylactide (PLA)<br />
has attracted much interest among researchers world-wide in<br />
recent times; however, its commercial application is still limited<br />
due to certain inferior properties such as brittleness, relatively<br />
high cost, and narrow processing window. Certain drawbacks<br />
can be overcome by copolymerizing lactide with different<br />
monomers such as ε-caprolactone [1-4], trimethylene carbonate<br />
[5] and DL-β-methyl-δ-valerolactone [6] and by blending PLA<br />
with poly(butylene adipate-co-terephthalate) (PBAT) [7], poly(εcaprolactone)<br />
(PCL) [8-12] and many other non-biodegradable<br />
polymers [13-19]. Though the blended polymers exhibited certain<br />
improved mechanical properties compared to non-blended parts,<br />
immiscible polymer blends may lead to less desirable properties<br />
that were anticipated from blending. Thus, compatibilizers are<br />
often used to improve the miscibility between the immiscible<br />
polymer blend.<br />
is the much higher for Ecovio samples (i.e. both Ecovio and<br />
Ecovio-talc). Thus as seen in cell size, compatibilization had<br />
positive effect on the cell morphology of the foamed materials,<br />
i.e., increasing the cell density. This is in agreement with the<br />
published literature [36].<br />
Effects on Volume Expansion Ratio (VER)<br />
Volume expansion ratio denotes the amount of volume<br />
that has proportionately expanded as a result of foaming.<br />
Figure 2 presents the volume expansion ratio with respect<br />
to temperature. The addition of talc has decreased the VERs<br />
of PLA and non-compatibilized PLA/PBAT blend. This is due<br />
to increase in stiffness and strength of the polymer melt. For<br />
Ecovio, the addition of talc had no significant effect on VER.<br />
While comparing the non-filled and talc filled compatibilized<br />
and non-compatibilized PLA/PBAT blends, it can be inferred<br />
that non-compatibilized PLA/PBAT blends possesses<br />
higher VER in comparison to compatibilized blends. Thus,<br />
compatibilization had a negative effect on the VER which could<br />
be due to increase in the melt strength of the compatibilized<br />
blends [37].<br />
PLA<br />
Effects on Open Cell Content (OCC)<br />
The open cell content illustrates the interconnectivity<br />
between various cells. A highly open cell structured foam can<br />
be used in numerous industrial applications such as filters,<br />
separation membranes, diapers, tissue engineering etc.<br />
Figure 3 shows the variation of open cell content (OCC) with<br />
temperature. In general, the open cell content is governed<br />
by cell wall thickness [37]. As per the cell opening strategies<br />
discussed in [37], higher cell density, higher expansion<br />
ratios, creating structural inhomogeneity by using polymer<br />
blends or adding cross-linker and using a secondary blowing<br />
agent, all decrease the cell wall thickness thereby increasing<br />
the OCC. Some of them work in conjunction with the other.<br />
With the addition of talc, the OCC decreased for PLA and noncompatibilized<br />
PLA/PBAT blend which might be attributed to<br />
an increase in stiffness and strength of the talc filled samples.<br />
For Ecovio, the OCC increased with the addition of talc. Thus,<br />
talc had a varying effect on the OCC of PLA and its blends<br />
(compatibilized and non-compatibilized). In the analysis of<br />
OCC for compatibilized and non-compatibilized blends, it<br />
can be inferred that compatibilization has reduced the OCC<br />
significantly among non-filled blends but increased the OCC<br />
slightly among talc filled blends. Further investigation is<br />
required to study the varied effects of compatibilization on<br />
the OCC of blends.<br />
In summary, biodegradable PLA/PBAT foams have been<br />
successfully produced using CO 2 as a blowing agent. Two types<br />
of blends systems have been investigated, compatibilized and<br />
non-compatibilized. The effects of talc and compatibilization<br />
have been studied on different foam properties such as cell<br />
morphology, volume expansion, and open cell content.<br />
The financial support from National Science Foundation<br />
(CMMI-0734881) is gratefully acknowledged.<br />
PLA<br />
+<br />
0.5% Talc<br />
Ecovio<br />
Ecovio<br />
+<br />
0.5%Talc<br />
PLA<br />
+<br />
55% PBAT<br />
PLA<br />
+<br />
55% PBAT<br />
+<br />
0.5%Talc<br />
500 μm<br />
Foamed plastics are used in a variety of applications such<br />
as insulation, packaging, furniture, automobile and structural<br />
components [20-21]; especially, microcellular foaming is capable<br />
of producing foamed plastics with less used material and energy,<br />
and potentially improved material properties such as impact<br />
strength and fatigue life [22]. Also compared to conventional<br />
foaming, microcellular foaming process uses environmentally<br />
benign blowing agents such as carbon dioxide (CO 2 ) and nitrogen<br />
(N 2 ) in their supercritical state [23]. Microcellular process also<br />
improves the cell morphology with typical cell sizes of tens<br />
of microns and cell density in the order of 109 cells/cm 3 [23].<br />
Additionally, compared to conventional extrusion, the microcellular<br />
extrusion process allows the material to be processed at lower<br />
temperatures, due to the use of supercritical fluids (SCF), making<br />
it suitable for temperature- and moisture-sensitive biobased<br />
plastics such as PLA. Solid PLA components processed by<br />
various conventional techniques such as compression molding,<br />
extrusion and injection molding have been investigated by<br />
many researchers [24-25]; however, foamed PLA produced via<br />
microcellular technology has been a recent development. Pilla<br />
et al. [26-29] and Kramschuster et al. [30] have investigated the<br />
properties of PLA based composites processed via microcellular<br />
injection molding and extrusion foaming. Mihai et al. [31] have<br />
Figure 1: Representative SEM Images of Various Formulations<br />
Temperature Increase<br />
130°C 140°C 150°C<br />
Foam<br />
References<br />
1 D.W. Grijpma, G.J. zonderwan, A.J. Pennings, Polym. Bull. 25<br />
(1991) 327-333.<br />
2 R.H. Wehrenberg, Mater. Eng. 94 (1981) 63-66.<br />
3 M. Hiljanen-Vainio, T. Karjalainen, J.V. Seppala, J. Appl.<br />
Polym. Sci. 59 (1996) 1281-1288.<br />
4 M. Hiljanen-Vainio, P.A. Orava, J.V. Seppala, J. Biomed. Mater.<br />
Res. 34 (1999) 39-46.<br />
5 B. Buchholz, J. Mater. Sci.: Mater. Med. 4 (1993) 381-388.<br />
6 A. Nakayama, N. Kawasaki, I. Arvanitoyannis, J. Iyoda, N.<br />
Yamamoto, Polymer. 36 (1995) 1295-13<strong>01</strong>.<br />
7 L. Jiang, M.P. Wolcott, J. zhang, Biomacromolecules. 7 (2006)<br />
199-207.<br />
8 S. Aslan, L. Calandrelli, P. Laurienzo, M. Malinconico, C.<br />
Migliaresi, J. Mater. Sci.: Mater. Med. 35 (2000) 1615-1622.<br />
9 M. Hiljanen-Vainio, P. Varpomaa, J.V. Seppala, P. Tormala,<br />
Macromol. Chem. Phys. 197 (1996) 1503-1523.<br />
10 G. Maglio, A. Migliozzi, R. Palumbo, B. Immirzi, M.G. Volpe,<br />
Macromol. Rapid Commun. 20 (1999) 236-238.<br />
11 G. Maglio, M. Malinconico, A. Migliozzi, G. Groeninckx,<br />
Macromol. Chem. Phys. 205 (2004) 946-950.<br />
12 J.C. Meredith, E.J. Amis, Macromol. Chem. Phys. 2<strong>01</strong> (2000)<br />
733-739.<br />
13 Y. Wang, M.A. Hillmyer, J. Polym. Sci., Part A: Polym. Chem.<br />
39 (20<strong>01</strong>) 2755-2766.<br />
14 C. Nakafuku, M. Sakoda, Polym. J. 25 (1993) 909-917.<br />
15 A. Malzert, F. Boury, P. Saulnier, J.P. Benoit, J.E. Proust,<br />
Langmuir. 16 (2000) 1861-1867.<br />
16 A.M. Gajria, V. Davé, R.A. Gross, S.P. McCarthy, Polymer. 37<br />
(1996) 437-444.<br />
17 L. zhang, S.H. Goh, S.Y. Lee, Polymer 39 (1998) 4841-4847.<br />
18 M. Avella, M.E. Errico, B. Immirzi, M. Malinconico, E.<br />
Martuscelli, L. Paolillo, L. Falcigno, Angew. Makromol.<br />
Chem. 246 (1997) 49-63.<br />
19 M. Avella, M.E. Errico, B. Immirzi, M. Malinconico, L.<br />
Falcigno, L. Paolillo, Macromol. Chem. Phys. 2<strong>01</strong> (2000)<br />
1295-1302.<br />
20 V. Kumar, N.P. Suh, Polym. Eng. Sci. 30 (1990) 1323.<br />
21 D.F. Baldwin, N.P. Suh, C.B. Park, S.W. Cha, US Patent #<br />
5334356 (1994).<br />
22 C.B. Park, N.P. Suh, Polym. Eng. Sci. 36 (1996) 34-48.<br />
23 D.F. Baldwin, D. Tate, C.B. Park, S.W. Cha, N.P. Suh, J. Jpn.<br />
Soc. Polym. Process. 6 (1994) 187.<br />
24 M. Hiljanen-Vainio, J. Kylma, K. Hiltunen, J.V. Seppala, J.<br />
Appl. Polym. Sci. 63 (1997) 1335.<br />
25 M.A. Huneault, H. Li, Polymer. 48 (2007) 270-280.<br />
26 S. Pilla, A. Kramschuster, A., S. Gong, A. Chandra, L-S.<br />
Turng, Int. Polym. Proc. XXII (2007) 418-428.<br />
27 S. Pilla, A. Kramschuster, J. Lee, G.K. Auer, S. Gong, L-S.<br />
Turng, Compos. Interfaces. (In Press) (2009)<br />
28 S. Pilla, S.G. Kim, G.K. Auer, S. Gong, C.B. Park, Polym. Eng.<br />
Sci. 49 (2009) 1653-1660.<br />
29 S. Pilla, A. Kramschuster, L. Yang, S. Gong, A. Chandra, L-S.<br />
Turng, Mat. Sci. Eng. C. 29 (2009) 1258-1265.<br />
30 Kramschuster, A., Pilla, S., Gong, S., Chandra, A., and<br />
Turng, L-S., International Polymer Processing, XXII (5), 436-<br />
445 (2007)<br />
31 M. Mihai, M.A. Huneault, B.D. Favis, H. Li, Macro. Biosci. 7<br />
(2007) 907-920.<br />
32 J. Reignier, R. Gendron, M.F. Champagne, Cell. Polym. 26<br />
(2007) 83-115.<br />
33 L.J. Lee, C. zeng, X. Cao, X. Han, J. Shen, G. Xu, Compos Sci.<br />
Technol. 65 (2005) 2344-2363.<br />
34 X. Wang, H. Li, J. App. Polym. Sci. 77 (2000) 24-29.<br />
35 G. Guo, K.H. Wang, C.B. Park, Y.S. Kim, G. Li, J. Appl. Polym.<br />
Sci. 104 (2007) 1058-1063.<br />
36 C. zepeda Sahagún, R. González-Núñez, D. Rodrigue, J.<br />
Cell. Plast. 42 (2006) 469-485.<br />
37 K. Kimura, T. Katoh, S.P. McCarthy, SPE ANTEC Tech.<br />
Papers 54 (1996) 2626-2631.<br />
38 bioplastics MAGAZINE [<strong>01</strong>/11] Vol. 6<br />
bioplastics MAGAZINE [<strong>01</strong>/21] Vol. 16 45














