
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Revista Interna de Formación e Innovación<br />
tecno<br />
Número 81, Diciembre 2011<br />
Viaducto de Trapagarán<br />
(Bizkaia)
Colaboradores<br />
Comité de Redacción<br />
Jaime Alarcón<br />
Manuel Alpañés<br />
Luis García-Linares<br />
Enrique Martínez de Angulo<br />
Gregorio Nieto<br />
Manuel Villén<br />
Dirección de la Línea Editorial<br />
Manuel Villén<br />
Asesor Jefe de Redacción<br />
Jaime Alarcón<br />
Colaboran en este número<br />
Jaime Alarcón L. de la Manzanara<br />
Jaime Alarcón Moreno<br />
José Manuel Alarcón<br />
Jesús María Cruz<br />
Santiago Estevez Serrano<br />
Ricardo Muñoz Rodriguez<br />
Manuel Villén<br />
<strong>Tecno</strong><br />
Revista interna de Formación e<br />
Innovación<br />
Edita y Maqueta:<br />
Recol Networks, S.A.<br />
c/. Gobelas, 41 y 43. Bajo<br />
El Plantío - 28023 Madrid<br />
Tel. 91 282 71 40<br />
Fax 91 282 71 45<br />
www.recol.es<br />
Imprime:<br />
ORMAG S.L.<br />
Avda. de la Industria, 6-8<br />
Alcobendas (Madrid)<br />
Depósito Legal: M-31540 - 1991<br />
2<br />
Sumario<br />
3 Editorial<br />
4 El Adoquín cerámico<br />
6 Viaducto de Trapagarán<br />
20 OHL Industrial<br />
22 Puerto Errado 2<br />
6<br />
22<br />
30<br />
4<br />
30 Árboles extraordinarios<br />
36 Señalización e identifi cación<br />
de tuberías sometidas a<br />
presión<br />
38 OHL y FCC construyen el Altar<br />
del Papa en Cuatro Vientos<br />
en un tiempo record<br />
46 Escaparate de Novedades<br />
50 Noticias
Y MOVILIDAD<br />
GEOGRÁFICA<br />
EditorialINNOVACIÓN<br />
La movilidad geográfi ca ha sido siempre una nota característica de la edifi cación<br />
y de la obra civil en todo el mundo. En España, por ejemplo, la mayor parte de<br />
los aparejadores o arquitectos y los ingenieros de Caminos orientaron desde<br />
el principio de su quehacer profesional la actividad de éste hacia la construcción<br />
y durante los primeros años de esa actividad iban moviéndose por obras que se<br />
diseminaban por toda la geografía peninsular e insular española: ora un acueducto en<br />
Galicia, ora un hospital en Andalucía, ora una depuradora en Canarias, pueden servir de<br />
ejemplo en el recorrido inicial, primero, y luego, progresivamente, en el itinerario, ya no<br />
tan inicial del devenir profesional de muchos de ellos, de muchos de nosotros.<br />
Esta sempiterna movilidad ha sido algo muy arraigado en la profesión; las familias se<br />
movían al compás de las obras; y el profesional, que iba ascendiendo en su carrera,<br />
recibía además una adecuada compensación económica y benefi cios adicionales para<br />
su familia.<br />
No fue, por tanto, difícil ampliar esta movilidad a otros países extranjeros, en especial<br />
los hispanoamericanos, donde los inconvenientes de residir en un país foráneo,<br />
tales como el desarraigo que impone la emigración y la necesaria adaptación a las<br />
costumbres locales, son mucho más suaves y donde, además, se puede hacer uso<br />
de la lengua común. Y cuando las empresas constructoras españolas empezaron a<br />
ser internacionalmente pioneras en numerosos campos, la economía española se<br />
hizo exportadora y empezó la globalización, el mundo entero se convirtió en área de<br />
movilidad geográfi ca para muchos técnicos españoles titulados y especializados en los<br />
campos de la obra civil o la edifi cación.<br />
Pero las circunstancias han variado notablemente en los últimos años. Por un lado, el<br />
impresionante crecimiento de los medios de transporte, singularmente de las líneas<br />
aéreas que se han multiplicado y abaratado de forma hasta hace poco impensable, ha<br />
acercado entre sí todas las ciudades del mundo. Y las telecomunicaciones, Internet y<br />
telefonía móvil, han dejado atrás la incomunicación y la lejanía que antaño distinguía<br />
a muchas obras y lugares del mundo. Por otro lado, los alicientes económicos de<br />
la movilidad han disminuido notablemente debido a la feroz competencia que se<br />
genera en los mercados en crecimiento. Además la movilidad familiar, tras la continua,<br />
acelerada y afortunada incorporación de la mujer al mundo laboral, se ha hecho mucho<br />
más complicada que antaño. Así, como detalle, tiempo atrás en las visitas a obras<br />
coincidías solo con compañeros, ahora ellas están también ahí en igual número y<br />
trabajando igual de bien.<br />
Y llegados a este punto centremos de nuevo nuestra atención en el avance que ha<br />
supuesto la innovación tan patente en nuestro Grupo Empresarial, en cuanto a sus<br />
logros en ese campo de las telecomunicaciones. Hace no muchos años para hacer<br />
llegar un plano a un país lejano había que enviarlo por avión y esperar trámites<br />
aduaneros antes de que pudiera estar delante de un compañero que tal vez necesitara<br />
urgentemente evaluar la solución que se había cumplimentado ante una consulta suya<br />
a la Dirección Técnica de alguna de nuestras empresas.<br />
Hoy con la ayuda de Internet, fax, correo electrónico o videoconferencia, la ayudas de<br />
nuestros compañeros pueden llegar a su destino de forma prácticamente instantánea<br />
y aunque esa meta esté, por ejemplo, en China, Rusia o Turquía, esa lejanía geográfi ca<br />
se ve compensada por la proximidad profesional que, gracias a la innovación y a la<br />
tecnología, nos mantiene a todos unidos en continua y provechosa colaboración<br />
profesional.<br />
3
Materiales<br />
El adoquín<br />
cerámico<br />
PRESENTACIÓN<br />
En este capítulo acerca de los materiales de construcción hemos alternado las ideas de presentar<br />
productos muy modernos, algunos de ultimísima generación (Ver el grafeno en nuestro número<br />
anterior), con otros de índole clásica y uso tradicional en el campo constructivo pero en los que los<br />
adelantos de la tecnología los hayan mejorado y los avances de la innovación hayan propiciado<br />
para ellos una moderna utilización.<br />
Hoy nos referiremos al adoquín cerámico que es un material que se ha utilizado históricamente<br />
como pieza habitual en la pavimentación y que ahora se renovó para complementar sus cualidades<br />
estéticas con unas avanzadas prestaciones técnicas.<br />
El adoquín cerámico es un material de sencilla puesta en obra y que además requiere de un<br />
mantenimiento mínimo tras su colocación. Pero el gran salto de calidad que ha experimentado en<br />
los últimos años le permite ser una de las soluciones más rentables en la actualidad en términos<br />
calidad-estética.<br />
Esta evolución se inició en España con la introducción de la técnica de fabricación en calidad<br />
“klinker”, que le otorga una mayor resistencia mecánica, así como más capacidad para soportar<br />
temperaturas por debajo de los 0 grados.<br />
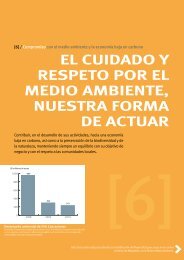
Terrassa ha renovado su centro urbano cubriendo zonas<br />
peatonales con adoquín rojo<br />
4<br />
VENTAJAS DEL ADOQUÍN CERÁMICO<br />
Durabilidad y permanencia del color: la pavimentación con<br />
adoquín cerámico tiene una vida útil superior a los 30 años.<br />
Mantenimiento económico: este tipo de pavimento requiere unos<br />
niveles mínimos de mantenimiento.<br />
Posibilidades expresivas: la gama de colores y formatos y<br />
las múltiples combinaciones en planta ofrecen una perfecta<br />
combinación entre técnica y estética.<br />
Cualidades físicas: el pavimento de adoquín cerámico no<br />
se deforma con las altas y bajas temperaturas ni con la<br />
contaminación, lluvias ácidas o posibles agentes agresivos.<br />
Facilidad en las reparaciones: la reutilización de los adoquines<br />
cerámicos es común y pueden volverse a utilizar cuantas veces sea<br />
necesario.<br />
Facilidad de ejecución: personal no especialista puede trabajar con<br />
este material de sencilla colocación.<br />
Costes: considerando las ventajas, se obtiene un pavimento<br />
óptimo desde el punto de vista coste-rendimiento.<br />
Amplia diversidad de utilización: se puede utilizar en multitud<br />
de espacios como áreas peatonales, zonas portuarias, mercados.<br />
naves industriales y lugares con ambiente agresivo.
EL “KLINKER”<br />
REVOLUCIONÓ LAS<br />
CALIDADES DEL ADOQUÍN<br />
CERÁMICO<br />
El adoquín “klinker” se fabrica a<br />
partir de arcillas de gran calidad<br />
que, al ser cocidas a altas temperaturas,<br />
forman un material con baja<br />
absorción de agua, mayor densidad<br />
y gran resistencia a la rotura.<br />
La revolución “klinker”, fruto de<br />
las inversiones de los fabricantes en<br />
innovación y mejora del producto,<br />
ha contribuido a perfeccionar técnicamente<br />
el adoquín sin alterar su<br />
naturaleza cerámica, que le confi ere<br />
prestaciones excepcionales en cuanto<br />
a durabilidad, reutilización y permanencia<br />
del color, principalmente.<br />
El adoquín cerámico es un material<br />
óptimo desde el punto de vista de<br />
coste-rendimiento para la ejecución<br />
de un pavimento por sus numerosas<br />
ventajas, bajo mantenimiento,<br />
mano de obra y herramientas de<br />
bajo coste, elevado valor residual<br />
por la posibilidad de reutilización<br />
de los adoquines, período de vida<br />
útil, etc. Así, los pavimentos de<br />
adoquín cerámico suponen una inversión<br />
rentable y duradera, de alto<br />
valor añadido.<br />
LA VIDA ÚTIL DEL<br />
ADOQUÍN CERÁMICO ES<br />
MÁS DE 30 AÑOS<br />
La vida útil de un pavimento construido<br />
con adoquín cerámico se<br />
prolonga por más de 30 años, un<br />
período durante el cual el material<br />
no debe perder ni consistencia ni<br />
belleza estética. Además, si se desea<br />
cambiar el aspecto del pavimento,<br />
se puede hacer con toda facilidad<br />
sustituyendo unas piezas por otras,<br />
cambiando el dibujo geométrico de<br />
su implantación sobre el pavimento,<br />
etc.<br />
Este material se puede utilizar para<br />
la construcción tanto de pavimentos<br />
rígidos como fl exibles. En el rígido,<br />
las piezas se unen con mortero<br />
y sobre una base rígida cubierta con<br />
el mismo material. Son aconsejables<br />
para superfi cies con pendiente su-<br />
Este material se puede utilizar para la construcción tanto de pavimentos rígidos<br />
como fl exibles<br />
perior al 9% y zonas con una proyección<br />
continuada de agua, como<br />
lavaderos de vehículos y bordes de<br />
piscinas.<br />
El pavimento fl exible consiste en la<br />
colocación de las piezas sobre una<br />
cama de arena gruesa, precompactada<br />
sin aglomerantes, rellenado<br />
posterior de las juntas con arena de<br />
menor grosor y compactación del<br />
conjunto. Al usar arena se reducen<br />
los costes, tanto en materiales, al<br />
evitar el empleo de morteros, como<br />
en mano de obra, y tampoco es necesario<br />
realizar juntas de dilatación<br />
en este tipo de adoquinado. Este pavimento,<br />
con una base bien calculada<br />
y eligiendo el modelo de adoquín<br />
adecuado, también permite la pavimentación<br />
de viales que soporten<br />
tráfi co de vehículos pesados.<br />
Los adoquines se presentan en unidades<br />
de dimensiones aproximadas<br />
(± 200 x 100 x 50) o en formatos<br />
de media pieza o pieza doble. Existe<br />
la posibilidad de fabricación de una<br />
amplia gama de piezas especiales en<br />
forma de canal, bordillo de calzada,<br />
bordillo jardinera invertible, soporte<br />
de rejas, adoquín de jardín, espiga,<br />
etc.<br />
Se desaconseja la utilización de piezas<br />
con tamaño inferior a medio<br />
adoquín.<br />
PAVIMENTOS<br />
EJECUTADOS CON<br />
ADOQUÍN CERÁMICO<br />
Una actuación en la que puede observarse<br />
la armonía con la que el<br />
adoquín cerámico puede adaptarse<br />
a una zona peatonal es la plaza<br />
del Ayuntamiento de Linares, en la<br />
provincia de Jaén. En esta obra, el<br />
adoquín cerámico resuelve el pavimento<br />
y, a la vez, combina estéticamente<br />
con un edifi cio histórico.<br />
La obra está realizada con adoquín<br />
cerámico de la compañía Cerámica<br />
Malpesa, en color rojo.<br />
Otro buen ejemplo se disfruta en la<br />
ciudad de Terrassa (Barcelona), en<br />
la que el Ayuntamiento ha realizado<br />
en los últimos años una ambiciosa<br />
apuesta de renovación del centro<br />
urbano, creando nuevas zonas peatonales.<br />
En esta obra, el adoquín<br />
cerámico está fabricado por Piera<br />
Ecocerámica y su color es el rojo<br />
rústico.<br />
LOS FABRICANTES DE<br />
ADOQUÍN CERÁMICO<br />
ESPAÑOLES<br />
Los fabricantes de adoquín cerámico<br />
se agrupan en la Asociación Española<br />
de Fabricantes de Ladrillos<br />
y Tejas, de la sección Adoquín Cerámico<br />
de Hispalyt. Las empresas<br />
agregadas son: Cerámica Añón, Cerámica<br />
Malpesa, Cerámica Nuestra<br />
Señora de la Oliva, Piera Ecocerámica,<br />
La Paloma Cerámica y Gres<br />
y Cerámica de Cabezón / Terreal la<br />
Pobla.<br />
5
Realizaciones<br />
Viaducto de<br />
Trapagarán<br />
PRESENTACIÓN<br />
En el Editorial de nuestro último número (Septiembre de 2011) nos lamentábamos del hecho de que<br />
las circunstancias del mercado nos obligaran a prescindir de referirnos a alguna última de nuestras<br />
realizaciones de obra civil, aunque prometíamos que en éste, que es el número siguiente, dedicaríamos<br />
nuestra atención a alguna, o tal vez a dos realizaciones de nuestra empresa que estuviesen encuadradas de<br />
lleno en este segmento de nuestra actividad constructiva.<br />
Y así, hoy dedicaremos las próximas páginas a glosar la construcción del Viaducto de Trapagarán, enclavado<br />
en la Variante Sur Metropolitana entre Trapagarán y Arraskitu, en el Tramo 3B, en su recorrido por la provincia<br />
de Bizkaia.<br />
Se ha tratado de una experiencia constructiva de singular importancia e interés en el transcurso de la cual<br />
se han vencido bastantes difi cultades de ejecución, se han implementado muchos detalles constructivos<br />
singulares, con la realización de alternativas de gran interés al proyecto primitivo, y en defi nitiva se ha<br />
llevado a término una nueva Obra Civil que OHL puede mostrar como una nueva ratifi cación de un éxito más<br />
en su línea de servicio y de vanguardia en la obra civil española e internacional, habiéndose tratado de un<br />
viaducto cuyo tablero de rodadura tiene una anchura que es record mundial en ejecuciones de este tipo con<br />
sus 35,60 metros.<br />
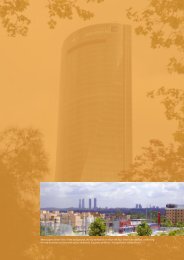
Vista general de viaducto<br />
6
Detalle de las pilas laterales y jabalcones<br />
INTRODUCCIÓN<br />
El Viaducto de Trapagarán es una<br />
magna realización a la que, a pesar<br />
de sus dimensiones extraordinarias,<br />
se le ha dotado de un cuidadoso diseño<br />
y concepción, que responden<br />
a las exigencias estructurales, así<br />
como a la sensibilidad estética, social<br />
y medioambiental que requería,<br />
dado el lugar en el que iba a estar<br />
enclavado, pues está integrado en la<br />
Variante Metropolitana de Bilbao,<br />
toda ella promovida por la Diputación<br />
Foral de Bizkaia y la Sociedad<br />
Pública Foral Interbiak.<br />
El proyecto de dicho viaducto fue<br />
desarrollado por la UTE empresarial<br />
formada por las empresas PRO-<br />
INTEC, EUSKONTROL y EIPSA<br />
con la autoría del Ingeniero de Caminos,<br />
Canales y Puertos D. Jordi<br />
Revoltós Fort (EIPSA), y las obras<br />
fueron llevadas a efecto para IN-<br />
TERBIAK – Bizkaiko Hegoaldelso<br />
Akzesibilitatea, S.A. por la UTE<br />
TRAPAGARÁN integrada por las<br />
empresas CONSTRUCCIONES<br />
SOBRINO, S.A. (Al 30%), que<br />
como conocen sobradamente nuestros<br />
lectores es la empresa cabecera<br />
del Grupo OHL en el País Vasco,<br />
CYCASA CANTERAS Y CONS-<br />
TRUCCIONES, S.A. (Al 30%),<br />
FONORTE EMPRESA CONS-<br />
TRUCTORA (Al 30%) y URSSA<br />
S. COOP. (Al restante 10%).<br />
El importe total, sin IVA, de<br />
las obras realizadas ascendió a<br />
47.103.008,32 Euros y los trabajos<br />
comenzaron a ejecutarse en Febrero<br />
del año 2008, habiéndose terminado<br />
en Septiembre del 2010, contándose<br />
al frente de la Dirección Facultativa<br />
de las obras con el Ingeniero<br />
de Caminos, Canales y Puertos D.<br />
Iñigo Berriozabal Bilbao.<br />
BREVE MEMORIA<br />
DESCRIPTIVA DEL<br />
VIADUCTO<br />
El Tramo 3B de autovía de la Variante<br />
Sur de Bilbao sirve de elemento<br />
de conexión entre el enlace con<br />
la A-8 y el principio del peaje de la<br />
Supersur. A partir de este punto, la<br />
nueva autopista inicia su particular<br />
recorrido, encadenando túneles y<br />
viaductos. El tramo, de unos 1.000<br />
metros de longitud, empieza en el<br />
enlace de Trapagarán, recogiendo<br />
el tronco de la autopista y diversos<br />
ramales de la misma, para ascender<br />
con una sola plataforma de extraordinaria<br />
dimensión por encima<br />
del barrio bilbaíno de Trapagarán-<br />
Kauso hacia el área de peaje.<br />
Debido a la altura a la que discurre<br />
sobre el terreno natural, que llega a<br />
un máximo de 42 metros, fue preciso<br />
disponer un viaducto que abarcara<br />
la práctica totalidad de la lon-<br />
7
gitud del tramo y que salvase tanto<br />
las infraestructuras interceptadas<br />
como las edifi caciones industriales<br />
existentes anteriormente bajo su<br />
trazado, con curvas y contracurvas<br />
entre las naves industriales, serpenteando<br />
entre ellas para evitarlas,<br />
con un peralte máximo que llega al<br />
8%.<br />
De hecho, la voluntad de minimizar<br />
las afecciones a las edifi caciones industriales<br />
y empresas ubicadas en la<br />
zona, ha motivado un trazado que<br />
parte casi paralelo a la A-8.<br />
Su cercanía a dicha A-8 y la altura<br />
a la que discurre, hacen que este<br />
moderno y espectacular viaducto se<br />
haya convertido en una nueva a importante<br />
referencia visual.<br />
Las características del trazado y las<br />
dimensiones del viaducto, han hecho<br />
de ésta una obra singular que<br />
se ha resuelto con una solución<br />
adecuada a su trascendencia estructural,<br />
estética, medioambiental y<br />
social.<br />
El viaducto se descompone en dos<br />
Detalle del vano central de 125 m. de luz<br />
8<br />
partes: la correspondiente al viaducto<br />
de acceso y la del viaducto<br />
principal.<br />
El viaducto principal es una estructura<br />
continua de 670 m de longitud<br />
y 35,60 m de ancho dividida en 4<br />
vanos centrales de 125 metros de<br />
luz y dos extremos de 90,50 m y<br />
80 m, respectivamente. La sección<br />
transversal del tablero se ha resuelto<br />
con un solo cajón o núcleo resistente<br />
de hormigón pretensado, que<br />
con 18,80 m de ancho y un canto<br />
constante de 5,90 m, se adapta perfectamente<br />
al trazado. Sus dimensiones<br />
son tales, que permitirían jugar<br />
cómodamente al baloncesto en<br />
su interior. Sobre el núcleo y para<br />
completar el extraordinario ancho<br />
de la sección, se disponen de unos<br />
marcos metálicos transversales o<br />
jabalcones sobre los que apoyan<br />
amplios voladizos laterales, hasta<br />
completar los 35,60 m totales. Para<br />
hacerse una idea, este ancho es comparable<br />
a la longitud de un campo<br />
de balonmano. Dispuestos convenientemente<br />
cabrían 34 campos<br />
aptos para ese deporte en todo el<br />
viaducto principal. Dichos marcos<br />
transversales quedaron recubiertos<br />
de una chapa metálica decorativa<br />
con forma parabólica, que genera<br />
una superfi cie envolvente lateral. La<br />
parte inferior del núcleo tiene unas<br />
nervaduras transversales, a modo<br />
de prolongación del apoyo de los<br />
jabalcones, que aligeran la vista inferior<br />
del tablero.<br />
Los jabalcones exteriores se complementan<br />
con unos tubos metálicos<br />
interiores que triangulan la sección<br />
transversal. El hecho de haber dispuesto<br />
un solo núcleo resistente ha<br />
permitido defi nir unas pilas lo más<br />
recogidas posible, resultando mínimas<br />
sus afecciones. Las pilas son<br />
unos prismas huecos de 8,50 x 5,10<br />
m con los paramentos redondeados.<br />
La parte central del paramento<br />
frontal se ha ranurado y texturizado,<br />
obteniendo unas pilas sencillas<br />
y elegantes en consonancia con el<br />
tablero. En su cabeza presentan un<br />
ensanchamiento para recoger el núcleo<br />
del tablero.
El viaducto de acceso, está formado<br />
por 4 estructuras independientes<br />
y continuas que forman parte del<br />
enlace de Trapagarán. Estas estructuras<br />
van convergiendo hacia una<br />
zona de transición que las recoge<br />
y que permite el paso de los cuatro<br />
nervios resistentes a un solo nervio<br />
central. Las distancias máximas entre<br />
pilas en estas estructuras alcanzan<br />
los 80 metros. Vienen determinadas<br />
por el paso entre los distintos<br />
ramales del enlace, siendo la longitud<br />
máxima de uno de los tableros<br />
de 272 m. Cada tablero está compuesto<br />
por una sección-cajón mixta<br />
de hormigón y acero, con canto<br />
constante de 3,50 m que se completa<br />
con una losa superior de hormigón<br />
armado. Se ha escogido el uso<br />
del acero como elemento estructural<br />
principal debido a su facilidad de<br />
montaje, minimizando así las afecciones<br />
al tráfi co en la A-8 durante la<br />
ejecución de las obras. Debido a la<br />
curvatura de los ramales y al escaso<br />
espacio disponible, las pilas del<br />
viaducto de acceso son de sección<br />
circular de 2,10 m de diámetro, con<br />
cuatro ranuras que las estilizan. La<br />
zona de transición es de geometría<br />
compleja, puesto que presenta una<br />
variación en ancho importante y<br />
una variación de canto desde los<br />
3,50 m de los ramales de acceso<br />
hasta los 5,90 m del viaducto principal.<br />
En esta zona, los jabalcones<br />
laterales se van alabeando desde<br />
su junta con el viaducto principal<br />
hasta fundirse con el alma lateral<br />
Detalle del viaducto y puesto de peaje<br />
de la sección. La parte inferior, con<br />
una geometría clara y contundente<br />
en forma de espátula, también presenta<br />
unas nervaduras a semejanza<br />
del viaducto principal. Enlaza con<br />
continuidad estructural con los tableros<br />
de los ramales sin necesidad<br />
de juntas de dilatación.<br />
Debido a su complejidad geométrica<br />
y dado que la altura con la cual<br />
salva el ferrocarril lo permite, esta<br />
zona se ha resuelto con una estructura<br />
multicelular de hormigón pretensado,<br />
ejecutada “in situ” sobre<br />
cimbra aporticada apoyada en el<br />
suelo. En esta zona, como hemos<br />
dicho, los jabalcones laterales se<br />
van alabeando desde su junta con<br />
el viaducto principal hasta fundirse<br />
con el alma lateral de la sección.<br />
El Viaducto de Trapagarán es una<br />
magna realización a la que, a pesar<br />
de sus dimensiones extraordinarias,<br />
se le ha dotado de un cuidadoso<br />
diseño y concepción, que responden<br />
a las exigencias estructurales, así<br />
como a la sensibilidad estética, social<br />
y medioambiental que requería<br />
Las luces de cada una de las cuatro<br />
estructuras de las que se compone<br />
el viaducto de acceso, considerando<br />
el vano de transición y los ramales<br />
mixtos son:<br />
• Eje 3: 56,60 + 79,15 + 77,00 +<br />
59,25 = 272,00<br />
• Eje 1: (tronco) CI: 37,45 + 77,00<br />
+ 52,35 + 59,80 = 226,70<br />
• Eje 1: (tronco) CD: 42,00 +<br />
86,40 + 43,45 + 53,50 + 60,25 =<br />
285,60<br />
• Eje 2: 54,80 + 61,10 = 115,90<br />
En la zona en la que discurren por<br />
separado, los cajones metálicos tienen<br />
un canto constante de 3,20 m<br />
y anchuras en su parte superior de<br />
6,30 m y 3,80 m, alcanzando los cajones<br />
mixtos un canto constante de<br />
3,50 m y unas anchuras de 11,50 m<br />
y 9,40 m.<br />
Las pilas de los vanos mixtos son<br />
circulares de 2,10 m de diámetro<br />
con cuatro hendiduras verticales en<br />
los extremos de dos diámetros perpendiculares;<br />
las del vano de transición<br />
son cuasi-elípticas de 4,40 x<br />
2,20 m con dos ranuras verticales<br />
en el centro de las caras mayores.<br />
Tanto las pilas como los estribos del<br />
viaducto de acceso tienen cimentación<br />
directa.<br />
9
Detalle de apoyo de los jabalcones<br />
PROCESO CONSTRUCTIVO<br />
Entre los aspectos a considerar en la<br />
importante realización del Viaducto<br />
de Trapagarán es muy destacable el<br />
proceso constructivo llevado a cabo<br />
para la construcción del viaducto<br />
principal.<br />
En primer lugar se efectuaron las cimentaciones<br />
para las que hubo que<br />
vencer bastantes problemas pasando<br />
a cimentación directa en algunas<br />
de ellas (por ejemplo la 5) por la<br />
proximidad de la roca, o siendo necesario<br />
sustituir alguna pantalladora<br />
por otra de mayor potencia con<br />
uso de trépano y cuchara bivalva.<br />
Una parte del material del interior<br />
del recinto de pantallas se extrajo<br />
con contenedores porque las cerchas<br />
de arriostramiento impedían<br />
el acceso a los camiones dumper<br />
y para cargar los contenedores se<br />
utilizó una retroexcavadora que se<br />
situó en el interior del recinto que<br />
limitaba el área de la zapata.<br />
Una vez efectuadas las cimentaciones<br />
se procedió a construir los alzados<br />
de las pilas mediante encofrados<br />
trepantes.<br />
A continuación se montaron unos<br />
encofrados colgando de las cabezas<br />
de las pilas para ejecutar 10 m<br />
del núcleo del tablero, continuando<br />
10<br />
luego la construcción por el método<br />
de avance en voladizos sucesivos<br />
desde las diversas pilas que se iban<br />
levantando como esa pila y mediante<br />
dovelas sucesivas.<br />
En una primera fase sólo se ejecutaba<br />
el núcleo central de 18 m de<br />
ancho.<br />
Sobre la dovela O se montaron<br />
unos carros metálicos de avance en<br />
sus extremos, que permitieron esa<br />
construcción por dovelas sucesivas<br />
del núcleo del tablero. A partir de<br />
esta posición, esta pareja de carros<br />
avanzó de manera simétrica con respecto<br />
al eje de la pila, construyendo<br />
una dovela de 5 m a cada lado con<br />
un ritmo de una dovela semanal.<br />
Dichas dovelas constituyen el núcleo<br />
central de la sección del viaducto y<br />
abarcan un ancho de 19 metros.<br />
La sección se completó con unos<br />
voladizos laterales apoyados en jabalcones<br />
metálicos. Los voladizos<br />
laterales están formados por prelosas<br />
prefabricadas de unos 8,00 m<br />
de largo por 2,50 m de ancho que<br />
se montaron desde el núcleo previamente<br />
ejecutado.<br />
Este sistema constructivo permitió<br />
la construcción desde el propio tablero<br />
minimizando las afecciones<br />
a las edifi caciones y viales inferiores.<br />
Tan solo requirió una zona de<br />
acopio al pie de cada pila y una<br />
grúa-torre para el suministro de<br />
materiales. Cuando los voladizos<br />
de dos pilas contiguas estaban cerca<br />
de tocarse se construyó la dovela<br />
de cierre, estableciéndose así<br />
la continuidad estructural. Con la<br />
continuidad del tablero establecida<br />
se procedió a completar la sección<br />
transversal desde el estribo 2. Para<br />
ello se dispusieron desde el núcleo<br />
Detalle del encofrado colgando de la cabeza de las pilas para ejecutar 10 m.<br />
de tablero
unas grúas o estructuras metálicas<br />
móviles que permitieran la colocación<br />
de los jabalones metálicos laterales.<br />
Sobre éstos se colocaron unas<br />
prelosas de hormigón armado de 8<br />
m de largo por 2,50 m de ancho, que<br />
sirvieron a la vez de elemento resistente<br />
y de encofrado. Sobre ellas se<br />
vertió el hormigón necesario hasta<br />
completar la sección. Este proceso se<br />
ejecutó completamente desde el tablero<br />
prosiguiéndose hasta su total<br />
terminación.<br />
Por último diremos que la obra fi -<br />
nalizó con los trabajos de acabados<br />
que incluyeron pavimentación, señalización,<br />
elementos de seguridad,<br />
pantallas antirruido, juntas de dilatación,<br />
etc.<br />
Pila con andamio para situar dovela “O”<br />
Ver en primer plano detalle de pila<br />
DETALLE DE ALGUNOS<br />
ELEMENTOS Y<br />
PUNTUALIZACIONES<br />
SOBRE EL PROCESO<br />
CONSTRUCTIVO<br />
Hemos descrito de forma escueta el<br />
proyecto constructivo y ahora haremos<br />
algunas concreciones sobre<br />
algunos detalles de dicho proceso<br />
de forma que queden de manifi esto<br />
todas las operaciones de éste, exponiendo<br />
más pormenorizadamente<br />
todas las operaciones del mismo,<br />
es decir los pasos sucesivos que se<br />
llevaron a cabo para la realización<br />
de una obra de gran interés tecnológico<br />
como es el caso de la que nos<br />
ocupa, en la que la UTE TRAPA-<br />
GARAN ha dado una medida de innovación<br />
técnica en una realización<br />
que constituye un éxito de primera<br />
línea.<br />
CIMENTACIONES<br />
Hay que considerar que se realizaron<br />
las correspondientes a:<br />
Pila 0<br />
Pila 1. Recinto de pantallas<br />
Pilas 2 a 5<br />
Estribo 2<br />
11
Detalle de ejecución de dovela de cierre<br />
Pilas 1A, 1B, 1C y Estribos 1B y<br />
1C<br />
Resto de pilas del viaducto de acceso<br />
(B2, B3, C2, C3 y C4)<br />
PILAS<br />
Se ejecutaron, como hemos adelantado,<br />
fustes y capiteles con encofrado<br />
trepante.<br />
Pilas 1 y 3: Relleno de los 5 primeros<br />
metros con HM 15<br />
Encofrado de fondo de la zona maciza<br />
del capitel<br />
Pila 5: Relleno de los 5 primeros<br />
metros del capitel<br />
Tablero viaducto principal<br />
Dovela “0”<br />
Dovela de cierre<br />
Resto de dovelas (de 1 a 11)<br />
Jabalcones interiores<br />
Replanteo y corrección de carro.<br />
Eliminación de problemas de topografía<br />
Tesado de prelosas-dovelas<br />
Cimbrado semivano 6<br />
Cimbrado semivano 1<br />
Jabalcones exteriores y prelosas<br />
12<br />
Movimiento de una T<br />
Vano de Transición<br />
Viaducto de Acceso<br />
Juntas de Transición<br />
Juntas de dilatación en pila 0 y estribo<br />
2<br />
Compactación bajo orejas de los<br />
estribos<br />
Vista nocturna de la obra en ejecución<br />
CONTACTO ROCA-PILOTE<br />
EN LOS 6 Y 10 DEL<br />
ESTRIBO 2<br />
La longitud defi nitiva de empotramiento<br />
en roca sana de los pilotes<br />
del estribo 2 se fi jó en 4,00 m. Al<br />
comprobar el contacto roca-pilote<br />
se observó que había dos pilotes<br />
(el 6 y el 10) en los que aparecía un<br />
estrato de arcilla por debajo de la<br />
roca, por lo que a pesar de estar el<br />
pilote empotrado en roca existía la<br />
duda de que el terreno situado por<br />
debajo del pilote pudiera soportar<br />
el esfuerzo que éste le transmitía<br />
por punta.<br />
Para solucionar este problema se<br />
realizó una perforación de 110<br />
mm por el eje de cada pilote y se inyectó<br />
lechada de cemento con objeto<br />
de conseguir que el terreno bajo<br />
el pilote quedase cementado y con<br />
la capacidad resistente necesaria.<br />
Posteriormente se realizaron tres<br />
perforaciones perimetrales, exteriores<br />
al pilote, para comprobar que<br />
la lechada había llenado los huecos<br />
en al menos todo el terreno situado<br />
por debajo del pilote.
Secciones tipo del tablero y pilas de viaducto principal<br />
EJECUCIÓN DE LAS<br />
TREPAS DE LOS FUSTES<br />
DE LAS PILAS DEL<br />
VIADUCTO PRINCIPAL<br />
Trepa 1<br />
Actividad<br />
1 Desencofrado de la zapata y replanteo<br />
de la pila.<br />
2 Colocación del encofrado interior<br />
y aplomado.<br />
3 Ferrallado.<br />
4 Colocación del encofrado exterior<br />
y aplomado.<br />
5 Revisión de la asistencia técnica<br />
a la D.O. y hormigonado.<br />
6 Curado del hormigón.<br />
Trepa 2<br />
Actividad<br />
1 Desencofrado, retirada de los<br />
encofrados interior y exterior,<br />
colocación de las consolas de<br />
trepado y aplomado del encofrado<br />
interior.<br />
2 Ferrallado.<br />
3 Colocación del encofrado exterior<br />
y aplomado.<br />
4 Revisión de la asistencia técnica<br />
a la D.O. y hormigonado.<br />
5 Curado del hormigón.<br />
Trepa 3<br />
Actividad<br />
1 Desencofrado y colocación de<br />
las consolas exteriores para la<br />
recuperación de conos y trepado<br />
interior y aplomado.<br />
2 Ferrallado.<br />
3 Colocación del encofrado exterior<br />
y aplomado.<br />
4 Revisión de la asistencia técnica<br />
a la D.O. y hormigonado.<br />
5 Curado del hormigón.<br />
Trepa 4 y siguientes<br />
Actividad<br />
LADO TRASDOS DE ESTRIBO 2<br />
1 Desencofrado, trepado de los<br />
encofrados interior y exterior y<br />
aplomado del encofrado interior.<br />
2 Ferrallado.<br />
3 Colocación del encofrado exterior<br />
y aplomado.<br />
4 Revisión de la asistencia técnica<br />
a la D.O. y hormigonado.<br />
5 Curado del hormigón.<br />
pilote 10 pilote 8 pilote 6 pilote 4 pilote 2<br />
<br />
<br />
pilote 9 pilote 7 pilote 5 pilote 3 pilote 1<br />
LADO PILA 5<br />
Situación de pilotes del estribo 2<br />
13
Vista lateral del tablero y pilas<br />
EJECUCIÓN DE LOS<br />
CAPITELES DE LAS PILAS<br />
DEL VIADUCTO PRINCIPAL<br />
Continuando con la descripción<br />
pormenorizada de las fases operacionales<br />
del proceso constructivo<br />
diremos ante todo que el capitel de<br />
las pilas está dividido en 2 zonas, la<br />
inferior y la superior. La zona inferior<br />
está formada por las fases 1, 2<br />
y 3 y la zona superior por las fases<br />
4 y 5.<br />
Zona superior Fase 4 1,902 m<br />
Fase 5 Resto<br />
Zona inferior Fase 3 1,40 m<br />
Fase 2 0,50 m<br />
Fase 1 3,20 m<br />
(zona hueca)<br />
Fase 1<br />
Actividad<br />
1 Retirada de los encofrados interior<br />
y exterior de las trepas del<br />
fuste de la pila.<br />
2 Colocación de consolas interiores<br />
y exteriores, colocación de<br />
los encofrados interior y exterior<br />
y aplomado del encofrado<br />
interior.<br />
3 Ferrallado.<br />
4 Colocación del encofrado exterior<br />
y aplomado.<br />
14<br />
5 Revisión de la asistencia técnica<br />
a la D.O. y hormigonado.<br />
6 Curado del hormigón.<br />
Fase 2<br />
Actividad<br />
1 Retirada del encofrado interior<br />
y de las consolas interiores y colocación<br />
de las prelosas de hormigón<br />
(encofrado perdido) para<br />
la zona maciza.<br />
2 Ferrallado.<br />
3 Aplomado del encofrado exterior.<br />
4 Ferrallado, revisión de la asistencia<br />
técnica a la D.O. y hormigonado.<br />
Fase 3<br />
Actividad<br />
1 Colocación de los tendones de<br />
pretensado para el anclaje de la<br />
cabeza de la pila con el tablero.<br />
2 Ferrallado.<br />
3 Aplomado del encofrado exterior.<br />
4 Ferrallado, revisión de la asistencia<br />
técnica a la D.O. y hormigonado.<br />
Fase 4<br />
Actividad<br />
1 Desmontaje del encofrado y de<br />
las consolas de la zona inferior<br />
del capitel (fases 1, 2 y 3).<br />
2 Colocación de las consolas y del<br />
encofrado de la zona superior.<br />
3 Aplomado y arriostrado del encofrado.<br />
4 Ferrallado<br />
5 Revisión de la asistencia técnica<br />
a la D.O. y hormigonado.<br />
Fase 5<br />
Actividad<br />
1 Ferrallado, colocación de los anclajes<br />
y ejecución de las ventanas<br />
para la sujeción de la cimbra de<br />
la dovela 0.<br />
2 Aplomado del encofrado.<br />
3 Revisión de la asistencia técnica<br />
a la D.O. y hormigonado.<br />
4 Desmontaje del encofrado y de<br />
las consolas.<br />
ANCLAJE PROVISIONAL<br />
PILA-TABLERO<br />
El proyecto sólo preveía anclajes<br />
provisionales en las cabezas de las<br />
pilas 1, 2, 3 y 4, sobre las que se<br />
ejecutaban las dovelas en voladizo,<br />
y no en el vano 6 que se ejecutaba<br />
mediante cimbra; al disponer de<br />
una tercera pareja de carros de encofrado,<br />
sobre la pila 5 también se<br />
realizó una T a base de dovelas en<br />
voladizo por lo que fue necesario<br />
también anclar el tablero a la pila<br />
5.<br />
Según el proyecto, el anclaje provisional<br />
de las pilas 1, 2, 3 y 4 al<br />
tablero se haría por medio de 28<br />
tendones (4 grupos de 7) formados<br />
por 12 cordones de 0,6” de diámetro<br />
alojados en una vaina de polietileno.<br />
Este anclaje era dimensionado<br />
teniendo en cuenta un desequilibrio<br />
de media dovela en el hormigonado<br />
de las cuatro últimas dovelas.<br />
Cada tendón consta de un anclaje<br />
superior activo y un anclaje inferior<br />
pasivo embebido en el hormigón.<br />
Debido al canto del tablero (5,90<br />
m) estos anclajes sobresalían de la
El viaducto salva las edifi caciones industriales y empresariales ubicadas en la zona<br />
cabeza de la pila, durante la fase<br />
de ejecución, una longitud aproximada<br />
de 8,00 m, lo que difi cultaba<br />
su posicionamiento vertical, ya que<br />
tendían a caerse, y hacían necesario<br />
el montaje de una estructura auxiliar<br />
provisional para su fi jación.<br />
Además, los de la pila 3, debido<br />
a las fuertes ráfagas de viento, se<br />
tumbaron y fue necesario reparar<br />
las vainas posteriormente.<br />
Por este procedimiento se realizaron<br />
los anclajes de las pilas 3, 4 y<br />
5; para las pilas 1 y 2 se propuso el<br />
siguiente sistema de anclaje:<br />
En lugar de 28 tendones de 12 cordones<br />
se colocaron 10 tendones de<br />
19 cordones de 0,6”. Cada tendón<br />
está alojado en un tubo en forma de<br />
U, metálico en el tramo curvo y de<br />
polietileno en los dos tramos rectos,<br />
y dispone de dos anclajes activos en<br />
la parte superior. De esta forma, el<br />
tubo se sujetó fi rmemente a la armadura<br />
de la cabeza de la pila lo que<br />
facilitó el posicionamiento de cada<br />
tendón. Los dos tendones de cada<br />
U se debían tesar simultáneamente<br />
y una vez tesados se inyectaron las<br />
vainas con lechada de cemento.<br />
PROCEDIMIENTO PARA<br />
EL MONTAJE DE APOYOS<br />
POT EN LA PILA S.<br />
1. En la última fase del hormigonado<br />
del capitel se dejaron embebidos<br />
4 tubos metálicos de Ø 140<br />
mm y 5 mm de espesor de pared<br />
(1 por cada anclaje de apoyo de<br />
90 mm de diámetro y longitud<br />
450 mm) cuya parte superior<br />
quedara por encima de la cota<br />
superior de la meseta del apoyo<br />
del pot. Se dispusieron con una<br />
placa de 150 x 150 x 5 mm para<br />
impedir la entrada del hormigón<br />
y sirvieron de base de sustentación<br />
del apoyo del pot.<br />
2. Se marcó en los tubos la cota inferior<br />
del apoyo pot y se eliminó<br />
la parte superior sobrante del<br />
tubo.<br />
3. Se izó el pot y una vez presentado<br />
se comprobó topográfi -<br />
camente su posición. Una vez<br />
comprobado se retiraba.<br />
4. Se encofró la meseta hasta 1 ó 2<br />
cm por encima de la parte inferior<br />
del apoyo pot.<br />
5. Se rellenó con grout el interior<br />
de los tubos metálicos y se<br />
hormigonó la meseta con<br />
hormigón HP-50 hasta que<br />
quedara enrasado con el<br />
encofrado.<br />
6. Se colocó el pot sobre los tubos<br />
metálicos y se retiró el grout y<br />
el hormigón que pudiera fl uir<br />
Encofrado de zapatas y ferralla Ferralla de zapata y pila y comienzo de hormigonado<br />
15
Detalles de ejecución de dovelas intermedias<br />
16<br />
entre los laterales del apoyo y<br />
el encofrado de la meseta. De<br />
esta forma se aseguró que el pot<br />
quedara perfectamente apoyado<br />
sobre el hormigón en toda su superfi<br />
cie.<br />
EJECUCION DE LA DOVELA O<br />
Losa inferior<br />
Actividad<br />
1. Colocación de las consolas de la<br />
cimbra.<br />
2. Colocación de los apoyos sobre<br />
la pila y hormigonado de los tacos<br />
de empotramiento de pilatablero.<br />
3. Colocación del encofrado de<br />
la losa inferior y del encofrado<br />
exterior de los hastiales con los<br />
voladizos laterales.<br />
4. Comprobaciones topográfi cas.<br />
5. Ferrallado.<br />
6. Revisión de la asistencia técnica a<br />
la D.O. y hormigonado.<br />
Hastiales<br />
Actividad<br />
1. Ferrallado de los hastiales y del<br />
diafragma.<br />
2. Colocación en el diafragma de los<br />
tubos para las canalizaciones.<br />
3. Colocación del encofrado interior<br />
de los hastiales y del diafragma.<br />
4. Comprobaciones topográfi cas.<br />
5. Afl ojado de la cimbra de la losa<br />
inferior.<br />
6. Revisión de la asistencia técnica a<br />
la D.O. y hormigonado.<br />
Losa superior<br />
Actividad<br />
1. Desencofrado y retirada del encofrado<br />
de los hastiales y del<br />
diafragma.<br />
2. Montaje de la cimbra y encofrado<br />
de la losa superior.<br />
3. Comprobaciones topográfi cas.<br />
4. Ferrallado de la parrilla inferior.<br />
5. Colocación de las vainas longitudinales<br />
y transversales del pretensado.<br />
6. Ferrallado de la parrilla superior.<br />
Detalle del tablero en pleno proceso constructivo<br />
7. Colocación de los anclajes del<br />
carro y de los jabalcones exteriores.<br />
8. Revisión de la asistencia técnica a<br />
la D.O. y hormigonado.<br />
9. Curado del hormigón.<br />
10. Tesado de los tendones longitudinales<br />
y de los verticales pilatablero.<br />
11. Desencofrado y descimbrado.<br />
Al no disponer de espacio sufi ciente<br />
para el montaje de la pareja de carros<br />
sobre la dovela 0 se montó en<br />
primer lugar uno de los carros y se<br />
ejecutó la dovela 1. Luego se desplazó<br />
este carro, se montó el segundo<br />
carro de la pareja y se ejecutó la<br />
segunda dovela 1.
EJECUCION DE LAS DOVELAS 1<br />
La ejecución para cada una de las<br />
dovelas 1 fue así:<br />
Actividad<br />
1. Montaje de un carro sobre la<br />
dovela 0.<br />
2. Colocación y comprobación<br />
topográfi ca del encofrado de<br />
losa inferior y de voladizos.<br />
3. Ferrallado de la losa inferior y<br />
de los hastiales.<br />
4. Colocación del encofrado de la<br />
losa superior.<br />
5. Comprobación topográfi ca del<br />
encofrado de la losa superior.<br />
6. Ferrallado de la parrilla inferior<br />
de la losa superior.<br />
7. Colocación de vainas longitudinales<br />
y transversales.<br />
8. Ferrallado de la parrilla superior<br />
de la losa superior.<br />
9. Colocación de los anclajes del<br />
carro de los anclajes de los jabalcones<br />
y limpieza del carro.<br />
10. Comprobaciones y hormigonado.<br />
Vista del interior de una dovela<br />
EJECUCION DE LAS DOVELAS<br />
2 A 11<br />
Aunque hasta la pareja número siete<br />
de dovelas se permitió un desequilibrio<br />
de una dovela en el hormigonado<br />
a uno y otro lado de cada “T”<br />
por encontrarse la “T” anclada a la<br />
cabeza de la pila, se intentó hormigonar<br />
simultáneamente ambas dovelas<br />
de cada pareja. Sin tener en<br />
cuenta las dovelas 1 que no se han<br />
podido ejecutar simultáneamente<br />
por problemas de espacio, el resto<br />
de parejas de dovelas se han hormigonado<br />
el mismo día, salvo seis de<br />
ellas que se han hormigonado con<br />
un desfase de un día.<br />
Actividad<br />
1. Tesado de los cables longitudinales<br />
y lanzado del carro (encofrado<br />
de la losa inferior, de los<br />
hastiales y de los voladizos).<br />
2. Colocación y comprobación t<br />
pográfi ca del encofrado de losa<br />
inferior y de voladizos.<br />
3. Ferrallado de la losa inferior y<br />
de los hastiales.<br />
4. Lanzado del encofrado de la<br />
losa superior.<br />
5. Comprobación topográfi ca del<br />
encofrado de la losa superior.<br />
6. Ferrallado de la parrilla inferior<br />
de la losa superior.<br />
7. Colocación de las vainas longitudinales<br />
y transversales.<br />
8. Ferrallado de la parrilla superior<br />
de la losa superior.<br />
9. Colocación de los anclajes del<br />
carro y de los jabalcones y limpieza.<br />
10. Comprobaciones y hormigonado.<br />
11. Retirada de los tapes del frente<br />
de la dovela y enfi lado de los<br />
cables.<br />
12. Curado del hormigón.<br />
EJECUCION DE LA DOVELA “DE<br />
CIERRE”<br />
Actividad<br />
1. Lanzado del carro.<br />
2. Ajuste del encofrado de la losa<br />
inferior a la dovela 11.<br />
3. Ajuste del encofrado exterior<br />
de los hastiales a la dovela 11.<br />
4. Ajuste del encofrado de los<br />
voladizos laterales a la dovela<br />
11.<br />
5. Ferrallado de la losa inferior y<br />
de los hastiales.<br />
6. Lanzado del encofrado de la<br />
losa superior.<br />
7. Ajuste del encofrado de la losa<br />
superior a la dovela 11.<br />
8. Ferrallado de la parrilla inferior<br />
de la losa superior.<br />
9. Colocación de las vainas de<br />
pretensado.<br />
10. Montaje del arriostramiento<br />
horizontal.<br />
11. Ferrallado de la parrilla superior<br />
de la losa superior.<br />
12. Colocación de los anclajes de<br />
los jabalcones.<br />
13. Revisiones y hormigonado.<br />
17
Proceso constructivo de ejecución de la estructura<br />
Una vez ejecutadas las dovelas de<br />
cierre se procedía al desmontaje de<br />
los carros y a su traslado a otra dovela<br />
cero para iniciar la ejecución<br />
de otra “T”.<br />
CAJONES METALICOS<br />
Los cajones metálicos que conforman<br />
el tablero se premontaron en<br />
taller en subtramos de 7 m de longitud<br />
máxima; el subtramo de mayor<br />
peso alcanzó las 57 t. Posteriormente<br />
se transportaban a obra y se<br />
montaron con grúas móviles sobre<br />
castilletes provisionales uniéndose<br />
los diferentes tramos mediante soldadura.<br />
18<br />
UNIDADES DE OBRA<br />
En el cuadro anexo nº 1 hemos recogido<br />
para nuestros lectores la medición<br />
de las unidades de obra más<br />
signifi cativas y defi nitorias de esta<br />
gran realización.<br />
PERSONAL DIRECTIVO<br />
La obra tuvo por parte de la UTE<br />
un equipo directivo compuesto<br />
principalmente por:<br />
1 Delegado de Obra Civil de OHL.<br />
1 Gerente de la UTE.<br />
1 Jefe de obra.<br />
1 Jefe de producción de viaductos<br />
de acceso.<br />
1 Jefe de producción de viaducto<br />
principal.<br />
1 Jefe de producción.<br />
1 Jefe de topografía.<br />
1 Jefe de Ofi cina Técnica<br />
1 Jefe de seguridad.<br />
1 Jefe de calidad.<br />
2 Topógrafos.<br />
Vista general del viaducto de Trapagarán. Ver amplitud de extensión del<br />
tablero de circulación
Vista del viaducto<br />
MANO DE OBRA<br />
El equipo de mano de obra que<br />
atendió esta magna realización estuvo<br />
compuesto por una media de<br />
120 personas, con períodos punta<br />
de hasta 250 y en una nueva ocasión<br />
podemos estar orgullosos de poder<br />
afi rmar que en su actividad laboral<br />
ninguno de quienes aquí participó<br />
sufrió accidente alguno que hubiera<br />
podido ser califi cado como grave.<br />
COLOFÓN<br />
Para el redactor de este reportaje<br />
que no ha estado viviendo la obra<br />
durante toda su realización ha sido<br />
muy grato comprobar la calidad<br />
técnica demostrada por el equipo<br />
de la UTE que la dirigió y el alto<br />
grado de aplicación de procesos<br />
tecnológicos utilizados para llevar<br />
a buen término una realización que<br />
viene recibiendo toda clase de elogios<br />
y que ejecutó una obra más de<br />
la que OHL y CONSTRUCCIO-<br />
NES ADOLFO SOBRINO pueden<br />
sentirse orgullosos.<br />
Jaime Alarcón<br />
Jesús Mª Cruz<br />
OBRA: VIADUCTO DE TRAPAGARÁN<br />
Unidades de Obra más representativas<br />
Medición Tipo de unidad<br />
VIADUCTO PRINCIPAL<br />
43.769,476 m3 Excavación en zapatas y encepados<br />
1.074,000 ml Pilotes DM. 2000 encepados<br />
892,400 m2 Pantallas in situ<br />
1.610.987 kg Acero corrugado tipo B500-S en zapatas e encapado<br />
incluso estribos<br />
8.981,891 m3 Hormigón tipo HA-30 en zapatas y encepado incluso<br />
estribos<br />
822.762 Kg Acero corrugado tipo B500-S en alzado de pilas y cabezas<br />
de pila<br />
3.230,471 m3 Hormigón tipo HA-35 en alzado de pilas y cabezas<br />
1.275,500 Kg Acero pretensado tipo 1860 S7 de 198 kg/mm2 provisional en cabeza de pila<br />
18.860,000 m3 Cimbra cuajada<br />
18.090,000 m3 Cimbra porticada en viaducto de transición<br />
3.381,540 kg Acero corrugado tipo B500-S en tablero<br />
18.715,138 m3 Hormigón tipo HP-50 en tablero<br />
856.022,463 kg Acero pretensado tipo 1860 S7 de 198 kg/mm2 en<br />
tablero<br />
687.626,996 kg Acero tipo S-355 y J2G3 en jabalcones exteriores e<br />
interiores<br />
VANO DE TRANSICIÓN<br />
2.020,121 m3 Excavación en zapatas y encepados<br />
61.536.510 kg Acero corrugado tipo B500-S en zapatas y encepados<br />
344,675 m3 Hormigón tipo HA-30 en zapatas y encepados<br />
51.703.300 kg Acero corrugado tipo B500 en alzado de pilas y cabezas<br />
de pila<br />
494.669 m3 Hormigón tipo HA-35 en alzado de pilas y cabezas<br />
66.495.000 kg Cimbra porticada en viaducto de transición<br />
564.516.160 kg Acero corrugado tipo B500-S en tablero<br />
2.919.000 m3 Hormigón tipo HP-50 en tablero<br />
90.593.027 kg Acero pretensado tipo 1860 S7 de 198 kg/mm2 en<br />
tablero<br />
VANO MIXTO<br />
9.643.677 m3 Excavación en zapatas y encepados<br />
234.966,570 kg Acero corrugado tipo B500-S en zapatas y encepados<br />
incluso estribos<br />
3.105.492 m3 Hormigón tipo HA-30 en zapatas y encepados incluso<br />
estribos<br />
18.100.550 kg Acero corrugado tipo B500 en alzado de pilas y cabezas<br />
de pila<br />
167.960 m3 Hormigón tipo HA-35 en alzado de pilas y cabezas<br />
145.517.960 kg Acero corrugado tipo B500-S en tablero<br />
1.609.090 m3 Hormigón tipo HP-50 en losas<br />
274.000 m3 Hormigón tipo HA-35 en tablero<br />
4.526.670 m2 Losa fabricada<br />
CONJUNTO DE OBRA<br />
2.314.462 kg Acero en chapas<br />
875.623 kg Acero en perfi les tubulares<br />
7.273.866 m2 Impermeabilización de tablero<br />
Cuadro 1<br />
19
OHL<br />
Industrial<br />
INFORME DE<br />
ACTIVIDADES 2010 y<br />
2011<br />
20<br />
Cartera acumulada<br />
2010-2011<br />
de OHL Industrial<br />
950.3 Millones de<br />
Euros<br />
Terminal de almacenamiento y distribución para Vopak en Algeciras<br />
Consolidación de la cartera de proyectos con clientes<br />
internacionales<br />
La fuerte apuesta por la captación de Clientes extranjeros con presencia<br />
tanto en España como en Sudamérica, se consolida a través de la fi rma de<br />
grandes contratos con empresas multinacionales como Vopak o Pluspetrol.<br />
Durante el presente ejercicio se ha comenzado la ejecución de nuevos<br />
proyectos en las cuatro áreas de negocio de OHL Industrial, aprovechando<br />
las sinergias entre las diferentes áreas y el apoyo del Grupo OHL:<br />
• Oil&Gas<br />
• Energía<br />
• Protección contra incendios<br />
• Manejo de sólidos<br />
La ejecución de proyectos singulares por parte de OHL Industrial ha sido<br />
durante el periodo 2010-2011 un objetivo prioritario para posicionarse como<br />
un referente dentro del sector energético. Proyectos como la mayor planta<br />
de Biomasa proyectada en España -de 50 MWe-, así como la participación<br />
de Ecolaire en Puerto Errado 2, con la central termosolar pionera a nivel<br />
mundial con tecnología Fresnel, colocan a OHL Industrial en el panorama<br />
internacional de las energías renovables en el ejercicio 2011.<br />
Caben destacar, adicionalmente, dos de los diferentes proyectos<br />
desarrollados por OHL Industrial en América Latina; el proyecto de manejo<br />
de sólidos en México, de trituración y transporte de materias primas para<br />
la cementera Soc. Coop. Cruz Azul en Hidalgo (México) y el de la ampliación<br />
de la planta de fraccionamiento de gas desarrollado para Pluspetrol en<br />
Pisco (Perú).
OHL Industrial consolida<br />
su presencia en Perú y<br />
México a través de la<br />
adjudicación de contratos<br />
Actividades relevantes<br />
Planta termosolar de tecnología<br />
Frensel en Calasparra<br />
OHL Industrial Power<br />
se constituye como una<br />
nueva área para promover<br />
y desarrollar proyectos en<br />
el ámbito energético<br />
OHL Industrial consigue<br />
sus primeras alianzas<br />
comerciales con grandes<br />
Clientes con presencial<br />
Internacional<br />
Contratos más relevantes de<br />
OHL Industrial en 2010 y 2011 MM e Localización Cliente<br />
OHLI US Inc. se suma a<br />
la ofi cina comercial de<br />
Abu Dhabi, continuando<br />
con el objetivo de<br />
expansión internacional<br />
Termosolar de tecnología cilindro-parabólica con<br />
almacenamiento térmico 313.5 Sevilla (España) ARENALES SOLAR PS<br />
Planta de Biomasa de 50 MWe 125.0 Huelva (España) ENCE<br />
Terminal de Almacenamiento y Distribución de<br />
Hidrocarburos 130.0 Cádiz (España) VOPAK<br />
Planta de fraccionamiento de Gas 95.5 Pisco (Perú) PLUSPETROL<br />
Termosolar de tecnología Fresnel de 30 MWe 50.0 Murcia (España) NOVATEC BIOSOL-EBL<br />
Trituración de materias primas y transporte a la<br />
banda transportadora T-1 12.0 Hidalgo (México) SOC. COOP. LA CRUZ AZUL<br />
Perspectivas<br />
OHL Industrial, consciente de los previsibles desarrollos en sus áreas de<br />
actuación, se encuentra en constante vigilancia de los últimos avances<br />
tecnológicos en sus diferentes áreas de negocio, y especialmente en<br />
el sector energético. También realiza su apertura a nuevas alianzas<br />
tecnológicas, tanto internas de empresas asociadas al Grupo OHL como<br />
externas, y que impulsen la consolidación de su perfi l tecnológico.<br />
La implantación y el crecimiento de las fi liales internacionales de la División<br />
Industrial del Grupo OHL, permiten potenciar las actividades de captación<br />
de nuevos proyectos en sus diferentes áreas de negocio, así como<br />
establecer alianzas tecnológicas con los proveedores y clientes estratégicos<br />
en dichos mercados.<br />
También, en aras a continuar reforzando el know–how y fortalecer el valor<br />
añadido ofrecido a sus Clientes, OHL Industrial ya ha comenzado a cubrir la<br />
operación y el mantenimiento en proyectos, así como la promoción de los<br />
mismos. Así mismo, comienza a promover proyectos, y ejemplo de ello es la<br />
planta termosolar de Arenales, en Sevilla, dónde también se encargará de la<br />
operación y mantenimiento de la planta.<br />
21
Nuevas <strong>Tecno</strong>logías<br />
Puerto Errado 2<br />
OHL INDUSTRIAL PIONERA EN LA GENERACIÓN DIRECTA DE VAPOR<br />
El proyecto llave en mano de la Termosolar de Calasparra, Murcia, está compuesto por dos<br />
subcontratos para la construcción de Puerto Errado 2. El primero, ya fi nalizado, ha consistido en el<br />
diseño y ejecución de los colectores y la tecnología auxiliar necesaria para hacer funcionar el mayor<br />
campo solar de tecnología Fresnel construido hasta la fecha, con 30 MWe. Cubre una superfi cie de<br />
650.000 metros cuadrados, dividida en dos campos solares independientes, compuestos por un<br />
total de 28 fi las de espejos y un kilómetro de longitud total cada fi la.<br />
La segunda parte del proyecto se encuentra en la última fase de construcción y consiste en<br />
un sistema de potencia (BOP) que por primera vez admite, con una escala comercial, el vapor<br />
generado –directamente- desde el campo solar.<br />
El proyecto se ha realizado en UTE con la empresa TSK, y se inició en el segundo trimestre de 2010,<br />
estando prevista su puesta en operación comercial para el primer trimestre de 2012.<br />
Dada la ausencia de experiencias a nivel mundial en este tipo de plantas, OHL Industrial ha tenido<br />
que llevar a cabo innovaciones con el fi n de dar respuesta a todos y cada uno de los retos surgidos.<br />
El sistema de gestión de I+D+i certifi cado por AENOR de acuerdo con la norma española UNE<br />
166.002:2006 ha permitido articular el perfecto desempeño en este sentido, quedando patente su<br />
capacidad para crear valor y su orientación a ofrecer siempre las mejores garantías disponibles a<br />
sus clientes.<br />
1. Líneas de espejos que cubren el campo solar<br />
22
2. Zona de colector caliente conectando con el sistema de potencia (BOP) de la planta<br />
PRECEDENTES<br />
Actualmente, las investigaciones en<br />
torno a la energía solar termoeléctrica<br />
se centran en el campo solar,<br />
en los sistemas de almacenamiento<br />
de energía térmica y en el desarrollo<br />
de la tecnología de torre central.<br />
Esta última se caracteriza por prescindir<br />
de todo el sistema de colectores<br />
y tuberías del campo solar porque<br />
redirige la radiación directa, a<br />
través de un campo de heliostatos,<br />
a una torre donde un único receptor<br />
recibe toda la radiación solar.<br />
La tecnología solar más madura<br />
es la de tipo cilindro – parabólica.<br />
Ésta centra sus esfuerzos en las siguientes<br />
líneas de trabajo:<br />
1. Mejorar los costes de los colectores<br />
a través de los materiales utilizados,<br />
ya que sólo el campo solar<br />
supone entre al 30 y el 50 % del<br />
coste de inversión de este tipo de<br />
plantas, dependiendo de la confi -<br />
guración de cada una de ellas.<br />
2. Reducir los costes operativos,<br />
aumentando la producción<br />
anual a través de la mejora de<br />
los sistemas de seguimiento solar.<br />
3. Incrementar el rendimiento<br />
termodinámico aumentando la<br />
temperatura máxima de operación,<br />
limitada en la actualidad<br />
por los fl uidos térmicos que se<br />
vienen utilizando tradicionalmente.<br />
Tabla 1<br />
En la tabla 1 se muestra una comparativa<br />
de las diferentes tecnologías:<br />
Finalmente y de forma común en<br />
todas las tecnologías anteriores, se<br />
encuentran los sistemas de almacenamiento.<br />
Dada su mayor viabilidad<br />
económica para la energía termosolar,<br />
ya es una realidad a nivel<br />
comercial ofreciendo la posibilidad<br />
de gestionar la energía vertida a la<br />
red.<br />
Concentrador Receptor Concentrador<br />
Cilindro Central Linear<br />
Parabólico (CCP) Fresnel (CLF)<br />
Potencia 15–200 MW 15–100 MW 15–200 MW<br />
Temperatura de operación 390 º C 575 º C 270 º C<br />
Efi ciencia pico (solar – eléctrica) 20 % 23 % 18 %<br />
Efi ciencia Neta Anual 11–16 % 7–20 % 13 %<br />
Riesgo <strong>Tecno</strong>lógico Bajo Medio Medio<br />
Almacenamiento Disponible Sí Sí Sí<br />
Diseños híbridos Sí Sí Sí<br />
Coste W instalado (€/W) 6.5 – 5 6.5 – 5 3.5 – 4.5<br />
23
Esto supone la mayor innovación<br />
que introduce dentro del panorama<br />
de las energías limpias. Esta característica,<br />
la gestionabilidad, junto<br />
con la modularidad, la sostenibilidad<br />
y la generación distribuida<br />
conforman nuevos atributos que<br />
complementan al factor económico<br />
a la hora de confi gurar el mix energético<br />
de un país.<br />
Según diversas fuentes de gran relevancia<br />
en el sector, como la Plataforma<br />
Solar de Almería y SolarPaces,<br />
la generación directa de vapor es el<br />
siguiente paso de mayor relevancia<br />
que se espera en la tecnología de generación<br />
por concentración solar.<br />
Aunque estudios realizados por la<br />
empresa LUZ International a fi nales<br />
de los años 80 y por el CIEMAT<br />
a principios de los años 90 del siglo<br />
pasado mostraron que a través de<br />
la generación directa de vapor era<br />
posible alcanzar una reducción del<br />
30% en el coste de la electricidad<br />
producida (Ajona y Zarza, 1994),<br />
estudios posteriores llevados a cabo<br />
a fi nales de los años 90 mostraron<br />
un potencial de reducción del 26%<br />
si la generación directa de vapor se<br />
acompañaba de otras mejoras del<br />
sistema solar (Langenkamp, 1998).<br />
Actualmente, la Plataforma Solar<br />
de Almería establece el límite inferior<br />
en al menos un 15 % de ahorro<br />
en el coste de la energía producida.<br />
La tecnología tradicional termosolar<br />
contempla ciclos de vapor con<br />
métodos indirectos, los cuales utilizan<br />
un primer circuito con aceite<br />
24<br />
Campo Solar<br />
Intercambiador<br />
aceite/sales<br />
térmico a modo de “caldera solar”.<br />
Una vez el aceite se ha calentado en<br />
el campo solar, este se dirige hacia<br />
un bloque central de la planta, denominado<br />
generador de vapor. En<br />
este bloque el aceite caliente circula<br />
a través de intercambiadores de<br />
calor cediendo su energía térmica a<br />
un sistema de potencia clásico –basado<br />
en ciclo Rankine- con turbina<br />
vapor como se muestra en la ilustración<br />
3.<br />
Con la generación directa de vapor<br />
se simplifi ca la confi guración de la<br />
planta, ya que se elimina el intercambiador<br />
de calor aceite/aguavapor<br />
(también denominado generador<br />
de vapor) y todos los sistemas<br />
auxiliares del circuito de aceite; sistema<br />
anti - incendio, piscina de recogida<br />
del aceite en caso de fugas,<br />
sistema de purga de incondensables<br />
del aceite y el sistema de inertización<br />
del circuito de aceite.<br />
Esta simplifi cación y ahorro de<br />
componentes tiene un claro impacto<br />
benefi cioso en la cuantía de<br />
la inversión inicial necesaria. Por<br />
otro lado, al prescindir del aceite<br />
térmico, el cual se degrada a partir<br />
de una temperatura en torno a los<br />
400 º C, puede incrementarse rendimiento<br />
termodinámico al poder<br />
elevarse la temperatura por encima<br />
de dicho límite.<br />
Además de todo esto la utilización<br />
de agua en lugar de aceite térmico<br />
presenta obvias ventajas en costes<br />
y elimina los riesgos de tipo medioambiental<br />
que se tienen con el acei-<br />
Generador<br />
de vapor<br />
Recalentador<br />
Condensador<br />
Desgasifi cador<br />
3. Esquema de una planta termosolar con tecnología tradicional<br />
Turbina de vapor<br />
Precalentador<br />
te térmico, principalmente por las<br />
fugas y la necesidad de reposición<br />
por degradación.<br />
PROCESOS CON<br />
GENERACIÓN DIRECTA DE<br />
VAPOR<br />
En contraposición a los métodos<br />
indirectos, la generación directa de<br />
vapor mantiene un único circuito,<br />
conectando directamente el vapor<br />
generado en el campo solar con el<br />
sistema de potencia, a través de tres<br />
posibles confi guraciones de procesos<br />
básicos del campo solar:<br />
1. Un-solo-paso<br />
2. Inyección<br />
3. Recirculación<br />
Todos estos procesos tienen en común<br />
que requieren un campo solar<br />
compuesto por largas fi las de colectores<br />
para llevar a cabo el proceso<br />
de generación directa de vapor<br />
completo: precalentamiento del<br />
agua, evaporación y sobrecalentamiento<br />
del vapor. Cada una de estas<br />
tres opciones presenta una serie de<br />
ventajas e inconvenientes cuando se<br />
comparan entre sí.<br />
En el proceso de un-solo-paso toda<br />
el agua de alimentación se introduce<br />
al principio de la fi la de colectores,<br />
de modo que el agua se precalienta,<br />
evapora y convierte en vapor<br />
sobrecalentado en un proceso sin<br />
interrupción, desde la entrada hasta<br />
la salida de la fi la. De este modo se<br />
tiene que el caudal másico de vapor<br />
sobrecalentado que se produce se<br />
corresponde completamente con el<br />
caudal de agua que se introduce al<br />
comienzo de la fi la.<br />
Desde el punto de vista de la inversión<br />
inicial y de la ingeniería, este<br />
proceso es el de menor coste y mayor<br />
simplicidad, ya que no requiere<br />
elemento auxiliar alguno. También<br />
es el que posee un mayor rendimiento<br />
global, ya que las cargas parásitas<br />
quedan reducidas al consumo de
la bomba de agua de alimentación.<br />
Al mismo tiempo el proceso de unsolo-paso<br />
es el que presenta mayores<br />
difi cultades en cuanto a la controlabilidad<br />
y estabilidad del fl ujo<br />
bifásico en el interior de los tubos<br />
absorbedores que permita mantener<br />
constantes la presión y temperatura<br />
del vapor a la salida del campo solar<br />
aún con transitorios importantes en<br />
la irradiación solar directa disponible<br />
(paso de nubes) o cambios en la<br />
temperatura del agua de alimentación<br />
a la entrada del campo solar.<br />
En la ilustración 4 se muestran los<br />
tres procesos de generación directa<br />
de vapor posibles:<br />
Puesto que un cambio brusco en las<br />
condiciones del vapor puede suponer<br />
un grave peligro para la durabilidad<br />
de la turbina, la fi abilidad y<br />
precisión del sistema de control del<br />
campo solar en este caso debe estar<br />
garantizada.<br />
En el proceso de inyección, solo<br />
una parte del agua de alimentación<br />
es introducida al principio de la fi la<br />
de colectores, porque el resto se inyecta<br />
en pequeñas cantidades a lo<br />
largo de la fi la de colectores. Con<br />
la existencia de diversos inyectores<br />
de agua a lo largo de la fi la se consigue<br />
una excelente controlabilidad<br />
del proceso y una buena estabilidad<br />
de los parámetros del vapor sobrecalentado<br />
producido, incluso con<br />
fuertes transitorios de la radiación<br />
solar disponible (Lippke, 1994).<br />
Los inconvenientes principales del<br />
proceso de inyección son su mayor<br />
coste de inversión y la mayor complejidad<br />
del sistema debido a la necesidad<br />
de implementar un sistema<br />
de inyección de agua en paralelo a<br />
cada una de las fi las de colectores.<br />
Este proceso también tiene algunas<br />
restricciones en cuanto al caudal<br />
Bomba de agua<br />
Bomba de agua<br />
Bomba de agua<br />
Colectores solares<br />
Colectores solares<br />
Inyectores<br />
Colectores solares<br />
Bomba de recirculación<br />
mínimo de operación, ya que este se<br />
ha de mantener en todos los puntos<br />
por encima de unos valores límites<br />
(que dependen de las características<br />
de cada campo solar) para evitar el<br />
peligro de gradientes de temperatura<br />
demasiado altos en los tubos<br />
absorbedores.<br />
La tercera opción, el llamado proceso<br />
de recirculación, es la más conservadora.<br />
En este caso se instala un<br />
separador agua-vapor situado al fi -<br />
nal de la zona de evaporación de la<br />
fi la de colectores. El caudal de agua<br />
de alimentación es superior al caudal<br />
de vapor sobrecalentado que se<br />
desea producir en la fi la de colectores,<br />
de forma que solo una fracción<br />
del agua de alimentación es convertida<br />
en vapor saturado conforme<br />
circula a través de los colectores de<br />
la zona de evaporación.<br />
El vapor es separado del agua en el<br />
separador, de manera que el agua<br />
sobrante es recirculada a la entrada<br />
del campo solar por una bomba<br />
de recirculación. El exceso de agua<br />
existente en el tramo de evapora-<br />
La fi abilidad y precisión del sistema<br />
de control del campo solar debe estar<br />
garantizada.<br />
Separador<br />
4. Esquemas de generación directa de vapor<br />
Fuente: PSA/CIEMAT<br />
T<br />
u r<br />
b ina<br />
T<br />
u r<br />
b ina<br />
T<br />
u r<br />
b ina<br />
Un Solo Paso<br />
Menor coste<br />
Menor complejidad<br />
Mejor rendimiento<br />
Controlabilidad?<br />
Estabilidad del fl ujo?<br />
Inyección<br />
Mejor control<br />
Estabilidad del fl ujo<br />
Mayor complejidad<br />
Mayor coste de inversión<br />
Recirculación<br />
Mejor estabilidad<br />
Mejor controlabilidad<br />
Mayor complejidad<br />
Mayor coste de inversión<br />
Cargas parásitas mayores<br />
ción garantiza unas adecuadas velocidades<br />
que evitan la estratifi cación<br />
de fl ujo bifásico y garantiza la buena<br />
refrigeración en el interior de los<br />
tubos absorbedores.<br />
Su buena controlabilidad es la principal<br />
ventaja de esta opción, pero la<br />
necesidad de una bomba de recirculación<br />
y el exceso de agua que tiene<br />
que ser recirculada aumenta las cargas<br />
parasíticas del sistema, lo que<br />
penaliza algo el rendimiento global<br />
de la planta.<br />
Se han desarrollado y evaluado numerosos<br />
algoritmos de control de<br />
presión y temperatura del vapor<br />
sobrecalentado, para los procesos<br />
de recirculación y un-solo-paso. Se<br />
ha comprobado que la controlabilidad<br />
de los procesos de recirculación<br />
es buena. Por el contrario, es<br />
difícil y costoso controlar los procesos<br />
de un-solo-paso e inyección,<br />
lo que reduce considerablemente la<br />
viabilidad de estos dos procesos de<br />
generación directa de vapor para<br />
plantas comerciales.<br />
Las centrales con métodos indirectos<br />
utilizan aceite como fl uido térmico,<br />
el cual se mantiene funcionando<br />
siempre en estado líquido. Esto<br />
es posible gracias a las propiedades<br />
que presenta, ya que trabajando<br />
con una presión en el rango de los<br />
25
5. Foto del sistema de potencia (BOP) de Puerto Errado 2<br />
15 a los 35 bar es posible mantener<br />
la única fase líquida.<br />
Además presenta buenas propiedades<br />
térmicas -con buen valor de calor<br />
específi co y homogéneo en todo<br />
el rango de temperaturas de trabajo-<br />
que la dotan de una buena inercia<br />
térmica y por tanto de un mayor<br />
control de su temperatura, aspecto<br />
sumamente importante para la estabilidad<br />
de la condición de vapor y<br />
para garantizar la durabilidad de la<br />
turbina. Todo esto redunda en unas<br />
condiciones muy favorables para el<br />
control de la planta.<br />
Con la generación directa de vapor<br />
con agua como fl uido térmico las<br />
presurizaciones que se alcanzan son<br />
superiores a los 75 bar. Esto conlleva<br />
la necesidad de tuberías, válvulas<br />
y accesorios metálicos en el campo<br />
solar mucho más fuertes, con pare-<br />
26<br />
des más gruesas que sean capaces<br />
de soportar las mayores presiones<br />
de trabajo con el consiguiente mayor<br />
coste para estos componentes.<br />
Pero el mayor inconveniente de la<br />
generación directa de vapor es sin<br />
duda el trabajo con dos fases conjuntamente<br />
-agua y vapor-, que hace<br />
mucho más complicado el control<br />
de la planta.<br />
El fl uido térmico no sólo está expuesto<br />
a la variabilidad en temperatura<br />
por el efecto de los transitorios<br />
solares, sino que también existe la<br />
susceptibilidad térmica del título<br />
de vapor que aparece en el campo<br />
solar. El sistema de control de una<br />
planta con métodos indirectos debe<br />
ser capaz de controlar la variabilidad<br />
de la temperatura que puede<br />
surgir entre diferentes fi las de espejos.<br />
En el caso de generación directa<br />
de vapor, a esto se añade como se<br />
ha dicho el título de vapor, al cual<br />
un diferencial de irradiación solar<br />
entre fi las genera una tendencia a la<br />
inestabilidad del sistema que debe<br />
corregirse garantizando las condiciones<br />
del vapor en los extremos<br />
del campo solar a la entrada y salida<br />
del mismo.<br />
Cuando una fi la de colectores por<br />
el paso de una nube recibe menos<br />
irradiación solar, el título de vapor<br />
de esa fi la tiende a disminuir, y consecuentemente,<br />
se reduce la caída<br />
de presión en esa fi la. La tendencia<br />
ante esto será que se incremente el<br />
caudal en esa fi la reduciéndose el de<br />
aquellas con mayor irradiación.<br />
Si no se realiza un control en la<br />
fi la con sombra, por el efecto de la<br />
redistribución de caudales, se producirá<br />
un brusco descenso de la<br />
temperatura en dicha fi la y el sobrecalentamiento<br />
en el resto. Por
tanto, para romper el fenómeno de<br />
inestabilidad descrito habrá que devolver<br />
las condiciones de caída de<br />
presión sobre dicha fi la ejerciendo<br />
un control sobre la misma.<br />
Como medida adicional de control<br />
se cuenta también con la posibilidad<br />
de desenfocar los espejos para dejar<br />
de reducir la tendencia al sobrecalentamiento<br />
del resto de fi las.<br />
Por todo lo explicado, se hace difícil<br />
garantizar un ajuste fi no de la<br />
condición de vapor a la entrada de<br />
la turbina exclusivamente desde los<br />
sistemas de control del campo solar,<br />
más en el caso de la tecnología<br />
de tipo cilindro – parabólica si los<br />
tiempos de respuesta de los sistemas<br />
de seguimiento solar no son lo sufi -<br />
cientemente rápidos.<br />
Cabe mencionar que la tecnología<br />
Linear Fresnel es la primera que<br />
presenta unas condiciones más fa-<br />
vorables para la generación directa<br />
de vapor. En primer lugar, los sistemas<br />
de seguimiento solar son más<br />
efectivos, permitiendo desenfocar<br />
en casos de sobrecalentamiento.<br />
Además, carece de partes móviles<br />
en los tubos absorbedores de la radiación<br />
solar, reduciendo signifi cativamente<br />
el riesgo de fugas.<br />
Otra de las ventajas que presenta es<br />
la coincidencia de la línea de concentración<br />
solar en la parte inferior<br />
del tubo absorbedor, el cual minimiza<br />
la aparición de estratifi cación<br />
de fl ujo y por tanto, la aparición<br />
de gradientes de temperatura en el<br />
tubo absorbedor.<br />
Estos son los motivos principales<br />
por los que la tecnología Lineal<br />
Fresnel ha permitido que la generación<br />
directa de vapor llegue a ser<br />
comercialmente viable con Puerto<br />
Errado 2.<br />
6. Detalle del depósito de agua de alimentación con desgasifi cador<br />
LA PLANTA DE PUERTO<br />
ERRADO 2<br />
Cada vez hay un mayor número de<br />
empresas que apuestan por la generación<br />
directa de vapor con tecnología<br />
basada en colectores de concentración<br />
y vapor sobrecalentado.<br />
Recientemente Endesa, en colaboración<br />
con el Centro de Investigación<br />
Aeroespacial Alemán ha inaugurado<br />
un proyecto de generación<br />
directa de vapor con colectores de<br />
tipo cilindro – parabólico, con temperaturas<br />
superiores a los 500 º C y<br />
también la utilización de nuevos sistemas<br />
de almacenamiento térmico.<br />
Por otro lado, Solarlite, compañía<br />
de origen alemán, afi rma haber desarrollado<br />
unos colectores con fi bra<br />
de vidrio y menor coste, capaces de<br />
alcanzar temperaturas similares.<br />
Tanmbién, el promotor de Puerto<br />
Errado 2, Novatec Biosol - EBL y<br />
pioneros en tecnología de colectores<br />
Lineal Fresnel, de igual modo<br />
llevan a cabo un proyecto, denominado<br />
Supernova, que en colaboración<br />
con Schott Solar y el Centro de<br />
Investigación Aeroespacial Alemán<br />
esperan desarrollar tubos receptores<br />
capaces de soportar temperaturas<br />
en torno a los 450 º C.<br />
Puerto Errado 2 supone la primera<br />
experiencia verdaderamente comercial<br />
que incorpora generación directa<br />
de vapor y la mayor termosolar<br />
de tecnología Fresnel construida<br />
hasta la fecha, de 30 MWe. Surge a<br />
raíz de un primer proyecto de planta<br />
piloto, Puerto Errado 1, de 1,4<br />
MWe.<br />
La tecnología lineal Fresnel de Novatec<br />
para campos solares consiste<br />
en un sistema de generación directa<br />
de vapor, formada por espejos planos<br />
dispuestos en hileras paralelas<br />
donde cada hilera de espejos refl eja<br />
la radiación solar concentrándola<br />
sobre una línea focal. A lo largo<br />
de esta línea un receptor compuesto<br />
por un refl ector secundario y un<br />
tubo absorbedor capta la energía<br />
solar refl ejada por los espejos.<br />
Los espejos, con una superfi cie de<br />
300.000 metros cuadrados, capta-<br />
27
7. Detalle salidas de turbogeneradores a aerorefrigerantes<br />
rán la energía necesaria para poder<br />
alimentar dos turbinas de vapor de<br />
GE de 15 MW e de potencia cada<br />
una. El agua que circula por los tubos<br />
absorbedores vaporiza y el vapor<br />
saturado es separado del agua<br />
en un calderín. Por tanto, el medio<br />
de transporte de calor, aceite caliente,<br />
propio de las plantas solares convencionales<br />
es innecesario con esta<br />
tecnología.<br />
Una vez que se genera el vapor en<br />
el campo solar, éste se dirige bien a<br />
1 ó bien a los dos turbogeneradores<br />
dependiendo del nivel de potencia<br />
solar en el momento, y buscando<br />
28<br />
maximizar el rendimiento energético<br />
de la planta.<br />
El sistema de potencia desarrollado<br />
por OHL Industrial contempla la<br />
respuesta efi caz en los arranques y<br />
paradas de planta, manteniéndose<br />
un altísimo grado de automatización<br />
y la operación en continuo en<br />
condiciones de baja potencia solar<br />
dada la fl exibilidad de funcionamiento<br />
de la planta.<br />
Como particularidades de la planta<br />
cabe destacar la interposición entre<br />
el calderín y el turbogenerador de<br />
un acumulador de condensado que<br />
El sistema de potencia desarrollado por<br />
OHL Industrial contempla la respuesta<br />
efi caz en los arranques y paradas de<br />
planta<br />
a modo de “volante de inercia” permite<br />
amortiguar las oscilaciones en<br />
la generación de vapor por el campo<br />
solar por causa de los intervalos<br />
nubosos que pudieran presentarse<br />
en días de alternancia de nubes y<br />
claros.<br />
Este acumulador suministra vapor<br />
al turbogenerador cuando la potencia<br />
del campo solar disminuye y<br />
vuelve a acumular condensado en<br />
cuanto la irradiación al campo solar<br />
se recupera.<br />
Asimismo, mediante este acumulador<br />
es posible controlar los gradientes<br />
de temperatura que se generan<br />
ante una caída o recuperación bruscas<br />
de la irradiación. Un gradiente<br />
superando los 3 – 5º C/min podría<br />
reducir drásticamente la vida útil de<br />
los equipos – recipientes, turbina y<br />
tuberías – por fatiga de los materiales.<br />
La estructura básica de la planta<br />
consiste en dos grupos termosolares,<br />
iguales e independientes, cada<br />
uno en concreto con su campo solar<br />
y su ciclo de agua/vapor y su turbogenerador<br />
de 15 MWe, con todos<br />
los elementos auxiliares.<br />
No obstante, dada la independencia<br />
funcional de ambos grupos es<br />
posible durante las primeras horas<br />
de insolación así como al atardecer,<br />
cuando la potencia de los campos<br />
solares es inferior al 50% de la potencia<br />
nominal, conectar de forma<br />
automática ambos campos solares<br />
a una única turbina, obteniendo de<br />
este modo un mejor rendimiento<br />
energético.<br />
En Puerto Errado 2, además de garantizar<br />
las condiciones del vapor a<br />
la entrada a los turbogeneradores,<br />
también deben garantizarse unas<br />
determinadas condiciones de retorno<br />
al campo solar. Las tareas de refrigeración<br />
de los distintos sistemas<br />
de la planta corren a cargo de los<br />
aerorrefrigerantes.<br />
No hay torres de refrigeración,<br />
siendo por tanto, mínimo el consumo<br />
de agua, algo extremadamente<br />
a destacar y valorar en una zona
8. Detalle de aerorefrigerantes utilizados para la refrigeración<br />
con escasez de la misma. El consumo<br />
de agua se limita, básicamente,<br />
a las purgas de agua de calderas y<br />
enfriamiento de vertidos, consumo<br />
que resulta despreciable si se compara<br />
con el consumo por evaporación<br />
y purga propios de las torres<br />
de refrigeración.<br />
Además de lo anterior, el vapor,<br />
una vez condensado, se envía a un<br />
depósito de agua con desgasifi cador<br />
(ilustración 6), el cual, a la vez<br />
de permitir el adecuado control de<br />
la planta en cada momento, sirve<br />
como primer paso para garantizar<br />
la calidad del agua y por tanto la<br />
vida útil de la planta.<br />
No hay torres<br />
de refrigeración,<br />
siendo por<br />
tanto, mínimo el<br />
consumo de agua<br />
CONCLUSIONES<br />
El proceso de generación directa de<br />
vapor conlleva una serie de cuestiones<br />
técnicas que deben conocerse y<br />
ser tenidas en cuenta a la hora de<br />
diseñar e implementar plantas termosolares<br />
que funcionen con esta<br />
nueva tecnología. Las principales<br />
ventajas vistas son:<br />
Reducción del coste de<br />
inversión inicial<br />
Reducción de los coste de<br />
operación<br />
Reducción del impacto<br />
ambiental<br />
A su vez, se incrementa la difi cultad<br />
de controlabilidad de la planta.<br />
En la medida en que se mejore en<br />
este sentido se permitirá potenciar<br />
las efi ciencias anuales obtenidas<br />
con generación directa de vapor,<br />
minimizando las penalizaciones de<br />
rendimiento que actualmente son<br />
necesarias para la estabilización de<br />
la planta.<br />
Según lo anterior, el sistema de potencia<br />
que se requiere con generación<br />
directa de vapor contempla<br />
una mayor sofi sticación que la de<br />
los sistemas con métodos indirectos<br />
y otros sistemas energéticos con<br />
fuentes con regímenes de funcionamiento<br />
mucho más estacionarios,<br />
como pueden ser las provenientes<br />
de combustibles sólidos o gaseosos.<br />
OHL Industrial es ya conocedor de<br />
la tecnología de generación directa<br />
de vapor, habiendo llevado a cabo<br />
numerosas innovaciones para dar<br />
respuesta a todos y cada uno de los<br />
retos que presenta esta tecnología.<br />
Además, consciente de los previsibles<br />
desarrollos se encuentra en<br />
disposición de desarrollar la nueva<br />
generación de plantas termosolares<br />
con generación directa de vapor sobrecalentado.<br />
Santiago Estevez Serrano<br />
Ricardo Muñoz Rodríguez.<br />
29
Ecología<br />
Árboles<br />
extraordinarios<br />
Año Internacional de los Bosques<br />
La Organización de las Naciones Unidas acordó que este año que ahora acaba (2011) fuese<br />
declarado Año Internacional de los Bosques bajo el lema “Los bosques para las personas”.<br />
Esta iniciativa de gran interés ha pasado casi inadvertida hasta el momento de redactar este<br />
artículo, y ha pretendido concienciar a todos los países del hecho de que al hablar del desarrollo<br />
sostenible del planeta que habitamos, los bosques adquieran la importancia primordial que<br />
merecen, para adoptar medidas que frenen la deforestación.<br />
En el Foro Global de Territorios y Sostenibilidad, celebrado en el mes de marzo en Burgos, se<br />
insistió en que el problema de la deforestación no deriva sólo del aprovechamiento de la madera,<br />
sino que está íntimamente relacionado con la situación socioeconómica de los países. Hacen<br />
falta acciones simultáneas; cooperación internacional, una gestión forestal basada tanto en el<br />
conocimiento científi co como en la participación social y soluciones locales a problemas globales<br />
que han sido algunas de las principales conclusiones de este Foro.<br />
Nosotros, por nuestra parte, queremos apuntar nuestra ayuda redactando este modestísimo<br />
artículo que venga a poner en nuestras páginas un poco de calor aportando unas curiosidades en el<br />
tema de la Ecología y el Desarrollo Sostenible que tanta importancia merecen para nuestro Grupo.<br />
Hayedo de Odia. Navarra<br />
30
Coníferas del Mediterráneo<br />
Entre las coníferas que se asientan<br />
en los bosques de Estados Unidos,<br />
es digna de mención la Sequoia o<br />
California Redwood, que es una<br />
especie nativa de la Costa del Pacífi -<br />
co que abarca desde el suroeste del<br />
Estado de Oregón hasta el noroeste<br />
del Estado de California, región<br />
donde esta especie maderera crece<br />
desde hace más de 40 millones de<br />
años. Es el árbol que alcanza las<br />
mayores alturas conocidas y que<br />
se desarrolla principalmente en zonas<br />
montañosas cercanas a la costa<br />
donde abundan las nieblas, aunque<br />
adentrándose hacia el interior más<br />
de 30 millas, pero raramente en altitudes<br />
superiores a los 2.000 metros.<br />
Su altura en general sobrepasa los<br />
90 metros, pudiendo alcanzar diámetros<br />
de entre 10 y 20 metros.<br />
Sus acículas son planas, delgadas<br />
y con una longitud de 1 a 2,5 cm.<br />
y ligeramente acanaladas. El árbol<br />
tiene forma aovada, sus piñas están<br />
colocadas boca abajo, crecen en racimos<br />
y tienen una longitud de 2 a<br />
2,5 cm. El color de su corteza varía<br />
del canela al gris con formas lineales<br />
más o menos gruesas.<br />
Propiedades de la sequoia (o<br />
sequoya)<br />
Su madera está reconocida como<br />
uno de los materiales de construcción<br />
naturales más bellos y con mejores<br />
prestaciones. Toma su nombre<br />
comercial, Redwood, del color de<br />
su duramen que varía del cerezo al<br />
caoba marrón, mientras que la albura<br />
es casi blanca. Su peso, medido<br />
a un contenido de humedad del<br />
12%, es de 420 kg/m 3 y su densidad<br />
de 0,37 gr/cm 3 . Es una madera<br />
muy resistente a las enfermedades y<br />
es un repelente natural frente a las<br />
termitas. Su fi bra es recta, es fácil de<br />
trabajar, aunque se astilla con facilidad,<br />
y sus cambios dimensionales<br />
no son muy elevados. Se encola con<br />
facilidad y toma bien los productos<br />
Los bosques españoles son lugar de cobijo de la fauna que presenta<br />
peligro de extinción y sus árboles presentan una belleza extraordinaria<br />
de acabado, incluso cuando la madera<br />
está seca.<br />
Esta madera es muy versátil y se<br />
utiliza principalmente para postes,<br />
vallas, puertas, empanelados,<br />
traviesas de ferrocarril, puentes de<br />
matera, etc. Y los raros abultamientos<br />
que se producen en el árbol se<br />
utilizan en mesas, cuencos y otros<br />
productos torneados, usándose su<br />
corteza como aislante en forma similar<br />
a la de fi bra de lana.<br />
Hasta aquí estamos escribiendo<br />
como lo haríamos si nuestro artículo<br />
fuera destinado a una página de<br />
nuestros capítulos sobre materiales<br />
utilizados en la construcción.<br />
Sin embargo como ahora, en este<br />
capítulo sobre Ecología, vamos a<br />
referirnos a árboles extraordinarios,<br />
a continuación hablaremos del General<br />
Sherman que bien afi anzado<br />
sobre su base, irreductible, rotundo<br />
y todopoderoso está fi rmemente enclavado<br />
en tierras californianas.<br />
No hablamos, por supuesto, del<br />
prestigioso militar de la Guerra de<br />
Secesión norteamericana sino del<br />
interesante espécimen botánico que<br />
lleva su nombre desde 1819, cuando<br />
el naturalista James Wolverton,<br />
quien había actuado a las órdenes<br />
de aquél como teniente del 9º de<br />
Caballería de Indiana, se le ocurrió<br />
adjudicárselo. El General Sherman<br />
es una vetusta sequoia gigante (Seguoiadendron<br />
giganteum), al que se<br />
le calculan entre 2.300 y 2.700 años<br />
de edad, el cual todavía hoy medra<br />
junto a sus parientes (en su mayoría<br />
anónimos) dentro del californiano<br />
Sequoia National Park. En el cartel<br />
situado junto a su base podemos<br />
leer, en inglés, lo siguiente: “Este<br />
árbol no es el más alto, ni el más<br />
31
General Sherman<br />
ancho, pero el volumen total de su<br />
tronco hace de él el más grande de<br />
la Tierra”.<br />
El volumen aludido, dicho sea para<br />
satisfacer la curiosidad de los lectores<br />
alcanza los 1.487 m 3 (si fueran<br />
de agua, una sola persona tendría<br />
para tomar una ducha diaria durante<br />
27 años). Aunque no concurrieran<br />
en el General Sherman otras<br />
medidas descomunales –sus 83,8<br />
metros de altura y sus 31 metros de<br />
circunferencia-, esta primera bastaría<br />
para incluirlo, sin discusión, en<br />
la categoría de los arboles extraordinarios.<br />
Pero cabe preguntarse ¿Qué árboles<br />
merecen esa categoría?. ¿Qué crite-<br />
32<br />
rio aplicar para dar a algunos ejemplares<br />
esa catalogación?.<br />
Evidentemente no aplicaremos un<br />
criterio único. La altura, la edad,<br />
las dimensiones, la longevidad y la<br />
supervivencia en condiciones extremas<br />
y hasta los contornos extraños<br />
o disparatados son, juntas o por<br />
separado, estipulaciones a tener en<br />
cuenta.<br />
Máxima longitud<br />
Empecemos por la altura, para no<br />
salirnos, ya que ahí nos hemos metido,<br />
del ámbito de las secuoyas.<br />
Durante siglos se pensó que el récord,<br />
en este aspecto, lo ostentaban<br />
los eucaliptos australianos, algunos<br />
de los cuales rondan los 100 metros.<br />
Hasta que, mediados los 60 del siglo<br />
pasado y tras numerosas mediciones<br />
efectuadas entre las secuoyas<br />
rojas (Sequoia sempervirens) del<br />
parque nacional Redwood, ubicado<br />
asimismo en California, el doctor<br />
Paul Zahl se topó con una que alcanzaba<br />
la increíble cota de 111,60<br />
metros, la máxima longitud registrada<br />
hasta hoy para un ser viviente<br />
en el Planeta.<br />
Pero las marcas mundiales californianas<br />
no se limitan a los árboles<br />
más grandes (las secuoyas gigantes)<br />
y a los más altos (las secuoyas rojas).<br />
Porque aquí se halla, conjuntamente,<br />
el más longevo de los estudiados<br />
hasta ahora: el pino de Great Basin<br />
(Pinus longaeva), que también prolifera<br />
en las vecinas montañas de<br />
Nevada. Su prodigiosa supervivencia<br />
se debe tanto al aislamiento de<br />
su hábitat (sobre los 3.000 metros<br />
de altitud) y a su lento metabolismo<br />
como a la carencia total de enemigos<br />
naturales. Los especialistas en<br />
Dendrocronología han dado con<br />
un ejemplar cuya edad estiman en<br />
¡4.862 años!. Ni que decir tiene que<br />
se le considera el patriarca universal<br />
de las especies vegetales.<br />
Es indudable que las excepcionales<br />
General Sherman (Otra vista de su tronco)
condiciones geográfi cas y climáticas<br />
de California son determinantes<br />
para semejante multiplicación de<br />
singularidades botánicas. Aunque<br />
tales condiciones constituyen sólo<br />
el primero de dos factores. El segundo<br />
es de índole histórica. Mientras<br />
la vieja Europa sufrió siglos<br />
de continua deforestación a manos<br />
del hombre, el continente americano,<br />
mucho menos poblado, apenas<br />
padeció un proceso similar hasta la<br />
llegada de los primeros colonos.<br />
En 1846, tras invadir México, los<br />
Estados Unidos se anexionaron, entre<br />
otros, los territorios de la Alta<br />
California. Solamente dos años después,<br />
la fi ebre del oro provocó una<br />
incontrolable oleada de buscadores<br />
de fortuna que, necesitados de madera<br />
para explotar sus concesiones,<br />
cayeron como una plaga sobre los<br />
bosques vírgenes californianos. La<br />
destrucción afectó principalmente a<br />
las secuoyas rojas, ya que las empresas<br />
aserradoras no tardaron en<br />
descubrir que la consistencia de su<br />
madera era mucho más notable que<br />
la de la especie gigante, resistía mejor<br />
al fuero por el bajo contenido<br />
en resina de su corteza, se dejaba<br />
pintar con más facilidad y, como<br />
remate, dada su riqueza en taninos,<br />
estaba a salvo de los procesos de<br />
putrefacción causados por hongos<br />
e insectos. En la actualidad, transcurrido<br />
poco más de siglo y medio<br />
desde aquel acontecimiento sola-<br />
33
mente sobrevive un 5% del bosque<br />
primigénio.<br />
El grosor de los baobabs<br />
Respecto al grosor, la palma se la<br />
llevan los baobabs, árboles del género<br />
Adansonia, del que existen ocho<br />
especies: seis africanas, una nativa<br />
de la península Arábiga y otra de<br />
Australia. Con su tronco escindido<br />
en varios segmentos, el Glencoe<br />
Baobab (Adansonia digitata), localizado<br />
en la provincia de Limpopo,<br />
en África del Sur, se consideraba el<br />
árbol más corpulento del orbe, antes<br />
de partirse en dos en 2009. Hasta<br />
entonces, su diámetro era de 15,9<br />
metros, o sea, que su circunferencia<br />
medía ¡47 metros!. Su relevo puede<br />
estar en un ahuehuete (Taxodium<br />
mucronatum) de Oaxaca, Méjico,<br />
cuyo diámetro llega a los 14,36 metros.<br />
Se dice que bajo uno de estos<br />
“viejos árboles de agua” (eso signifi<br />
ca, en náhuatl, ahuehuete) lloró<br />
Hernán Cortés durante la famosa<br />
“Noche Triste”. Añadiremos, como<br />
dato anecdótico, que hay uno en<br />
el parque de El Retiro de Madrid,<br />
plantado probablemente en el primer<br />
tercio del siglo XVII.<br />
En Islandia, muy cerca del círculo<br />
polar ártico, el abedul (Betula<br />
pubescens) y el serval de cazadores<br />
(Sorbus aucuparia) son ejemplos<br />
de árboles extraordinarios por su<br />
capacidad de supervivencia en condiciones<br />
extremas. Y no sólo han<br />
sobrevivido al frío y a la larga oscuridad<br />
de los inviernos boreales, sino<br />
al hombre. Después de la glaciación<br />
del Pleistoceno, el terreno fue colonizado<br />
por estas especies. Luego,<br />
desde que en el año 874 comenzaron<br />
a llegar los colonos vikingos, la<br />
presión forestal para proveerse de<br />
madera y forraje para el ganado ha<br />
sido exhaustiva. De lo que una vez<br />
fue una isla colmada de bosques tan<br />
solo queda de éstos el 1% de su extensión.<br />
El ejemplo más cercano de<br />
lo que pudo ser antaño la fl oresta<br />
islandesa lo encontramos en el cañón<br />
de Ásbirgy, dentro del parque<br />
34<br />
Ahuehuete del Retiro<br />
Taxodium mucronatum<br />
El ahuehuete o ciprés mexicano, o ciprés de Moctezuma o sabino, es una<br />
especie originaria de América del Norte. Su nombre proviene del náhuatl<br />
ahuéhuetl que signifi ca “árbol viejo de agua”, debido a que crece en lugares<br />
donde abunda el agua.<br />
Plantado probablemente en 1632, al conocido como ciprés calvo del retiro,<br />
como a todos los árboles singulares por su antigüedad, se le atribuyen<br />
multitud de historias que en tantos años de existencia muy probablemente<br />
hayan ocurrido. Como aquella que dice que sigue vivo porque los soldados<br />
de Napoleón instalaron sobre él una batería de artillería lo que impidió<br />
que fuera talado para otros menesteres. Cosa bien probable, por otro<br />
lado, porque en sus ramas no sólo se podría ubicar una batería artillera<br />
sino incluso un piso de los de las dimensiones actuales. O como aquella<br />
otra atribuida a un congénere suyo en cuyo cobijo pasó Cortes la famosa<br />
“Noche Triste”.<br />
Leyendas a parte, entremos en el Retiro por la puerta de Felipe V (frente<br />
al Casón del Buen Retiro) y nada más pisar el Parterre, a la izquierda,<br />
nos sorprenderá el enorme ahuehuete acompañado de un también de dos<br />
impresionantes cedros que bien merece unos minutos de contemplación.<br />
En esta ocasión resultará un poco difícil tocarlo, porque está protegido por<br />
una verja para evitar que se suban a sus ramas (¡qué tentación construir<br />
en ellas una cabaña!).
nacional de Jökulsárgljúfur. Debido<br />
a su aislamiento la fl ora nativa no<br />
representa (a diferencia de Alaska,<br />
Siberia y Escandinavia) una vegetación<br />
zonal para aquel clima.<br />
Es por eso por lo que a principios<br />
del siglo XX se iniciaron ensayos<br />
con piceas, pinos y abetos, árboles<br />
que se dan en áreas de la misma<br />
latitud, con el fi n de restaurar en<br />
lo posible la erosión que padece la<br />
isla.<br />
Sabinas y cedros<br />
Existen especies arbóreas destacables,<br />
en fi n, por su enorme valor<br />
natural, social, cultural, histórico y<br />
económico, amén de por su escasez<br />
o por su belleza paisajística u ornamental.<br />
Las sabinas (Juníperus turífera<br />
o J. phoenicea) de la cordillera<br />
del Atlas, en Marruecos, son especialmente<br />
hermosas. Algunas las<br />
hemos visto en las apartadas laderas<br />
del macizo del Bou Naceur, con<br />
sus troncos retorcidos, creciendo a<br />
más de 2.000 metros de altitud. La<br />
sequedad del ambiente acentúa el<br />
color grisáceo de sus troncos y ramas,<br />
realzando el contraste con el<br />
verdor de sus hojas perennes. Maltratadas<br />
por el pastor y su ganado,<br />
subsisten a duras penas. Sería deseable<br />
un tratamiento de rehabilitación,<br />
no sólo por su papel protector<br />
del suelo o por la incomparable<br />
exquisitez de sus siluetas recortadas<br />
sobre el desierto, sino para que los<br />
nómadas puedan continuar en el futuro<br />
aprovechando la leña seca y el<br />
forraje para sus animales.<br />
En las laderas del Jbel Ayachi, asimismo<br />
en medio del Atlas, justo<br />
antes de las estepas que anuncian<br />
las estériles dunas del Sáhara, perduran<br />
los últimos cedros atlánticos<br />
(Cedrus atlántica). Hieráticos y majestuosos,<br />
parece como si se enorgullecieran<br />
de ser los testigos solitarios<br />
de otrora mejores condiciones<br />
climáticas. En este apartado lugar,<br />
el aroma embriagador de su resina<br />
es la única fragancia que fl ota en el<br />
aire. Su incierta presencia nos transmite,<br />
al contemplarlos, una sensación<br />
inefable. Y nos entristece saber<br />
que, a diferencia de las secuoyas,<br />
carecen de “los anillos de hadas”,<br />
los cuales propiciarían la renovación<br />
del bosque.<br />
La pureza del arrayán<br />
El arrayán (Luma apiculata), satura<br />
con un colorido absolutamente<br />
inusual la península de Quetrihué<br />
(“donde hay arrayán”, en mapuche),<br />
bañada por las aguas del<br />
lago Nahuel Huapí, en Argentina.<br />
Este bosque casi puro, con mínima<br />
presencia de otras especies, es una<br />
singularidad de la naturaleza, un<br />
paisaje único en el mundo. El matiz<br />
canela rojizo de las cortezas, plagado<br />
de manchones blanquecinos,<br />
contrasta con el verde intenso de<br />
las hojas. Cuando el sol traspasa<br />
el follaje, crea en su interior una<br />
atmósfera de tonos ocres, a la par<br />
tenue y fantástica. La misma, según<br />
dicen, que inspiró a Walt Disney las<br />
correspondientes secuencias de su<br />
película Bambi.<br />
Y terminamos esta mini galería de<br />
árboles extraordinarios con el vistoso<br />
cortez amarillo (Tabebuia ochracea),<br />
distribuido por varios países de<br />
Centroamérica. Se asegura que tener<br />
uno en el patio es una “cuestión de<br />
honor”, porque quien así lo hace posee<br />
una certeza: no hay otro más bello<br />
en el orbe entero. Pudimos verlos<br />
en Nicaragua, solitarios aquí y allá,<br />
salpicando con el amarillo intenso<br />
de sus fl ores el verdor comprimido<br />
de los bosques de otras especies, que<br />
hacía descollar aún más su colorido.<br />
35
Instalaciones<br />
Señalización e<br />
identifi cación de<br />
tuberías sometidas a<br />
presión<br />
PRESENTACIÓN<br />
Algunos compañeros, lectores de nuestra revista, nos han consultado pidiendo que aclarásemos<br />
algunas dudas sobre la correcta utilización de la norma que regula la identifi cación y el marcado de<br />
las tuberías que transportan gases y líquidos sometidos a presión, por lo que en nuestro deseo de<br />
hacer llegar a todos las informaciones que a veces nos solicitan, vamos a intentar aclarar algunos<br />
extremos acerca del especifi cado en el Real Decreto 1244/1979 del 4 abril, por el que se aprobó el<br />
Reglamento de Aparatos a Presión.<br />
DESARROLLO<br />
Concretamente en la Instrucción<br />
Técnica Complementaria<br />
ITC-MIE-AP2, referente<br />
a Tuberías para Fluidos Relativos<br />
a Calderas (BOE 4-11-<br />
1980), en su artículo primero<br />
se especifi ca que “a efectos<br />
de la presente ITC las tuberías<br />
se clasifi can del siguiente<br />
modo”:<br />
1. Tuberías de vapor saturado,<br />
sobrecalentado y recalentado.<br />
36<br />
2. Tuberías de agua sobrecalentada.<br />
3. Tuberías de agua caliente.<br />
4. Tuberías de fl uido térmico<br />
distinto del agua.<br />
5. Tuberías de combustibles<br />
líquidos y gaseosos.<br />
Como se puede observar las<br />
tuberías que transportan agua<br />
caliente y gas están identifi cadas<br />
en este reglamento, sobre<br />
todo las que acometen a calderas.<br />
Por otro lado, en el artículo<br />
nueve de dicha ITC, que se<br />
refi ere a la identifi cación de<br />
tuberías, se especifi ca que:<br />
“todas las tuberías comprendidas<br />
en esta ITC deberán poder<br />
identifi carse mediante el<br />
apropiado pintado de colores<br />
distintivos, según la siguiente<br />
forma”:<br />
Agua potable: Verde.<br />
Agua caliente: Verde y con<br />
banda blanca.<br />
Agua condensada: Verde con<br />
banda amarilla.
Materia de paso Grupo Color<br />
Agua de alimentación: Verde<br />
con banda roja.<br />
Agua de purga: Verde con<br />
banda negra.<br />
Vapor saturado: Rojo.<br />
Vapor sobrecalentado y recalentado:<br />
Rojo con banda<br />
blanca.<br />
Vapor de escape: Rojo con<br />
banda verde.<br />
Combustibles gaseosos: Amarillo.<br />
Combustibles líquidos:<br />
• Pesados: Marrón con banda<br />
negra.<br />
• Ligeros: Marrón con banda<br />
amarilla.<br />
De ahí que las tuberías que<br />
acometen a calderas o sistemas<br />
que transporten fl uidos o<br />
gases deben señalizarse para<br />
evitar, en trabajos de mantenimiento<br />
o simplemente por<br />
seguridad, posibles errores<br />
de identifi cación, sobre todo<br />
cuando existe un posible riesgo.<br />
Se debe tener en cuenta también,<br />
que si en el proyecto de<br />
Agua 1 Verde<br />
Vapor de agua 2 Rojo<br />
Aire 3 Gris<br />
Gases Combustibles 4 Amarillo o amarillo con<br />
color adicional rojo<br />
Líquidos combustibles 8 Marrón o marrón con<br />
color adicional rojo<br />
Tabla 1<br />
ejecución de una obra, tanto<br />
en Memoria, Pliego o partidas<br />
de presupuesto, se hace<br />
referencia a la norma UNE<br />
1063, del 2000, las instalaciones<br />
deben identifi carse según<br />
se indica en ellas, como<br />
se comenta continuación:<br />
En el objeto y ámbito de aplicación<br />
de esta norma UNE<br />
1063:2000 se indica “que sirve<br />
para la caracterización de<br />
las materias que circulan por<br />
tuberías no puestas a tierra”.<br />
Esta caracterización se realiza<br />
por medio de colores en los<br />
dibujos e instalaciones industriales,<br />
con arreglo a los conceptos<br />
siguientes:<br />
a) La naturaleza de la materia<br />
transportada se caracterizará<br />
por un color básico,<br />
completado por placas<br />
indicadoras sobre dicho<br />
color.<br />
b) El peligro derivado de la<br />
naturaleza o estado de la<br />
materia transportada se<br />
señalará también por un<br />
signo convencional.<br />
En el apartado de identifi cación,<br />
comenta la norma que<br />
“si se emplea una caracterización<br />
recurriendo a colores,<br />
deberá, entre otros, pintarse<br />
la tubería en toda su longitud<br />
en el color del grupo correspondiente”.<br />
En la tabla uno que adjuntamos<br />
de forma complementaria<br />
en este artículo, hemos recogido<br />
algunos de los 10 grupos<br />
de materiales de paso por las<br />
tuberías, con los colores de<br />
identifi cación que la norma<br />
establece en cada caso.<br />
COLOFÓN<br />
Ni que decir tiene que aquellos<br />
que deseen conocer los<br />
colores que en cada caso deben<br />
darse a las distintas tuberías,<br />
según todos los posibles<br />
contenidos deberán consultar<br />
a fondo el Reglamento y su<br />
Instrucción Técnica.<br />
J. Alarcón<br />
37
Realizaciones<br />
OHL y FCC construyen el<br />
Altar del Papa en Cuatro<br />
Vientos en un tiempo<br />
record<br />
4.000 m 2 de escenario para los actos centrales de la visita de<br />
Benedicto XVI a España<br />
El altar erigido en el aeródromo de Cuatro Vientos (Madrid) con motivo de los actos de las<br />
Jornadas Mundiales de la Juventud fue construido por OHL y FCC en un tiempo récord de seis<br />
semanas. La obra del altar, un diseño del arquitecto Ignacio Vicens, que desde 1982 viene<br />
proyectando los escenarios del Papa en sus visitas a España, fue dirigida y fi nanciada por ambas<br />
empresas. En su ejecución han participado 40 trabajadores de media al día.<br />
Detalles de estudios para evitar insolaciones<br />
38
Vista general de la realización arquitectónica<br />
El escenario presentó 4.000 metros<br />
cuadrados de superfi cie y capacidad<br />
para 2.200 personas. Se trató de<br />
uno de los escenarios más grandes<br />
jamás construidos para este tipo de<br />
eventos. Desde aquí se presidieron<br />
los actos los días 20 y 21 de agosto<br />
de este año 2011. En diferentes<br />
plataformas estuvieron situados su<br />
Santidad el Papa, la Familia Real,<br />
miembros de la Iglesia Católica,<br />
autoridades e invitados. La tribuna<br />
del Papa desde donde se dirigió a<br />
los jóvenes se encontraba situada a<br />
Plano de alzado del árbol para dar sombra al Santo Padre e invitados principales<br />
3,20 metros de altura con respecto<br />
al suelo.<br />
El altar tenía 190 metros de largo,<br />
21 de altura y 36 de ancho. Para<br />
conseguir estas dimensiones fue<br />
necesario utilizar 21.000 metros<br />
39
cúbicos de andamio; y para<br />
contrarrestar los posibles efectos<br />
del viento y como seguridad,<br />
se colocaron 500 toneladas de<br />
contrapesos de hormigón.<br />
La estructura del altar para la misa<br />
del Papa presentaba forma de ola o<br />
montaña. Fue necesario pintar más<br />
de 9.000 m 2 de superfi cies rugosas<br />
en color blanco para conseguir el<br />
efecto de un iceberg.<br />
En la parte central de la plataforma<br />
se instaló una estructura en forma<br />
de árbol para dar sombra a su<br />
Santidad y a la Familia Real. Dicha<br />
estructura tenía un peso de 15<br />
toneladas y una superfi cie de la<br />
copa de 264 m 2 .<br />
Además se colocó una plataforma<br />
móvil para elevar la Custodia<br />
de Toledo, cuyo peso supera los<br />
200 kilos, y que estuvo presente<br />
presidiendo la Vigilia del sábado 20<br />
de agosto.<br />
Detalles de estructura del árbol artifi cial<br />
40<br />
En la parte inferior se establecieron<br />
pequeñas estancias para las distintas<br />
personalidades que asistieron al<br />
encuentro, tales como sacristías,<br />
vestuarios, aseos, botiquín, etc. En<br />
su construcción se han empleado<br />
1.300 m 2 de pladur.<br />
OHL y FCC forman parte del grupo<br />
de grandes empresas españolas<br />
que contribuyeron a las Jornadas<br />
Mundiales de la Juventud, que se<br />
celebraron en Madrid en el mes de<br />
agosto de este año y cuyos actos<br />
centrales contaron con la asistencia<br />
del Papa Benedicto XVI. El evento<br />
más importante fue la solemne<br />
eucaristía en el aeródromo de Cuatro<br />
Vientos, que se celebró el domingo<br />
21 de agosto. La tarde anterior,<br />
sábado día 20, en este mismo lugar<br />
el Papa ofi ció la vigilia a la que nos<br />
acabamos de referir. La primera<br />
autoridad de la Iglesia Católica y<br />
jefe del Estado Vaticano se dirigió<br />
al millón de jóvenes presentes y<br />
a otros muchos que siguieron la<br />
ceremonia a través de la televisión<br />
desde el escenario construido por<br />
OHL y FCC.<br />
Según los medios de comunicación<br />
más de 400 millones de espectadores<br />
pudieron seguir por televisión los<br />
actos celebrados frente a este altar.<br />
OHL contribuyó a la realización<br />
del proyecto con la colaboración<br />
del equipo de su Dirección Técnica<br />
coordinado por nuestro compañero<br />
el arquitecto Enrique Martínez de<br />
Angulo, equipo que ayudó al autor<br />
del proyecto con el desarrollo de<br />
detalles constructivos.<br />
A continuación nos es grato<br />
presentar a la consideración de<br />
nuestros lectores algunas muestras<br />
de infografías, planos y fotos de<br />
esta realización cuya ejecución ha<br />
signifi cado un gran éxito para las<br />
dos empresas copartícipes en tan<br />
elogiado evento edifi cativo.
Reportaje fotográfi co de la ejecución y obra terminada<br />
41
42<br />
Reportaje fotográfi co de la ejecución y obra terminada
Reportaje fotográfi co de la ejecución y obra terminada<br />
45
Escaparate de Novedades<br />
46<br />
Mobiliario urbano de gran robustez<br />
La serie de mobiliario urbano Niwa combina cemento blanco y<br />
madera tropical de elondo. La elección del cemento confi ere una gran<br />
robustez, que contrasta con la ligereza que sugiere la forma del volumen.<br />
El cemento blanco esta acabado con barniz fi jador hidrofugante, el<br />
cual incrementa la capacidad impermeabilizante con una película en su<br />
superfi cie que no altera el color ni el brillo de éste y además son muy<br />
importantes sus cualidades de resistencia a la suciedad. La madera<br />
tropical de elondo se presenta con un acabado al agua transparente<br />
para exteriores, que le proporciona una óptima distensión y una elevada<br />
resistencia a las inclemencias climatológicas. La pata de cemento se<br />
combina para formar el banco o la jardinera en distintas longitudes, esto<br />
permite disponer a partir de una pieza distintos elementos adaptados a las<br />
necesidades de cada instalación.<br />
Revestimiento de fachada con efecto<br />
hidrofugante<br />
3D Cotegran es un revestimiento<br />
de fachadas hidrófobo<br />
compuesto por aditivos que ofrecen<br />
extraordinarias propiedades de<br />
repulsión al agua, reduciendo al<br />
máximo el frente húmedo y el<br />
tiempo de secado. Esta formado<br />
por monómeros silíceos que se<br />
fi jan electrostáticamente al resto de<br />
componentes del mortero y forman<br />
una red molecular tridimensional (efecto perleo) que se encuentra en<br />
la totalidad de la masa del mortero, conservando así sus propiedades<br />
protectoras incluso en el caso de fi suras de hasta 0,5 mm y desconches<br />
de fachada. El agua se desliza arrastrando el polvo acumulado en<br />
la superfi cie del edifi cio, reduciendo así la aparición de manchas de<br />
suciedad en la fachada y manteniendo la homogeneidad del color por<br />
mucho mas tiempo (efecto fachada autolavable). Es un producto de<br />
PAREX Morteros SAU<br />
Soluciones de<br />
aislamiento para<br />
cubiertas Deck<br />
Para el aislamiento de las<br />
cubiertas Deck Rockwool<br />
ha desarrollado los paneles de<br />
lana de roca de doble densidad<br />
Hardrock 391 y Durock 386.<br />
Ambos productos, gracias a su<br />
capa superior de gran densidad,<br />
aportan una mayor resistencia a la<br />
compresión, gracias a una mejor<br />
distribución de la carga y soportan<br />
con creces el tráfi co normal de<br />
operarios en una obra. La puesta<br />
en obra de estas soluciones es<br />
realmente sencilla y segura, ya<br />
que la instalación de los paneles<br />
se realiza con una sola fi jación<br />
mecánica (reduciendo costes<br />
de mano de obra). Además, se<br />
descartan accidentes o problemas<br />
de acabado como el inicio de<br />
un fuego o la deformación de<br />
las placas aislantes. Entre sus<br />
principales ventajas destacan:<br />
aislante 100% natural que perdura<br />
inalterable ante variaciones<br />
extremas de temperatura y sin<br />
envejecer; gran aislamiento<br />
térmico; protección contra<br />
incendios, ya que estas placas están<br />
clasifi cadas como Euroclase A1<br />
protección frente al ruido, dado<br />
que tienen un elevado coefi ciente<br />
de absorción que permite proteger<br />
del ruido aéreo y de impacto<br />
generado y especialmente en<br />
locales comerciales e industriales
Pigmentos líquidos para hormigón<br />
Los pigmentos líquidos<br />
“Rheocolor ® ” son muy<br />
estables gracias a que su<br />
dispersión en agua se realiza<br />
mediante aditivos especiales<br />
que reducen su posibilidad de<br />
sedimentación y aumentan su<br />
tiempo de almacenamiento.<br />
Estos pigmentos cumplen<br />
todos los requisitos<br />
fi sicoquímicos (inorgánicos,<br />
inertes en medio alcalino, no alterables a la luz y la intemperie y con<br />
alto poder de pigmentación) y adicionalmente presentan mejoras<br />
signifi cativas sobre otros formatos. Las principales ventajas son:<br />
dosifi cación sencilla (como cualquier otro líquido), limpieza extrema<br />
en la manipulación sin polvo en planta u obra, fácil mezclado y<br />
dispersión en la masa de hormigón, ahorro en mano de obra y menores<br />
problemas de uniformidad de color. El diseño de un hormigón debe<br />
hacerse únicamente en función de los requerimientos para los que se<br />
ha diseñado (consistencia, resistencia a compresión...) ya que el uso de<br />
pigmentos no infl uye de manera signifi cativa en esas propiedades. Por el<br />
contrario, las características del hormigón y sus variaciones, sí infl uyen<br />
en la intensidad y uniformidad del color deseado<br />
Factores como la cantidad y tipo de cemento, relación agua/cemento, la<br />
consistencia del hormigón y la dosifi cación de pigmento (la dosifi cación<br />
habitual de “Rheocolor ® ” está entre el 2% y 6% sobre peso de cemento)<br />
condicionan la intensidad y luminosidad del color. Los pigmentos<br />
“Rheoco|or ® ” están indicados para cualquier tipo de hormigón que<br />
requiera ser coloreado: hormigón arquitectónico, producción de<br />
elementos prefabricados, pavimentación y un largo etcétera. Al tratarse<br />
de un líquido, la sencilla dosifi cación y manipulación permite su uso<br />
para cualquier aplicación con las mejores condiciones ambientales.<br />
Luminaria fotovoltáica de altas<br />
prestaciones.<br />
La farola fotovoltáica “Hom” es una nueva<br />
luminaria autónoma para exterior, moderna.<br />
funcional y de gran rendimiento. A través de<br />
paneles fotovoltáicos, capta y almacena la<br />
energía solar obteniendo como resultado un<br />
sistema de iluminación de alta efi ciencia. Cada<br />
farola “Hom” ilumina mediante 30 leds de alta<br />
potencia y Ultima generación. No genera calor,<br />
no necesita mantenimiento y es capaz de dar<br />
luz durante toda la noche, incluso durante los<br />
meses de invierno. Al tratarse de una luminaria<br />
independiente no es necesario realizar zanjas<br />
para su instalación y es posible ubicarla en<br />
cualquier zona<br />
Analizador de<br />
vibraciones<br />
estructurales<br />
Alava Ingenieros, presenta<br />
la solución precisa para<br />
la medida y evaluación de<br />
vibraciones en edifi cios y/o<br />
actividades de diferente índole y<br />
procedencia.<br />
El contexto legislativo actual en<br />
esta materia hace imprescindible<br />
la utilización de una herramienta<br />
de medida fl exible y adaptable a<br />
los diferentes escenarios posibles.<br />
El SVAN-948 es un analizador<br />
de vibraciones de 4 canales que<br />
permite realizar las siguientes<br />
operaciones en campo:<br />
-Muestreo previo para localización<br />
de zonas de máxima amplitud<br />
y direcciones predominantes de<br />
vibración<br />
-Medida triaxial en tiempo real<br />
-Medición en bandas de 1/3<br />
octava<br />
- Medición en m/s2 o dB<br />
La conformidad del equipo con<br />
la ISO 8041:2005, la robustez<br />
de la solución como instrumento<br />
de campo y la fl exibilidad para<br />
adaptarse al marco legislativo<br />
actual, convierten al SVAN-948<br />
en la solución perfecta para<br />
abordar cualquier problema de<br />
vibraciones.<br />
47
Nueva línea de<br />
chimeneas<br />
Esteller, importador y<br />
C. distribuidor de la firma<br />
suiza de chimeneas Rüegg<br />
presenta la nueva línea de<br />
chimeneas de la marca. Los<br />
hogares creados por Rüegg<br />
son elegidos regularmente por<br />
los artesanos más creativos de<br />
Europa, aportando así<br />
satisfacción a los clientes que<br />
buscan a la vez la originalidad de las formas y la fiabilidad tecnica.<br />
Rüegg se ha comprometido y ha desarrollado un modo de calefacción<br />
sostenible y respetuosa con el medio ambiente.<br />
48<br />
Cronotermostatos para reducir los<br />
consumos energéticos<br />
omo respuesta a la necesidad de<br />
Creducir los consumos energéticos,<br />
Honeywell lanza el cronotermostato<br />
Chronotherm CM900. El nuevo<br />
CM900 es fácil de usar y ha sido<br />
especialmente concebido para<br />
responder a las exigencias de<br />
instaladores y usuarios. CM900<br />
optimiza la combustión de la caldera<br />
en relación a las necesidades efectivas, garantizando el máximo confort y la<br />
reducción del consumo energético, con el consiguiente ahorro económico.<br />
De diseño ligero y moderno, se adapta a todo tipo de ambientes<br />
permitiendo además, gracias a su pantalla con iluminación, una lectura<br />
fácil y clara incluso en condiciones de escasa visibilidad. El CM900<br />
permite al usuario seleccionar 3 programas temporales predefinidos y<br />
puede hacer variar la temperatura hasta 6 veces al dia, en función de las<br />
necesidades del usuario. Sus principales aplicaciones son para ofrecer un<br />
control exacto de la temperatura en las instalaciones de calefacción por<br />
radiadores y suelos radiantes, con calderas murales, de gas o gasóleo, o en<br />
instalaciones de climatización.<br />
Pinturas de alta decoración<br />
La línea de productos de alta<br />
decoración “Coloris” está compuesta<br />
por estucos venecianos en todos los<br />
formatos, en 20 colores y en versión<br />
clásica, a la cal, a rodillo y de efecto<br />
seda. De igual manera los estucos a la<br />
cal: marmorino fino (travertino<br />
bicolor), marmorino romano de grano<br />
medio, y grueso; revoco de texturas<br />
fino y grueso para impresos,<br />
microcementos para suelos, veladuras-pátinas, revestimientos de efecto<br />
multicolor, ceras, pinturas a la cal, y una larga colección de productos y<br />
herramientas complementarios, que integran el programa “Coloris”. Esta<br />
línea de productos y sistemas de altas prestaciones decorativas, está pensada<br />
para aplicar este tipo de técnicas decorativas, e interesados en seguir<br />
evolucionando dentro de este campo. Son una creación de Esber, S.A.<br />
Pintura que<br />
elimina los olores<br />
y limpia el aire<br />
Llega al mercado la pintura<br />
revolucionaria “ClimaSano” que<br />
permite, gracias a una tecnología<br />
innovadora, eliminar los olores y<br />
partículas orgánicas nocivas del<br />
ambiente. El efecto de “ClimaSano”<br />
se activa con la luz, tanto solar<br />
como artificial, posibilitando que<br />
los olores y partículas orgánicas<br />
nocivas que hay en el aire, al<br />
ponerse en contacto con las paredes<br />
pintadas, se descompongan. Las<br />
ventajas de esta pintura son<br />
notorias; permite disfrutar de aires<br />
más limpios sin olores a tabaco, a<br />
cocina o demás olores que nos<br />
puedan molestar, además, es una<br />
pintura bactericida por lo que<br />
resulta ideal para aquellas personas<br />
que sufren problemas respiratorios<br />
o alergias, ya que elimina gran<br />
cantidad de sustancias orgánicas<br />
nocivas que pueden afectar a estas<br />
personas, como las esporas de<br />
hongos, los disolventes, los<br />
insecticidas o diversas sustancias<br />
alérgenas. Además pueden eliminar<br />
el molesto denominado “olor a<br />
hospital” Asimismo, en todos<br />
aquellos lugares frecuentados por<br />
niños, como los centros escolares y<br />
los deportivos, permite limpiar el<br />
aire también para evitar contagios,<br />
alergias y los olores diversos que<br />
generan los niños y adolescentes. Y,<br />
por supuesto, resulta ideal para<br />
cualquier hogar, donde se mezclan<br />
diversos olores que se desean<br />
eliminar. Además, al ser una<br />
pintura inodora, las habitaciones se<br />
pueden habitar inmediatamente<br />
después de pintar y no emiten ese<br />
molesto olor a pintura que<br />
impregna todo el hogar. Pintura<br />
con el sello “Ángel Azul”, sistema<br />
de etiquetado ecológico alemán que<br />
distingue productos con baja<br />
incidencia sobre medio ambiente.
Otra vez más, y ahora a pesar de !la crisis!, en estas<br />
fechas, el Comité de Redacción de esta revista, desea a<br />
sus lectores muchas felicidades en estas Navidades, en<br />
el nuevo año y siempre
Noticias<br />
50<br />
Especial hablan las grandes empresas<br />
1. ¿De qué forma está afrontando la compañía la actual coyuntura?<br />
2. ¿Que medidas habría que poner en marcha para reactivar la economía?<br />
“Hay que impulsar un nuevo modelo económico”<br />
1. OHL ha llegado a la crisis actual con los deberes<br />
hechos. En el año 2002 se defi nió la actual estrategia<br />
del grupo, basada principalmente en el abandono de<br />
la construcción de viviendas y de toda la actividad<br />
inmobiliaria, asi como en la diversifi cación hacia<br />
el mercado de concesiones de infraestructuras y la<br />
internacionalización. Esto nos ha llevado a estar<br />
presentes en 30 países de los cinco continentes y a<br />
generar el 70% de las ventas y el 90% del EBITDA<br />
en el mercado internacional, lo que nos ha permitido<br />
hacer frente a la crisis y al fuerte recorte de la<br />
inversión pública en infraestructuras en España,<br />
manteniendo el ritmo de crecimiento de los resultados<br />
de la Compañía en tasas de dos dígitos. Así, durante<br />
los nueve primeros meses de 2011, el EBITDA de OHL<br />
ha crecido un 23%; el EBIT; un 40%, y el benefi cio<br />
neto, un 16%. Como refuerzo precautorio de esta<br />
estrategia, a principios de año decidimos unifi car las<br />
divisiones de Construcción Nacional y de Construcción<br />
Internacional en una única División de Construcción,<br />
con el objetivo de optimizar el empleo de nuestros<br />
recursos humanos y técnicos de esta actividad bajo la<br />
perspectiva global que ya habíamos previsto antes de<br />
la crisis,<br />
2. Actuar con decisión y encarar la coyuntura política<br />
y económica para diseñar y aplicar de forma urgente<br />
las medidas que permitan impulsar el desarrollo de un<br />
nuevo modelo económico mas competitivo y productivo<br />
y en consecuencia, la creación de empleo.<br />
Así, creo que es necesario y urgente contener y reducir<br />
el gasto publico corriente; abordar las reformas laboral<br />
y de las Administraciones Publicas en profundidad;<br />
sanear el sector fi nanciero y recuperar el crédito a<br />
empresas y familias; garantizar la competencia en el<br />
sector energético; un sistema educativo que estimule<br />
el esfuerzo; mas I+D+i; una legislación que garantice<br />
la unidad de mercado; apoyo a la internacionalización<br />
de la empresa española; y costos de seguridad social y<br />
fi scales equivalentes a los medios europeos.
Noticias<br />
Protagonista<br />
J. M. Villar Mir<br />
Presidente de OHL<br />
El Grupo OHL, a través de su empresa fi lial checa<br />
OHL ZS, ˇ<br />
ha sido adjudicatario en Rusia del proyecto<br />
Ural Polar, consistente en la construcción de una vía<br />
férrea de 390 km de longitud, con un presupuesto<br />
total de 80.000 millones de rublos, aproximadamente<br />
1.950 millones de euros, IVA incluido. Este importe le<br />
convierte en el mayor proyecto de construcción de OHL<br />
en su historia.<br />
El tramo ferroviario que se construirá tendrá una sola<br />
vía, no electrifi cada, desde la estación de Obskaja<br />
hasta la de Nadym, pasando por la ciudad de<br />
Salechard. Además incluye la construcción sobre el río<br />
Ob de un viaducto ferroviario de 2,5 km de longitud.<br />
El plazo del contrato es de cuatro años y el proyecto<br />
se ha dividido en tres tramos para su ejecución:<br />
Salechard-Nadym, Obskaja-Salechard y puente sobre<br />
el río Ob.<br />
Hitos de OHL Construcción en 2011<br />
En 2011, a través de su división OHL Construcción, que<br />
ejecuta esta actividad tanto en España como en el<br />
exterior, ya había contratado, entre otras:<br />
Beekman Tower, un nuevo ‘skyline<br />
Beekman Tower es el nombre ofi cial del nuevo<br />
rascacielos que rompe el skyline neoyorquino,<br />
conocido también como ‘el 8 de Ia calle Spruce, por<br />
su ubicación en el bajo Manhattan. La torre, de 267<br />
metros y 76 plantas, esta ocupada ya en parte, aunque<br />
las obras concluirán en 2013. Este edifi cio, fi rmado por<br />
Gehry, destaca por sus cuatro grandes volúmenes y por<br />
los espectaculares efectos de luz que crean los 10.500<br />
paneles ondulados de acero inoxidable de sus fachadas<br />
que, desde dentro, dan la impresión de estar fl otando en<br />
el espacio.<br />
• Hospital CHUM de Montreal: el presupuesto de<br />
construcción asciende a 1.428 millones de euros,<br />
con una participación de OHL del 50%.<br />
• Viaducto urbano en la ciudad de Kuwait:<br />
presupuesto total de 645,5 millones de euros, con<br />
una participación de OHL del 48%.<br />
• Ampliación del metro de Toronto: presupuesto de<br />
304,4 millones de euros, con una participación de<br />
OHL del 50%.<br />
• Proyecto Marmaray: primera conexión ferroviaria<br />
submarina entre dos continentes, Europa-Asia,<br />
que se realizará bajo el estrecho del Bósforo, en<br />
Estambul (Turquía). Presupuesto total de 932,8<br />
millones de euros, con una participación de OHL<br />
del 70%. Línea de alta velocidad, cercanías y<br />
mercancías.<br />
• La Meca-Medina: el 26 de octubre, la Saudi<br />
Railways Organization (SRO) hizo pública la<br />
adjudicación al consorcio Al-Shoula, en el que OHL<br />
participa junto a otras 11 empresas españolas y dos<br />
saudies, del contrato para llevar a cabo la segunda<br />
fase de la línea de alta velocidad La Meca-Medina.<br />
Con un presupuesto de 6.736 millones de euros,<br />
es el mayor proyecto de obra civil adjudicado a<br />
empresas españolas en el exterior. OHL ingresará<br />
586 millones de euros por sus trabajos en este<br />
proyecto.<br />
Estos proyectos y el último contratado en Rusia suman<br />
3.915 millones de euros (sin IVA) de cartera de obra<br />
para OHL Construcción, garantizan el crecimiento de<br />
esta actividad en el futuro y consolidan la posición<br />
relevante del Grupo en grandes contratos de obra civil<br />
a escala internacional (puesto número 21 entre los 225<br />
mayores contratistas internacionales en el negocio de<br />
la construcción, según Engineering News-Record (ENR).<br />
51
OBRASCON HUARTE LAIN, S.A.<br />
Domicilio Social:<br />
Paseo de la Castellana, 259 - D - Torre Espacio<br />
28046 - MADRID<br />
Teléfono 91 348 41 00 - Fax 91 348 44 63<br />
Obras que fueron historia<br />
Autovía Mirabell-Calaf, eje transversal de<br />
Cataluña (Lleida)