Thèse de CHENG - Université de Bourgogne
Thèse de CHENG - Université de Bourgogne
Thèse de CHENG - Université de Bourgogne

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
- Découpe <strong>de</strong> la plaque<br />
Une fois que les plaques sont refroidies et solidifiées, l’uniformité <strong>de</strong> l’épaisseur <strong>de</strong>s<br />
plaques est vérifiée. Ensuite, grâce à une scie diamantée, les plaques sont découpées<br />
aux dimensions <strong>de</strong>s éprouvettes. Pour une bonne répétitivité <strong>de</strong> la découpe, on utilise un<br />
montage constitué d’un gui<strong>de</strong> fixé sur le plateau mobile <strong>de</strong> la scie. Une vitesse <strong>de</strong> coupe<br />
relativement lente est choisie pour éviter <strong>de</strong>s petites fissures ou l’arrachement <strong>de</strong> fibre<br />
sur les cotés <strong>de</strong>s éprouvettes.<br />
- Perçage d’un trou<br />
Dans cette étu<strong>de</strong>, le nettoyage <strong>de</strong> la zone endommagée est réalisé par perçage d’un<br />
trou <strong>de</strong> diamètre à 10mm. Pour cela, on utilise un centre d’usinage à comman<strong>de</strong><br />
numérique équipé d’une fraise carbure <strong>de</strong> 5mm <strong>de</strong> diamètre. Le programme <strong>de</strong> perçage<br />
est réalisé pour générer un trou <strong>de</strong> 10mm en contournage interne. Les conditions <strong>de</strong><br />
coupe sont déterminées par l’expérience du technicien et sont fixées à 125 m/min pour<br />
la vitesse <strong>de</strong> coupe et 50 mm/min pour la vitesse d’avance.<br />
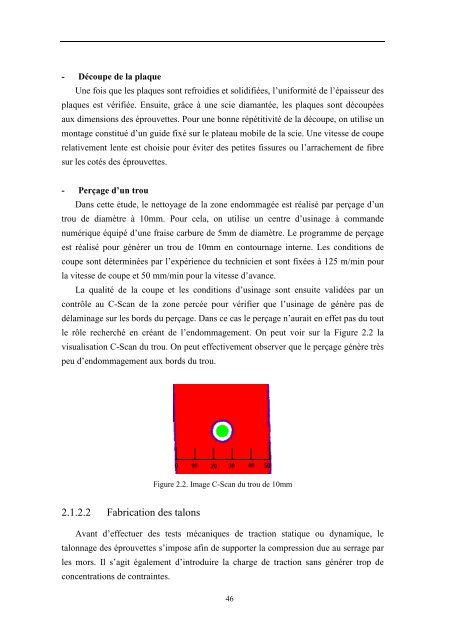
La qualité <strong>de</strong> la coupe et les conditions d’usinage sont ensuite validées par un<br />
contrôle au C-Scan <strong>de</strong> la zone percée pour vérifier que l’usinage <strong>de</strong> génère pas <strong>de</strong><br />
délaminage sur les bords du perçage. Dans ce cas le perçage n’aurait en effet pas du tout<br />
le rôle recherché en créant <strong>de</strong> l’endommagement. On peut voir sur la Figure 2.2 la<br />
visualisation C-Scan du trou. On peut effectivement observer que le perçage génère très<br />
peu d’endommagement aux bords du trou.<br />
2.1.2.2 Fabrication <strong>de</strong>s talons<br />
Figure 2.2. Image C-Scan du trou <strong>de</strong> 10mm<br />
Avant d’effectuer <strong>de</strong>s tests mécaniques <strong>de</strong> traction statique ou dynamique, le<br />
talonnage <strong>de</strong>s éprouvettes s’impose afin <strong>de</strong> supporter la compression due au serrage par<br />
les mors. Il s’agit également d’introduire la charge <strong>de</strong> traction sans générer trop <strong>de</strong><br />
concentrations <strong>de</strong> contraintes.<br />
46