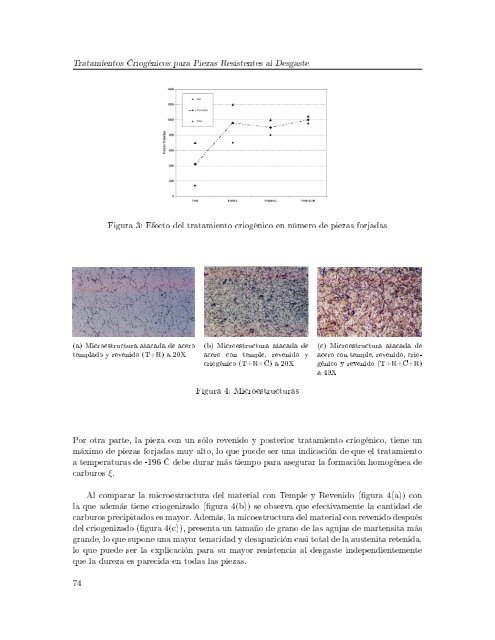
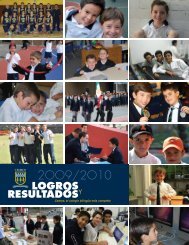
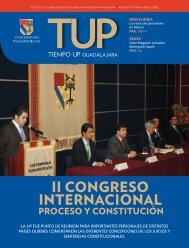
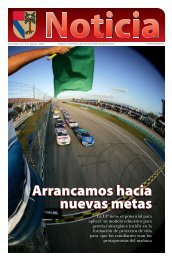
Tratamientos Criogénicos para Piezas Resistentes al DesgasteFigura 3: Efecto del tratamiento criogénico en número de piezas forjadas(a) Microestructura atacada de acerotemplado y revenido (T+R) a 20X(b) Microestructura atacada deacero con temple, revenido ycriogénico (T+R+C) a 20XFigura 4: Microestructuras(c) Microestructura atacada deacero con temple, revenido, criogénicoy revenido (T+R+C+R)a 40XPor otra parte, la pieza con un sólo revenido y posterior tratamiento criogénico, tiene unmáximo de piezas forjadas muy alto, lo que puede ser una indicación de que el tratamientoa temperaturas de -196 C debe durar más tiempo para asegurar la formación homogénea decarburos ξ.Al comparar la microestructura del material con Temple y Revenido (gura 4(a)) conla que además tiene criogenizado (gura 4(b)) se observa que efectivamente la cantidad decarburos precipitados es mayor. Además, la micoestructura del material con revenido despuésdel criogenizado (gura 4(c)), presenta un tamaño de grano de las agujas de martensita másgrande, lo que supone una mayor tenacidad y desaparición casi total de la austenita retenida,lo que puede ser la explicación para su mayor resistencia al desgaste independientementeque la dureza es parecida en todas las piezas.74
BIBLIOGRAFÍA4. ConclusionesLa forja (o en este caso extrusión) en caliente somete a los herramentales a un desgasteabrasivo y térmico extremos, por lo que el diseño del herramental así como de los tratamientostérmicos y superciales tienen un efecto crítico en la durabilidad y productividad.El tratamiento criogénico mejora las características del acero herramental en cuanto aresistencia al desgaste (especícamente desgaste abrasivo y choque térmico), aunque losmecanismos microestructurales del tratamiento no son bien comprendidos todavía. De cualquierforma, el papel endurecedor de las partículas precipitadas [8, 9], es evidente tanto enla mejora de la productividad de la herramienta, como en la consistencia (menor dispersión)de los datos. Esta mejora también puede ser explicada por el incremento en tenacidad de lasupercie del herramental al contar con agujas de martensita revenida de mayor tamaño, loque previene la formación de microgrietas.Bibliografía[1] R. F. Barron, in Proceedings of Conference Manufacturing Strategies Vol.6, NashvilleUSA, March 1996, p. 535.[2] P. L. Yen, Industrial Heating 1 (1997) 40.[3] F. Meng, K. Tagashira and H. Sohma, Scripta Met. Mater. 31 (1994) 7, 865.[4] K. Moore and D. N. Collins, Key Eng. Mater. 86-87 (1993) 47.[5] Cold Treating and Cryogenic Treating of Steel, ASM Handbook, Heat Treating, Vol. 4,1991, p.203.[6] Wrough Tool Steels, Metals Handbook Vol. 1, Properties and Selection: Irons, Steelsand High-performace Alloys, ASM International, 10th Ed., 1990, p.757.[7] Quantitative Metallography, Metals Handbook, Metallography and Microstructures,Vol. 9, ASM, 1985, p.123.[8] Dieter G.E., Mechanical Metallurgy, Ed. McGrawHill,1988, p.212.[9] F. Meng et al., Role of Eta-carbide Precipitations in the Wear Resistance Improvementsof Fe-12Cr-Mo-V-1.4C Tool Steel Cryogenic Treatment, ISIJ International, Vol34 (1994), No. 2, pp. 205-210.75