Valorisation des pneus hors d'usage dans le secteur de l'industrie ...
Valorisation des pneus hors d'usage dans le secteur de l'industrie ...
Valorisation des pneus hors d'usage dans le secteur de l'industrie ...
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
RECYC-QUÉBECMontréal, Québec<strong>Valorisation</strong> <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage<strong>dans</strong> <strong>le</strong> <strong>secteur</strong> <strong>de</strong> <strong>l'industrie</strong> <strong><strong>de</strong>s</strong> pâteset papiers au QuébecRapport final no.1Projet 1217196 août 2002
TABLE DES MATIÈRESSOMMAIRE .............................................................................................................................................31 Introduction et Problématique .............................................................................................................81.1 LES PNEUS HORS D’USAGE........................................................................................................81.2 L’INDUSTRIE PAPETIÈRE............................................................................................................92 Objectifs <strong>de</strong> l’étu<strong>de</strong>..............................................................................................................................11CDP SOLIDE...............................................................................................................................................123 Production du CDP soli<strong>de</strong>...................................................................................................................123.1 CARACTÉRISTIQUES DU CDP SOLIDE....................................................................................123.2 PRODUCTEURS DE CDP DÉCHIQUETÉ AU QUÉBEC...........................................................173.3 SPÉCIFICATIONS TECHNIQUES D’UNE USINE DE PRODUCTION DE CDP SOLIDE .......183.3.1 Critères <strong>de</strong> conception................................................................................................................183.3.2 Diagramme <strong>de</strong> procédé ..............................................................................................................203.3.3 Diagramme d’arrangement mécanique ......................................................................................203.3.4 Description du procédé ..............................................................................................................203.3.5 Localisation et gran<strong>de</strong>ur du site <strong>de</strong> l’usine.................................................................................214 Combustion du CDP soli<strong>de</strong>.................................................................................................................234.1 RÉGLEMENTATION ENVIRONNEMENTALE............................................................................234.2 UTILISATION DU CDP SOLIDE .................................................................................................264.2.1 Considérations environnementa<strong>le</strong>s.............................................................................................264.2.2 Usines <strong>de</strong> pâtes et papiers utilisant du CDP soli<strong>de</strong> ....................................................................274.2.3 Types <strong>de</strong> chaudières à biomasse ................................................................................................284.2.4 Opération <strong><strong>de</strong>s</strong> chaudières avec du CDP soli<strong>de</strong>...........................................................................314.2.5 Caractéristiques <strong><strong>de</strong>s</strong> fumées avec du CDP soli<strong>de</strong>.......................................................................334.2.6 Caractéristiques <strong><strong>de</strong>s</strong> cendres avec du CDP soli<strong>de</strong>......................................................................424.2.7 Estimation du pourcentage maximum <strong>de</strong> CDP soli<strong>de</strong> <strong>dans</strong> <strong>le</strong>s chaudières ................................444.2.8 Obtention d’un permis environnemental....................................................................................444.2.9 Modifications au système d’alimentation <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s.......................................................484.2.10 Modifications à la chaudière......................................................................................................494.2.11 Modifications au système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées ..................................................................505 Approvisionnement <strong>de</strong> <strong>pneus</strong>..............................................................................................................52Page 1 / 87
5.1 ESTIMATION DE LA QUANTITÉ DE PNEUS REQUISE ...........................................................525.2 DISPONIBILITÉ DES PNEUS AU QUÉBEC ET PROVINCES/ÉTATS AVOISINANTS .............566 Étu<strong>de</strong> économique – Production et combustion <strong>de</strong> CDP soli<strong>de</strong> .......................................................616.1 AIDE FINANCIÈRE DES PROGRAMMES DU GOUVERNEMENT DU QUÉBEC....................616.2 USINE DE PRODUCTION DE CDP SOLIDE .............................................................................636.2.1 Coût en capital d’une usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>.........................................................636.2.2 Coût d’opération et revenus d’une usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>.....................................636.2.3 Pério<strong>de</strong> <strong>de</strong> recouvrement............................................................................................................646.3 USINES DE PÂTES ET PAPIERS DU QUÉBEC .........................................................................656.3.1 Coûts <strong><strong>de</strong>s</strong> modifications aux chaudières à biomasse..................................................................656.3.2 Économies anticipées.................................................................................................................666.3.3 Pério<strong>de</strong> <strong>de</strong> recouvrement............................................................................................................68CDP LIQUIDE.............................................................................................................................................727 Production du CDP liqui<strong>de</strong>.................................................................................................................727.1 REVUE DES PROCÉDÉS DISPONIBLES ...................................................................................727.2 DESCRIPTION DU PROCÉDÉ DE DÉVULCANISATION À BASSE TEMPÉRATURE.............737.3 SPÉCIFICATIONS TECHNIQUES D’UNE USINE DE PRODUCTION DE CDP LIQUIDE.....757.4 CARACTÉRISTIQUES DU COMBUSTIBLE FINAL ET DES SOUS-PRODUITS.......................768 Combustion du CDP liqui<strong>de</strong>...............................................................................................................798.1 OPÉRATION DES CHAUDIÈRES AVEC DU CDP LIQUIDE ....................................................798.2 MODIFICATIONS AU SYSTÈME D’ALIMENTATION DES COMBUSTIBLES..........................798.3 MODIFICATIONS AU SYSTÈME DE TRAITEMENT DES FUMÉES .........................................799 Étu<strong>de</strong> économique – Production <strong>de</strong> CDP liqui<strong>de</strong>..............................................................................819.1 COÛT EN CAPITAL D’UNE USINE TYPIQUE DE PRODUCTION DE CDP LIQUIDE ..........819.2 COÛT D’OPÉRATION ET REVENUS D’UNE USINE TYPIQUE DE CDP LIQUIDE...............819.3 PÉRIODE DE RECOUVREMENT................................................................................................8110 Conclusions ......................................................................................................................................8311 Références.........................................................................................................................................85Annexes.........................................................................................................................................................89Page 2 / 87
SOMMAIREProblématique <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usageLes <strong>pneus</strong> <strong>hors</strong> d’usage constituent potentiel<strong>le</strong>ment un problème environnemental important.C’est pourquoi plusieurs pays du mon<strong>de</strong> ont mis en place <strong><strong>de</strong>s</strong> programmes <strong>de</strong> recyclage <strong><strong>de</strong>s</strong><strong>pneus</strong> <strong>hors</strong> d’usage, c’est à dire non rechapab<strong>le</strong>s, afin <strong>de</strong> diminuer ou d’interdire <strong>le</strong>ur accumulation<strong>dans</strong> <strong>le</strong>s sites d’entreposage et <strong>de</strong> limiter <strong>le</strong>s risques d’incendie et <strong>de</strong> prolifération <strong><strong>de</strong>s</strong> insectesnuisib<strong>le</strong>s. C’est <strong>le</strong> cas au Québec où <strong>le</strong>s sites d’entreposage, désormais fermés à l’accumulation,<strong>de</strong>vront être vidés en 2008 au plus tard, selon <strong>le</strong> Programme <strong>de</strong> Vidage <strong><strong>de</strong>s</strong> Lieux d’Entreposage<strong><strong>de</strong>s</strong> Pneus Hors d’Usage du Ministère <strong>de</strong> l’Environnement du Québec.Le recyclage primaire (production <strong>de</strong> poudrette) et secondaire (transformation <strong>de</strong> la poudrette endivers produits) <strong><strong>de</strong>s</strong> 6 à 7 millions <strong>de</strong> <strong>pneus</strong> du flux courant générés au Québec à chaque annéeest géré par divers programmes <strong>de</strong> Recyc-Québec, à l’exception <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés(<strong>pneus</strong> <strong>hors</strong>-route). Le recyclage est entrepris par <strong>le</strong>s recyc<strong>le</strong>urs dûment accrédités par Recyc-Québec. Les <strong>pneus</strong> accumulés <strong>dans</strong> <strong>le</strong>s sites d’entreposage ne trouvent pas preneurs parmi <strong>le</strong>srecyc<strong>le</strong>urs actuels à cause <strong>de</strong> <strong>le</strong>urs qualités moindres empêchant toute valorisation autrequ’énergétique. À notre connaissance, <strong>le</strong>s seuls valorisateurs actuels <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong><strong>de</strong>s</strong> sitesd’entreposage sont <strong>le</strong>s <strong>de</strong>ux cimenteries du Québec qui brû<strong>le</strong>nt <strong>le</strong>s <strong>pneus</strong> d’automobi<strong>le</strong> et <strong>de</strong>camions <strong>dans</strong> <strong>le</strong>urs fours.Problématique <strong>de</strong> l’industrie papetièreDe son côté, l’industrie papetière du Québec a besoin d’énergie thermique (vapeur) et é<strong>le</strong>ctriquepour fonctionner. Les usines possè<strong>de</strong>nt généra<strong>le</strong>ment <strong><strong>de</strong>s</strong> chaudières à hui<strong>le</strong> et/ou au gaz nature<strong>le</strong>t/ou à biomasse (résidus <strong>de</strong> bois et boues <strong>de</strong> procédé). La combustion <strong>de</strong> la biomasse estsouvent problématique à cause <strong>de</strong> sa faib<strong>le</strong> siccité et du bas pouvoir calorifique <strong><strong>de</strong>s</strong> boues.L’ajout <strong>de</strong> combustib<strong>le</strong> dérivé <strong><strong>de</strong>s</strong> <strong>pneus</strong> (CDP) à haut pouvoir calorifique serait donc un bonmoyen d’améliorer la combustion <strong>de</strong> la biomasse et <strong>de</strong> stabiliser l’opération <strong><strong>de</strong>s</strong> chaudières.Objectifs <strong>de</strong> l’étu<strong>de</strong>Les objectifs généraux <strong>de</strong> l’étu<strong>de</strong> sont <strong>de</strong> permettre <strong>le</strong> remplacement <strong>de</strong> combustib<strong>le</strong> fossi<strong>le</strong> nonrenouvelab<strong>le</strong> par du CDP, <strong>de</strong> contribuer au vidage <strong><strong>de</strong>s</strong> sites d’entreposage <strong>de</strong> <strong>pneus</strong> et <strong>de</strong> réduirel’enfouissement <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédé <strong><strong>de</strong>s</strong> papetières.Les objectifs particuliers sont, d’une part, <strong>de</strong> démontrer la faisabilité technique et économiqued’une usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong> et <strong>de</strong> l’utilisation <strong>de</strong> ce CDP soli<strong>de</strong> <strong>dans</strong> <strong>le</strong>s chaudièresexistantes <strong><strong>de</strong>s</strong> usines <strong>de</strong> pâtes et papier, et, d’autre part, d’évaluer sommairement un procédé <strong>de</strong>production <strong>de</strong> CDP liqui<strong>de</strong> et son utilisation <strong>dans</strong> <strong>le</strong>s chaudières <strong>de</strong> puissance <strong><strong>de</strong>s</strong> papetières duQuébec.Production du CDP soli<strong>de</strong>Les recyc<strong>le</strong>urs primaires et secondaires accrédités par Recyc-Québec ont été contactés pourévaluer <strong>le</strong>ur intérêt et <strong>le</strong>ur capacité à produire du CDP soli<strong>de</strong> à <strong><strong>de</strong>s</strong> fins énergétiques pourl’industrie papetière. Aucun <strong><strong>de</strong>s</strong> treize recyc<strong>le</strong>urs accrédités n’est actuel<strong>le</strong>ment équipé pour traiter<strong>le</strong>s <strong>pneus</strong> surdimensionnés. Trois recyc<strong>le</strong>urs ont indiqué <strong>le</strong>ur intérêt éventuel à produire du CDP àpage 3 / 87
partir <strong>de</strong> ce type <strong>de</strong> <strong>pneus</strong>, huit n’ont pas l’équipement adéquat en tant que recyc<strong>le</strong>urs secondaireset <strong>le</strong>s autres ne traitent que <strong>le</strong> flux courant ou n’ont pas montré d’intérêt particulier.La capacité <strong>de</strong> l’usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong> est établie à 2,200,000 épa (équiva<strong>le</strong>nt en<strong>pneus</strong> d’automobi<strong>le</strong>). Cel<strong>le</strong>-ci correspond à la capacité <strong>de</strong> la machinerie disponib<strong>le</strong> sur <strong>le</strong> marchéen n’utilisant qu’une seu<strong>le</strong> ligne <strong>de</strong> procédé. Après prédécoupage <strong><strong>de</strong>s</strong> <strong>pneus</strong> aux sitesd’entreposage par machinerie mobi<strong>le</strong>, <strong>le</strong>s découpes d’environ 90 kg sont stockées à l’usine avantd’être traitées <strong>dans</strong> la ligne <strong>de</strong> procédé. Cel<strong>le</strong>-ci est composée d’un broyage primaire produisant<strong><strong>de</strong>s</strong> copeaux <strong>de</strong> 6 po., d’un broyage secondaire <strong>le</strong>s réduisant à 2 po., d’un tamisage avecrecirculation <strong><strong>de</strong>s</strong> rejets et d’un triage <strong><strong>de</strong>s</strong> copeaux à trop haute teneur en acier <strong><strong>de</strong>s</strong>tinés àl’enfouissement. Le CDP est produit sous forme <strong>de</strong> copeaux <strong>de</strong> 2 po. nominal. Un diagramme <strong>de</strong>procédé et un diagramme d’arrangement mécanique <strong>de</strong> l’usine sont inclus <strong>dans</strong> <strong>le</strong>s Annexes 2 et3 respectivement. L’emplacement <strong>de</strong> l’usine a été délimité à l’intérieur d’un <strong>secteur</strong> <strong>de</strong> 140 km <strong>de</strong>rayon, centré sur <strong>le</strong>s <strong>de</strong>ux sites principaux d’Ormstown et <strong>de</strong> Franklin en Montérégie. Ceci, afin <strong>de</strong>minimiser <strong>le</strong>s coûts <strong>de</strong> transport qui constituent une gran<strong>de</strong> part <strong><strong>de</strong>s</strong> coûts d’opération <strong>de</strong> l’usine.Basée sur <strong>le</strong>s contacts effectués et <strong>le</strong>s données publiées, s’en suit une revue <strong><strong>de</strong>s</strong> opérations <strong><strong>de</strong>s</strong>usines <strong>de</strong> pâtes et papier utilisant du CDP <strong>dans</strong> <strong>le</strong>urs chaudières. Un historique et une revue <strong><strong>de</strong>s</strong>technologies <strong>de</strong> combustion disponib<strong>le</strong>s et <strong><strong>de</strong>s</strong> facteurs restreignant l’utilisation <strong>de</strong> CDP sontensuite décrits, analysés et comparés, amenant ainsi la non-considération <strong><strong>de</strong>s</strong> chaudières <strong>de</strong> type« Dutch Oven » et <strong>de</strong> cel<strong>le</strong>s à gril<strong>le</strong> fixe trop âgées jugées inaptes à brû<strong>le</strong>r du CDP.Une revue détaillée <strong><strong>de</strong>s</strong> caractéristiques <strong><strong>de</strong>s</strong> fumées <strong><strong>de</strong>s</strong> chaudières brûlant du CDP indique unniveau d’émission <strong>de</strong> particu<strong>le</strong>s et <strong>de</strong> SO 2 à peu près i<strong>de</strong>ntique avec l’ajout <strong>de</strong> CDP; unediminution du niveau <strong>de</strong> NO x , observée pour <strong>le</strong>s <strong>de</strong>ux usines qui l’ont mesuré; une augmentationsignificative du contenu en zinc et en fer, moins importante cependant pour <strong>le</strong>s usines utilisant <strong><strong>de</strong>s</strong>é<strong>le</strong>ctrofiltres (précipitateurs é<strong>le</strong>ctrostatiques) que pour cel<strong>le</strong>s utilisant <strong><strong>de</strong>s</strong> moyens <strong>de</strong> séparationmécaniques. En ce qui concerne <strong>le</strong>s autres métaux lourds ciblés comme polluants, <strong><strong>de</strong>s</strong> légèresdiminutions ou augmentations ont été observées et à <strong>de</strong>gré moindre lorsque <strong><strong>de</strong>s</strong> é<strong>le</strong>ctrofiltresétaient utilisés. Aucune référence sur <strong>le</strong> niveau <strong>de</strong> furannes et dioxines n’a été trouvée parmi <strong>le</strong>sdonnées répertoriées.En ce qui concerne <strong>le</strong>s cendres, la revue détaillée indique que <strong>le</strong> contenu en zinc <strong>dans</strong> <strong>le</strong>s cendresvolantes et <strong>dans</strong> <strong>le</strong>s cendres <strong>de</strong> gril<strong>le</strong> a augmenté avec l’utilisation du CDP. Il en est <strong>de</strong> mêmepour <strong>le</strong> contenu en fer. Cependant, <strong>le</strong>s normes environnementa<strong>le</strong>s régissant la concentration <strong><strong>de</strong>s</strong>produits globaux <strong>dans</strong> l’eau <strong>de</strong> lixiviation, c’est la concentration globa<strong>le</strong> <strong>de</strong> la totalité <strong><strong>de</strong>s</strong> rejets <strong><strong>de</strong>s</strong>usines qui est mesurée. Si <strong>le</strong>s cendres sont mélangées aux autres effluents liqui<strong><strong>de</strong>s</strong> <strong>de</strong> l’usine, <strong>le</strong>pH global <strong><strong>de</strong>s</strong> rejets doit être supérieur à 4 pour que <strong>le</strong> zinc reste insolub<strong>le</strong> et précipite avec <strong>le</strong>sboues <strong>dans</strong> <strong>le</strong> décanteur. De même, si <strong>le</strong>s cendres sont enfouies, un pH supérieur à 4 rendra <strong>le</strong>zinc insolub<strong>le</strong> <strong>dans</strong> <strong>le</strong>s eaux <strong>de</strong> lixiviation. Comme <strong>le</strong> pH <strong><strong>de</strong>s</strong> cendres se situe généra<strong>le</strong>mentautour <strong>de</strong> 8 à 12, <strong>le</strong> risque que <strong>le</strong> pH du milieu d’enfouissement ne baisse sous la va<strong>le</strong>ur critiqueest faib<strong>le</strong>.L’estimation du pourcentage maximum <strong>de</strong> CDP soli<strong>de</strong> pouvant être brûlé <strong>dans</strong> <strong>le</strong>s chaudièresdépend <strong><strong>de</strong>s</strong> quantités <strong>de</strong> combustib<strong>le</strong> d’appoint (combustib<strong>le</strong> fossi<strong>le</strong>), <strong>de</strong> boues <strong>de</strong> procédé, <strong><strong>de</strong>s</strong>résidus <strong>de</strong> bois et du taux d’humidité <strong>de</strong> ces <strong>de</strong>ux <strong>de</strong>rniers en conjugaison avec <strong>le</strong> type <strong>de</strong>chaudière. D’une façon généra<strong>le</strong>, <strong>le</strong> CDP pourra constituer <strong>de</strong> 1 à 5% <strong>de</strong> la va<strong>le</strong>ur calorifique <strong><strong>de</strong>s</strong>combustib<strong>le</strong>s <strong>dans</strong> une chaudière à lit fluidisé (contrainte : la température du lit), <strong>de</strong> 5 à 15% <strong>dans</strong>Page 4 / 87
<strong>le</strong>s chaudières à gril<strong>le</strong> mo<strong>de</strong>rne et <strong>de</strong> 1 à 5% <strong>dans</strong> <strong>le</strong>s chaudières à gril<strong>le</strong> âgées (contraintes : <strong>le</strong>ssystèmes d’air <strong>de</strong> combustion et <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées).Ce rapport décrit en détail <strong>le</strong>s étapes <strong>de</strong> <strong>de</strong>man<strong>de</strong> d’un certificat d’autorisation et résume <strong>le</strong>spréoccupations <strong>de</strong> la population généra<strong>le</strong>ment re<strong>le</strong>vées. Cel<strong>le</strong>s-ci indiquent que <strong>dans</strong> certains cas<strong><strong>de</strong>s</strong> clarifications sont nécessaires et <strong>dans</strong> d’autres cas il fail<strong>le</strong> s’assurer que l’équipement <strong>de</strong>contrô<strong>le</strong> <strong><strong>de</strong>s</strong> chaudières est adéquat.Les modifications à apporter au système d’alimentation <strong><strong>de</strong>s</strong> chaudières sont en général mineures,<strong>le</strong>s systèmes existants étant habituel<strong>le</strong>ment adéquats. El<strong>le</strong>s consistent à prévoir une aire <strong><strong>de</strong>s</strong>tockage et à instal<strong>le</strong>r une trémie <strong>de</strong> réception qui contrô<strong>le</strong>ra <strong>le</strong> débit <strong>de</strong> CDP ainsi que <strong>le</strong> système<strong>de</strong> convoyage <strong>de</strong> CDP vers <strong>le</strong> système <strong>de</strong> convoyage <strong>de</strong> la biomasse existant.La revue <strong><strong>de</strong>s</strong> chaudières brûlant actuel<strong>le</strong>ment du CDP indique que <strong>le</strong>s chaudières à gril<strong>le</strong> ou à litfluidisé sont adéquates si <strong>le</strong>s systèmes <strong>de</strong> contrô<strong>le</strong> <strong>de</strong> l’air <strong>de</strong> combustion et <strong>de</strong> la température dulit sont présents. Concernant <strong>le</strong> traitement <strong><strong>de</strong>s</strong> fumées, la revue <strong><strong>de</strong>s</strong> chaudières à biomasse <strong><strong>de</strong>s</strong>usines <strong>de</strong> pâtes et papier du Québec indique que cel<strong>le</strong>s-ci sont adéquatement équipées etrespectent <strong>le</strong>s normes d’émission <strong>de</strong> particu<strong>le</strong>s actuel<strong>le</strong>s. Toutefois, <strong>le</strong>s normes d’émission sontplus permissives lorsque <strong>le</strong>s chaudières ne brû<strong>le</strong>nt que <strong><strong>de</strong>s</strong> résidus <strong>de</strong> bois. Cinq usines auQuébec <strong>de</strong>vraient donc instal<strong>le</strong>r un système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées plus performant pour seconformer aux normes plus restrictives applicab<strong>le</strong>s aux chaudières brûlant aussi d’autrescombustib<strong>le</strong>s que <strong>le</strong>s déchets <strong>de</strong> bois.Toutes <strong>le</strong>s usines du Québec opérant une chaudière à biomasse, soit 21 usines <strong>de</strong> pâtes et papieret 3 centra<strong>le</strong>s <strong>de</strong> cogénération, ont été répertoriées et contactées et <strong>le</strong>urs conditions d’opérationcompilées. Les chaudières <strong>de</strong> type « Dutch Oven » ou à gril<strong>le</strong> fixe très âgées (plus <strong>de</strong> 50 ans)n’ont pas été retenues pour analyse à moins qu’il ne soit envisagé <strong>de</strong> <strong>le</strong>s remplacer à court ou àmoyen terme. L’éloignement <strong><strong>de</strong>s</strong> sites d’entreposage et/ou <strong>de</strong> l’usine <strong>de</strong> production <strong>de</strong> CDP a étépris en compte. Les coûts <strong>de</strong> transports ont été modélisés et intégrés au coût <strong>de</strong> production duCDP pour évaluer l’éloignement maximal <strong><strong>de</strong>s</strong> usines rendant <strong>le</strong> CDP non concurrentiel par rapportaux combustib<strong>le</strong>s fossi<strong>le</strong>s dont <strong>le</strong> prix <strong>de</strong> référence est fixé à $5.65/GJ. Cet éloignement estd’environ 600 km par route correspondant à environ 420 km à vol d’oiseau. Ce <strong>secteur</strong> englobe laquasi-totalité <strong><strong>de</strong>s</strong> usines retenues, soit 14.La compilation <strong><strong>de</strong>s</strong> conditions d’opération <strong><strong>de</strong>s</strong> usines retenues et <strong><strong>de</strong>s</strong> plages d’utilisationpotentiel<strong>le</strong>s <strong>de</strong> CDP indique que la quantité <strong>de</strong> <strong>pneus</strong> pouvant être valorisée varie <strong>de</strong> 5.1 à 15.05millions d’épa/an.Selon une étu<strong>de</strong> récente, <strong>le</strong>s <strong>pneus</strong> surdimensionnés du flux courant au Québec représentent 2.2millions d’épa/an et ceux entreposés <strong>dans</strong> <strong>le</strong>s sites d’entreposage, un total <strong>de</strong> 24 millions d’épa.Le temps <strong>de</strong> vidage <strong><strong>de</strong>s</strong> sites serait <strong>de</strong> 1.6 à 4.8 ans avec la participation <strong>de</strong> toutes <strong>le</strong>s usines duQuébec.La revue <strong><strong>de</strong>s</strong> flux courants et <strong>de</strong> l’inventaire <strong><strong>de</strong>s</strong> sites d’entreposage du Québec et <strong><strong>de</strong>s</strong> provinceset états avoisinant <strong>le</strong> Québec indique que, pour cette région, la quantité <strong>de</strong> <strong>pneus</strong>surdimensionnés du flux courant représentent 15.4 millions d’épa/an et que l’inventaire <strong><strong>de</strong>s</strong> sitesest <strong>de</strong> 97.35 millions d’épa.Page 5 / 87
Au Québec, il y a <strong>de</strong>ux programmes d’ai<strong>de</strong> financière reliés à la valorisation <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong>d’usage, soit <strong>le</strong> programme <strong>de</strong> gestion intégrée <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage 2002-2008 et <strong>le</strong>programme <strong>de</strong> vidage <strong><strong>de</strong>s</strong> lieux d’entreposage <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage au Québec 2001-2008.L’ai<strong>de</strong> financière maxima<strong>le</strong> <strong><strong>de</strong>s</strong> programmes pour <strong>le</strong>s <strong>pneus</strong> d’automobi<strong>le</strong>s et <strong>de</strong> camions est <strong>de</strong>$125/t et cel<strong>le</strong> pour <strong>le</strong>s <strong>pneus</strong> surdimensionnés est <strong>de</strong> $225/t. Les ai<strong><strong>de</strong>s</strong> sont réparties entre <strong>le</strong>sintervenants selon la structure du projet <strong>de</strong> valorisation soumis à Recyc-Québec. Pour l’analyse<strong>de</strong> l’étu<strong>de</strong>, l’ai<strong>de</strong> financière varie <strong>de</strong> $42/t (soit $125/t réparti entre 3 intervenants) à $113/t (soit$225/t réparti entre 2 intervenants) pour une usine <strong>de</strong> pâtes et papier. Toutefois, <strong>le</strong> montant d’ai<strong>de</strong>financière <strong>le</strong> plus vraisemblab<strong>le</strong> est <strong>de</strong> $75/t (soit $225/t réparti entre 3 intervenants).Le coût en capital d’une usine typique d’une usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong> tel<strong>le</strong> que décriteplus haut est <strong>de</strong> $6,350,000 soit $4,319,000 en coûts directs et $2,031,000 en coûts indirects. Ledétail <strong>de</strong> ces coûts ainsi que <strong>le</strong>s coûts d’opération sont inclus <strong>dans</strong> l’Annexe 5. L’étu<strong>de</strong> <strong>de</strong>rentabilité montre qu’avec un coût <strong>de</strong> matière première <strong>de</strong> $10/t et qu’avec un prix <strong>de</strong> vente <strong>de</strong>CDP <strong>de</strong> $112/t jusqu’à 2008 avec ai<strong>de</strong> financière et <strong>de</strong> $175/t après 2008 sans ai<strong>de</strong> financière, lapério<strong>de</strong> <strong>de</strong> recouvrement est <strong>de</strong> 5 ans et <strong>le</strong> ren<strong>de</strong>ment avant impôts est <strong>de</strong> 5%. Les éléments clé<strong>de</strong> rentabilité <strong>de</strong> l’usine sont <strong>le</strong>s coûts <strong>de</strong> transport, <strong>le</strong> prix <strong>de</strong> vente du CDP soli<strong>de</strong> et <strong>le</strong> coûtd’enfouissement <strong><strong>de</strong>s</strong> rejets <strong>de</strong> caoutchouc à haute teneur en acier.Pour toutes <strong>le</strong>s usines du Québec, <strong>le</strong> coût total <strong><strong>de</strong>s</strong> modifications aux chaudières à biomasse varie<strong>de</strong> $2,580,000 à $4,560,000 et l’estimation <strong><strong>de</strong>s</strong> économies tota<strong>le</strong>s est d’environ $12,270,000 encoûts d’enfouissement et en achat <strong>de</strong> combustib<strong>le</strong> fossi<strong>le</strong> et d’écorces évités. Pour chaque usine,la pério<strong>de</strong> <strong>de</strong> recouvrement estimée varie <strong>de</strong> 2.3 à 13.8 mois avec ai<strong>de</strong> financière et <strong>de</strong> 2.7 à 34.6mois sans ai<strong>de</strong> financière.Production du CDP liqui<strong>de</strong>Une revue <strong><strong>de</strong>s</strong> procédés <strong>de</strong> production <strong>de</strong> CDP liqui<strong>de</strong> est effectuée. La majorité <strong><strong>de</strong>s</strong> procédésrépertoriés sont basés sur la pyrolyse (décomposition thermique <strong><strong>de</strong>s</strong> <strong>pneus</strong> en absenced’oxygène) tels que <strong>le</strong>s pyrolyses à basse température <strong>de</strong> type catalytique, par micro-on<strong><strong>de</strong>s</strong>, souscouche d’étain et sous vi<strong>de</strong>, la dépolymérisation par procédé liqui<strong>de</strong> supercritique et <strong>le</strong> procédé <strong>de</strong>gazéification. Ils n’ont pas été démontrés commercia<strong>le</strong>ment viab<strong>le</strong>s à ce jour dû aux coûtsd’investissement et d’opération é<strong>le</strong>vés. Un procédé <strong>de</strong> pyrolyse/gazéification <strong>de</strong> tail<strong>le</strong>commercia<strong>le</strong>, où l’énergie et <strong>le</strong> noir <strong>de</strong> carbone sont récupérés <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage, esttoutefois en marche en Gran<strong>de</strong>-Bretagne <strong>de</strong>puis peu <strong>de</strong> temps. La coentreprise qui a développéce procédé travail<strong>le</strong> actuel<strong>le</strong>ment à un programme <strong>de</strong> mise en va<strong>le</strong>ur <strong><strong>de</strong>s</strong> produits.Le procédé <strong>de</strong> dévulcanisation du caoutchouc avec <strong><strong>de</strong>s</strong> hui<strong>le</strong>s chau<strong><strong>de</strong>s</strong> est une viel<strong>le</strong> métho<strong>de</strong> quia été éprouvée et qui peut être utilisée pour effectuer la décomposition <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage àbasse température pour la production d’un combustib<strong>le</strong> liqui<strong>de</strong> incluant <strong>le</strong> noir <strong>de</strong> carbone ensuspension et en gaz non con<strong>de</strong>nsab<strong>le</strong>s. La production et la réutilisation du gaz ren<strong>de</strong>nt ceprocédé auto suffisant en énergie. L’Institut National du Pétro<strong>le</strong> <strong>de</strong> France a opéré une usinepilote <strong>de</strong> ce genre pendant <strong>de</strong> nombreuses années et c’est ce procédé qui est développé etestimé <strong>dans</strong> <strong>le</strong> cadre <strong>de</strong> cette étu<strong>de</strong>.La capacité <strong>de</strong> l’usine est <strong>de</strong> 100t <strong>de</strong> <strong>pneus</strong> par jour, qui, combinés à 280t/j d’hui<strong>le</strong>s uséesdonnera 350 t/j <strong>de</strong> CDP liqui<strong>de</strong>, 9 t/j d’essence, 15 t/j <strong>de</strong> fibres d’acier et 6 t/j <strong>de</strong> gaz, celui-ci étantréintroduit <strong>dans</strong> <strong>le</strong> procédé à <strong><strong>de</strong>s</strong> fins énergétiques. Un diagramme <strong>de</strong> ce procédé et unPage 6 / 87
agencement mécanique sont inclus respectivement <strong>dans</strong> <strong>le</strong> corps du rapport et <strong>dans</strong> l’annexe 9.Comme <strong>dans</strong> <strong>le</strong> cas <strong>de</strong> l’usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>, <strong>le</strong>s <strong>pneus</strong> sont prédécoupés aux sitesd’entreposage pour être transportés et stockés à l’usine avant d’être introduits <strong>dans</strong> un réacteur<strong>dans</strong> <strong>le</strong>quel <strong>le</strong>s hui<strong>le</strong>s usées chauffées à l’ai<strong>de</strong> d’échangeurs <strong>de</strong> cha<strong>le</strong>ur dévulcaniseront <strong>le</strong>caoutchouc. L’acier est déposé au fond du réacteur d’où il est extrait. Du réacteur, <strong>le</strong> CDP à350°C est pompé <strong>dans</strong> un réservoir d’entreposage via une série d’échangeurs, CDP/hui<strong>le</strong>d’appoint et CDP/eau, qui abaissent sa température à 215°C puis à 40°C. Les gaz du réacteursont refroidis à 70°C pour séparation du distillat qui se joint au CDP puis <strong>le</strong>s gaz restants sontrefroidis à 20°C pour extraction <strong>de</strong> l’essence qui est stockée pour être vendue. Les gaz noncon<strong>de</strong>nsab<strong>le</strong>s sont brûlés <strong>dans</strong> un préchauffeur pour chauffer <strong>le</strong>s hui<strong>le</strong>s d’appoint.L’opération <strong><strong>de</strong>s</strong> chaudières avec du CDP liqui<strong>de</strong> est attrayante car cel<strong>le</strong>s qui utilisent <strong>le</strong>s hui<strong>le</strong>s no.2 ou no. 6 peuvent <strong>le</strong>s remplacer par du CDP jusqu’à une proportion <strong>de</strong> 30%. Les chaudières àbiomasse utilisant du mazout comme combustib<strong>le</strong> d’appoint peuvent aussi utiliser du CDP liqui<strong>de</strong>.Dans tous <strong>le</strong>s cas, <strong>le</strong> CDP peut être ajouté, soit directement <strong>dans</strong> <strong>le</strong> réservoir <strong>de</strong> mazout, soit viaun petit réservoir pour dosage avec <strong>le</strong> mazout, auquel cas il faut aussi instal<strong>le</strong>r un petit système <strong>de</strong>pompage avec <strong>de</strong>ux bouc<strong>le</strong>s <strong>de</strong> contrô<strong>le</strong>.Les modifications aux systèmes <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées dépen<strong>de</strong>nt <strong>de</strong> la chaudière utilisée.Pour une chaudière à biomasse, <strong>le</strong>s recommandations concernant l’utilisation du CDP soli<strong>de</strong> sontapplicab<strong>le</strong>s. Pour <strong>le</strong>s chaudières à mazout, <strong>le</strong>s teneurs en zinc, en particu<strong>le</strong>s et en soufre doiventêtre vérifiées en fonction <strong><strong>de</strong>s</strong> normes applicab<strong>le</strong>s. Une <strong>de</strong>man<strong>de</strong> <strong>de</strong> certificat d’autorisation estnécessaire.Le coût en capital d’une usine typique d’une usine <strong>de</strong> production <strong>de</strong> CDP liqui<strong>de</strong> tel<strong>le</strong> que décriteplus haut est <strong>de</strong> $7,110,000 soit $5,005,000 en coûts directs et $2,105,000 en coûts indirects. Ledétail <strong>de</strong> ces coûts ainsi que <strong>le</strong>s coûts d’opération sont inclus <strong>dans</strong> l’Annexe 10. L’étu<strong>de</strong> <strong>de</strong>rentabilité montre qu’avec un coût <strong>de</strong> matière première <strong>de</strong> $10/t et qu’avec un prix <strong>de</strong> vente <strong>de</strong>CDP à 76% du prix du marché du mazout (soit $0.23/l) jusqu’à 2008 avec ai<strong>de</strong> financière et <strong>de</strong>82% après 2008 sans ai<strong>de</strong> financière, la pério<strong>de</strong> <strong>de</strong> recouvrement est <strong>de</strong> 5 ans et <strong>le</strong> ren<strong>de</strong>mentavant impôts est <strong>de</strong> 5%. Les éléments clé <strong>de</strong> rentabilité <strong>de</strong> l’usine sont <strong>le</strong>s prix <strong>de</strong> vente du CDPliqui<strong>de</strong> et <strong>de</strong> l’essence. D’autre part, l’opération du procédé en continu <strong>de</strong>vrait aussi être validéepar <strong><strong>de</strong>s</strong> essais ainsi que l’amélioration <strong>de</strong> rentabilité du procédé par la séparation et la vente dunoir <strong>de</strong> carbone constituant un revenu additionnel mais nécessitant plus d’équipement.ConclusionLa valorisation énergétique <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage par combustion <strong>dans</strong> <strong>le</strong>s chaudières <strong><strong>de</strong>s</strong>usines <strong>de</strong> pâtes et papier du Québec est une filière viab<strong>le</strong> pour cette industrie grâce àl’augmentation <strong>de</strong> l’efficacité <strong><strong>de</strong>s</strong> chaudières et à l’amélioration <strong>de</strong> <strong>le</strong>ur stabilité, à la réduction <strong>de</strong>la consommation <strong>de</strong> combustib<strong>le</strong> fossi<strong>le</strong>, à une plus gran<strong>de</strong> capacité à brû<strong>le</strong>r <strong>de</strong> la biomasse <strong>de</strong>piètre qualité et d’augmenter la portion <strong>de</strong> boues <strong>de</strong> procédé <strong>dans</strong> <strong>le</strong> combustib<strong>le</strong>. El<strong>le</strong> est unefilière viab<strong>le</strong> pour l’environnement grâce à la réduction du nombre <strong>de</strong> <strong>pneus</strong> entreposés, à laréduction <strong><strong>de</strong>s</strong> risques d’incendie et <strong>de</strong> propagation d’insectes nuisib<strong>le</strong>s. De plus, el<strong>le</strong> a <strong>le</strong> potentiel<strong>de</strong> générer un marché stab<strong>le</strong> <strong>de</strong> recyclage pour <strong>le</strong>s <strong>pneus</strong> surdimensionnés.La rentabilité réel<strong>le</strong> <strong>de</strong> valorisation énergétique <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage pour chaque usine <strong>de</strong>pâtes et papier est fonction <strong>de</strong> la localisation <strong>de</strong> l’usine, <strong><strong>de</strong>s</strong> coûts unitaires et du mo<strong>de</strong> d’opérationPage 7 / 87
<strong><strong>de</strong>s</strong> chaudières à biomasse qui sont <strong><strong>de</strong>s</strong> facteurs spécifiques nécessitant <strong>de</strong> mener <strong><strong>de</strong>s</strong> analyseset étu<strong><strong>de</strong>s</strong> spécifiques avant l’entreprise d’un projet <strong>de</strong> combustion <strong>de</strong> CDP.1 Introduction et Problématique1.1 LES PNEUS HORS D’USAGELes <strong>pneus</strong> <strong>hors</strong> d’usage représentent un problème environnemental <strong>de</strong> tail<strong>le</strong>. Dans plusieurspays du mon<strong>de</strong>, <strong><strong>de</strong>s</strong> programmes sont mis en place afin <strong>de</strong> réutiliser <strong>le</strong>s <strong>pneus</strong> <strong>hors</strong> d’usageet ainsi résoudre <strong>le</strong> problème <strong>de</strong> <strong>le</strong>ur entreposage avec tous <strong>le</strong>s risques qui y sont associés,entre autres :!" Le danger d’incendie : la combustion non contrôlée à basse température génère <strong><strong>de</strong>s</strong>composés organiques nocifs <strong>dans</strong> l’atmosphère ainsi que <strong><strong>de</strong>s</strong> hui<strong>le</strong>s pyrolytiquescontaminant <strong>le</strong> sol, <strong>le</strong>s eaux <strong>de</strong> surface et la nappe phréatique.!" La prolifération <strong><strong>de</strong>s</strong> insectes nuisib<strong>le</strong>s : <strong>le</strong>s eaux stagnantes sont un milieu idéal pour lanidification <strong><strong>de</strong>s</strong> insectes tels que <strong>le</strong>s moustiques. Ces <strong>de</strong>rniers sont entre autresresponsab<strong>le</strong>s <strong>de</strong> la propagation <strong>de</strong> maladies graves dont l’encéphalite et la maladiecausée par <strong>le</strong> virus du Nil occi<strong>de</strong>ntal.Au Québec, <strong>de</strong> 6 à 7 millions <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage sont générés à chaque année (1 pneupar habitant). C’est ce qu’on appel<strong>le</strong> <strong>le</strong> flux courant [1]. Avant la venue <strong>de</strong> programmesincitatifs du gouvernement du Québec, la majorité <strong><strong>de</strong>s</strong> <strong>pneus</strong> du flux courant se retrouvait<strong>dans</strong> <strong><strong>de</strong>s</strong> sites d’enfouissement ou d’entreposage. Aujourd’hui, environ 85% <strong><strong>de</strong>s</strong> <strong>pneus</strong> duflux courant annuel sont reconvertis en divers produits recyclés. Le nouveau programme <strong>de</strong>gestion intégrée <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage du gouvernement québécois prévoit que la totalité<strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage en provenance du flux courant sera utilisée.Il subsiste toutefois une importante quantité <strong>de</strong> <strong>pneus</strong> <strong>dans</strong> <strong>le</strong>s sites d’enfouissement oud’entreposage. L’estimation <strong>de</strong> Recyc-Québec est que plus <strong>de</strong> 25 millions <strong>de</strong> <strong>pneus</strong> <strong>hors</strong>d’usage (équiva<strong>le</strong>nts <strong>pneus</strong> automobi<strong>le</strong>s) y sont actuel<strong>le</strong>ment entreposés.Au Canada, et plus particulièrement au Québec, <strong>le</strong>s métho<strong><strong>de</strong>s</strong> principa<strong>le</strong>s <strong>de</strong> valorisation <strong><strong>de</strong>s</strong><strong>pneus</strong> <strong>hors</strong> d’usage sont <strong>le</strong>s suivantes :!" Recyclage : production <strong>de</strong> <strong>pneus</strong> rechapés!" <strong>Valorisation</strong> <strong>de</strong> la matière : production <strong>de</strong> granulats pour utilisation <strong>dans</strong> différents produitstels que sous-tapis, etc..!" <strong>Valorisation</strong> énergétique <strong>dans</strong> <strong>le</strong>s cimenteriesLa qualité moindre <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage en provenance <strong><strong>de</strong>s</strong> sites d’enfouissement oud’entreposage représente un problème pour <strong>le</strong>ur utilisation au recyclage ou à la valorisation<strong>de</strong> la matière. La composition du pneu change avec <strong>le</strong>s années et l’exposition auxintempéries, ce qui donne une poudrette, et ultimement un produit recyclé, <strong>de</strong> moindre qualité.C’est pour cette raison que <strong>le</strong>s recyc<strong>le</strong>urs et <strong>le</strong>s valorisateurs <strong>de</strong> matière préfèrentPage 8 / 87
généra<strong>le</strong>ment utiliser <strong>le</strong>s <strong>pneus</strong> en provenance du flux courant plutôt que ceux <strong><strong>de</strong>s</strong> sitesd’entreposage.Un avantage important <strong>de</strong> la valorisation énergétique est que la qualité du pneu est beaucoupmoins importante que pour la fabrication <strong><strong>de</strong>s</strong> produits recyclés. Même si <strong>le</strong>s <strong>pneus</strong> <strong>hors</strong>d’usage ont séjourné plusieurs années aux intempéries et que <strong>le</strong> caoutchouc a perdu seshui<strong>le</strong>s naturel<strong>le</strong>s, ils conservent <strong>le</strong>ur va<strong>le</strong>ur énergétique.Dans un tel contexte, il <strong>de</strong>vient intéressant <strong>de</strong> développer <strong>de</strong> nouveaux projets afind’augmenter la consommation <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage par la valorisation énergétique.Plusieurs métho<strong><strong>de</strong>s</strong> <strong>de</strong> combustion autres que cel<strong>le</strong>s couramment utilisées ont été proposéesmais <strong>le</strong>ur utilisation présente souvent <strong>de</strong> nombreux problèmes [2] :!" L’incinération <strong>dans</strong> un four spécial pour <strong>le</strong>s <strong>pneus</strong>; il existe <strong><strong>de</strong>s</strong> techniques fiab<strong>le</strong>s, maisplusieurs problèmes subsistent quant au stockage, au traitement, au coût, et à l’accueilpar <strong>le</strong>s populations loca<strong>le</strong>s.!" L’incinération <strong>dans</strong> un four à ordures municipa<strong>le</strong>s; cette technique pose <strong><strong>de</strong>s</strong> problèmes àcause du pouvoir calorifique <strong><strong>de</strong>s</strong> <strong>pneus</strong> qui est é<strong>le</strong>vé et limite ainsi la tenue <strong><strong>de</strong>s</strong>réfractaires du four et empêche la bonne maîtrise <strong>de</strong> la combustion (qui est alorsincomplète).!" L’incinération <strong>dans</strong> un cubilot <strong>de</strong> fon<strong>de</strong>rie; cette technique n’est pas possib<strong>le</strong> à l’heureactuel<strong>le</strong> car <strong>le</strong> système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées n’est pas satisfaisant.!" La pyrolyse; cette technique permet d’obtenir <strong><strong>de</strong>s</strong> produits finis qui n’ont pas encore atteintune qualité concurrentiel<strong>le</strong> par rapport aux produits courants et el<strong>le</strong> est très coûteuse.!" L’incinération à l’ai<strong>de</strong> d’un é<strong>le</strong>ctro-brû<strong>le</strong>ur ou d’une torche à plasma; cette technique n’estpas économiquement viab<strong>le</strong> pour la simp<strong>le</strong> élimination <strong><strong>de</strong>s</strong> pneumatiques.!" La dépolymérisation (dévulcanisation); cette technique met en œuvre <strong><strong>de</strong>s</strong> équipementsfréquemment utilisés en pétrochimie, donc fiab<strong>le</strong>s et simp<strong>le</strong>s techniquement, mais <strong>le</strong>scoûts d’implantation et <strong>de</strong> fonctionnement restent à établir.L’incinération, en utilisant <strong><strong>de</strong>s</strong> chaudières existantes avec combustib<strong>le</strong>s multip<strong>le</strong>s, tel<strong>le</strong>s que<strong>le</strong>s chaudières à biomasse <strong><strong>de</strong>s</strong> usines papetières, est une autre métho<strong>de</strong> qui peut êtreutilisée.1.2 L’INDUSTRIE PAPETIÈREToutes <strong>le</strong>s usines <strong>de</strong> pâtes et papiers ont besoin d’énergie thermique (sous forme <strong>de</strong> vapeur)et d’énergie é<strong>le</strong>ctrique pour fonctionner. Les usines possè<strong>de</strong>nt généra<strong>le</strong>ment <strong><strong>de</strong>s</strong> chaudièresà hui<strong>le</strong> ou au gaz naturel ainsi que <strong><strong>de</strong>s</strong> chaudières à biomasse. Les chaudières à biomassesont parfois utilisées en mo<strong>de</strong> <strong>de</strong> combustion combiné, c’est-à-dire, en utilisant <strong>de</strong> labiomasse (résidus du bois et boues <strong>de</strong> procédé) ainsi que du combustib<strong>le</strong> fossi<strong>le</strong> (mazout ouPage 9 / 87
2 Objectifs <strong>de</strong> l’étu<strong>de</strong>L’objectif général <strong>de</strong> l’étu<strong>de</strong> est d’impliquer l’industrie papetière <strong>dans</strong> la valorisationénergétique <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage afin <strong>de</strong> :!" Permettre <strong>le</strong> remplacement <strong>de</strong> combustib<strong>le</strong> fossi<strong>le</strong> (énergie non renouvelab<strong>le</strong>) par du CDPpour la production <strong>de</strong> vapeur et d’é<strong>le</strong>ctricité.!" Contribuer à l’élimination <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage <strong>dans</strong> <strong>le</strong>s sites d’entreposage.!" Réduire ou éliminer l’enfouissement <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédé.Les objectifs particuliers <strong>de</strong> l’étu<strong>de</strong> sont <strong>de</strong>:!" Démontrer la faisabilité technique et économique <strong>de</strong> l’implantation d’une usine <strong>de</strong>traitement <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage pour la production du CDP soli<strong>de</strong>.!" Démontrer la faisabilité technique et économique <strong>de</strong> l’utilisation du CDP <strong>dans</strong> <strong>le</strong>schaudières à biomasse existantes <strong><strong>de</strong>s</strong> usines <strong>de</strong> pâtes et papiers.!" Évaluer sommairement un procédé <strong>de</strong> production <strong>de</strong> CDP liqui<strong>de</strong> ainsi que son utilisation<strong>dans</strong> <strong>le</strong>s chaudières <strong>de</strong> puissance <strong><strong>de</strong>s</strong> papetières du Québec.Page 11 / 87
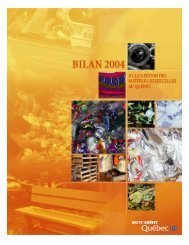
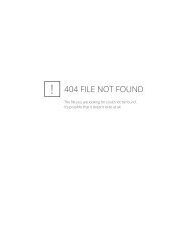
L’étu<strong>de</strong> [3] mentionnée ci-<strong><strong>de</strong>s</strong>sus classe <strong>le</strong>s <strong>pneus</strong> surdimensionnés en trois catégories <strong>de</strong>grosseur :1. 150 kg et moins (moyenne 125 kg) Ces <strong>pneus</strong> représentent autour <strong>de</strong> 75% (enunités) <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnésentreposés <strong>dans</strong> <strong>le</strong>s sites et comptent pour24% <strong>de</strong> la masse tota<strong>le</strong>.2. Entre 150 kg et 1000 kg (moyenne 425 kg) Ces <strong>pneus</strong> représentent autour <strong>de</strong> 18% (enunités) <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnésentreposés <strong>dans</strong> <strong>le</strong>s sites et comptent pour20% <strong>de</strong> la masse tota<strong>le</strong>.3. Les monstres (moyenne 1000 kg) Ces <strong>pneus</strong> représentent autour <strong>de</strong> 6% (enunités) <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnésentreposés <strong>dans</strong> <strong>le</strong>s sites et comptent pour16% <strong>de</strong> la masse tota<strong>le</strong>.Le poids moyen d’un pneu surdimensionné est ainsi estimé à 240 kg et compte pour environ30 équiva<strong>le</strong>nts <strong>pneus</strong> automobi<strong>le</strong>s (épa).Tab<strong>le</strong>au 2Densité <strong><strong>de</strong>s</strong> <strong>pneus</strong> déchiquetés et entiers [4, 5]Densité, en vracDensité, tassélb/pi 3 kg/m 3 lb/pi 3 kg/m 3Pneus entiers (1) 6.3 101 8.9 143Pneus camions entiers (2) 11.1 179 14.8 239Pneus déchiquetés, 1 passe 20 – 22 327 – 356 45 – 48 724 – 772Pneus déchiquetés, 2 po. 32 – 35 505 – 564 50 – 54 801 – 860Pneus déchiquetés, 1 ½ po. 37 – 41 593 – 652 56 – 59 891 – 950(1) Supposant un poids moyen <strong>de</strong> 20 lb/unité ou 9.1 kg/unité.(2) Supposant un poids moyen <strong>de</strong> 100 lb/unité ou 45.5 kg/unitéLe CDP peut être produit avec ou sans l’enlèvement du talon. Pour éviter <strong>le</strong>s problèmesinhérents à la présence du talon, il est préférab<strong>le</strong> <strong>de</strong> l’en<strong>le</strong>ver. La majorité <strong><strong>de</strong>s</strong> spécificationsdisponib<strong>le</strong>s <strong>dans</strong> la littérature indiquent l’enlèvement <strong>de</strong> 96% <strong>de</strong> l’acier et <strong><strong>de</strong>s</strong> copeaux <strong>de</strong><strong>pneus</strong> d’une dimension variant <strong>de</strong> ¾ à 2 po [6, 7, 8, 9]. Le Tab<strong>le</strong>au 3 donne une distributiontypique <strong>de</strong> la grosseur <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> <strong>pneus</strong> utilisés <strong>dans</strong> plusieurs chaudières d’usines <strong>de</strong>pâtes et papiers.La Figure 2 illustre la construction type <strong><strong>de</strong>s</strong> <strong>pneus</strong> d’automobi<strong>le</strong>, la Figure 3 cel<strong>le</strong> <strong>de</strong> <strong>pneus</strong> <strong>de</strong>camions <strong>de</strong> tail<strong>le</strong> moyenne et la Figure 4 cel<strong>le</strong> <strong>de</strong> <strong>pneus</strong> surdimensionnées (<strong>pneus</strong> <strong>hors</strong>route).Page 13 / 87
Ban<strong>de</strong> <strong>de</strong> rou<strong>le</strong>mentCeintureexterneBaseCeintureinterneFlanc2 nd pli 2 nd <strong>de</strong> carcasse1 er pli <strong>de</strong> carcasse1 er Ban<strong>de</strong> blancheRecouvrementinterne <strong>de</strong> carcasseRemplissagePellicu<strong>le</strong>TalonBan<strong>de</strong> blancheBan<strong>de</strong> d’usureRenfort <strong>de</strong> flancFigure 2 – Construction type d’un pneu d’automobi<strong>le</strong>(19)(18)(10)(9)(8)(7)(6)(11)(5)(4)(12)(13)(17)(14)(15)(16)(1) Coussinet <strong>de</strong> talon(2) Ban<strong>de</strong> d’usure(3) Talon hexagonal(4) Doublure <strong>de</strong> talon - nylon(5) Renfort <strong>de</strong> flanc – acier(6) Doublure <strong>de</strong> pli retournée(7) Remplisseur <strong>de</strong> flanc(8) Flanc(9) Pli – acier(10) Ca<strong>le</strong> <strong>de</strong> coin(11) Ceinture <strong>de</strong> transition(12) Ceintures principa<strong>le</strong>s(13) Protecteur <strong>de</strong> ceinture(14) Recouvrement intérieur(15) Pli interne(16) Ban<strong>de</strong> <strong>de</strong> recouvrement – nylon(17) Remplissage du talon(18) Remplissage <strong>de</strong> ceinture(19) Ban<strong>de</strong> <strong>de</strong> rou<strong>le</strong>ment(1)(3)(2)Figure 3 – Construction type d’un pneu <strong>de</strong> camion <strong>de</strong> tail<strong>le</strong> moyennePage 14 / 87
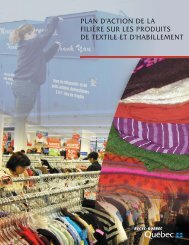
Ban<strong>de</strong> <strong>de</strong> rou<strong>le</strong>mentExtérieur ban<strong>de</strong> <strong>de</strong>rou<strong>le</strong>mentCeinturesBase ban<strong>de</strong><strong>de</strong> rou<strong>le</strong>mentFlancCarcasseBan<strong>de</strong> d’usureArmature dutalonRecouvrementcarcasseFigure 4 - Construction type d’un pneu surdimensionné (<strong>hors</strong> route)Tab<strong>le</strong>au 3Distribution typique <strong>de</strong> la grosseur <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> <strong>pneus</strong> [6]Tamis (po) Tamis (mm) % retenu (poids)+ 3 po > 75 mm 0.02 po 50.08 mm 0.21 ½ po 37.50 mm 5.81 po 25.00 mm 36.25 / 8 po 15.60 mm 47.6½ po 12.50 mm 5.43 / 8 po 9.37 mm 2.4- 3 / 8 po < 9.37 mm 2.4Quoique plus onéreux à produire, un CDP avec la tring<strong>le</strong> (l’enrou<strong>le</strong>ment <strong>de</strong> fils d’acierrenforçant <strong>le</strong> talon du pneu) en<strong>le</strong>vée aura une plus haute va<strong>le</strong>ur énergétique (GJ/t) et réduira<strong>le</strong>s problèmes d’opération associés à l’alimentation <strong>de</strong> la chaudière, l’entretien <strong>de</strong> la gril<strong>le</strong>, lamanutention et la disposition <strong><strong>de</strong>s</strong> cendres. Le talon comptant pour environ 10% du pneu, unCDP contenant <strong>le</strong> talon verra sa va<strong>le</strong>ur énergétique réduite par environ 10%(comparativement aux va<strong>le</strong>urs données au Tab<strong>le</strong>au 5).Page 15 / 87
Tab<strong>le</strong>au 4Composition typique du combustib<strong>le</strong> dérivé <strong><strong>de</strong>s</strong> <strong>pneus</strong> (CDP) [4](acier en<strong>le</strong>vé à 96% et plus)Analyse immédiate % poids, humi<strong>de</strong> % poids, base sècheHumidité 0.62 -Cendres 4.78 4.81Matières volati<strong>le</strong>s 66.64 67.06Carbone fixe 27.96 28.13Total 100.00 100.00Analyse élémentaireHumidité 0.62 -Cendres 4.78 4.81Carbone 83.87 84.39Hydrogène 7.09 7.13Azote 0.24 0.24Soufre 1.23 1.24Oxygène (par différence) 2.17 2.19Total 100.00 100.00Analyse <strong><strong>de</strong>s</strong> éléments minéraux (formeoxydée)Zinc 1.52 1.53Calcium 0.378 0.380Fer 0.321 0.323Chlore 0.149 0.150Chrome 0.0097 0.0098Fluor 0.0010 0.0010Cadmium 0.0006 0.0006Plomb 0.0065 0.0065Tab<strong>le</strong>au 5Caractéristiques typiques du combustib<strong>le</strong> dérivé <strong><strong>de</strong>s</strong> <strong>pneus</strong> (CDP) [4](acier en<strong>le</strong>vé à 96% et plus)Va<strong>le</strong>urs calorifiques Btu/lb kJ/kgVa<strong>le</strong>ur calorifique supérieure 16,250 37,798Va<strong>le</strong>ur calorifique moyenne 15,500 36,053Données <strong>de</strong> combustiono Fo CTempérature d’inflammation (point éclair) 550 - 650 288 - 343Début <strong>de</strong> la combustion du carbone 842 450Carbone complètement brûlé 1202 650Page 16 / 87
3.2 PRODUCTEURS DE CDP DÉCHIQUETÉ AU QUÉBECRecyc-Québec publie et met régulièrement à jour la liste <strong><strong>de</strong>s</strong> recyc<strong>le</strong>urs primaires etsecondaires accrédités [1]. Pour avoir droit à une ai<strong>de</strong> financière à l’utilisation <strong>de</strong> <strong>pneus</strong> <strong>hors</strong>d’usage, une entreprise doit être accréditée et utiliser <strong><strong>de</strong>s</strong> <strong>pneus</strong> qui sont gérés par Recyc-Québec (voir section 6.1). En mai 2002, il y avait treize (13) recyc<strong>le</strong>urs accrédités par Recyc-Québec. La liste est donnée au Tab<strong>le</strong>au 6.Tab<strong>le</strong>au 6Recyc<strong>le</strong>urs accrédités par Recyc-Québec. Mai 2002Installations adéquates pourRecyc<strong>le</strong>urType <strong>de</strong> produitdéchiquetage <strong><strong>de</strong>s</strong> <strong>pneus</strong>surdimensionnésAni-Mat Inc., St-Élie-d’Orford Tapis d’étab<strong>le</strong> et revêtement<strong>de</strong> solAucun, reçoivent la poudrette pourtransformation secondaireDynamat Enr., Laval Tapis pare-éclats Non. Pas d’intérêt <strong>dans</strong> l’immédiatGNR Technologies inc.,LaSal<strong>le</strong>Dos d’âne, butoirs, barrica<strong><strong>de</strong>s</strong>,Joints, soc<strong>le</strong>s, anneaux <strong>de</strong>Aucun, reçoivent la poudrette pourtransformation secondairerehaussementLe Groupe Bitumar inc.,AsphalteAucun, reçoivent la poudrette pourMontréalLes Installations Sportives,L’AcadieLes Sous-Tapis Dura Ltée.,MontréalPlate-Forme C.P.T. inc.,QuébecRécuro<strong>pneus</strong> Enr.,Shawinigan-SudRoyal Mat inc., Beaucevil<strong>le</strong>Rubberplats Technologies inc.,ChamblyRubtech Enviro + inc., Sainte-ThérèseScopcat Inc., LavalTirex Canada inc, MontréalModu<strong>le</strong>s <strong>de</strong> caoutchouc pourgar<strong>de</strong>ries et installationssportivesSous-tapis / panneauxinsonorisantsTui<strong>le</strong>s et revêtement <strong>de</strong> solpoudrette, copeauxPoudrette, gar<strong>de</strong>-boue, tapis,panneaux insonorisants,revêtement <strong>de</strong> solAnneaux <strong>de</strong> rehaussement,gar<strong>de</strong>-boueAnneaux <strong>de</strong> rehaussementPoudrette pour recyc<strong>le</strong>urssecondairesProduction <strong>de</strong> poudrette parprocédé cryogéniquetransformation secondaireAucun, reçoivent la poudrette pourtransformation secondaireAucun, reçoivent la poudrette pourtransformation secondaireAucun, reçoivent la poudrette pourtransformation secondaireEquipement adéquat mais <strong>de</strong> petitecapacité.Pourraient fournir du CDP àl’occasion.Production <strong>de</strong> copeaux et <strong>de</strong>poudrette pour transformationsecondaire.Ne traitent que <strong>le</strong>s <strong>pneus</strong> du fluxcourant.Aucun, reçoivent la poudrette pourtransformation secondaireAucun, reçoivent la poudrette pourtransformation secondaireSeraient éventuel<strong>le</strong>ment intéressés às’équiper pour traiter <strong>le</strong>s <strong>pneus</strong>surdimensionnés et à produire duCDP pour valorisation énergétiqueEquipement adéquat pour traiter <strong><strong>de</strong>s</strong><strong>pneus</strong> d’automobi<strong>le</strong> entiers.Seraient intéressés à fournir du CDPà partir <strong>de</strong> <strong>pneus</strong> surdimensionnésPage 17 / 87
De nos communications avec tous <strong>le</strong>s recyc<strong>le</strong>urs accrédités par Recyc-Québec il est ressortique trois (3) <strong><strong>de</strong>s</strong> treize (13) recyc<strong>le</strong>urs accrédités possè<strong>de</strong>nt une partie <strong><strong>de</strong>s</strong> installationsadéquates et/ou ont démontré un intérêt à modifier <strong>le</strong>urs installations afin d’être en mesure <strong>de</strong>déchiqueter <strong>le</strong>s <strong>pneus</strong> surdimensionnés <strong><strong>de</strong>s</strong> sites d’entreposage.Il est important <strong>de</strong> spécifier qu’en général, lorsqu’ils fabriquent <strong>de</strong> la poudrette en vue <strong>de</strong> lavalorisation <strong>de</strong> la matière, <strong>le</strong>s recyc<strong>le</strong>urs préfèrent ne pas utiliser <strong><strong>de</strong>s</strong> <strong>pneus</strong> en provenance<strong><strong>de</strong>s</strong> sites d’entreposage. Les <strong>pneus</strong> en provenance du flux courant sont « propres », sanscontaminants et ont conservé <strong>le</strong>urs hui<strong>le</strong>s naturel<strong>le</strong>s. L’utilisation <strong>de</strong> <strong>pneus</strong> en provenance <strong><strong>de</strong>s</strong>ites pourrait contaminer <strong>le</strong>s équipements et affecter la qualité <strong>de</strong> la poudrette.Lorsqu’ils possè<strong>de</strong>nt <strong>le</strong>s équipements pour fabriquer <strong>de</strong> la poudrette, <strong>le</strong>s recyc<strong>le</strong>urs sont aussigénéra<strong>le</strong>ment moins intéressés à vendre <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> <strong>pneus</strong>. La raison principa<strong>le</strong> est quela poudrette est considérée comme un produit à va<strong>le</strong>ur ajoutée. La différence entre son prix<strong>de</strong> vente et <strong>le</strong> prix <strong>de</strong> vente <strong><strong>de</strong>s</strong> copeaux est supérieure à la différence entre <strong>le</strong> coût <strong>de</strong>production <strong>de</strong> la poudrette et <strong>le</strong> coût <strong>de</strong> production <strong><strong>de</strong>s</strong> copeaux.D’autre part, au cours <strong>de</strong> l’étu<strong>de</strong>, <strong><strong>de</strong>s</strong> contacts auprès <strong>de</strong> quelques recyc<strong>le</strong>urs non encoreaccrédités démontrent un intérêt <strong>de</strong> ceux-ci à participer au programme <strong>de</strong> vidage <strong><strong>de</strong>s</strong> sitesd’entreposage et à s’équiper pour traiter <strong>le</strong>s <strong>pneus</strong> surdimensionnés, si ce n’est pas déjà encours.3.3 SPÉCIFICATIONS TECHNIQUES D’UNE USINE DE PRODUCTION DE CDP SOLIDE3.3.1 Critères <strong>de</strong> conceptionAu cours <strong>de</strong> l’étu<strong>de</strong>, <strong><strong>de</strong>s</strong> fournisseurs et <strong><strong>de</strong>s</strong> opérateurs contactés ont souligné qu’une usine<strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong> ayant une capacité <strong>de</strong> production <strong>de</strong> 6 à 7 t/h (soit 2,200,000épa/an pour une opération <strong>de</strong> 3000 h/an) serait bien adaptée à l’équipement <strong>de</strong> procédédisponib<strong>le</strong> sur <strong>le</strong> marché et fonctionnerait sous <strong><strong>de</strong>s</strong> conditions d’opération raisonnab<strong>le</strong>s avecune seu<strong>le</strong> ligne <strong>de</strong> procédé. Cette capacité correspond aux besoins éventuels <strong>de</strong> l’usine quia <strong>le</strong> plus gros potentiel <strong>de</strong> valorisation (Usine J, Tab<strong>le</strong>au 25a).Si la capacité <strong>de</strong> l’usine <strong>de</strong>vait être plus gran<strong>de</strong>, il faudrait tout d’abord doub<strong>le</strong>r l’équipement<strong>de</strong> broyage secondaire et <strong>de</strong> recirculation. Ce seuil porterait la capacité d’une tel<strong>le</strong> usine à10-11 t/h (soit 3,450,000 épa/an pour une opération <strong>de</strong> 3000 h/an). Le prochain seuil serait<strong>de</strong> doub<strong>le</strong>r <strong>le</strong>s lignes <strong>de</strong> procédé complètes pour porter la capacité <strong>de</strong> l’usine à 13-14 t/h(4,400,000 épa/an).Pour <strong>le</strong>s fins <strong>de</strong> l’étu<strong>de</strong>, c’est la capacité <strong>de</strong> 6.7 t/h nomina<strong>le</strong> qui a été retenue. Cel<strong>le</strong>-cipermet <strong>de</strong> produire <strong>le</strong> CDP avec une ligne <strong>de</strong> production tout en opérant sur un quart <strong>de</strong>travail <strong>de</strong> 12 h/j, 5 j/semaine et 50 semaines/an avec un effectif total <strong>de</strong> 9 personnes.Les critères <strong>de</strong> dimensionnement <strong>de</strong> l’usine sont donnés au Tab<strong>le</strong>au 7.Page 18 / 87
Tab<strong>le</strong>au 7Critères <strong>de</strong> conception d’une usine typique <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>.Description Unités QuantitésGénéralités- Capacité annuel<strong>le</strong> Épa / a 2,200,000t / a 20,100- Opération annuel<strong>le</strong> h / j 12j / semaine 5semaine / a 50h / a 3000Matière première -Pneus <strong>hors</strong> d’usagesurdimensionnés- Poids moyen kg / pneu 240Épa / pneu 30Prédécoupage au site d’entreposage kg / pièce 90- Opération annuel<strong>le</strong> h / a 2,000- Ca<strong>de</strong>nce <strong>de</strong> découpe Pièce / h 110- Cyc<strong>le</strong>s <strong>de</strong> découpe s / cyc<strong>le</strong> 33Moyen <strong>de</strong> transport site-usine <strong>de</strong> CDP - Semi-remorques 50’- Chargement moyen t / remorque 20- Nombre <strong>de</strong> voyages requis par an Voyage / a 1,005Voyage / j 4Stockage <strong>pneus</strong> prédécoupés à l’usine- Tonnage t 400- Volume M³ 400- Équiva<strong>le</strong>nce en heures <strong>de</strong> production h 60Capacité <strong>de</strong> broyage (conception) <strong>de</strong> CDP- Broyage primaire t / h 14.4- Broyage secondaire t / h 12- Acceptés <strong>de</strong> tamisage mm x mm < 50 x 50- Recirculation vers broyage secondaire % 15t / h 1- Rejet <strong><strong>de</strong>s</strong> copeaux à haute teneur en acier % 8t / h 0.5t / a 1,600- Production nette <strong>de</strong> CDP 50 mm t / h 6.2t / a 18,500Moyen <strong>de</strong> transport usine <strong>de</strong> CDP – usine <strong>de</strong>Semi-remorques à-pâtes et papierfond mobi<strong>le</strong>- Chargement moyen t / remorque 25- Nombre <strong>de</strong> voyages requis par an Voyage / a 740Voyage / j 3.2Page 19 / 87
3.3.2 Diagramme <strong>de</strong> procédéLe diagramme <strong>de</strong> procédé no A1-262-0001 illustrant une usine typique <strong>de</strong> production <strong>de</strong> CDPsoli<strong>de</strong>, d’une capacité <strong>de</strong> 2,200,000 épa/an est inclus en Annexe 2.3.3.3 Diagramme d’arrangement mécaniqueLe diagramme d’arrangement mécanique no A1-262-0051 illustrant une usine typique <strong>de</strong>production <strong>de</strong> CDP soli<strong>de</strong>, d’une capacité <strong>de</strong> 2,200,000 épa/an est inclus Annexe 3.3.3.4 Description du procédéLes <strong>pneus</strong> <strong>hors</strong>-route surdimensionnés ont une gran<strong>de</strong> diversité <strong>de</strong> tail<strong>le</strong> et <strong>de</strong> poids. Ilspeuvent atteindre 4.3 m <strong>de</strong> diamètre et peser jusqu’à 4,500 kg. Le broyage <strong>de</strong> tels <strong>pneus</strong>requiert un prédécoupage en amont du broyage primaire. D’autre part, <strong>le</strong> transport <strong>de</strong> ce type<strong>de</strong> <strong>pneus</strong> entiers serait très inefficace en terme <strong>de</strong> tonnage, donc en terme <strong>de</strong> coûts. Il estdonc logique <strong>de</strong> prédécouper <strong>le</strong>s <strong>pneus</strong> au site d’entreposage et <strong>de</strong> transporter <strong>le</strong>s pièces àl’usine <strong>de</strong> production <strong>de</strong> CDP. Il existe sur <strong>le</strong> marché <strong><strong>de</strong>s</strong> découpeuses à poste fixe avecalimentation é<strong>le</strong>ctrique et <strong><strong>de</strong>s</strong> unités mobi<strong>le</strong>s, autonomes, montées sur remorques etentraînées par moteur diesel. C’est ce type <strong>de</strong> découpeuse qui est préconisé ici à cause <strong><strong>de</strong>s</strong>a mobilité <strong>dans</strong> <strong>le</strong> site et sa facilité à se déplacer <strong>de</strong> site en site au fur et à mesure <strong>de</strong> <strong>le</strong>urvidage. El<strong>le</strong> est laissée à <strong>de</strong>meure et est opérée par <strong>le</strong> personnel <strong>de</strong> l’usine <strong>de</strong> production <strong>de</strong>CDP. Les <strong>pneus</strong> prédécoupés sur site sont chargés <strong>dans</strong> <strong><strong>de</strong>s</strong> semi-remorques à fond mobi<strong>le</strong>par la grue à pince du site qui est éga<strong>le</strong>ment chargée d’alimenter la prédécoupeuse.À l’arrivée et à la sortie <strong>de</strong> l’usine <strong>de</strong> CDP, <strong>le</strong>s semi-remorques sont pesées sur une plateforme<strong>de</strong> pesage pour inventaire et facturation.Les <strong>pneus</strong> prédécoupés sont déchargés au stockage extérieur à proximité <strong>de</strong> la ported’entrée donnant accès à l’équipement <strong>de</strong> procédé. Du stockage, <strong>le</strong>s <strong>pneus</strong> sont repris parun chargeur à pince qui <strong>le</strong>s dépose sur <strong>le</strong> convoyeur d’alimentation du broyeur primaire. Là,<strong>le</strong>s <strong>pneus</strong> sont arrosés d’eau pour être lubrifiés et ainsi réduire l’effort <strong>de</strong> coupe <strong><strong>de</strong>s</strong> broyeurs.La quantité d’eau nécessaire est minime et est absorbée entièrement par <strong>le</strong> caoutchouc; neprovoquant pas d’écou<strong>le</strong>ment résiduel nécessitant un traitement ultérieur.Le broyeur primaire, alimenté sur <strong>le</strong> côté, réduit <strong>le</strong>s pièces prédécoupées en gros copeaux <strong>de</strong>6 po. (15 cm) environ. Ceux-ci sont déversés sur un convoyeur à courroie équipé d’undétecteur <strong>de</strong> métal. Celui-ci est chargé <strong>de</strong> détecter <strong>le</strong>s grosses pièces métalliques pouvantendommager <strong>le</strong> broyeur secondaire. En cas <strong>de</strong> détection, une alarme est déc<strong>le</strong>nchée et laligne <strong>de</strong> production arrêtée pour enlèvement <strong>de</strong> la pièce contaminée.Le broyeur secondaire, alimenté par-<strong><strong>de</strong>s</strong>sus, réduit <strong>le</strong>s gros copeaux en copeaux <strong>de</strong> 2 po (5cm) <strong>de</strong> grosseur nomina<strong>le</strong>. Ces copeaux sont ensuite déversés <strong>dans</strong> une série <strong>de</strong>convoyeurs à courroie qui <strong>le</strong>s transfèrent à un tamis vibrant.Page 20 / 87
Les copeaux retenus sur <strong>le</strong> plateau du tamis vibrant pourvu d’ouvertures calibrées sontcol<strong>le</strong>ctés en bout <strong>de</strong> plateau et renvoyés en amont du broyeur secondaire pour retraitementtandis que <strong>le</strong>s copeaux acceptés sont col<strong>le</strong>ctés sous <strong>le</strong> tamis et envoyés sur un convoyeurvibrant. La fonction <strong>de</strong> ce convoyeur est d’éta<strong>le</strong>r <strong>le</strong>s copeaux pour que l’é<strong>le</strong>ctro-aimant autonettoyantsitué en <strong><strong>de</strong>s</strong>sus puisse en<strong>le</strong>ver plus faci<strong>le</strong>ment <strong>le</strong>s copeaux qui ont une forte teneuren acier.Les copeaux à forte teneur en acier sont évacués par convoyeur à courroie <strong>dans</strong> unconteneur. Ils sont <strong><strong>de</strong>s</strong>tinés à l’enfouissement ou peuvent servir <strong>de</strong> recouvrement <strong>dans</strong> <strong>le</strong>ssites d’enfouissement <strong><strong>de</strong>s</strong> déchets ménagers. Les bons copeaux <strong>de</strong> CDP <strong>de</strong> 2 po. nominalsont transférés par convoyeurs à courroie vers l’aire <strong>de</strong> chargement du CDP.Un convoyeur distributeur à courroie transfère <strong>le</strong> CDP <strong>dans</strong> la ou <strong>le</strong>s <strong>de</strong>ux remorques à fondmobi<strong>le</strong> qui sont laissées à <strong>de</strong>meure en attente <strong>de</strong> chargement. Le CDP est déversé à l’avant<strong>de</strong> la remorque à charger. Le fond mobi<strong>le</strong>, commandé par un groupe hydraulique installé àposte fixe <strong>dans</strong> l’îlot central, transfère <strong>le</strong> matériau vers l’arrière <strong>de</strong> la remorque pour compléter<strong>le</strong> chargement. Celui-ci est complété lorsque <strong>le</strong> détecteur <strong>de</strong> niveau localisé à l’arrière <strong>de</strong> laremorque est actionné.Les camions <strong>de</strong> CDP sont pesés à l’entrée et à la sortie <strong>de</strong> l’usine sur la plate-forme <strong>de</strong>pesage. La disposition <strong>de</strong> la plate-forme <strong>de</strong> pesage et la localisation <strong><strong>de</strong>s</strong> aires <strong>de</strong>déchargement et <strong>de</strong> chargement minimise <strong>le</strong>s interférences avec la circulation interne <strong>de</strong>l’usine et avec l’opération du chargeur à pince.L’usine est équipée d’un petit atelier pour <strong>le</strong>s réparations d’urgence et l’entretien ordinaire <strong>de</strong>l’équipement.3.3.5 Localisation et gran<strong>de</strong>ur du site <strong>de</strong> l’usineL’étu<strong>de</strong> montre que <strong>le</strong>s coûts <strong>de</strong> transport <strong><strong>de</strong>s</strong> <strong>pneus</strong> prédécoupés entre <strong>le</strong>s sitesd’entreposage et l’usine <strong>de</strong> production <strong>de</strong> CDP interviennent <strong>de</strong> façon majeure <strong>dans</strong> <strong>le</strong>s coûtsd’opération <strong>de</strong> l’usine. Ils sont plus <strong>de</strong> trois fois supérieurs aux coûts <strong>de</strong> transport du CDPentre l’usine et <strong>le</strong>s papetières. Il faut donc chercher à minimiser <strong>le</strong>s coûts <strong>de</strong> transport <strong><strong>de</strong>s</strong><strong>pneus</strong> prédécoupés en rapprochant l’usine <strong>de</strong> CDP du centre <strong>de</strong> gravité <strong><strong>de</strong>s</strong> sitesd’entreposage principaux.Une carte indiquant l’emplacement <strong><strong>de</strong>s</strong> douze sites d’entreposage principaux du Québec estincluse <strong>dans</strong> l’Annexe 4. Le centre <strong>de</strong> gravité « G » <strong><strong>de</strong>s</strong> sites d’entreposage principaux,indiqué sur la carte, se trouve <strong>dans</strong> <strong>le</strong>s environs immédiats <strong>de</strong> St-Rémi-<strong>de</strong>-Napiervil<strong>le</strong> enMontérégie. Il se situe à une trentaine <strong>de</strong> kilomètres <strong><strong>de</strong>s</strong> <strong>de</strong>ux sites principaux (70% <strong>de</strong>l’inventaire total du Québec) et à 7 ou 8 km du troisième site (12% <strong>de</strong> l’inventaire total duQuébec).Une soumission reçue d’une entreprise <strong>de</strong> transport accréditée indique que <strong>le</strong>s coûts <strong>de</strong>transport <strong>de</strong> <strong>pneus</strong> entiers ou quasi-entiers sont constants jusqu’à un rayon <strong>de</strong> 200 km. Celalaisse une certaine latitu<strong>de</strong> pour la localisation <strong>de</strong> l’usine. Un arc <strong>de</strong> cerc<strong>le</strong>, centré sur <strong>le</strong>s<strong>de</strong>ux sites principaux, et tracé sur la carte <strong><strong>de</strong>s</strong> sites <strong>dans</strong> l’Annexe 4 illustre une distance à volPage 21 / 87
d’oiseau <strong>de</strong> 140 km. Cela représente approximativement une distance sur route <strong>de</strong> 200 km etdélimite <strong>le</strong> <strong>secteur</strong> d’emplacement <strong>de</strong> l’usine <strong>de</strong> CDP.L’usine occupe un terrain d’environ 150 m <strong>de</strong> long et <strong>de</strong> 90 m <strong>de</strong> large. De forme irrégulière,sa surface clôturée est <strong>de</strong> 6,420 m². L’unique entrée est gardée par une barrière.Page 22 / 87
4 Combustion du CDP soli<strong>de</strong>4.1 RÉGLEMENTATION ENVIRONNEMENTALEAu Québec, <strong>le</strong>s fabriques <strong>de</strong> pâtes et papiers sont soumises à différents règ<strong>le</strong>ments pour lacombustion <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s fossi<strong>le</strong>s, <strong><strong>de</strong>s</strong> résidus <strong>de</strong> bois et <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédé ainsi quepour <strong>le</strong>s rejets <strong>de</strong> combustion.Émissions atmosphériques [10]Les émissions atmosphériques sont régies par <strong>le</strong> Règ<strong>le</strong>ment sur <strong>le</strong>s fabriques <strong>de</strong> pâtes etpapiers (c. Q-2,r. 12.1) et par <strong>le</strong> Règ<strong>le</strong>ment sur la qualité <strong>de</strong> l’atmosphère (c. Q-2, r. 20).Le Règ<strong>le</strong>ment sur <strong>le</strong>s fabriques <strong>de</strong> pâtes et papiers touche uniquement <strong>le</strong>s émissionsatmosphériques qui proviennent <strong><strong>de</strong>s</strong> équipements <strong>de</strong> procédé <strong><strong>de</strong>s</strong> fabriques <strong>de</strong> pâte ausulfate, <strong><strong>de</strong>s</strong> fabriques <strong>de</strong> pâte au sulfite, au bisulfite ou au bisulfite à dissoudre, <strong><strong>de</strong>s</strong> foursd’incinération <strong>de</strong> liqueur usée <strong>de</strong> cuisson et <strong><strong>de</strong>s</strong> systèmes <strong>de</strong> gestion <strong>de</strong> déchets <strong>de</strong> fabriquequi comportent <strong>le</strong> traitement par combustion.Le Règ<strong>le</strong>ment sur la qualité <strong>de</strong> l’atmosphère fixe <strong><strong>de</strong>s</strong> normes d’émission pour <strong>le</strong>s appareils <strong>de</strong>combustion qui utilisent <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s fossi<strong>le</strong>s ou un résidu <strong>de</strong> bois, ou une combinaison<strong><strong>de</strong>s</strong> <strong>de</strong>ux. Lorsqu’un appareil brû<strong>le</strong> d’autres matières, on applique certaines normes <strong><strong>de</strong>s</strong>incinérateurs.Le Règ<strong>le</strong>ment sur la qualité <strong>de</strong> l’atmosphère inclut aussi <strong><strong>de</strong>s</strong> obligations à l’égard <strong><strong>de</strong>s</strong>émissions diffuses et <strong>de</strong> l’opacité.Le Tab<strong>le</strong>au 8 présente <strong>le</strong>s normes d'émission applicab<strong>le</strong>s pour <strong>le</strong>s appareils <strong>de</strong> combustion.De plus, <strong>le</strong>s appareils <strong>de</strong> combustion ne peuvent pas émettre <strong>dans</strong> l’atmosphère une quantitéd’anhydri<strong>de</strong> sulfureux équiva<strong>le</strong>nte en va<strong>le</strong>ur calorifique <strong>de</strong> l’hui<strong>le</strong> lour<strong>de</strong> ou du charbon dont lateneur en soufre excè<strong>de</strong> 2.0% en poids (artic<strong>le</strong> 31, section X <strong>dans</strong> <strong>le</strong> règ<strong>le</strong>ment sur la qualité<strong>de</strong> l’atmosphère).Page 23 / 87
Tab<strong>le</strong>au 8Normes d’émission pour <strong>le</strong>s appareils <strong>de</strong> combustion [10]Combustib<strong>le</strong> Puissance Appareil nouveau (1) Appareil existant (2)(MW) Particu<strong>le</strong>s NO X (3) Particu<strong>le</strong>sBiomasse (bois ou < 3 600 mg/m 3 R (4) s.o. 600 mg/m 3 R (4)résidus <strong>de</strong> bois) ≥ 3 340 mg/m 3 R (4) s.o. 450 mg/m 3 R (4)≤ 1 t/h (5)100 g/100 kg <strong>de</strong>150 g/100 kg <strong>de</strong> déchetss.o.déchets chargéschargésDéchets <strong>de</strong>fabrique(autres que boisourésidus <strong>de</strong> bois)> 1 t/h (5)800 g/t <strong>de</strong> biomasseet 180 mg/m 3 R (6)s.o. 270 mg/m 3 R (6)entre 3 et 15 60 mg/MJ s.o. 85 mg/MJHui<strong>le</strong><strong>de</strong> 15 à 70 45 mg/MJ 325 ppm 60 mg/MJ≥ 70 45 mg/MJ 250 ppm 60 mg/MJentre 3 et 15 60 mg/MJ s.o. 85 mg/MJGaz<strong>de</strong> 15 à 70 45 mg/MJ 150 ppm 60 mg/MJ≥ 70 45 mg/MJ 200 ppm 60 mg/MJ(1) En exploitation après <strong>le</strong> 14 novembre 1979.(2) En exploitation avant <strong>le</strong> 14 novembre 1979.(3) Va<strong>le</strong>ur exprimée sur une base sèche, corrigée à 3 % d’oxygène en volume.(4) Va<strong>le</strong>ur exprimée sur une base sèche, corrigée à 12 % <strong>de</strong> CO 2 en volume.(5) Capacité d’incinération.(6) Va<strong>le</strong>ur exprimée sur une base sèche, corrigée à 50 % d’excès d’air.Normes <strong>de</strong> gestion <strong><strong>de</strong>s</strong> déchets [10]La gestion <strong><strong>de</strong>s</strong> déchets <strong>de</strong> fabrique est régie seu<strong>le</strong>ment par <strong>le</strong> Règ<strong>le</strong>ment sur <strong>le</strong>s fabriques <strong>de</strong>pâtes et papiers (c. Q-2, r. 12.1). Celui-ci précise <strong>le</strong>s modalités d’entreposage, <strong>de</strong> dépôtdéfinitif par enfouissement ou <strong>de</strong> traitement par combustion ou par compostage.Tous <strong>le</strong>s systèmes <strong>de</strong> gestion doivent faire l’objet d’un certificat <strong>de</strong> conformité. De plus, <strong>le</strong>dépôt définitif par enfouissement et <strong>le</strong> traitement par compostage requièrent un permisd’exploitation.Les aires d’entreposage et <strong>de</strong> compostage doivent être étanches et <strong>le</strong>s eaux qui enproviennent doivent être captées. Ces aires sont soumises à <strong><strong>de</strong>s</strong> normes <strong>de</strong> localisation etdoivent être pourvues d’un système <strong>de</strong> drainage <strong><strong>de</strong>s</strong> eaux <strong>de</strong> ruissel<strong>le</strong>ment.En ce qui a trait au traitement par combustion, <strong>le</strong> Règ<strong>le</strong>ment sur <strong>le</strong>s fabriques <strong>de</strong> pâtes etpapiers réfère au Règ<strong>le</strong>ment sur la qualité <strong>de</strong> l’atmosphère pour <strong>le</strong>s normes d’émissionatmosphérique. Les normes sont différentes selon que l’exploitant y brû<strong>le</strong> seu<strong>le</strong>ment <strong><strong>de</strong>s</strong>Page 24 / 87
écorces et <strong><strong>de</strong>s</strong> résidus <strong>de</strong> bois ou qu’il y brû<strong>le</strong> d’autres types <strong>de</strong> déchets <strong>de</strong> fabrique (voir <strong>le</strong>snormes d’émission pour <strong>le</strong>s appareils <strong>de</strong> combustion au Tab<strong>le</strong>au 8).L’enfouissement <strong><strong>de</strong>s</strong> déchets <strong>de</strong> fabrique est permis sur un lieu d’enfouissement <strong>de</strong> déchets<strong>de</strong> fabrique ou sur un lieu d’enfouissement <strong>de</strong> déchets soli<strong><strong>de</strong>s</strong> établi et exploité conformémentau Règ<strong>le</strong>ment sur <strong>le</strong>s déchets soli<strong><strong>de</strong>s</strong>.Les lieux d’enfouissement <strong>de</strong> déchets <strong>de</strong> fabrique sont soumis à <strong><strong>de</strong>s</strong> obligationsd’aménagement (conditions hydrogéologiques, localisation et puits <strong>de</strong> surveillance <strong>de</strong> lanappe phréatique) et d’exploitation (gestion <strong><strong>de</strong>s</strong> eaux <strong>de</strong> lixiviation, siccité <strong><strong>de</strong>s</strong> déchets,surélévation, pente <strong><strong>de</strong>s</strong> talus, régalage hebdomadaire, réaménagement progressif etrecouvrement final).Les eaux <strong>de</strong> lixiviation générées par <strong>le</strong>s lieux d’enfouissement <strong>de</strong> déchets <strong>de</strong> fabrique, <strong>le</strong>seaux <strong>de</strong> lavage <strong><strong>de</strong>s</strong> gaz et <strong>le</strong>s eaux <strong>de</strong> refroidissement <strong><strong>de</strong>s</strong> cendres <strong><strong>de</strong>s</strong> systèmes <strong>de</strong>traitement par combustion ainsi que <strong>le</strong>s eaux provenant <strong><strong>de</strong>s</strong> aires <strong>de</strong> compostage etd’entreposage sont soumises à <strong><strong>de</strong>s</strong> normes si el<strong>le</strong>s sont rejetées <strong>dans</strong> l’environnement. Cesnormes sont présentées au Tab<strong>le</strong>au 9.Tab<strong>le</strong>au 9Normes <strong>de</strong> rejet pour <strong>le</strong>s eaux <strong>de</strong> lixiviation et <strong>le</strong>s autres eaux [10]Paramètres Eaux <strong>de</strong> lixiviation Autres eauxMES Mg/l 50 30DBO 5 Mg/l 50 (1) 30Aluminium Mg/l 10 10Chrome Mg/l 1 1Fer Mg/l 10 10Mercure Mg/l 0.05 0.05Plomb Mg/l 0.3 0.3Zinc Mg/l 1 1Composés phénoliques µg/l 50 10Sulfures totaux(exprimé en HS)Mg/l 1 1Aci<strong><strong>de</strong>s</strong> gras et résiniques µg/l 300 300(1) La norme peut dépasser 50 mg/l lorsque l’enlèvement <strong>de</strong> la DBO 5 est plus grand ou égal à 90 %.Points à considérer pour la combustion du CDP soli<strong>de</strong>Ces règ<strong>le</strong>ments auront une inci<strong>de</strong>nce sur l’ajout <strong>de</strong> CDP soli<strong>de</strong> <strong>dans</strong> <strong>le</strong>s chaudières àbiomasse :1) La loi sur la qualité <strong>de</strong> l’environnement, L.R.Q, Chapitre Q-2Page 25 / 87
Suivant l’artic<strong>le</strong> 22 <strong>de</strong> la Loi sur la Qualité <strong>de</strong> l’Environnement, un projet <strong>de</strong> combustion <strong>de</strong>CDP soli<strong>de</strong> doit faire l’objet d’une <strong>de</strong>man<strong>de</strong> <strong>de</strong> certificat d’autorisation du Ministère <strong>de</strong>l’environnement du Québec (section 4.2.8).2) Règ<strong>le</strong>ment sur la qualité <strong>de</strong> l’atmosphère, Q-2,r.20Si une chaudière à écorces ne brû<strong>le</strong> pas <strong>de</strong> boues, la section XIV (combustion du bois)s’applique (limite <strong>de</strong> matières particulaires est 450 mg/m 3 R <strong>de</strong> gaz sec aux conditionsnormalisées, corrigées à 12% CO 2 ).Les sections XIV, et XIX (incinérateur) du Règ<strong>le</strong>ment sur la Qualité <strong>de</strong> l’Atmosphères’appliquent aussitôt qu’une usine brû<strong>le</strong> du CDP soli<strong>de</strong> (la limite <strong>de</strong> matières particulaires<strong>de</strong>vient alors 270 mg/m 3 R <strong>de</strong> gaz sec aux conditions normalisées, corrigées à 50% d’excèsd’air).Le CDP soli<strong>de</strong> est utilisé pour remplacer <strong>le</strong>s combustib<strong>le</strong>s fossi<strong>le</strong>s, donc la limite d’émissiond’anhydri<strong>de</strong> sulfureux <strong>dans</strong> la section X du règ<strong>le</strong>ment dur la qualité <strong>de</strong> l’atmosphère estapplicab<strong>le</strong>.3) Règ<strong>le</strong>ment sur l’entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage, Q-2, r.6.1;Ce règ<strong>le</strong>ment ne s’applique que pour l’entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage, et pas pourl’utilisation du CDP soli<strong>de</strong>.4) Règ<strong>le</strong>ment sur <strong>le</strong>s déchets soli<strong><strong>de</strong>s</strong>, Q-2, r.3.2Avec l’utilisation <strong>de</strong> CDP, il faudra observer <strong>le</strong>s concentrations <strong>de</strong> métaux lourds,particulièrement <strong>le</strong> Zinc (Zn) <strong>dans</strong> <strong>le</strong>s cendres et en conséquence, <strong>dans</strong> <strong>le</strong>s eaux <strong>de</strong> lixiviationdu lieu d’enfouissement (Zn <strong>de</strong>vra être moins <strong>de</strong> 1 mg/l).4.2 UTILISATION DU CDP SOLIDE4.2.1 Considérations environnementa<strong>le</strong>sLa combustion non contrôlée, à ciel ouvert, <strong><strong>de</strong>s</strong> <strong>pneus</strong> entreposés en pi<strong>le</strong>s représente uneproblématique différente <strong>de</strong> la combustion contrôlée <strong>dans</strong> une chaudière <strong>de</strong> puissance. Les<strong>pneus</strong> sont fabriqués à partir <strong>de</strong> composés très inflammab<strong>le</strong>s tels que <strong>le</strong> carbone, l’hui<strong>le</strong>, <strong>le</strong>benzène, <strong>le</strong> toluène, <strong>le</strong> caoutchouc et <strong>le</strong> soufre. Les <strong>pneus</strong> sont généra<strong>le</strong>ment diffici<strong>le</strong>s àenflammer puisqu’ils sont conçus pour absorber la cha<strong>le</strong>ur générée par la friction résultant ducontact avec la route. Toutefois, lorsque <strong>le</strong>s <strong>pneus</strong> s’enflamment, cette même capacité <strong><strong>de</strong>s</strong><strong>pneus</strong> à absorber la cha<strong>le</strong>ur rend l’extinction diffici<strong>le</strong>. Le haut pourcentage <strong>de</strong> carbone etl’acier du talon absorbent et emmagasinent la cha<strong>le</strong>ur à l’intérieur du pneu. Bien quel’extinction refroidisse <strong>le</strong> pneu jusqu’à un sta<strong>de</strong> <strong>de</strong> feu qui couve, la cha<strong>le</strong>ur emmagasinéecontribue à ré-enflammer <strong>le</strong>s <strong>pneus</strong> [11].Les émissions atmosphériques <strong><strong>de</strong>s</strong> incendies <strong>de</strong> <strong>pneus</strong> à ciel ouvert sont estimées être 16fois plus mutagènes que cel<strong>le</strong>s <strong>de</strong> la combustion rési<strong>de</strong>ntiel<strong>le</strong> <strong>dans</strong> un poê<strong>le</strong> à bois et 13,000Page 26 / 87
fois plus mutagènes que <strong>le</strong>s émissions d’une chaudière à charbon avec une bonne efficacité<strong>de</strong> combustion et un système <strong>de</strong> contrô<strong>le</strong> adéquat [12].C’est pendant <strong>le</strong> sta<strong>de</strong> <strong>de</strong> feu qui couve qu’une gran<strong>de</strong> quantité <strong>de</strong> fumée, <strong>de</strong> produits <strong>de</strong>combustion et <strong>de</strong> produits chimiques toxiques sont générés. Les émissions atmosphériquesrésultant <strong>de</strong> la combustion <strong><strong>de</strong>s</strong> <strong>pneus</strong> à basse température contiennent <strong><strong>de</strong>s</strong> concentrationsé<strong>le</strong>vées <strong>de</strong> NO x , SO x , CO et COV ainsi que <strong>de</strong> polluants atmosphériques dangereux incluant<strong>le</strong>s HAP, dioxines, furannes, chlorure d’hydrogène, benzène, BPC et métaux [12-13].Les dioxines et <strong>le</strong>s furannes sont <strong><strong>de</strong>s</strong> sous-produits <strong>de</strong> la combustion <strong>de</strong> composésorganiques. La plage <strong>de</strong> température optima<strong>le</strong> pour la production <strong><strong>de</strong>s</strong> dioxines et furannes sesitue entre 200 et 450 o C (392 et 842 o F) [13]. Ces températures <strong>de</strong> combustion sont entreautres atteintes lors <strong>de</strong> la combustion non contrôlée <strong><strong>de</strong>s</strong> <strong>pneus</strong> à ciel ouvert, <strong>dans</strong> <strong>le</strong>s poê<strong>le</strong>sà bois domestiques ou durant <strong>le</strong> refroidissement <strong><strong>de</strong>s</strong> sous-produits <strong>de</strong> combustion à hautetempérature (tel que pour <strong>le</strong>s poussières <strong><strong>de</strong>s</strong> fours à ciment). Quoi que la concentration <strong>de</strong>chlore soit relativement basse <strong>dans</strong> <strong>le</strong> CDP (autour <strong>de</strong> 0.149% [4, 13]), sa seu<strong>le</strong> présencesoulève <strong><strong>de</strong>s</strong> inquiétu<strong><strong>de</strong>s</strong> quant à la formation et à l’émission <strong>de</strong> dioxines <strong>dans</strong> l’atmosphèrelors <strong>de</strong> la combustion du CDP.La combustion contrôlée implique que <strong>le</strong> CDP ou d’autres résidus soli<strong><strong>de</strong>s</strong> sont utilisés commecombustib<strong>le</strong> d’appoint <strong>dans</strong> un équipement <strong>de</strong> combustion adéquat tel qu’une chaudière <strong>de</strong>puissance ou un four à ciment. L’équipement <strong>de</strong> combustion doit avoir un système appropriépour <strong>le</strong> contrô<strong>le</strong> <strong>de</strong> la pollution <strong>de</strong> l’air, particulièrement pour <strong>le</strong> contrô<strong>le</strong> <strong><strong>de</strong>s</strong> émissionsparticulaires. Les é<strong>le</strong>ctrofiltres (précipitateurs é<strong>le</strong>ctrostatiques) ou <strong>le</strong>s filtres à manches sont<strong><strong>de</strong>s</strong> exemp<strong>le</strong>s <strong>de</strong> systèmes appropriés. Les équipements <strong>de</strong> combustion doivent aussi êtreéquipés <strong>de</strong> systèmes <strong>de</strong> contrô<strong>le</strong> <strong><strong>de</strong>s</strong> conditions <strong>de</strong> la combustion appropriés concernantl’alimentation en air et la température <strong>de</strong> combustion. La littérature démontre que, sous <strong><strong>de</strong>s</strong>conditions <strong>de</strong> combustion contrôlée, <strong>le</strong>s caractéristiques <strong><strong>de</strong>s</strong> émissions atmosphériquesreliées à la combustion du CDP sont typiques <strong>de</strong> la majorité <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s soli<strong><strong>de</strong>s</strong> tels que<strong>le</strong> charbon et <strong>le</strong> bois. Il est aussi démontré que <strong>le</strong>s émissions résultantes satisfont <strong>le</strong>s normesenvironnementa<strong>le</strong>s avec <strong><strong>de</strong>s</strong> pourcentages <strong>de</strong> CDP allant jusqu’à 10 à 20% par rapport àl’ajout total <strong>de</strong> combustib<strong>le</strong>s <strong>dans</strong> une chaudière [12].4.2.2 Usines <strong>de</strong> pâtes et papiers utilisant du CDP soli<strong>de</strong>Aux États-Unis en 1997, au moins 20 usines <strong>de</strong> pâtes et papiers utilisaient ou considéraientutiliser du CDP comme combustib<strong>le</strong> d’appoint à <strong>le</strong>ur chaudière <strong>de</strong> biomasse. Les usines <strong>de</strong>pâtes et papiers consommaient approximativement 35 millions <strong>de</strong> <strong>pneus</strong> annuel<strong>le</strong>ment [9].Au Canada, au moins une usine utilise du CDP [14]. Cette <strong>de</strong>rnière utilise environ 250,000<strong>pneus</strong> par année avec un pourcentage d’alimentation <strong>de</strong> la chaudière d’environ 5% CDP(base massique).Le Tab<strong>le</strong>au 10 donne une liste <strong>de</strong> certaines usines au Canada et aux États-Unis qui utilisentou ont déjà utilisé du CDP soli<strong>de</strong> avec <strong>le</strong> type <strong>de</strong> chaudière et <strong>de</strong> combustib<strong>le</strong>. Nous avonscommuniqué avec chacune <strong><strong>de</strong>s</strong> usines afin <strong>de</strong> mettre à jour et compléter <strong>le</strong>s donnéesprésentées <strong>dans</strong> la littérature.Page 27 / 87
Tab<strong>le</strong>au 10Usines <strong>de</strong> pâtes et papiers utilisant ou ayant déjà utilisé du CDP [12, 14, 15, 16]Consommation <strong>de</strong>UsineCombustib<strong>le</strong>s <strong>pneus</strong>Abitibi-Consolidated,Sheldon, TXBowater, Calhoun, TNBowater, Catawba, SCNorske Skog, Port Alberni,CBPort Townsend Paper Corp,Port Townsend, WADaishowa America Co Ltd(DACO), Port Ange<strong>le</strong>s, WASP Newsprint Co,Newburg, ORPackaging Corp ofAmerica, Tomahawk, WIPackaging Corp ofAmerica, Counce, TNInternational Paper Co,Startell, MNSmart Paper LLC,Hamilton, OHType <strong>de</strong>chaudièreLit fluidiséLit fluidiséGril<strong>le</strong> mobi<strong>le</strong>(2 chaudières)Lit fluidiséGril<strong>le</strong> mobi<strong>le</strong>Gril<strong>le</strong> fixeGril<strong>le</strong> fixeGril<strong>le</strong> mobi<strong>le</strong>(3 chaudières)Gril<strong>le</strong> mobi<strong>le</strong>Gril<strong>le</strong> mobi<strong>le</strong>Système <strong>de</strong>traitement<strong><strong>de</strong>s</strong> fuméesÉpurateurventuriPrécipitateuré<strong>le</strong>ctrostatiqueMulticlone +Précipitateuré<strong>le</strong>ctrostatiquePrécipitateuré<strong>le</strong>ctrostatiqueMulticlone +épurateurMulticlone +ÉpurateurventuriMulticlone +Précipitateuré<strong>le</strong>ctrostatiquePrécipitateuré<strong>le</strong>ctrostatiqueMulticlone +Précipitateuré<strong>le</strong>ctrostatiqueMulticlone +épurateurventuriÉcorces,boues, CDPÉcorces,boues, CDPBiomasse,CDPBiomasse,CDPÉcorces, (CDP)Biomasse,hui<strong>le</strong>, CDPBiomasse,CDPÉcorces,charbon, CDPBiomasse,charbon, (CDP)Biomasse,boues,charbon, CDP% épa/an25%cha<strong>le</strong>ur< 1%poids2.0%poids1,900,0001,400,0001,100,0005% poids 265,000(7%cha<strong>le</strong>ur)2%cha<strong>le</strong>ur1-1.5%cha<strong>le</strong>ur1-2%base nonspéc.(18%cha<strong>le</strong>ur)4, 15-30%base nonspéc.cessé<strong>de</strong>puisquelquesannées---cessé<strong>de</strong>puis 6ans- - - - --4.2.3 Types <strong>de</strong> chaudières à biomasseAu début du sièc<strong>le</strong>, jusqu’aux années 1950-1960, <strong>le</strong>s chaudières à biomasse du Québecétaient principa<strong>le</strong>ment <strong>de</strong> type « Dutch Oven » ou à gril<strong>le</strong> fixe. Une chaudière <strong>de</strong> type « DutchOven » a une chambre en réfractaire <strong>dans</strong> laquel<strong>le</strong> est placée la pi<strong>le</strong> <strong>de</strong> combustib<strong>le</strong>s. Ceschaudières ne possè<strong>de</strong>nt pas <strong>de</strong> système d’air <strong>de</strong> combustion primaire pouvant être alimentépar en <strong><strong>de</strong>s</strong>sous du combustib<strong>le</strong> [17]. Ces chaudières ainsi que <strong>le</strong>s anciennes chaudières àgril<strong>le</strong> fixe n’étaient pas conçues pour brû<strong>le</strong>r du combustib<strong>le</strong> à haute teneur en humidité ni àPage 28 / 87
haute va<strong>le</strong>ur calorifique. Leur système d’air <strong>de</strong> combustion était conçu principa<strong>le</strong>ment pour <strong>le</strong>brûlage <strong><strong>de</strong>s</strong> résidus du bois <strong>de</strong> scieries.Dans <strong>le</strong>s années 1970, <strong>le</strong>s chaudières à gril<strong>le</strong> représentaient la principa<strong>le</strong> technique <strong>de</strong>combustion disponib<strong>le</strong> pour <strong>le</strong> brûlage <strong><strong>de</strong>s</strong> écorces et <strong><strong>de</strong>s</strong> résidus du bois (Figure 5). Depuisce temps, la technologie <strong>de</strong> lit fluidisé a remplacé cel<strong>le</strong> <strong><strong>de</strong>s</strong> chaudières à gril<strong>le</strong> (Figure 6). Parrapport aux chaudières à gril<strong>le</strong>, <strong>le</strong>s chaudières à lit fluidisé offrent une meil<strong>le</strong>ure efficacité, uneréduction <strong><strong>de</strong>s</strong> émissions, une réduction <strong>de</strong> l’entretien ainsi que plus <strong>de</strong> f<strong>le</strong>xibilité concernant<strong>le</strong>s combustib<strong>le</strong>s. Le désavantage principal <strong><strong>de</strong>s</strong> chaudières à gril<strong>le</strong> est qu’el<strong>le</strong>s ne peuventpas brû<strong>le</strong>r en gran<strong>de</strong> quantité <strong>le</strong>s boues <strong>de</strong> procédé sans apport additionnel d’énergie fossi<strong>le</strong>.Gril<strong>le</strong> fixeGril<strong>le</strong> mobi<strong>le</strong>Combustib<strong>le</strong>sAir secondaireAir secondaireCombustib<strong>le</strong>sAir primaireGril<strong>le</strong>Air primaireFigure 5. Schéma <strong>de</strong> principe d’une chaudière à gril<strong>le</strong> fixe et à gril<strong>le</strong> mobi<strong>le</strong> [17].Combustib<strong>le</strong>sGaz <strong>de</strong> combustionet cendre volanteAir secondaireAir <strong>de</strong> distributionLit fluidisé bouillonnantAir primaire (fluidisation)Materiel du litFigure 6. Schéma <strong>de</strong> principe d’une chaudière à lit fluidisé bouillonnant.Page 29 / 87
Chaudières à gril<strong>le</strong> [18, 19, 20, 21]Dans <strong>le</strong>s chaudières à gril<strong>le</strong>, une mince couche uniforme <strong>de</strong> combustib<strong>le</strong>s soli<strong><strong>de</strong>s</strong> est placéesur la gril<strong>le</strong>. L’air chaud pénètre la couche <strong>de</strong> combustib<strong>le</strong>s par en <strong><strong>de</strong>s</strong>sous <strong>de</strong> la gril<strong>le</strong>. Laquantité <strong>de</strong> combustib<strong>le</strong> soli<strong>de</strong> que l’on peut ajouter à la chaudière est limitée par <strong>le</strong> montant<strong>de</strong> cha<strong>le</strong>ur dégagé par unité <strong>de</strong> surface <strong>de</strong> la gril<strong>le</strong>. La température <strong>de</strong> combustion <strong>dans</strong> ceschaudières doit être maintenue à un minimum <strong>de</strong> 1400 o C (2552 o F) pour obtenir un contrô<strong>le</strong>adéquat <strong>de</strong> la combustion.La quantité typique <strong>de</strong> boues <strong>de</strong> procédé pouvant être utilisée <strong>dans</strong> une chaudière à gril<strong>le</strong>sans apport additionnel d’énergie se situe entre 10 et 15% avec un maximum autour <strong>de</strong> 30%(pour <strong><strong>de</strong>s</strong> taux <strong>de</strong> cendres modérés <strong>dans</strong> <strong>le</strong>s boues). Le taux d’humidité maximum <strong><strong>de</strong>s</strong>combustib<strong>le</strong>s est autour <strong>de</strong> 55% pour <strong>le</strong>s chaudières à gril<strong>le</strong> mo<strong>de</strong>rnes. La température <strong>de</strong>l’air peut être jusqu’à 340 o C (644 o F).Les chaudières à gril<strong>le</strong> peuvent être classées selon <strong>le</strong>urs différentes métho<strong><strong>de</strong>s</strong> d’opération :!" L’opération <strong>de</strong> la gril<strong>le</strong>; fixe ou mobi<strong>le</strong> (Figure 5)!" Le refroidissement <strong>de</strong> la gril<strong>le</strong>; avec l’air <strong>de</strong> combustion, l’eau d’alimentation ou avec l’air<strong>de</strong> combustion et l’eau d’alimentation combinés!" L’alimentation <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s; par en-<strong><strong>de</strong>s</strong>sous, par en-<strong><strong>de</strong>s</strong>sus ou par distributionChaudières à gril<strong>le</strong> fixeC’est la plus vieil<strong>le</strong> génération <strong>de</strong> chaudières à gril<strong>le</strong>. Les chaudières à gril<strong>le</strong> fixe requièrentl’enlèvement manuel <strong><strong>de</strong>s</strong> cendres (environ toutes <strong>le</strong>s 12 heures) nécessitant l’utilisation d’uncombustib<strong>le</strong> auxiliaire pour maintenir la génération <strong>de</strong> vapeur. La gril<strong>le</strong> est refroidie à l’eau etl’air primaire.Chaudières à gril<strong>le</strong> roulanteDans <strong>le</strong>s chaudières à gril<strong>le</strong> mobi<strong>le</strong>, la gril<strong>le</strong> est refroidie à l’air dont la température n’excè<strong>de</strong>pas 260 o C (500 o F). La vitesse <strong>de</strong> la gril<strong>le</strong> est ajustée <strong>de</strong> façon à ce que la combustion soitterminée lorsque <strong>le</strong>s combustib<strong>le</strong>s atteignent la fin <strong>de</strong> la gril<strong>le</strong> où la cendre se déverse <strong>dans</strong>un puits. Les chaudières à gril<strong>le</strong> mobi<strong>le</strong> peuvent être équipées d’un système d’alimentation<strong>de</strong> combustib<strong>le</strong> par distribution.Chaudières à gril<strong>le</strong> vibranteC’est la plus récente génération <strong>de</strong> chaudières à gril<strong>le</strong>. Dans <strong>le</strong>s chaudières à gril<strong>le</strong> vibrante,la gril<strong>le</strong> peut être refroidie à l’air ou à l’eau. La gril<strong>le</strong> fait un mouvement <strong>de</strong> va-et-vient. Lavitesse <strong>de</strong> déplacement <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s peut être ajustée avec la fréquence à laquel<strong>le</strong> lagril<strong>le</strong> commence à vibrer. La vitesse peut différer pour différentes sections <strong>de</strong> la gril<strong>le</strong>.Page 30 / 87
Chaudières à lit fluidisé [18, 19, 20, 22]Les chaudières à lit fluidisé représentent la plus récente technologie <strong>de</strong> combustion <strong>de</strong> labiomasse. Ces chaudières opèrent avec un lit <strong>de</strong> matière inerte fluidisé (principa<strong>le</strong>mentcomposé <strong>de</strong> silice et <strong>de</strong> cendres qui proviennent <strong>de</strong> la biomasse) au bas <strong>de</strong> la chaudière àfond plat. La température d’opération typique du lit se situe entre 760 et 870 o C (1400 et 1600o F). Dans ce type <strong>de</strong> chaudière, on peut brû<strong>le</strong>r <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s à teneurs en humidité et encendres é<strong>le</strong>vées. La quantité <strong>de</strong> boues <strong>de</strong> procédé qu’on peut ajouter <strong>dans</strong> une chaudière àlit fluidisé est plus é<strong>le</strong>vée que <strong>dans</strong> une chaudière à gril<strong>le</strong>.Lit fluidisé bouillonnantDans une chaudière à lit fluidisé bouillonnant, l’air est introduit au bas <strong>de</strong> la chaudière pourfluidiser <strong>le</strong> lit et la surface du lit monte généra<strong>le</strong>ment jusqu’à 1 à 1.2 m (3 à 4 pi.). Ladimension <strong><strong>de</strong>s</strong> particu<strong>le</strong>s est <strong>de</strong> 1000 à 1200 µm et la vitesse ascendante <strong>de</strong> l’air à travers <strong>le</strong>lit est <strong>de</strong> 2.4 à 3 m/s (8 à 10 pi./s). À ces conditions, la surface supérieure du lit est visib<strong>le</strong>(Figure 6).Lit fluidisé circulantC’est la plus récente génération <strong>de</strong> chaudières à lit fluidisé. Ces chaudières ont étédéveloppées principa<strong>le</strong>ment pour <strong><strong>de</strong>s</strong> applications utilisant <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s avec peu <strong>de</strong>matières volati<strong>le</strong>s tel que <strong>le</strong> charbon. Dans une chaudière à lit fluidisé circulant, la vitesseascendante <strong>de</strong> l’air à travers <strong>le</strong> lit est <strong>de</strong> 4.5 à 6.1 m/s (15 à 20 pi./s) avec une dimension <strong><strong>de</strong>s</strong>particu<strong>le</strong>s <strong>de</strong> 100 à 350 µm. À ces conditions, <strong>le</strong> lit s’étend généra<strong>le</strong>ment sur toute la hauteur<strong>de</strong> la chaudière. Dans ce type <strong>de</strong> chaudière, <strong>le</strong> maintien <strong>de</strong> la quantité <strong>de</strong> soli<strong><strong>de</strong>s</strong> est critiquepour que la température ne dépasse pas la limite supérieure <strong>de</strong> la plage d’opérationsouhaitée. Une portion importante <strong>de</strong> soli<strong><strong>de</strong>s</strong> quitte généra<strong>le</strong>ment la chaudière avec <strong>le</strong>sfumées. Un système <strong>de</strong> col<strong>le</strong>ction <strong><strong>de</strong>s</strong> particu<strong>le</strong>s est utilisé pour séparer <strong>le</strong>s particu<strong>le</strong>s <strong><strong>de</strong>s</strong>fumées et <strong>le</strong>s retourner à l’intérieur <strong>de</strong> la chaudière. Il n’y a pas <strong>de</strong> chaudière <strong>de</strong> ce type auQuébec pour la combustion <strong>de</strong> biomasse.4.2.4 Opération <strong><strong>de</strong>s</strong> chaudières avec du CDP soli<strong>de</strong>L’efficacité <strong>de</strong> combustion du CDP <strong>dans</strong> une chaudière est généra<strong>le</strong>ment plus é<strong>le</strong>vée que80% [8]. Le CDP représente une source idéa<strong>le</strong> <strong>de</strong> combustib<strong>le</strong> en raison <strong>de</strong> son bas tauxd’humidité (1 à 3%) et sa haute va<strong>le</strong>ur énergétique. Un faib<strong>le</strong> taux d’humidité requiert moinsd’énergie pour vaporiser l’eau, ce qui réduit <strong>le</strong> débit massique <strong>de</strong> gaz <strong>de</strong> combustion. Le CDPa un contenu en matières volati<strong>le</strong>s d’environ 66%, ce qui indique un dégagement rapi<strong>de</strong> <strong>de</strong>cha<strong>le</strong>ur. Le faib<strong>le</strong> contenu en cendres (3 à 5%) maximise l’absorption <strong>de</strong> cha<strong>le</strong>ur et réduit <strong>le</strong>scoûts <strong>de</strong> disposition <strong><strong>de</strong>s</strong> déchets soli<strong><strong>de</strong>s</strong>. Comme <strong>le</strong> caoutchouc est non absorbant, <strong>le</strong>sfluctuations d’humidité saisonnières sont aussi limitées. Le Tab<strong>le</strong>au 11 donne <strong>le</strong>s propriétés<strong>de</strong> différents types <strong>de</strong> combustib<strong>le</strong>s, en comparaison avec <strong>le</strong> CDP.Page 31 / 87
Tab<strong>le</strong>au 11Propriétés <strong>de</strong> différents combustib<strong>le</strong>s [4, 8, 18, 23, 24]PropriétéRésidus du bois BouesGaz Mazout<strong>de</strong>Écorces Boisnaturel no.6procédéCharbon CDPTaux d’humidité, % 40 – 60 45 – 55 50 – 70 0 0.05 – 2 3 – 8 1 – 3Va<strong>le</strong>ur calorifiquesupérieure (HHV)Base sèche, GJ/t 19 – 25 19 – 21 9 - 19 52 - 55 40 - 44 28 – 33 36 – 38Base humi<strong>de</strong>, GJ/t 11 @ 50% 10 @ 50% 6 @ 65% - - - -Densité en vrac, basehumi<strong>de</strong>, kg/m 3 290 - 380 260 - 320 500 - 900 0.7 920 - 1020 720 - 880 500 – 650(4)Analyse élémentaire (%sec)(2) (3)Carbone 55 51 25 – 50 74 – 75 86 – 90 76 – 87 84.4Hydrogène 5.8 5.8 3 – 6 23 – 25 9.5 – 12 3.5 – 5 7.1Oxygène 39 43 19 – 38 - - 3 – 11 2.2Azote 0.1 0.1 2 – 5 0 – 3 - 0.8 – 1.2 0.2Soufre 0.1 0.02 0.05 – 0.5 - 0.7 – 3.5 1 – 3 1.2Inorganiques 3 0.1 3 - 50 - 0.01 – 0.5 4 - 10 4.8Émissions <strong>de</strong> CO 2, kgCO 2/GJ83 (1) 82 (1) 35 (1) 50 74 82 - 94 84.9Efficacité typique <strong><strong>de</strong>s</strong>chaudièresTempérature <strong>de</strong> sortie<strong><strong>de</strong>s</strong> fumées, o C180 180 180 180 180 180 180Excès d’air, % 40 – 100 55 – 65 60 – 120 10 10 20 10Efficacité, % 70 - 55 68 - 62 60 - 30 83 85 79 84(1) Selon <strong>le</strong> « Canada’s Energy Outlook 1996-2020 » [23], <strong>le</strong> biocombustib<strong>le</strong> est considéré ne pascontribuer aux émissions nettes <strong>de</strong> gaz à effet <strong>de</strong> serre.(2) Écorces <strong>de</strong> pin(3) Sapin beaumier(4) Pneus déchiquetés 1 ½ à 2 po.La dimension <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> pneu ainsi que l’homogénéité du mélange <strong>de</strong> combustib<strong>le</strong>ssont <strong>le</strong>s facteurs importants à considérer pour assurer une combustion optima<strong>le</strong> du CDP,particulièrement pour <strong>le</strong>s chaudières à gril<strong>le</strong>. Certains résultats d’essais ont rapporté <strong><strong>de</strong>s</strong>problèmes d’encrassement <strong>de</strong> la gril<strong>le</strong> [6, 7]. Il y a aussi la possibilité que <strong>le</strong>s copeaux <strong>de</strong><strong>pneus</strong> rebondissent sur <strong>le</strong>s parois lors <strong>de</strong> <strong>le</strong>ur entrée <strong>dans</strong> la chaudière et se déposent sur lagril<strong>le</strong> roulante près <strong>de</strong> la décharge <strong><strong>de</strong>s</strong> cendres, causant la décharge <strong>de</strong> CDP dont lacombustion n’est pas complète [6]. Ces problèmes peuvent être résolus en ajustant l’ang<strong>le</strong><strong>de</strong> projection du combustib<strong>le</strong> <strong>dans</strong> la chaudière ou en utilisant <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> CDP <strong>de</strong> pluspetite dimension.Dans <strong>le</strong> cas d’une chaudière à gril<strong>le</strong> roulante, <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> pneu <strong>de</strong> gran<strong>de</strong> dimensionvont nécessiter un temps <strong>de</strong> rési<strong>de</strong>nce plus long sur la gril<strong>le</strong> <strong>de</strong> façon à assurer unePage 32 / 87
combustion complète [6]. Ce problème peut être résolu en ajustant la vitesse <strong>de</strong> la gril<strong>le</strong> ouen utilisant <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> CDP <strong>de</strong> plus petite dimension.Les <strong>pneus</strong> ont <strong>de</strong>ux types <strong>de</strong> fils d’aciers : l’acier <strong>de</strong> la carcasse et la tring<strong>le</strong> du talon. Les filsd’acier <strong>de</strong> la carcasse sont fins et tressés ou cordés. Au cours <strong>de</strong> la combustion, ces filsd’acier forment un agglomérat en forme <strong>de</strong> bou<strong>le</strong>. Les fils d’acier continuent <strong>de</strong> s’aggloméreret la dimension <strong>de</strong> la bou<strong>le</strong> augmente rapi<strong>de</strong>ment. Dans <strong>le</strong>s chaudières à lit fluidisé, <strong>le</strong>sagglomérats <strong>de</strong> fils d’acier peuvent s’agglomérer <strong>dans</strong> la portion inférieure du lit, autour dutube <strong>de</strong> drainage, et ainsi causer une défluidisation et <strong>de</strong> l’encrassement au niveau <strong><strong>de</strong>s</strong>perforations <strong><strong>de</strong>s</strong> distributeurs [6, 22, 25]. Ce problème peut être résolu en modifiant laconception du fond <strong>de</strong> la chaudière (Figure 6), la conception <strong><strong>de</strong>s</strong> distributeurs (ang<strong>le</strong>,dimension <strong><strong>de</strong>s</strong> perforations) ou par l’enlèvement <strong>de</strong> la majeure partie <strong>de</strong> l’acier du CDP.Dans <strong>le</strong>s chaudières à lit fluidisé, la température maximum d’opération du lit se situe entre760 et 870 o C (1400 à 1600 o F). L’utilisation <strong>de</strong> CDP avec <strong>de</strong> la biomasse <strong>de</strong> bonne qualité(faib<strong>le</strong> taux d’humidité) causera une augmentation <strong>de</strong> la température <strong>dans</strong> la chaudière. Pourcontrer ce problème, on peut ajouter <strong><strong>de</strong>s</strong> tubes <strong>de</strong> refroidissement à l’eau <strong>dans</strong> la chaudière,augmenter l’épaisseur et/ou la <strong>de</strong>nsité du lit fluidisé [6, 22] ou réinjecter <strong>le</strong>s gaz <strong>de</strong>combustion avec l’air primaire. On peut aussi utiliser <strong>de</strong> la biomasse <strong>de</strong> plus faib<strong>le</strong> qualité.L’augmentation <strong>de</strong> la quantité <strong>de</strong> boues <strong>de</strong> procédé par exemp<strong>le</strong> contribuera à augmenter <strong>le</strong>taux global d’humidité <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s et à réduire la température d’opération. Si <strong>de</strong> labiomasse <strong>de</strong> plus faib<strong>le</strong> qualité n’est pas disponib<strong>le</strong>, on peut aussi réduire la quantité <strong>de</strong> CDPajouté à la chaudière [26].En résumé, <strong>le</strong>s chaudières à gril<strong>le</strong> et <strong>le</strong>s chaudières à lit fluidisé sont adéquates pour lacombustion <strong>de</strong> la biomasse avec du CDP comme combustib<strong>le</strong> d’appoint, en autant que laqualité du combustib<strong>le</strong> (CDP) et <strong>le</strong>s conditions d’opération critiques <strong>de</strong> la chaudière sontrespectées. Les chaudières à gril<strong>le</strong> fixe risquent d’être <strong>le</strong>s moins performantes que <strong>le</strong>s autrestypes <strong>de</strong> chaudières puisque l’enlèvement manuel <strong><strong>de</strong>s</strong> cendres accroît <strong>le</strong> risqued’encrassement par <strong>le</strong>s résidus <strong>de</strong> combustion du CDP. Avec ces chaudières, la grosseur<strong><strong>de</strong>s</strong> particu<strong>le</strong>s et <strong>le</strong> contenu en acier du CDP sont particulièrement importants. Leschaudières à gril<strong>le</strong> mobi<strong>le</strong> ou à gril<strong>le</strong> roulante sont plus adéquates que <strong>le</strong>s chaudières à gril<strong>le</strong>fixe puisque l’enlèvement <strong><strong>de</strong>s</strong> cendres <strong>de</strong> la gril<strong>le</strong> est effectué <strong>de</strong> façon automatique. Leschaudières à lit fluidisé bouillonnant sont probab<strong>le</strong>ment <strong>le</strong>s chaudières <strong>le</strong>s plus adéquatespour la combustion du CDP, mais la température <strong>de</strong> combustion doit être contrôléeadéquatement.4.2.5 Caractéristiques <strong><strong>de</strong>s</strong> fumées avec du CDP soli<strong>de</strong>Pour l’analyse <strong><strong>de</strong>s</strong> fumées, la littérature mentionne que <strong>le</strong>s trois (3) catégories suivantes <strong>de</strong>polluants sont <strong>le</strong>s plus importantes à mesurer [27] :!" Particu<strong>le</strong>s tota<strong>le</strong>s;!" Métaux lourds;!" Hydrocarbures Aromatiques Polycycliques, HAP.Page 33 / 87
La quantité <strong>de</strong> particu<strong>le</strong>s générée lors <strong>de</strong> la combustion est régie par la loi sur la qualité <strong>de</strong>l’environnement.Les métaux lourds sont associés à divers types <strong>de</strong> cancer et autres maux [27] et, compte-tenu<strong>de</strong> la composition du CDP, risquent <strong>de</strong> se retrouver en partie <strong>dans</strong> <strong>le</strong>s émissionsatmosphériques <strong>de</strong> combustion. Dans la littérature, certains métaux lourds ont été cibléscomme étant <strong>le</strong>s polluants représentatifs à mesurer (Tab<strong>le</strong>au 12).Il est aussi important <strong>de</strong> mesurer <strong>le</strong>s hydrocarbures aromatiques polycycliques (HAP) lors <strong>de</strong>la combustion puisque certains <strong>de</strong> ces produits sont carcinogènes. Ces composés consistenten <strong>de</strong>ux ou plusieurs noyaux benzéniques <strong>de</strong> divers arrangements et substitutions. Ils sontconnus pour être générés lors d’une combustion incomplète <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s fossi<strong>le</strong>s, <strong><strong>de</strong>s</strong>résidus du bois ou d’autres composés organiques. Ainsi, il est anticipé que la combustion <strong>de</strong>CDP produira aussi <strong><strong>de</strong>s</strong> HAP.De tous <strong>le</strong>s HAP que l’on peut retrouver suite à la combustion <strong>de</strong> produits organiques,certains d’entre eux ont été jugés <strong>le</strong>s plus représentatifs du point <strong>de</strong> vue environnemental(Tab<strong>le</strong>au 12).Tab<strong>le</strong>au 12Polluants représentatifs à mesurer <strong>dans</strong> <strong>le</strong>s émissionsatmosphériques [27]Métaux lourds HAPArsenicNaphthalène (C 10 H 8 )BariumAcénaphthylèneCadmium Acénaphtène (éthylène-périnaphtalène, C 12 H 10 )Chrome Fluorène (diphénylène-méthane, (C 6 H 4 ) 2 CH 2 )CuivrePhénanthrène (C 14 H 10 )FerAnthracène (C 14 H 10 ou C 6 H 4 (CH) 2 C 6 H 4 )PlombFluoranthèneNickelPyrèneVanadium Benzo(a) AnthracèneZincChrysèneBenzo(b) FluoranthèneBenzo(k) FluoranthèneBenzo(a)PyrèneDibenzo(a,h) AnthracèneBenzo(ghi) PérylèneI<strong>de</strong>no(1,2,3-cd) PyrèneUne série d’essais <strong>de</strong> combustion <strong>de</strong> CDP en tant que combustib<strong>le</strong> complémentaire <strong>dans</strong> <strong>le</strong>schaudières à biomasse a été effectuée aux États-Unis au cours <strong><strong>de</strong>s</strong> années 1986 à 1990 [12].Les résultats <strong>de</strong> caractéristiques <strong><strong>de</strong>s</strong> fumées obtenus <strong>de</strong> ces tests sont donnés du Tab<strong>le</strong>au13 au Tab<strong>le</strong>au 18. Les conclusions <strong>de</strong> cette étu<strong>de</strong> indiquent que <strong>le</strong>s matières particulaires, <strong>le</strong>zinc et <strong>le</strong>s émissions <strong>de</strong> SO x ten<strong>de</strong>nt à augmenter avec <strong>le</strong> pourcentage <strong>de</strong> CDP ajouté. Lesémissions <strong>de</strong> HAP ont parfois augmenté, parfois diminué. Il est aussi conclu que <strong>le</strong>s finesPage 34 / 87
particu<strong>le</strong>s d’oxy<strong>de</strong> <strong>de</strong> zinc peuvent ne pas être contrôlées efficacement avec un système <strong>de</strong>traitement <strong><strong>de</strong>s</strong> fumées utilisant un épurateur venturi.Tab<strong>le</strong>au 13Caractéristiques <strong><strong>de</strong>s</strong> fumées (1)Port Townsend Paper Corp, Port Townsend, WA [12]ParamètreBiomasse + 5% hui<strong>le</strong> (2) Biomasse + 7% CDP (2)(kg/h) (g/MJ) (kg/h) (g/MJ)Particu<strong>le</strong>s 21.0 - 29.0 -Métaux- Barium - 110.7 - 150.7- Cadmium 0.004 18.4 0.003 12.5- Chrome 0.005 23.6 0.005 15.0- Cuivre - 1038.7 - 987.6- Fer - 859.9 - 1106.8- Plomb 0.05 259.7 0.01 56.9- Nickel 0.05 296.3 0.05 25.4- Vanadium 0.09 388.2 0.0005 3.8- Zinc 1.4 6360.0 22.2 107,276.4HAP- Anthracène 0.01 4.3 0.05 11.5- Phénanthrène 0.05 180.5 0.09 332.0- Fluoranthène - 197.6 - 101.3- Pyrène - 107.3 - 163.5- Benzo(b) Fluoranthène - 0.3 - 0.52- Benzo(k) Fluoranthène - 0.3 - 0.3- Benzo(a) Fluoranthène - 0.7 - 0.95- Chrysène - 1.4 - 1.0(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : multiclone + épurateur(2) Base cha<strong>le</strong>urPage 35 / 87
Tab<strong>le</strong>au 14Caractéristiques <strong><strong>de</strong>s</strong> fumées (1)Daishowa America Co Ltd (DACO), Port Ange<strong>le</strong>s, WA [12]Biomasse + 11% hui<strong>le</strong>Biomasse + 12% hui<strong>le</strong> (2)Paramètre+ 2% CDP (2)(kg/h) (10 -6 g/MJ) (kg/h) (10 -6 g/MJ)Particu<strong>le</strong>s 5.0 - 7.0 -Métaux- Arsenic - 1.4 - 2.7- Barium - 4.9 - 12.5- Cadmium - 1.3 - 2.5- Chrome - 0.2 - 1.5- Cuivre - 13.2 - 17.2- Fer - 113.1 - 163- Plomb - 27.5 - 31.1- Nickel - 1.5 - 1.6- Vanadium - 1.3 - 3.2- Zinc - 1055.7 - 7044HAP- Anthracène - 0.43 - 0.3- Phénanthrène - 19.5 - 7.2- Fluoranthène - 16.1 - 6.1- Pyrène - 20.6 - 9.3- Benzo(b) Fluoranthène - 1.0 - -- Benzo(k) Fluoranthène - 0.3 - -- Benzo(a) Fluoranthène - - - -- Chrysène - - - -(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : multiclone + épurateur venturi(2) Base cha<strong>le</strong>urPage 36 / 87
Tab<strong>le</strong>au 15Caractéristiques <strong><strong>de</strong>s</strong> fumées (1)SP Newsprint Co, Newburg, OR [12]Biomasse + Biomasse +BiomasseParamètre1% CDP (2) 1.5% CDP (2)(kg/h) (kg/h) (kg/h)Particu<strong>le</strong>s 12.2 11.8 – 20.7 26.0COV 11.4 0.5 – 3.6 31.8(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées lors <strong><strong>de</strong>s</strong> essais : épurateur venturi. Le système est aujourd’huicomposé <strong>de</strong> : multiclone + précipitateur é<strong>le</strong>ctrostatique(2) Base cha<strong>le</strong>urTab<strong>le</strong>au 16Caractéristiques <strong><strong>de</strong>s</strong> fumées (1)Packaging Corp of America, Tomahawk, WI [12]Paramètre0% CDP (2) 1-2% CDP (3)(kg/h)(kg/h)Particu<strong>le</strong>s 8.6 9.4NO x 52.0 48.7CO 50.5 66.9SO 2 82.3 121.8Chrome VI 0.006 0.016Métaux- Arsenic 0.001 0.001- Cadmium < 0.001 < 0.001- Plomb 0.0086 0.0082- Nickel < 0.004 < 0.004- Zinc 0.33 0.37- Mercure 0.0002 0.0003Chlorure 0.44 0.83Benzène < 0.025 0.030(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : précipitateur é<strong>le</strong>ctrostatique(2) Combustib<strong>le</strong>s : écorces et charbon(3) Base massique ou cha<strong>le</strong>ur non spécifiéePage 37 / 87
Tab<strong>le</strong>au 17Caractéristiques <strong><strong>de</strong>s</strong> fumées (1)International Paper Co, Startell, MN [12]Données obtenues en 1987Paramètre0% CDP (2) 15% CDP (3) 30% CDP (3)(kg/h) (g/MJ) (kg/h) (g/MJ) (kg/h) (g/MJ)Particu<strong>le</strong>s 8.0 0.02 13.5 0.04 33.7 0.095NO x 91.4 0.28 98.2 0.29 75.9 0.20SO 2 35.5 0.11 47.5 0.14 75.4 0.19H 2 SO 4 4.6 0.01 4.6 0.01 4.6 0.01Métaux (10 -2 g/MJ) (10 -2 g/MJ) (10 -2 g/MJ)- Cadmium 0.001 0.0002 0.002 0.0007 0.004 0.0011- Chrome 0.004 0.0099 0.5 0.0004 0.039 0.010- Plomb 0.011 0.0031 0.035 0.095 0.055 0.014- Zinc 0.036 0.011 5.6 1.7 14.1 3.7HAP, hydrocarbures totaux 75.0 - 1.2 - 0.3 -(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : multiclone + épurateur venturi(2) Combustib<strong>le</strong>s : 25% écorces, 20% boues <strong>de</strong> procédé, 55% charbon(3) Base massique ou cha<strong>le</strong>ur non spécifiéeTab<strong>le</strong>au 18Caractéristiques <strong><strong>de</strong>s</strong> fumées (1)International Paper Co, Startell, MN [12]Données obtenues en 1990Paramètre0% CDP (2) 4% CDP (3)(kg/h)(kg/h)Particu<strong>le</strong>s 9.0 11.0SO x 121 126Métaux- Cadmium 0.0011 0.0008- Chrome 0.022 0.002- Plomb 0.023 0.016- Mercure 1.7 x 10 -4 3.6 x 10 -5- Zinc 0.11 1.6(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : multiclone + épurateur venturi(2) 13% écorces, 5% boues, 82% charbon(3) 12% écorces, 4% boues, 80% charbon, 4% CDP, base massique ou cha<strong>le</strong>ur non spécifiéePage 38 / 87
Une autre étu<strong>de</strong> a été publiée, cel<strong>le</strong>-ci étant principa<strong>le</strong>ment axée sur <strong>le</strong> contenu en métauxlourds et en HAP <strong><strong>de</strong>s</strong> fumées <strong>de</strong> combustion <strong>de</strong> la chaudière à biomasse [27]. Le système <strong>de</strong>traitement <strong><strong>de</strong>s</strong> fumées consistait en tubes multiclone suivis d’un épurateur venturi. Deuxessais ont été comparés où <strong>le</strong> combustib<strong>le</strong> d’appoint était l’hui<strong>le</strong> ou <strong>le</strong> CDP (Tab<strong>le</strong>au 19). Lesrésultats démontrent que l’utilisation <strong>de</strong> CDP en remplacement du mazout résulte en uneaugmentation du contenu en zinc et du phénanthrène <strong>dans</strong> <strong>le</strong>s fumées. Les taux plus é<strong>le</strong>vés<strong>de</strong> métaux lourds pour <strong>le</strong> mazout par rapport au CDP sont attribués au mazout lui-même,puisqu’il contient ces métaux en plus gran<strong>de</strong> quantité que <strong>le</strong> CDP.Tab<strong>le</strong>au 19Caractéristiques <strong><strong>de</strong>s</strong> fumées (1)Usine « A », WA [27]ParamètreBiomasse + 5% hui<strong>le</strong> (2) Biomasse + 7% CDP (2)(kg/h)(kg/h)Particu<strong>le</strong>s 21 29Métaux lourds (g/h) (g/h)Zinc 1440 22,200Vanadium 90 0.6Nickel 66 5.4Plomb 58 12Chrome 5.4 3.0Cadmium 4.2 3HAPPhénanthrène 41 72Anthracène 1.2 2.4(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : multiclone + épurateur venturi(2) Base cha<strong>le</strong>urUne étu<strong>de</strong> publiée par Holland [15] a montré que, basé sur une utilisation d’environ 7% CDP(poids), il n’y a pas d’augmentation significative <strong><strong>de</strong>s</strong> émissions <strong>de</strong> SO 2 , <strong>de</strong> NO x et d’opacité.Une légère diminution <strong><strong>de</strong>s</strong> émissions <strong>de</strong> particu<strong>le</strong>s a été observée et attribuée à une meil<strong>le</strong>urecombustion <strong><strong>de</strong>s</strong> résidus <strong>de</strong> bois en présence du CDP. Peu ou pas d’augmentation <strong><strong>de</strong>s</strong>émissions <strong>de</strong> métaux lourds a été observée. Une augmentation du contenu en zinc a parcontre été rapportée, quoique la plage <strong>de</strong> variation soit très large (Tab<strong>le</strong>au 20). Le système<strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées consiste en une séparation mécanique avec multiclones et unprécipitateur é<strong>le</strong>ctrostatique.Page 39 / 87
Tab<strong>le</strong>au 20Caractéristiques <strong><strong>de</strong>s</strong> fumées (1)Packaging Corporation of America, Counce, TN [15]0% CDP (2) ≈ 18% CDP (3)(kg/h)(kg/h)Particu<strong>le</strong>s 4.18 2.88 – 3.32Métaux (g/h) (g/h)Cadmium 0.07 non détectéChrome 8.08 9.09 – 9.24Plomb 2.32 1.70Maganèse 1.53 2.64Nickel 11.1 3.96 – 9.63Vanadium non détecté non détectéZinc 10.8 3.97 – 121.8(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : multiclone + précipitateur é<strong>le</strong>ctrostatique(2) Combustib<strong>le</strong>s : 64% résidus du bois et 36% charbon(3) Résidus du bois, charbon et 4.5 t/h CDP. Le % CDP est évalué à environ 18% (cha<strong>le</strong>ur) ou 7%(poids).Une autre étu<strong>de</strong> rapporte <strong><strong>de</strong>s</strong> résultats <strong>de</strong> caractéristiques <strong><strong>de</strong>s</strong> fumées avec une chaudière àlit fluidisé équipée d’un précipitateur é<strong>le</strong>ctrostatique [14]. Les résultats <strong>de</strong> caractérisation <strong><strong>de</strong>s</strong>fumées (Tab<strong>le</strong>au 21) démontrent peu ou pas d’augmentation <strong>de</strong> la concentration <strong>de</strong> particu<strong>le</strong>stota<strong>le</strong>s et <strong>de</strong> SO 2 avec l’ajout <strong>de</strong> CDP <strong>dans</strong> la chaudière. Une légère diminution dupourcentage <strong>de</strong> zinc a été observée, ce qui était prévisib<strong>le</strong> à cause <strong>de</strong> l’utilisation d’unprécipitateur é<strong>le</strong>ctrostatique qui est efficace pour capter <strong>le</strong>s fines particu<strong>le</strong>s d’oxy<strong>de</strong> <strong>de</strong> zinc.Le pourcentage <strong><strong>de</strong>s</strong> autres métaux évalués n’a pas augmenté jusqu’à une utilisation <strong>de</strong> 5%CDP.Tab<strong>le</strong>au 21Caractéristiques <strong><strong>de</strong>s</strong> fumées d’une chaudière à lit fluidisé (1)Norske Skog, Port Alberni, CB [14]Paramètre 0% CDP 2% CDP (2) 5% CDP (2)Particu<strong>le</strong>s tota<strong>le</strong>s27 - 170 44 - 97 37 – 177(mg/m 3 @ 12% CO 2 )SO 2 (ppm v ) 28 18 31Métaux lourds (%)Zinc 0.32 0.22 0.24Fer 8.8 2.1 5.7Chrome 0.8 0.1 0.9Nickel 1.4 0.03 1.1(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : précipitateur é<strong>le</strong>ctrostatiquePage 40 / 87
(2) Base massiqueEn résumé, on peut tirer <strong>le</strong>s conclusions généra<strong>le</strong>s suivantes concernant l’impact sur <strong>le</strong>scaractéristiques <strong><strong>de</strong>s</strong> fumées par l’utilisation <strong>de</strong> CDP <strong>dans</strong> une chaudière à biomasse :!" L’émission <strong>de</strong> particu<strong>le</strong>s <strong>dans</strong> l’atmosphère est restée éga<strong>le</strong> ou a légèrement augmentéavec l’ajout <strong>de</strong> CDP. Une usine avec un système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées composé d’unmulticlone suivi d’un précipitateur é<strong>le</strong>ctrostatique a toutefois rapporté une diminution <strong><strong>de</strong>s</strong>es émissions <strong>de</strong> particu<strong>le</strong>s avec l’ajout <strong>de</strong> CDP;!" Pour <strong>le</strong>s <strong>de</strong>ux usines qui ont mesuré <strong>le</strong>s NO x , une diminution a été observée;!" Le contenu en SO 2 <strong><strong>de</strong>s</strong> émissions atmosphérique est resté <strong>le</strong> même ou a légèrementaugmenté. Le CDP contient environ 1.2% <strong>de</strong> soufre (Tab<strong>le</strong>au 4). Lors <strong>de</strong> la combustion,<strong>le</strong> contenu en soufre du CDP est converti en SO 2 . On s’attend à ce que l’impact sur <strong>le</strong>sémissions atmosphériques varie en fonction du pourcentage <strong>de</strong> CDP et du contenu ensoufre <strong><strong>de</strong>s</strong> autres combustib<strong>le</strong>s utilisés <strong>dans</strong> la chaudière.Les <strong>de</strong>ux plus importants éléments métalliques présents <strong>dans</strong> <strong>le</strong> CDP sont <strong>le</strong> zinc (1.5%) et <strong>le</strong>fer (0.4%) (Tab<strong>le</strong>au 4). Une attention particulière doit donc être donnée à ces <strong>de</strong>ux éléments.!" Une augmentation significative du contenu en zinc a été observée pour toutes <strong>le</strong>s usines.Les usines utilisant un précipitateur é<strong>le</strong>ctrostatique ont toutefois observé uneaugmentation moins importante que <strong>le</strong>s autres. Le zinc est émis sous forme <strong>de</strong> finesparticu<strong>le</strong>s d’oxy<strong>de</strong> <strong>de</strong> zinc qui peuvent être captées moins efficacement par <strong><strong>de</strong>s</strong> moyens<strong>de</strong> séparation mécaniques que par un précipitateur é<strong>le</strong>ctrostatique. Avec l’utilisation d’unprécipitateur é<strong>le</strong>ctrostatique, <strong>le</strong>s particu<strong>le</strong>s d’oxy<strong>de</strong> <strong>de</strong> zinc peuvent se retrouverprincipa<strong>le</strong>ment <strong>dans</strong> <strong>le</strong>s cendres volantes plutôt que <strong>dans</strong> <strong>le</strong>s fumées;!" Deux usines avec un système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées composé d’un multiclone et d’unépurateur venturi ont mesuré <strong>le</strong> contenu en fer <strong><strong>de</strong>s</strong> émissions atmosphériques et ontobservé une augmentation. Le contenu en fer du CDP provient principa<strong>le</strong>ment <strong>de</strong> la toi<strong>le</strong>radia<strong>le</strong> résiduel<strong>le</strong>. Comme pour <strong>le</strong> zinc, on peut s’attendre qu’un précipitateuré<strong>le</strong>ctrostatique sera plus efficace à capter <strong>le</strong>s particu<strong>le</strong>s <strong>de</strong> fer et qu’une augmentation ducontenu en fer sera observée <strong>dans</strong> <strong>le</strong>s cendres;!" La présence <strong><strong>de</strong>s</strong> autres métaux lourds ciblés comme polluants significatifs (Tab<strong>le</strong>au 12) alégèrement augmenté ou diminué selon <strong>le</strong>s usines. Les usines utilisant généra<strong>le</strong>ment unprécipitateur é<strong>le</strong>ctrostatique ont observé moins d’augmentation que cel<strong>le</strong>s utilisantd’autres systèmes;!" Deux <strong><strong>de</strong>s</strong> références techniques seu<strong>le</strong>ment ont rapporté <strong><strong>de</strong>s</strong> résultats <strong>de</strong> HAP <strong>dans</strong> <strong>le</strong>sémissions atmosphériques. Les <strong>de</strong>ux usines ont un système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fuméescomposé d’un multiclone suivi d’un épurateur venturi. L’usine utilisant 2% CDP (basecha<strong>le</strong>ur) a observé une réduction <strong>de</strong> tous <strong>le</strong>s HAP mesurés alors que cel<strong>le</strong> utilisant 7%CDP (base cha<strong>le</strong>ur) a observé une augmentation pour certains <strong><strong>de</strong>s</strong> composés mesurés;Page 41 / 87
!" Aucune <strong><strong>de</strong>s</strong> références techniques répertoriées ne rapportait <strong>de</strong> résultats sur <strong>le</strong>s dioxineset <strong>le</strong>s furannes <strong>dans</strong> <strong>le</strong>s émissions atmosphériques.4.2.6 Caractéristiques <strong><strong>de</strong>s</strong> cendres avec du CDP soli<strong>de</strong>Le Tab<strong>le</strong>au 22 donne un aperçu <strong>de</strong> la composition <strong><strong>de</strong>s</strong> cendres <strong>de</strong> la gril<strong>le</strong> et <strong><strong>de</strong>s</strong> cendresvolantes résultant <strong>de</strong> la combustion <strong>de</strong> 100% CDP. Ces données donnent une indication <strong>de</strong> lacontribution majeure du CDP à la modification <strong><strong>de</strong>s</strong> cendres d’une chaudière lorsque brûlé encombinaison avec d’autres combustib<strong>le</strong>s. Entre autres, <strong>le</strong>s concentrations <strong>de</strong> zinc et <strong>de</strong> fersont à surveil<strong>le</strong>r.Tab<strong>le</strong>au 22Analyse <strong><strong>de</strong>s</strong> cendres <strong>de</strong> combustion <strong>de</strong> 100% CDP (%) [4]Composé Cendres <strong>de</strong> la gril<strong>le</strong> Cendres volantesCarbone total 0.164 32.2Aluminium 0.206 0.76Arsenic 0.001 0.02Cadmium 0.001 0.05Chrome 0.523 0.03Cuivre 0.288 0.55Fer 96.217 6.33Plomb 0.001 0.22Magnésium 0.058 0.50Dioxy<strong>de</strong> <strong>de</strong> magnésium - 0.36Manganèse 0.416 -Nickel 0.167 0.03Potassium 0.012 0.01Silicone 0.293 6.85Sodium 0.776 0.01Zinc 0.106 51.48Étain 0.006 0.03Soufre 0.764 -Total 100.0 99.43Les caractéristiques <strong><strong>de</strong>s</strong> cendres <strong>de</strong> la gril<strong>le</strong> et <strong><strong>de</strong>s</strong> cendres volantes ont été évaluées lorsd’une étu<strong>de</strong> <strong>de</strong> combustion <strong>de</strong> CDP <strong>dans</strong> une chaudière à lit fluidisé [14]. Les résultats sontdonnés au Tab<strong>le</strong>au 23. Tel que prévu, <strong>le</strong> contenu en zinc <strong><strong>de</strong>s</strong> cendres volantes a augmentéavec l’utilisation du CDP. Le contenu en zinc <strong><strong>de</strong>s</strong> cendres <strong>de</strong> la gril<strong>le</strong> a aussi augmenté. Lecontenu en fer a augmenté <strong>dans</strong> <strong>le</strong>s cendres <strong>de</strong> la gril<strong>le</strong> et <strong>le</strong>s cendres volantes. Le ferprovient principa<strong>le</strong>ment <strong>de</strong> la toi<strong>le</strong> radia<strong>le</strong> résiduel<strong>le</strong> présente avec <strong>le</strong> CDP.Lorsque <strong>le</strong>s cendres sont envoyées à un site d’enfouissement, <strong>le</strong>s normes environnementa<strong>le</strong>srégissent la concentration <strong><strong>de</strong>s</strong> produits <strong>dans</strong> l’eau <strong>de</strong> lixiviation plutôt que <strong>dans</strong> <strong>le</strong>s cendresel<strong>le</strong>s-mêmes. L’usine est soumise à une concentration maximum globa<strong>le</strong> pour la totalité <strong><strong>de</strong>s</strong>es rejets acheminés au site d’enfouissement. Ainsi, si <strong>le</strong>s cendres sont mélangées àPage 42 / 87
d’autres rejets (boues <strong>de</strong> procédé, …) c’est la concentration globa<strong>le</strong> <strong>de</strong> tous ces rejets qui doitêtre mesurée. Les résultats obtenus par un test d’extraction du lixiviat nous donne uneindication <strong>de</strong> l’impact <strong>de</strong> l’utilisation du CDP seu<strong>le</strong>ment. Pour déterminer si <strong>le</strong>s normes sontrespectées, il faut tenir compte <strong>de</strong> la concentration <strong><strong>de</strong>s</strong> produits en provenance <strong><strong>de</strong>s</strong> autresdéchets <strong>de</strong> l’usine.D’autre part, si <strong>le</strong>s cendres <strong>de</strong> la chaudière entrent en contact ou sont mélangées avec <strong>le</strong>seffluents liqui<strong><strong>de</strong>s</strong> <strong>de</strong> l’usine, il est important que <strong>le</strong> pH <strong>de</strong> l’eau soit supérieur à 4. Si <strong>le</strong> pH <strong>de</strong>l’eau est neutre ou plus é<strong>le</strong>vé, <strong>le</strong> zinc restera insolub<strong>le</strong> et précipitera avec <strong>le</strong>s boues <strong>dans</strong> <strong>le</strong>clarificateur. De la même façon, si <strong>le</strong>s cendres sont enfouies, <strong>le</strong> zinc restera insolub<strong>le</strong> et necausera pas <strong>de</strong> problème <strong>de</strong> lixiviation, à moins que <strong>le</strong> pH du milieu ne baisse en <strong><strong>de</strong>s</strong>sous <strong>de</strong>4 [6]. Comme <strong>le</strong> pH naturel <strong><strong>de</strong>s</strong> cendres se situe généra<strong>le</strong>ment autour <strong>de</strong> 8 à 12, <strong>le</strong> risqueque <strong>le</strong> pH du milieu d’enfouissement ne baisse sous la va<strong>le</strong>ur critique est faib<strong>le</strong>. C’est ce quiexplique que <strong>le</strong> test d’extraction du lixiviat pour <strong>le</strong> zinc montre <strong><strong>de</strong>s</strong> concentrations inférieuresà cel<strong>le</strong>s <strong>de</strong> l’analyse <strong><strong>de</strong>s</strong> cendres au Tab<strong>le</strong>au 23.Tab<strong>le</strong>au 23Caractéristiques <strong><strong>de</strong>s</strong> cendres d’une chaudière à lit fluidisé (1)Norske Skog, Port Alberni, CB [14]Paramètre0% CDP 2% CDP (2) 5% CDP (2)(ppm, poids) (ppm, poids) (ppm, poids)Cendres <strong>de</strong> la gril<strong>le</strong> (3)Cadmium non détectab<strong>le</strong> non détectab<strong>le</strong> non détectab<strong>le</strong>Chrome 28 29 18Nickel 20 21 15Fer 17,400 27,600 25,300Plomb non détectab<strong>le</strong> non détectab<strong>le</strong> non détectab<strong>le</strong>Zinc 211 1280 2940Test d’extraction du lixiviat (mg/l) (mg/l) (mg/l)Zinc 0.38 8.1 12.9Cendres volantesCadmium 1.0 0.7 0.9Chrome 53 53 48Nickel 27 29 25Fer 24,300 37,300 40,300Plomb 55 40 57Zinc 413 2640 6360Test d’extraction du lixiviat (mg/l) (mg/l) (mg/l)Zinc 4.6 20.8 104Dioxines et furannes (ppt) (ppt) (ppt)2,3,7,8 TCDD 539 - 978 - 400 - 910(1) Système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées : précipitateur é<strong>le</strong>ctrostatique(2) Base massique(3) Non tamiséesPage 43 / 87
Au cours <strong><strong>de</strong>s</strong> essais à 5% <strong>de</strong> CDP, <strong>le</strong>s dioxines et <strong>le</strong>s furannes <strong><strong>de</strong>s</strong> cendres volantes ont étémesurées. Aucune augmentation n’a été rapportée. Ces résultats ont été attribués à lacombustion efficace <strong>dans</strong> la chaudière à lit fluidisé [14].4.2.7 Estimation du pourcentage maximum <strong>de</strong> CDP soli<strong>de</strong> <strong>dans</strong> <strong>le</strong>s chaudièresÀ toute fin pratique, <strong>le</strong> pourcentage maximum <strong>de</strong> CDP soli<strong>de</strong> qui pourrait être ajouté <strong>dans</strong> <strong>le</strong>schaudières à biomasse serait <strong>de</strong> 100% (pour <strong>le</strong>s chaudières à gril<strong>le</strong>). Toutefois, comme <strong>le</strong>susines ont <strong><strong>de</strong>s</strong> résidus et <strong><strong>de</strong>s</strong> déchets <strong>de</strong> fabrique à éliminer, il existe un pourcentageoptimum <strong>de</strong> CDP soli<strong>de</strong> qui peut être ajouté aux chaudières. Celui-ci dépend <strong><strong>de</strong>s</strong>facteurs principaux suivants :!" La quantité <strong>de</strong> combustib<strong>le</strong> d’appoint ajouté à la chaudière à biomasse. Le CDP a uneva<strong>le</strong>ur calorifique légèrement inférieure à cel<strong>le</strong> du mazout no.6 ou du gaz naturel (36 à 38GJ/t comparativement à 40-44 et 52-55 GJ/t, Tab<strong>le</strong>au 11). Le CDP peut donc remplacer<strong>le</strong> combustib<strong>le</strong> fossi<strong>le</strong> d’appoint utilisé à la chaudière.!" La quantité <strong>de</strong> boues <strong>de</strong> procédé générées à l’usine. L’objectif étant d’éviter <strong>le</strong>urenfouissement et <strong>de</strong> <strong>le</strong>s brû<strong>le</strong>r en totalité. Plus la quantité <strong>de</strong> boues est importante, plusé<strong>le</strong>vé sera <strong>le</strong> pourcentage <strong>de</strong> CDP qui pourra être ajouté <strong>dans</strong> la chaudière.!" La quantité <strong>de</strong> résidus du bois disponib<strong>le</strong>. Entre autres, <strong>le</strong>s usines génèrent et/ouachètent <strong><strong>de</strong>s</strong> écorces. L’objectif étant <strong>de</strong> réduire l’achat d’écorces au minimum.Généra<strong>le</strong>ment, <strong>le</strong>s résidus <strong>de</strong> bois comme <strong>le</strong>s écorces ont un faib<strong>le</strong> taux d’humidité. Laréduction <strong>de</strong> <strong>le</strong>ur utilisation permettra d’utiliser un pourcentage <strong>de</strong> CDP plus important<strong>dans</strong> la chaudière.!" Le taux d’humidité <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédé et <strong><strong>de</strong>s</strong> écorces. Plus é<strong>le</strong>vé seront <strong>le</strong>s tauxd’humidité, plus é<strong>le</strong>vée sera <strong>le</strong> pourcentage <strong>de</strong> CDP qui pourra être ajouté <strong>dans</strong> lachaudière.Chaque chaudière a donc ses propres particularités et la quantité optima<strong>le</strong> <strong>de</strong> CDP soli<strong>de</strong> quipeut y être ajoutée et doit faire l’objet d’une évaluation spécifique. En se basant sur <strong>le</strong>sdonnées <strong><strong>de</strong>s</strong> usines <strong>de</strong> pâtes et papiers utilisant déjà du CDP soli<strong>de</strong>, nous estimons que laquantité optima<strong>le</strong> <strong>de</strong> CDP soli<strong>de</strong> qui peut être mélangée avec la biomasse <strong><strong>de</strong>s</strong> chaudièresvarie <strong>de</strong> la façon suivante sur une base calorifique, en fonction du type <strong>de</strong> chaudière :!" Chaudières à lit fluidisé 1 à 25 % Contrainte : la température du lit.!" Chaudières à gril<strong>le</strong> mo<strong>de</strong>rnes 5 à 25 %!" Chaudières à gril<strong>le</strong> âgées 1 à 5 % Contraintes : <strong>le</strong>s systèmes d’air <strong>de</strong>combustion et <strong>de</strong> traitement <strong><strong>de</strong>s</strong>fumées.4.2.8 Obtention d’un permis environnementalLes étapes <strong>de</strong> la <strong>de</strong>man<strong>de</strong> d’un certificat d’autorisation [28]Page 44 / 87
La loi sur la qualité <strong>de</strong> l’environnement a pour objet <strong>de</strong> préserver la qualité <strong>de</strong>l’environnement, <strong>de</strong> promouvoir son assainissement et <strong>de</strong> prévenir sa détérioration. Un <strong><strong>de</strong>s</strong>moyens prévus par la législation est d’établir un régime préventif visant à soumettre certainesactivités ou projets à l’obligation d’obtenir une autorisation préalab<strong>le</strong> du ministère <strong>de</strong>l’environnement.Tout projet assujetti doit faire l’objet d’une <strong>de</strong>man<strong>de</strong> à l’ai<strong>de</strong> du formulaire disponib<strong>le</strong> <strong>dans</strong> <strong>le</strong>sdirections régiona<strong>le</strong>s du ministère <strong>de</strong> l’Environnement. Ce formulaire doit être accompagné<strong>de</strong> tous <strong>le</strong>s documents et informations prévus par règ<strong>le</strong>ment. Ils sont inscrits <strong>dans</strong> la fiched’information <strong><strong>de</strong>s</strong> « exigences du ministère <strong>de</strong> l’Environnement pour l’obtention d’un certificatd’autorisation » :!" L’i<strong>de</strong>ntification du <strong>de</strong>man<strong>de</strong>ur;!" Le lieu <strong>de</strong> réalisation du projet;!" La nature du projetIl s’agit <strong>de</strong> la <strong><strong>de</strong>s</strong>cription <strong><strong>de</strong>s</strong> caractéristiques techniques du projet. La documentation àfournir inclut <strong>le</strong>s plans et <strong>de</strong>vis, la <strong><strong>de</strong>s</strong>cription <strong>de</strong> l’activité, <strong>le</strong>s métho<strong><strong>de</strong>s</strong> <strong>de</strong> travail, la liste<strong><strong>de</strong>s</strong> équipements, <strong>le</strong> ca<strong>le</strong>ndrier <strong>de</strong> réalisation, <strong>le</strong>s constructions à réaliser, <strong>le</strong> mo<strong>de</strong>d’exploitation, etc.;!" Les conséquences possib<strong>le</strong>s du projetIl s’agit <strong>de</strong> la <strong><strong>de</strong>s</strong>cription <strong>de</strong> la nature et du volume <strong><strong>de</strong>s</strong> contaminants susceptib<strong>le</strong>s d’êtrerejetés <strong>dans</strong> l’environnement (l’eau, l’air, <strong>le</strong> sol et <strong>le</strong> milieu ambiant). Une évaluationdétaillée <strong>de</strong> la quantité ou <strong>de</strong> la concentration prévue <strong><strong>de</strong>s</strong> contaminants doit être fournie;!" Les documents à joindre à la <strong>de</strong>man<strong>de</strong>Un certificat du greffier, du secrétaire-trésorier ou d’une municipalité attestant que laréalisation du projet ne contrevient à aucun règ<strong>le</strong>ment municipal.La <strong>de</strong>man<strong>de</strong> doit être envoyée à la direction régiona<strong>le</strong> du Ministère responsab<strong>le</strong> du territoireconcerné par <strong>le</strong> projet.Le délai requis pour l’analyse d’une <strong>de</strong>man<strong>de</strong> <strong>de</strong> certificat d’autorisation est directement lié àla comp<strong>le</strong>xité du projet. Pour une <strong>de</strong>man<strong>de</strong> régulière, <strong>le</strong> certificat d’autorisation seragénéra<strong>le</strong>ment délivré à l’intérieur d’une pério<strong>de</strong> <strong>de</strong> trois mois.Les préoccupations <strong>de</strong> la populationLes préoccupations fondamenta<strong>le</strong>s <strong>de</strong> la population et <strong><strong>de</strong>s</strong> groupes environnementaux reliéesà l’utilisation <strong>de</strong> CDP comme combustib<strong>le</strong> d’appoint peuvent se résumer avec <strong>le</strong>s pointsprincipaux qui suivent [26, 29, 30, 31, 32]. L’analyse <strong><strong>de</strong>s</strong> préoccupations indique que <strong>dans</strong>certains cas, <strong><strong>de</strong>s</strong> clarifications sont nécessaires et que <strong>dans</strong> d’autres cas, il faut s’assurer que<strong>le</strong>s équipements et systèmes <strong>de</strong> contrô<strong>le</strong> <strong>de</strong> la chaudière sont adéquats.Page 45 / 87
1. La présence <strong>de</strong> résidus noirs et d’o<strong>de</strong>urs résultant <strong>de</strong> la combustion du CDP.La présence <strong>de</strong> résidus noirs et d’o<strong>de</strong>urs résultant <strong>de</strong> la combustion du CDP est possib<strong>le</strong>quand <strong>le</strong>s <strong>pneus</strong> entreposés à ciel ouvert s’enflamment et brû<strong>le</strong>nt <strong>de</strong> façon non contrôlée.Dans une chaudière où la combustion est contrôlée et complète, <strong>le</strong>s fumées necontiennent pas <strong>de</strong> résidus noirs ni d’o<strong>de</strong>urs. Afin <strong>de</strong> s’assurer que la combustion duCDP est complète, la chaudière doit possé<strong>de</strong>r un système adéquat <strong>de</strong> contrô<strong>le</strong> <strong>de</strong>l’alimentation en air. La section 4.2.1 donne <strong>de</strong> plus amp<strong>le</strong>s informations sur l’impactenvironnemental d’une combustion non contrôlée.2. L’absence <strong>de</strong> chambre <strong>de</strong> combustion secondaire ou <strong>de</strong> dispositif <strong>de</strong> post-combustion sur<strong>le</strong>s chaudières pour augmenter l’efficacité <strong>de</strong> combustion.Les chaudières mo<strong>de</strong>rnes sont pourvues <strong>de</strong> tous <strong>le</strong>s systèmes stratégiques <strong>de</strong>combustion contrôlée et <strong>de</strong> post-combustion où l’air est introduit pour finaliser lacombustion. La quantité <strong>de</strong> produits combustib<strong>le</strong>s <strong>dans</strong> <strong>le</strong>s fumées est presque nul<strong>le</strong>.L’utilisation d’une chaudière âgée nécessitera généra<strong>le</strong>ment <strong><strong>de</strong>s</strong> modificationsimportantes ou même, <strong>le</strong> remplacement comp<strong>le</strong>t <strong>de</strong> la chaudière afin d’assurer unecombustion efficace du CDP. Par exemp<strong>le</strong>, une chaudière à gril<strong>le</strong> fixe qui date <strong>de</strong> plus <strong>de</strong>50 ans n’aura généra<strong>le</strong>ment pas <strong>le</strong> système adéquat <strong>de</strong> combustion pour la combustioncomplète <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédé et/ou du CDP. Ces chaudières ne sont donc pasadéquates et ne <strong>de</strong>vraient pas utiliser <strong>de</strong> CDP. Les chaudières « Dutch Oven » aussi nesont pas adéquates pour la combustion du CDP ou pour n’importe quel combustib<strong>le</strong> àhaute va<strong>le</strong>ur calorifique. Ces chaudières fonctionnent avec un amoncel<strong>le</strong>ment <strong>de</strong>combustib<strong>le</strong> au fond <strong>de</strong> la chambre <strong>de</strong> combustion et n’ ont pas <strong>de</strong> système d’aérationprimaire.3. Des perturbations <strong>dans</strong> <strong>le</strong>s conditions d’opération <strong><strong>de</strong>s</strong> chaudières. Lorsque l’opérationd’une chaudière est erratique, la quantité <strong>de</strong> produits toxiques <strong>dans</strong> <strong>le</strong>s émissionsatmosphériques augmentent probab<strong>le</strong>ment. À quel<strong>le</strong> fréquence surviennent <strong>le</strong>sperturbations ? Les installations utilisant du CDP ne rapportent pas <strong>de</strong> statistiquesd’opération <strong>dans</strong> la littérature. Quel<strong>le</strong>s mesures sont-el<strong>le</strong>s prises pour réagir auxperturbations ? Et ainsi éviter une détérioration <strong>de</strong> la qualité <strong><strong>de</strong>s</strong> émissionsatmosphériques.L’organisme « Texas Natural Resource Conservation Commission » a effectué <strong><strong>de</strong>s</strong> tests<strong>de</strong> sol à l’intérieur et à proximité <strong>de</strong> la vil<strong>le</strong> <strong>de</strong> Midlothian, où une cimenterie brû<strong>le</strong> du CDP<strong>de</strong>puis plusieurs années [32]. On s’attendait à ce que <strong>le</strong>s produits chimiques persistants<strong><strong>de</strong>s</strong> émissions atmosphériques, tels que <strong>le</strong>s métaux lourds, <strong>le</strong>s dioxines et <strong>le</strong>s furannes,se déposent sur <strong>le</strong> sol et que <strong>le</strong>ur stabilité provoque <strong>le</strong>ur accumulation avec <strong>le</strong> temps.Comme <strong>le</strong>s sols environnants sont sujets à toutes <strong>le</strong>s émissions <strong>de</strong> l’usine, en conditionsstab<strong>le</strong>s et instab<strong>le</strong>s, <strong>le</strong> niveau <strong>de</strong> contaminants mesuré serait représentatif <strong><strong>de</strong>s</strong> émissionsen provenance du CDP sous conditions <strong>de</strong> combustion non typiques. Les résultatsobtenus ont démontré qu’il n’y avait pas d’accumulation <strong><strong>de</strong>s</strong> produits chimiques concernésau-<strong>de</strong>là <strong><strong>de</strong>s</strong> niveaux acceptab<strong>le</strong>s pour la santé humaine. Les niveaux mesurés étaientconsistants avec <strong>le</strong>s conditions naturel<strong>le</strong>s du milieu.Page 46 / 87
Par ail<strong>le</strong>urs, on s’attend à ce que l’addition <strong>de</strong> CDP <strong>dans</strong> <strong>le</strong>s chaudières à biomasse ait uneffet positif sur la stabilité <strong><strong>de</strong>s</strong> conditions d’opération. L’apport additionnel d’énergie et <strong>le</strong>faib<strong>le</strong> taux d’humidité du CDP vont créer <strong><strong>de</strong>s</strong> conditions optima<strong>le</strong>s pour la combustion <strong>de</strong>la biomasse, qui a un taux d’humidité très é<strong>le</strong>vé (généra<strong>le</strong>ment autour <strong>de</strong> 60%).L’opération <strong>de</strong> la chaudière est donc plus stab<strong>le</strong> quand <strong>le</strong> CDP est ajouté. Lesperturbations d’opération <strong><strong>de</strong>s</strong> chaudières à biomasse sont généra<strong>le</strong>ment plus fréquentesquand la biomasse est brûlée sans apport additionnel d’énergie.4. Trop peu ou pas <strong>de</strong> données relativement aux HAP, dioxines et furannes <strong>dans</strong> <strong>le</strong>sémissions atmosphériques.Peu <strong>de</strong> données sont publiées relativement aux HAP, dioxines et furannes <strong>dans</strong> <strong>le</strong>sémissions atmosphériques, mais la majorité <strong><strong>de</strong>s</strong> états ou provinces qui ont délivré <strong><strong>de</strong>s</strong>permis pour la combustion <strong>de</strong> CDP ont exigé que ces tests soient effectués. Entre autres,l’organisme « Texas Natural Resource Conservation Commission » et <strong>le</strong> « Ohio AirQuality Development Authority » ont effectué <strong><strong>de</strong>s</strong> tests indépendants sur <strong>le</strong>s émissionsatmosphériques <strong>de</strong> différentes usines désirant obtenir un permis pour l’utilisation <strong>de</strong> CDP[32]. Les résultats ont démontré que <strong>le</strong> CDP pouvait être brûlé <strong>de</strong> façon écologique pourl’environnement. L’état du Texas requiert généra<strong>le</strong>ment que <strong>le</strong>s chaudières <strong>dans</strong><strong>le</strong>squel<strong>le</strong>s seront brûlé du CDP soient équipées d’un précipitateur é<strong>le</strong>ctrostatique et/oud’un filtre à manches en guise <strong>de</strong> système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées.Une autre étu<strong>de</strong> effectuée par EPA aux États Unis a démontré que <strong>le</strong>s émissionsatmosphériques d’une combustion contrôlée <strong>dans</strong> <strong>le</strong>s chaudières satisfont toutes <strong>le</strong>snormes d’émissions avec l’utilisation <strong>de</strong> 10 à 20% <strong>de</strong> CDP soli<strong>de</strong> [12].Avec l’apparition <strong><strong>de</strong>s</strong> chaudières à lit fluidisé, l’émission <strong>de</strong> dioxines <strong>dans</strong> <strong>le</strong>s fumées <strong>de</strong>ces chaudières a été la cause <strong>de</strong> beaucoup <strong>de</strong> débats [19]. Dans certains cas, <strong>le</strong>scombustib<strong>le</strong>s utilisés (<strong>le</strong>s boues <strong>de</strong> procédé ou <strong>le</strong> CDP par exemp<strong>le</strong>) peuvent contenir <strong>de</strong>faib<strong>le</strong>s quantités <strong>de</strong> chlore, et <strong><strong>de</strong>s</strong> traces <strong>de</strong> dioxines peuvent être mesurées <strong>dans</strong> <strong>le</strong>sfumées. Pour ces cas particuliers, <strong><strong>de</strong>s</strong> étu<strong><strong>de</strong>s</strong> ont démontré que <strong>le</strong>s émissions <strong>de</strong>dioxines pouvaient être réduites avec l’ajout <strong>de</strong> chaux, <strong>de</strong> soufre ou d’ammoniaque aucombustib<strong>le</strong>. Il est aussi important que la combustion soit la plus complète possib<strong>le</strong> etque <strong>le</strong> procédé <strong>de</strong> combustion soit contrôlé adéquatement. Le précipitateuré<strong>le</strong>ctrostatique doit aussi être opéré à une température inférieure ou éga<strong>le</strong> à 200 o C (392o F).Lorsque <strong><strong>de</strong>s</strong> essais <strong>de</strong> combustion sont effectués afin <strong>de</strong> démontrer quel sera l’impact <strong>de</strong>l’utilisation du CDP <strong>dans</strong> une chaudière à biomasse, il est important que <strong>le</strong>s essais etmesures effectués incluent une référence à un cas <strong>de</strong> base où <strong>le</strong> CDP n’est pas utilisé.Les résultats doivent aussi être analysés en tenant compte <strong><strong>de</strong>s</strong> normesenvironnementa<strong>le</strong>s en vigueur et, dépendamment du type <strong>de</strong> produit évalué, <strong><strong>de</strong>s</strong> limitesd’exposition recommandées.5. Gran<strong>de</strong> variation <strong><strong>de</strong>s</strong> résultats <strong>de</strong> mesure : il est diffici<strong>le</strong> d’obtenir <strong><strong>de</strong>s</strong> conclusionsstatistiquement représentatives. Pour certains polluants, certaines installations rapportent<strong><strong>de</strong>s</strong> augmentations, d’autres <strong><strong>de</strong>s</strong> diminutions.Page 47 / 87
Lors <strong>de</strong> l’analyse <strong>de</strong> plusieurs références techniques, plusieurs variab<strong>le</strong>s peuvent avoir unimpact sur la quantité ou la concentration <strong>de</strong> rejets <strong>dans</strong> l’environnement. Les principa<strong>le</strong>svariab<strong>le</strong>s impliquées sont :o Le type <strong>de</strong> chaudière utilisée;o Le type <strong>de</strong> système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées;o Les types <strong>de</strong> combustib<strong>le</strong>s utilisés avec <strong>le</strong> CDP;o La quantité <strong>de</strong> CDP utilisée.Il est important que l’analyse <strong><strong>de</strong>s</strong> résultats tienne compte <strong>de</strong> ces différentes variab<strong>le</strong>s. I<strong>le</strong>st aussi recommandé que <strong>le</strong>s usines fassent <strong><strong>de</strong>s</strong> essais <strong>de</strong> combustion avec <strong>le</strong>ursystème spécifique afin <strong>de</strong> confirmer quel<strong>le</strong>s modifications sont requises aux installations.6. Les inci<strong>de</strong>nces <strong>de</strong> l’augmentation du contenu en zinc <strong>dans</strong> <strong>le</strong>s cendres sur la santé <strong><strong>de</strong>s</strong>travail<strong>le</strong>urs appelés à <strong>le</strong>s manipu<strong>le</strong>r et à <strong>le</strong>s transporter.Le contenu en zinc <strong>dans</strong> <strong>le</strong>s cendres n’est pas assez important pour affecter la santé <strong><strong>de</strong>s</strong>travail<strong>le</strong>urs. De plus, comme lors <strong>de</strong> toute manipulation <strong>de</strong> produit pouvant se disperser<strong>dans</strong> l’atmosphère ou <strong>dans</strong> <strong>le</strong> milieu environnant, il est recommandé aux travail<strong>le</strong>urs <strong>de</strong>porter l’équipement <strong>de</strong> sécurité approprié, tel qu’un masque anti-poussière et <strong><strong>de</strong>s</strong> lunettes<strong>de</strong> sécurité. Le niveau <strong>de</strong> protection requis pour <strong>le</strong>s travail<strong>le</strong>urs doit être déterminé enfonction <strong>de</strong> la quantité, <strong>de</strong> la toxicité et <strong><strong>de</strong>s</strong> limites d’exposition recommandées pour <strong>le</strong>sdifférents produits.7. L’impact <strong>de</strong> la dispersion atmosphérique possib<strong>le</strong> <strong><strong>de</strong>s</strong> cendres à plus haute concentrationen zinc lors <strong>de</strong> manutention ou <strong>de</strong> transport.Le pH naturel <strong><strong>de</strong>s</strong> cendres se situe généra<strong>le</strong>ment autour <strong>de</strong> 8 à 12. À un tel niveau <strong>de</strong>pH, <strong>le</strong> zinc restera insolub<strong>le</strong> et ne causera pas <strong>de</strong> problème <strong>de</strong> lixiviation tant que <strong>le</strong> pH dumilieu restera au-<strong><strong>de</strong>s</strong>sus <strong>de</strong> 4.Des tests <strong>de</strong> contrô<strong>le</strong> périodiques peuvent être effectués sur <strong>le</strong>s sols environnants afin <strong>de</strong>déterminer <strong>le</strong> niveau d’accumulation <strong><strong>de</strong>s</strong> produits ciblés.4.2.9 Modifications au système d’alimentation <strong><strong>de</strong>s</strong> combustib<strong>le</strong>sLes systèmes d’alimentation existants sont généra<strong>le</strong>ment adéquats pour l’alimentation duCDP mélangé à la biomasse vers la chaudière, lorsque la majeure partie du talon est en<strong>le</strong>véedu pneu <strong>hors</strong> d’usage (enlèvement <strong>de</strong> l’acier à 96% et plus par exemp<strong>le</strong>). L’enlèvement dutalon élimine plusieurs problèmes potentiels avec <strong>le</strong> système d’alimentation, soit :!" L’accrochage du talon <strong>dans</strong> <strong>le</strong>s systèmes <strong>de</strong> convoyage;!" La présence <strong>de</strong> l’acier du talon peut nuire à l’opération du détecteur <strong>de</strong> métal et/oué<strong>le</strong>ctro-aimant norma<strong>le</strong>ment utilisés pour la protection <strong><strong>de</strong>s</strong> équipements <strong>de</strong> broyage et <strong>de</strong>combustion;Page 48 / 87
!" L’acier du talon peut se retrouver <strong>dans</strong> <strong>le</strong>s cendres et causer <strong><strong>de</strong>s</strong> problèmes d’opérationpour <strong>le</strong>s convoyeurs <strong>de</strong> cendres ou <strong>le</strong>s silos d’entreposage;!" Le CDP contenant l’acier du talon est généra<strong>le</strong>ment accrochant et enclin à s’aggloméreren pelotes favorisant <strong>le</strong>s engorgements <strong>le</strong> long du système <strong>de</strong> convoyage.Les modifications à effectuer au système d’alimentation <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s incluent :!" L’ajout d’une trémie d’entreposage et <strong>de</strong> reprise du CDP avec vis doseuse. La visdoseuse est utilisée pour contrô<strong>le</strong>r la quantité <strong>de</strong> CDP ajouté à la chaudière;!" L’ajout <strong><strong>de</strong>s</strong> convoyeurs nécessaires à l’acheminement du CDP vers <strong>le</strong> systèmed’alimentation <strong>de</strong> la chaudière existant. Les convoyeurs utilisés sont généra<strong>le</strong>ment <strong>de</strong>type à courroie. Le CDP peut être introduit <strong>dans</strong> <strong>le</strong> système d’alimentation <strong>de</strong> la chaudièreen aval du broyage si <strong>le</strong> CDP est débarrassé <strong>de</strong> l’acier du talon. S’il y a un risque <strong>de</strong>contamination du CDP avec du gros acier, il faut protéger la chaudière en installant uné<strong>le</strong>ctro-aimant à la sortie <strong>de</strong> la trémie <strong>de</strong> reprise du CDP ou introduire <strong>le</strong> CDP en amontdu broyage <strong>de</strong> la biomasse <strong>de</strong> façon à faire en<strong>le</strong>ver l’acier par l’é<strong>le</strong>ctro-aimant chargé <strong>de</strong>protéger <strong>le</strong> broyeur. Le passage du CDP <strong>dans</strong> <strong>le</strong>s broyeurs à marteaux généra<strong>le</strong>mentemployés pour la biomasse ne <strong>de</strong>vrait pas constituer un problème et pourrait être utilisépour favoriser <strong>le</strong> mélange avec la biomasse;!" L’aménagement s’il y a lieu, d’un espace d’entreposage extérieur du CDP. Le besoin ounon d’un tel espace dépend principa<strong>le</strong>ment <strong>de</strong> la capacité <strong>de</strong> la trémie d’entreposage duCDP, du débit <strong>de</strong> reprise, <strong>de</strong> la proximité du fournisseur <strong>de</strong> <strong>pneus</strong> déchiquetés, <strong>de</strong> lafréquence <strong><strong>de</strong>s</strong> livraisons et <strong>de</strong> la quantité <strong>de</strong> CDP <strong>de</strong> chaque livraison.4.2.10 Modifications à la chaudièrePlusieurs usines <strong>de</strong> pâtes et papiers <strong><strong>de</strong>s</strong> États-Unis et du Canada ont effectué <strong><strong>de</strong>s</strong> essais <strong>de</strong>combustion <strong>de</strong> CDP <strong>dans</strong> <strong>le</strong>ur chaudière à biomasse. Certaines <strong>de</strong> ces usines opèrent avecdu CDP <strong>de</strong>puis plusieurs années. Les résultats d’opération <strong>de</strong> ces usines indiquent que <strong>le</strong>schaudières à biomasse qu’el<strong>le</strong>s soient à gril<strong>le</strong> ou à lit fluidisé sont adéquates pour lacombustion du CDP. Si <strong>le</strong>s systèmes <strong>de</strong> contrô<strong>le</strong> suivants sont présents, aucune modificationn’est nécessaire aux chaudières à biomasse pour l’ajout <strong>de</strong> CDP :!" Contrô<strong>le</strong> et capacité <strong>de</strong> l’alimentation en air;!" Contrô<strong>le</strong> <strong>de</strong> la température du lit (pour <strong>le</strong>s chaudières à lit fluidisé).Les usines qui utilisent <strong><strong>de</strong>s</strong> chaudières <strong>de</strong> type « Dutch Oven » ou <strong><strong>de</strong>s</strong> chaudières à gril<strong>le</strong> fixeâgées <strong>de</strong> plus <strong>de</strong> 50 ans ne peuvent pas envisager <strong>de</strong> brû<strong>le</strong>r du CDP soli<strong>de</strong> sans remplacerla chaudière. Notre analyse ne tiendra pas compte <strong>de</strong> ces types <strong>de</strong> chaudières, à moins que<strong>le</strong>s usines contactées n’expriment <strong>le</strong>ur intention <strong>de</strong> remplacer <strong>le</strong>ur chaudière à court oumoyen terme.Page 49 / 87
4.2.11 Modifications au système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fuméesLes équipements <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées typiquement utilisés avec <strong>le</strong>s chaudières àbiomasse ainsi que <strong>le</strong>ur principe d’opération et <strong>le</strong>ur efficacité sont donnés au Tab<strong>le</strong>au 24.Les précipitateurs é<strong>le</strong>ctrostatiques et <strong>le</strong>s filtres à manches sont <strong>le</strong>s plus efficaces pour <strong>le</strong>contrô<strong>le</strong> <strong><strong>de</strong>s</strong> émissions particulaires <strong>de</strong> la combustion du CDP [19, 32]. Lors <strong>de</strong> combustion<strong>de</strong> biomasse, la concentration <strong>de</strong> particu<strong>le</strong>s à la sortie d’un précipitateur é<strong>le</strong>ctrostatique esttypiquement en <strong><strong>de</strong>s</strong>sous <strong>de</strong> 100 mg/m 3 R alors que cel<strong>le</strong> à la sortie d’un multiclone se situeautour <strong>de</strong> 300 mg/m 3 R [20].Tab<strong>le</strong>au 24Équipements <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées [19]ÉquipementPrincipe d’opérationDiamètre optimum Efficacité<strong><strong>de</strong>s</strong> particu<strong>le</strong>s (µm) typique (%)Multiclone mécanique, force centrifuge 5 - 25 ≈ 90Épurateur venturi humi<strong>de</strong> avec douches < 1 95 – 99Filtre filtration < 1 > 99Précipitateur é<strong>le</strong>ctrostatique ionisation <strong><strong>de</strong>s</strong> molécu<strong>le</strong>s < 1 99.5 – 99.8Les systèmes <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées <strong><strong>de</strong>s</strong> chaudières à biomasse incluent souvent unecombinaison <strong>de</strong> <strong>de</strong>ux techniques afin d’assurer la meil<strong>le</strong>ure efficacité <strong>de</strong> nettoyage <strong><strong>de</strong>s</strong>fumées. Par exemp<strong>le</strong> : multiclone + épurateur venturi ou multiclone + précipitateuré<strong>le</strong>ctrostatique.Les données publiées par <strong>le</strong> ministère <strong>de</strong> l’Environnement du Québec [10] indiquent quetoutes <strong>le</strong>s chaudières à biomasse du Québec, sauf une, respectent <strong>le</strong>s normes actuel<strong>le</strong>sd’émission <strong>de</strong> particu<strong>le</strong>s. Plusieurs chaudières ont même <strong><strong>de</strong>s</strong> émissions <strong>de</strong> particu<strong>le</strong>s bienen <strong>de</strong>çà <strong><strong>de</strong>s</strong> normes auxquel<strong>le</strong>s el<strong>le</strong>s sont soumises (Annexe 7). On peut donc supposer quepour <strong>le</strong>s usines qui brû<strong>le</strong>nt déjà <strong><strong>de</strong>s</strong> déchets <strong>de</strong> fabrique autres que du bois et <strong><strong>de</strong>s</strong> résidus <strong>de</strong>bois, <strong>le</strong>ur système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées est adéquat pour la combustion du CDP et qu’iln’y a pas <strong>de</strong> modifications à y faire.Toutefois, <strong>le</strong>s chaudières à biomasse ne brû<strong>le</strong>nt pas toutes <strong><strong>de</strong>s</strong> déchets <strong>de</strong> fabrique autresque du bois et <strong><strong>de</strong>s</strong> résidus <strong>de</strong> bois. Étant donné que <strong>le</strong>s normes d’émissions <strong>de</strong> particu<strong>le</strong>ssont inférieures lorsque <strong>le</strong>s chaudières brû<strong>le</strong>nt <strong><strong>de</strong>s</strong> déchets autres que du bois et <strong><strong>de</strong>s</strong> résidus<strong>de</strong> bois (180 et 270 mg/m 3 R versus 340 et 450 mg/m 3 R; voir Tab<strong>le</strong>au 8), <strong>le</strong>s usines qui nebrû<strong>le</strong>nt actuel<strong>le</strong>ment que du bois ou <strong><strong>de</strong>s</strong> résidus <strong>de</strong> bois et qui voudraient brû<strong>le</strong>r du CDPpourraient voir <strong>le</strong>ur norme d’émission <strong>de</strong> particu<strong>le</strong>s réduite. Certaines <strong>de</strong> ces usines <strong>de</strong>vraientalors ajouter un système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées plus performant. Selon <strong>le</strong>s données duministère <strong>de</strong> l’Environnement présentées à l’Annexe 7, <strong>le</strong>s cinq usines A, F, H, K et Q seraientconcernées.Si <strong>le</strong>s normes environnementa<strong>le</strong>s pour <strong>le</strong>s matières particulaires venaient à être réduites à 70et 100 mg/m 3 R, il est vraisemblab<strong>le</strong> que toutes <strong>le</strong>s chaudières à biomasse qui n’ont pas <strong>de</strong>précipitateur é<strong>le</strong>ctrostatique <strong>de</strong>vront en ajouter un afin <strong>de</strong> rencontrer <strong>le</strong>s nouvel<strong>le</strong>s normes.Page 50 / 87
Ces modifications seront nécessaires pour toutes <strong>le</strong>s chaudières à biomasse peu importe siel<strong>le</strong>s brû<strong>le</strong>nt ou non du CDP. Aujourd’hui, la majorité <strong><strong>de</strong>s</strong> nouvel<strong>le</strong>s chaudières qui sontconstruites est équipée d’un précipitateur é<strong>le</strong>ctrostatique pour <strong>le</strong> traitement <strong><strong>de</strong>s</strong> fumées.Les émissions <strong>de</strong> SO 2 proviennent du contenu en soufre <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s. Le CDP contient1.2% <strong>de</strong> soufre alors que <strong>le</strong> mazout peut contenir <strong>de</strong> 0.7 à 3.5% <strong>de</strong> soufre (Tab<strong>le</strong>au 11). Laquantité <strong>de</strong> SO 2 émise avec <strong>le</strong>s fumées est donc dépendante <strong>de</strong> la quantité et du type <strong>de</strong>combustib<strong>le</strong>s utilisés <strong>dans</strong> la chaudière. Si la quantité <strong>de</strong> SO 2 est trop é<strong>le</strong>vée <strong>dans</strong> <strong>le</strong>sfumées, el<strong>le</strong> peut être réduite avec l’ajout <strong>de</strong> sou<strong>de</strong> caustique (NaOH) ou <strong>de</strong> carbonate <strong>de</strong>calcium (CaCO 3 ) <strong>dans</strong> la chaudière ou <strong>dans</strong> l’eau <strong><strong>de</strong>s</strong> douches <strong>de</strong> l’épurateur.Page 51 / 87
5 Approvisionnement <strong>de</strong> <strong>pneus</strong>5.1 ESTIMATION DE LA QUANTITÉ DE PNEUS REQUISEDans un premier temps, toutes <strong>le</strong>s usines du Québec opérant une chaudière avec <strong>de</strong> labiomasse ont été répertoriées (Tab<strong>le</strong>aux 25a et 25b). Nous avons ensuite communiqué avecchaque usine afin d’obtenir <strong>le</strong>s caractéristiques <strong><strong>de</strong>s</strong> chaudières requises à notre analyse.Contrairement aux États-Unis, au Québec, aucune usine n’utilise <strong>de</strong> charbon <strong>dans</strong> sachaudière à biomasse. Les combustib<strong>le</strong>s d’appoint utilisés sont <strong>le</strong> mazout et <strong>le</strong> gaz naturel.Nous avons éliminé <strong>de</strong> l’analyse certaines <strong><strong>de</strong>s</strong> chaudières à biomasse selon <strong>le</strong>s <strong>de</strong>uxcritères suivants(Tab<strong>le</strong>aux 25a et 25b):1. Le type <strong>de</strong> chaudière.Les chaudières <strong>de</strong> type « Dutch Oven » utilisées pour brû<strong>le</strong>r la biomasse fonctionnentavec une pi<strong>le</strong> <strong>de</strong> combustib<strong>le</strong> au fond <strong>de</strong> la chaudière et el<strong>le</strong>s ne comportent pas <strong><strong>de</strong>s</strong>ystème d’air <strong>de</strong> combustion primaire. Le mélange air/combustib<strong>le</strong>s n’est donc pas aussibon que pour une chaudière à gril<strong>le</strong>. Cette technologie ne permet pas l’utilisation <strong>de</strong>combustib<strong>le</strong>s à haute va<strong>le</strong>ur calorifique tel que <strong>le</strong> CDP. Les usines avec <strong><strong>de</strong>s</strong> chaudières<strong>de</strong> ce type n’ont donc pas été retenues pour analyse.Certaines usines ont <strong><strong>de</strong>s</strong> chaudières à gril<strong>le</strong> fixe qui sont très âgées (plus <strong>de</strong> 50 ans). Cetype <strong>de</strong> chaudière ne possè<strong>de</strong> pas <strong>le</strong> système d’aération suffisant pour permettre lacombustion complète <strong>de</strong> boues <strong>de</strong> procédé ou <strong>de</strong> CDP. Ces usines n’ont pas étéretenues pour analyse, sauf si el<strong>le</strong>s envisagent déjà à court ou moyen terme <strong>le</strong>remplacement <strong>de</strong> la chaudière.2. L’éloignement <strong><strong>de</strong>s</strong> sites d’entreposage et/ou <strong><strong>de</strong>s</strong> déchiqueteurs ayant la capacité <strong>de</strong>produire <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> CDP à partir <strong>de</strong> <strong>pneus</strong> surdimensionnés.Certaines <strong>de</strong> ces usines ont été éliminées <strong>de</strong> la liste à cause <strong>de</strong> <strong>le</strong>ur éloignement <strong><strong>de</strong>s</strong>sites d’entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> et/ou <strong><strong>de</strong>s</strong> usines potentiel<strong>le</strong>s <strong>de</strong> déchiquetage. Les coûts<strong>de</strong> transport varient en fonction <strong>de</strong> la distance à parcourir. Pour être rentab<strong>le</strong>, <strong>le</strong> coût duCDP livré doit être inférieur à celui du combustib<strong>le</strong> fossi<strong>le</strong> qu’il remplace.Basé sur un coût livré du combustib<strong>le</strong> fossi<strong>le</strong> <strong>de</strong> $5.65/GJ, <strong>le</strong> coût total du CDP livré doitêtre inférieur à $0.092/lb ($0.20/kg).Des soumissions reçues <strong>de</strong> différents transporteurs nous ont permis <strong>de</strong> déterminer lavariation du coût du transport du CDP en fonction <strong>de</strong> la distance à parcourir :Coût ($/t) = 2.71 + 0.02 (km) + 0.000151 (km) 2Basé sur un coût unitaire du CDP déchiqueté <strong>de</strong> $0.036/lb ($79/t) [33] et un coût ducombustib<strong>le</strong> fossi<strong>le</strong> <strong>de</strong> $5.65/GJ, la distance maximum entre l’usine <strong>de</strong> déchiquetage etPage 52 / 87
l’usine <strong>de</strong> pâtes et papiers est <strong>de</strong> 850 km (Figure 7). Pour notre analyse, nous avonsconsidéré qu’un maximum <strong>de</strong> 400 km <strong>de</strong>vait être parcouru entre l’usine <strong>de</strong> déchiquetage etl’usine <strong>de</strong> pâtes et papiers. Avec cette distance à parcourir, <strong>le</strong> coût maximum du CDPdéchiqueté est <strong>de</strong> $0.077/lb ($170/t).En ajoutant à cette distance <strong>de</strong> 400 km, la distance <strong>de</strong> 200 km entre <strong>le</strong>s sites d’entreposageprincipaux et l’usine <strong>de</strong> production <strong>de</strong> CDP, tel que décrit <strong>dans</strong> la section 3.3.5, nousdélimitons un <strong>secteur</strong> <strong>de</strong> 420 km <strong>de</strong> rayon à vol d’oiseau (équiva<strong>le</strong>nt à 600 km par route) qui,centré sur <strong>le</strong>s sites d’entreposage principaux, englobe la quasi-totalité <strong><strong>de</strong>s</strong> usines retenues.La carte <strong><strong>de</strong>s</strong> usines <strong>de</strong> pâtes et papier du Québec [34] incluse <strong>dans</strong> l’Annexe 4 indique <strong>le</strong>susines englobées <strong>dans</strong> ce <strong>secteur</strong>.250200Coût maximum du CDP livréCoût ($/t CDP)15010050Coût du transportCoût maximum du CDP00 100 200 300 400 500 600 700 800 900 1000Distance (km)Figure 7. Estimation du coût maximum du CDP soli<strong>de</strong> et <strong><strong>de</strong>s</strong> coûts <strong>de</strong> transport(remorques à plancher mobi<strong>le</strong>) en fonction <strong>de</strong> la distance à parcourir. Lasomme du coût du CDP soli<strong>de</strong> et du coût <strong>de</strong> transport correspond au coût <strong>de</strong>référence <strong>de</strong> $5.65/GJ.Page 53 / 87
Tab<strong>le</strong>au 25aListe <strong><strong>de</strong>s</strong> usines avec chaudières à biomasse au QuébecUsines <strong>de</strong> pâtes et papiersUsine Combustib<strong>le</strong>s Chaudière Traitement <strong><strong>de</strong>s</strong> fumées retenue / non retenueA Biomasse, Hui<strong>le</strong> « Dutch Oven » Multiclonenon retenue – type <strong>de</strong>chaudièreB Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> mobi<strong>le</strong> Multiclone et précipitateurnon retenue –éloignementC Biomasse, Hui<strong>le</strong> « Dutch Oven » Multiclonenon retenue –éloignement et type <strong>de</strong>chaudièreD Biomasse Gril<strong>le</strong> fixe Multiclonenon retenue – type <strong>de</strong>chaudière (âgée)E Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> fixe Épurateur <strong>de</strong> gaz retenueF Biomasse, Hui<strong>le</strong> Lit fluidisé (1)PrécipitateurélctrostatiqueretenueG Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> fixePrécipitateuré<strong>le</strong>ctrostatiqueretenueH Biomasse, Hui<strong>le</strong> Lit fluidiséPrécipitateuré<strong>le</strong>ctrostatiqueretenueJ Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> KablitzPrécipitateuré<strong>le</strong>ctrostatiqueretenueK Biomasse « Dutch Oven » Multiclonenon retenue – type <strong>de</strong>chaudièreL Biomasse, Gaz Gril<strong>le</strong> vibranteMulticlone + Précipitateuré<strong>le</strong>ctrostatiqueretenueM Biomasse Gril<strong>le</strong> fixe Laveur <strong>de</strong> gaz retenueN Biomasse, Hui<strong>le</strong> Lit fluidisé (1)Précipitateuré<strong>le</strong>ctrostatiqueretenueP Biomasse, Gaz Gril<strong>le</strong> mobi<strong>le</strong> Laveur <strong>de</strong> gaz retenueQ Biomasse, Hui<strong>le</strong> « Dutch Oven » Multiclonenon retenue – type <strong>de</strong>chaudièreR Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> fixe Multiclone retenueS Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> fixe Multiclonenon retenue –éloignementT Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> fixePrécipitateuré<strong>le</strong>ctrostatiqueU Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> fixe Précipitateur é<strong>le</strong>ctrostatiqueV Biomasse, Hui<strong>le</strong> Lit fluidisé (1)Précipitateuré<strong>le</strong>ctrostatiqueW Biomasse Gril<strong>le</strong> fixe Précipitateur é<strong>le</strong>ctrostatiqueretenuenon retenue –éloignementretenuenon retenue –éloignement(1) La chaudière actuel<strong>le</strong> est une chaudière à gril<strong>le</strong> fixe âgée et l’usine est en train d’évaluer la mise enplace d’un système <strong>de</strong> cogénération avec une chaudière à lit fluidisé.Page 54 / 87
Tab<strong>le</strong>au 25bListe <strong><strong>de</strong>s</strong> usines avec chaudières à biomasse au QuébecUsines <strong>de</strong> cogénération.Usine Combustib<strong>le</strong>s Chaudière Traitement <strong><strong>de</strong>s</strong> fumées retenue / non retenueX Biomasse Gril<strong>le</strong> mobi<strong>le</strong> Précipitateur é<strong>le</strong>ctrostatiqueY Biomasse Gril<strong>le</strong> fixeZ Biomasse, Hui<strong>le</strong> Gril<strong>le</strong> vibrantePrécipitateuré<strong>le</strong>ctrostatiquePrécipitateuré<strong>le</strong>ctrostatiquenon retenue –éloignementretenueretenueIl est à noter que <strong>le</strong>s usines actuel<strong>le</strong>ment fermées (Chand<strong>le</strong>r et Abitibi-Consolidated La Baie)possédant <strong><strong>de</strong>s</strong> chaudières à biomasse ont été éliminées <strong>de</strong> la liste. De plus, certaines usinesont mentionné n’avoir que peu ou pas d’intérêt à brû<strong>le</strong>r du CDP soli<strong>de</strong> <strong>dans</strong> <strong>le</strong>ur chaudière àbiomasse. Si ces usines possè<strong>de</strong>nt <strong><strong>de</strong>s</strong> installations jugées adéquates pour effectuer lacombustion du CDP soli<strong>de</strong>, nous ne <strong>le</strong>s avons pas éliminées <strong>de</strong> la liste. Ceci afin <strong>de</strong>déterminer <strong>le</strong> potentiel réel total <strong><strong>de</strong>s</strong> usines <strong>de</strong> pâtes et papiers du Québec pour utiliser <strong>le</strong>s<strong>pneus</strong> <strong>hors</strong> d’usage.Pour <strong>le</strong>s usines retenues, la capacité <strong><strong>de</strong>s</strong> chaudières et la quantité <strong>de</strong> <strong>pneus</strong> requise ont étéévaluées en supposant un taux d’addition du CDP déterminé par <strong>le</strong> type d’installation <strong>de</strong>chaque usine (section 4.2.7) (Tab<strong>le</strong>aux 25a et 25b). Les capacités <strong><strong>de</strong>s</strong> chaudières indiquéessont cel<strong>le</strong>s <strong><strong>de</strong>s</strong> chaudières existantes sauf pour <strong>le</strong>s usines F, N et V, pour <strong>le</strong>squel<strong>le</strong>s unenouvel<strong>le</strong> chaudière à lit fluidisé a été considérée.Pour <strong>le</strong>s usines retenues du Québec, une quantité <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage <strong>de</strong> 5.1 à 15.1millions <strong>de</strong> épa/an serait potentiel<strong>le</strong>ment requise.Page 55 / 87
Tab<strong>le</strong>au 26Estimation <strong>de</strong> la quantité <strong>de</strong> pneu potentiel<strong>le</strong>ment requise par <strong>le</strong>s usines <strong>de</strong> pâtes etpapier et <strong>de</strong> cogénération retenues du Québec.UsineCapacité <strong>de</strong> la chaudière CDP potentiel<strong>le</strong>ment requis (1)(lb/h) @ (psig)(GJ/h)MinimumMaximum(%) (épa/an) (%) (épa/an)E 50,000 @ 200 79 5 96,918 15 290,754F 150,000 @ 150 237 1 57,895 5 289,476G 300,000 @ 600 565 5 688,868 15 2,066,604H 370,000 @ 600 697 1 169,921 5 849,604J 300,000 @1250 594 5 723,994 15 2,171,982L 300,000 @ 800 560 5 682,505 15 2,047,514M 132,000 @ 200 210 5 255,864 15 767,591N 155,000 @ 1250 307 1 74,813 5 374,064P 110,000 @ 190 175 15 639,192 20 852,256R 75,000 @150 119 1 28,948 5 144,738T 220,000 @ 460 407 5 496,301 15 1,488,904V 125,000 @ 615 252 1 61,505 5 307,525Y 240,000 @ 950 482 5 587,361 15 1,762,084Z 220,000 @ 1250 446 5 544,001 15 1,632,003Total - 5,130 - 5,108,085 - 15,045,099(1) Supposant un pourcentage <strong>de</strong> CDP sur une base cha<strong>le</strong>ur <strong>dans</strong> la chaudière, une va<strong>le</strong>urcalorifique du CDP <strong>de</strong> 36,053 kJ/kg (15,500 Btu/lb), un poids <strong>de</strong> 9.1 kg (20 lb)/épa et uneopération <strong><strong>de</strong>s</strong> chaudières <strong>de</strong> 8000 h/an.5.2 DISPONIBILITÉ DES PNEUS AU QUÉBEC ET PROVINCES/ÉTATS AVOISINANTSUne étu<strong>de</strong> récemment réalisée par la firme Tec-Est inc. rapporte un estimé <strong><strong>de</strong>s</strong> quantités <strong>de</strong><strong>pneus</strong> provenant du flux courant (Tab<strong>le</strong>au 27) et entreposés <strong>dans</strong> <strong>le</strong>s sites d’entreposage duQuébec (Tab<strong>le</strong>au 28) [3]. Les quantités <strong>de</strong> <strong>pneus</strong> provenant du flux courant <strong><strong>de</strong>s</strong> provinces etétats avoisinants sont données au Tab<strong>le</strong>au 30. Les quantités <strong>de</strong> <strong>pneus</strong> entreposés <strong>dans</strong> <strong>le</strong>ssites d’entreposage <strong><strong>de</strong>s</strong> provinces ou états avoisinants sont données au Tab<strong>le</strong>au 31. Unsommaire est donné au Tab<strong>le</strong>au 32.Le QuébecAu Québec, certains types <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage sont gérés par Recyc-Québec et <strong>le</strong>urutilisation au recyclage ou à la valorisation peut impliquer l’obtention d’une ai<strong>de</strong> financière.Les <strong>pneus</strong> <strong>hors</strong> d’usage gérés par Recyc-Québec sont <strong>le</strong>s <strong>pneus</strong> normaux du flux courant(excluant <strong>le</strong>s <strong>pneus</strong> surdimensionnés) et tous <strong>le</strong>s <strong>pneus</strong> <strong><strong>de</strong>s</strong> sites d’entreposage (normaux etsurdimensionnés). Les <strong>pneus</strong> surdimensionnés du flux courant ne font pas partie <strong><strong>de</strong>s</strong> <strong>pneus</strong><strong>hors</strong> d’usage gérés par Recyc-Québec.Page 56 / 87
Au Québec, <strong>le</strong>s <strong>pneus</strong> normaux du flux courant (<strong>pneus</strong> d’automobi<strong>le</strong>s et <strong>de</strong> camions) sontpresque entièrement utilisés. En 2001, 85% étaient déjà octroyés pour <strong>le</strong> rechapage et lavalorisation <strong>de</strong> la matière [1]. Avec <strong>le</strong> nouveau programme intégré <strong>de</strong> gestion <strong><strong>de</strong>s</strong> <strong>pneus</strong>(2002 – 2008), il est prévu que la totalité <strong><strong>de</strong>s</strong> <strong>pneus</strong> d’automobi<strong>le</strong>s et <strong>de</strong> camions du fluxcourant sera octroyée à <strong><strong>de</strong>s</strong> projets <strong>de</strong> recyclage.Les <strong>pneus</strong> toujours disponib<strong>le</strong>s pour <strong>le</strong>squels il est possib<strong>le</strong> d’obtenir une ai<strong>de</strong> financière sontceux <strong><strong>de</strong>s</strong> sites d’entreposage. Un certain nombre <strong>de</strong> <strong>pneus</strong> normaux (automobi<strong>le</strong>/camion)<strong><strong>de</strong>s</strong> sites d’entreposage a déjà été octroyé à d’autres projets. Des 15.2 millions épadisponib<strong>le</strong>s, il en resterait environ 6.25 millions [1].En supposant que la majorité <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés <strong><strong>de</strong>s</strong> sites d’entreposage duQuébec ne sont pas utilisés par <strong>le</strong>s recyc<strong>le</strong>urs et <strong>le</strong>s autres valorisateurs énergétiques(cimenteries par exemp<strong>le</strong>), <strong>le</strong>s usines <strong>de</strong> pâtes et papiers du Québec disposent d’environ 24millions épa (Tab<strong>le</strong>au 28).Tab<strong>le</strong>au 27Estimation <strong><strong>de</strong>s</strong> <strong>pneus</strong> provenant du flux courant du Québec [3, 4, 35]unités/anépa/anPopulation du Québec 7,372,448 -Nombre total <strong>de</strong> <strong>pneus</strong>(autos, camions et surdimensionnés)7,372,448 ≈ 14,000,000 (2)Nombre <strong>de</strong> <strong>pneus</strong> surdimensionnés (1) 73,725 2,194,198(1) Supposant que 1% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés équiva<strong>le</strong>nts à 30 <strong>pneus</strong>automobi<strong>le</strong> (épa).(2) Supposant que 15% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>de</strong> camions/autobus équiva<strong>le</strong>nts à 5 <strong>pneus</strong>automobi<strong>le</strong> (épa) et que 1% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés équiva<strong>le</strong>nts à 30<strong>pneus</strong> automobi<strong>le</strong> (épa). Le facteur d’équiva<strong>le</strong>nce, toutes catégories <strong>de</strong> <strong>pneus</strong> confondues, est <strong>de</strong>1.89 épa par unité.Tab<strong>le</strong>au 28Estimation <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong><strong>de</strong>s</strong> sites d’entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage du Québec [3]unités tota<strong>le</strong>sépa totalNombre total <strong>de</strong> <strong>pneus</strong>16,000,000 ≈ 40,500,000 (2)(autos, camions et surdimensionnés)Nombre <strong>de</strong> <strong>pneus</strong> surdimensionnés (1) 800,000 24,000,000(1) Supposant que 5% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés équiva<strong>le</strong>nts à 30 <strong>pneus</strong>automobi<strong>le</strong> (épa).(2) Supposant que 2% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>de</strong> camions/autobus équiva<strong>le</strong>nts à 5 <strong>pneus</strong>automobi<strong>le</strong> (épa) et que 5% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés équiva<strong>le</strong>nts à 30<strong>pneus</strong> automobi<strong>le</strong> (épa). Le facteur d’équiva<strong>le</strong>nce, toutes catégories <strong>de</strong> <strong>pneus</strong> confondues, est2.53 épa par unité.Page 57 / 87
En supposant que toutes <strong>le</strong>s usines <strong>de</strong> pâtes et papiers du Québec qui possè<strong>de</strong>nt unechaudière à biomasse utilisent <strong>le</strong>s <strong>pneus</strong> surdimensionnés <strong><strong>de</strong>s</strong> sites d’entreposage, <strong>le</strong>s sitesd’entreposage du Québec seront vidés <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnées en une pério<strong>de</strong> variant<strong>de</strong> 1.6 à 4.8 ans (Tab<strong>le</strong>au 29).Tab<strong>le</strong>au 29Estimation du temps <strong>de</strong> vidage <strong><strong>de</strong>s</strong> sites d’entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage duQuébec. Pneus surdimensionnés seu<strong>le</strong>ment.épaTemps <strong>de</strong> vidagePneus surdimensionnés disponib<strong>le</strong>s <strong>dans</strong><strong>le</strong>s sites d’entreposage du Québec24,000,000 disponib<strong>le</strong> -Usines <strong>de</strong> pâtes et papiers et <strong>de</strong>cogénération du Québec5,000,000 à 15,000,000 1.6 à 4.8 ansLes provinces et états avoisinants du QuébecLe nombre <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage toujours disponib<strong>le</strong>s au Québec et gérés par Recyc-Québec ne suffit pas à assurer une opération à long terme <strong><strong>de</strong>s</strong> chaudières à biomasse <strong><strong>de</strong>s</strong>usines <strong>de</strong> pâtes et papiers du Québec. En convertissant <strong>le</strong>urs chaudières à biomasse pourl’utilisation <strong>de</strong> CDP, <strong>le</strong>s usines <strong>de</strong> pâtes et papiers du Québec <strong>de</strong>vront rechercher unapprovisionnement externe afin d’assurer l’apport <strong>de</strong> combustib<strong>le</strong>s. Les coûts <strong>de</strong> transport<strong><strong>de</strong>s</strong> <strong>pneus</strong> en provenance d’autres régions seront plus importants. Ainsi, pour être rentab<strong>le</strong>,<strong>le</strong> coût total du CDP incluant <strong>le</strong> transport <strong>de</strong>vra être inférieur au coût <strong><strong>de</strong>s</strong> combustib<strong>le</strong>sfossi<strong>le</strong>s d’appoint utilisés et/ou aux coûts d’enfouissement <strong><strong>de</strong>s</strong> boues et résidus <strong>de</strong> procédé.Tab<strong>le</strong>au 30Estimation <strong><strong>de</strong>s</strong> <strong>pneus</strong> provenant du flux courant <strong><strong>de</strong>s</strong> autres provinces canadiennes etdu nord-est <strong><strong>de</strong>s</strong> États-Unis [3, 4, 35]Nombre total <strong>de</strong> <strong>pneus</strong>Nombre <strong>de</strong> <strong>pneus</strong> Nombre total(autos, camions etProvince ou Étatsurdimensionnés (1) <strong>de</strong> <strong>pneus</strong> (2)surdimensionnés)unités/an unités/an épa/an épa/anOntario 11,669,300 116,693 3,473,005 22,160,000Nouveau-Brunswick 756,600 7566 225,179 1,440,000Maine 1,274,923 12,749 379,434 2,420,000Vermont 608,827 6088 181,190 1,150,000New-York 18,976,457 189,765 5,647,767 36,040,000Connecticut 3,405,565 34,056 1,013,571 6,470,000Massachusetts 6,349,097 63,491 1,889,613 12,060,000Page 58 / 87
New-Hampshire 1,235,786 12,358 367,797 2,350,000Total <strong>hors</strong> Québec 44,276,555 442,766 13,177,556 84,090,000(1) Supposant que 1% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés équiva<strong>le</strong>nts à 30 <strong>pneus</strong>automobi<strong>le</strong> (épa).(2) Supposant que 15% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>de</strong> camions/autobus équiva<strong>le</strong>nts à 5 <strong>pneus</strong>automobi<strong>le</strong> (épa) et que 1% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés équiva<strong>le</strong>nts à 30<strong>pneus</strong> automobi<strong>le</strong> (épa). Le facteur d’équiva<strong>le</strong>nce, toutes catégories <strong>de</strong> <strong>pneus</strong> confondues, est <strong>de</strong>1.89 épa par unité.Tab<strong>le</strong>au 31Estimation <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong><strong>de</strong>s</strong> sites d’entreposage <strong><strong>de</strong>s</strong> autres provinces canadiennes etdu nord-est <strong><strong>de</strong>s</strong> États-Unis [3]Nombre total <strong>de</strong> <strong>pneus</strong>Nombre <strong>de</strong> <strong>pneus</strong> Nombre total(autos, camions etProvince ou Étatsurdimensionnés (1) <strong>de</strong> <strong>pneus</strong> (2)surdimensionnés)unités unités épa épaOntario 2,500,000 125,000 3,750,000 6,330,000Nouveau-Brunswick 1,000,000 50,000 1,500,000 2,530,000Maine 2,500,000 125,000 3,750,000 6,330,000Vermont 3,500,000 175,000 5,250,000 8,850,000New-York 27,405,800 1,370,000 41,100,000 69,340,000Connecticut 6,000,000 300,000 9,000,000 15,180,000Massachusetts 6,000,000 300,000 9,000,000 15,180,000New-Hampshire interdiction 0 0 0Total <strong>hors</strong> Québec 48,905,000 2,445,000 73,350,000 123,740,000(1) Supposant que 5% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés équiva<strong>le</strong>nts à 30 <strong>pneus</strong>automobi<strong>le</strong> (épa).(2) Supposant que 2% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>de</strong> camions/autobus équiva<strong>le</strong>nts à 5 <strong>pneus</strong>automobi<strong>le</strong> (épa) et que 5% <strong><strong>de</strong>s</strong> <strong>pneus</strong> (unités) sont <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés équiva<strong>le</strong>nts à 30<strong>pneus</strong> automobi<strong>le</strong> (épa). Le facteur d’équiva<strong>le</strong>nce est 2.53 épa par unité.Page 59 / 87
Tab<strong>le</strong>au 32Sommaire <strong>de</strong> la disponibilité <strong><strong>de</strong>s</strong> <strong>pneus</strong> au Québec et aux provinces ou étatsavoisinants [3].Pneus autos,Pneus surdimensionnés TotalcamionsFlux courant unités/an unités/an épa/an (1) épa/anQuébec 7,226,000 (2) 73,700 (4) 2,200,000 (3) 14,000,000Ontario / Nouveau-Brunswick 12,300,000 124,300 3,700,000 23,600,000Nord-est <strong><strong>de</strong>s</strong> É-U 31, 530,000 318,500 9,500,000 60,490,000Total flux courant 51,056,000 516,500 15,400,000 98,090,000Sites d’entreposage unités unités épa (1) épaQuébec 15,200,000(4) 800,000 (5) 24,000,000 (4) 40,500,000Ontario / Nouveau-Brunswick 3,330,000 175,000 5,250,000 8,860,000Nord-est <strong><strong>de</strong>s</strong> É-U 43,140,000 2,270,000 68,100,000 114,880,000Total sites d’entreposage 61,670,000 3,245,000 97,350,000 164,240,000(1) 1 pneu surdimensionné ≈ 30 équiva<strong>le</strong>nts pneu automobi<strong>le</strong> (épa)(2) Ces <strong>pneus</strong> sont gérés par Recyc-Québec. La majorité <strong>de</strong> ces <strong>pneus</strong> n’est pas disponib<strong>le</strong> pourvalorisation énergétique.(3) Ces <strong>pneus</strong> ne sont pas actuel<strong>le</strong>ment gérés par Recyc-Québec.(4) Ces <strong>pneus</strong> sont gérés par Recyc-Québec.Page 60 / 87
6 Étu<strong>de</strong> économique – Production et combustion <strong>de</strong> CDP soli<strong>de</strong>6.1 AIDE FINANCIÈRE DES PROGRAMMES DU GOUVERNEMENT DU QUÉBECAu Québec, il existe <strong>de</strong>ux programmes d’ai<strong>de</strong> financière reliés à l’utilisation <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong>d’usage [1] :1. Le programme québécois <strong>de</strong> gestion intégrée <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage 2002-20082. Le programme <strong>de</strong> vidage <strong><strong>de</strong>s</strong> lieux d’entreposage <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage au Québec2001-2008Le programme québécois <strong>de</strong> gestion intégrée <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage concerne <strong>le</strong>s <strong>pneus</strong><strong>hors</strong> d’usage en provenance du flux courant. Il n’est donc pas pertinent à cette étu<strong>de</strong>,puisque la majorité <strong><strong>de</strong>s</strong> <strong>pneus</strong> du flux courant n’est plus disponib<strong>le</strong>.Le programme <strong>de</strong> vidage <strong><strong>de</strong>s</strong> lieux d’entreposage <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage concerne <strong>le</strong>s <strong>pneus</strong>entreposés <strong>dans</strong> <strong>le</strong>s divers sites d’entreposage au Québec. Les usines <strong>de</strong> pâtes et papiersétant considérées comme étant <strong><strong>de</strong>s</strong> « lieux d’accueil », l’ai<strong>de</strong> financière qu’il est possib<strong>le</strong>d’obtenir par ce programme est la suivante :!" Pour <strong>le</strong>s <strong>pneus</strong> normaux (<strong>pneus</strong> d’automobi<strong>le</strong>s et <strong>de</strong> camions dont <strong>le</strong> diamètre <strong>de</strong> jante ≤à 24.5 po et <strong>le</strong> diamètre total ≤ à 48.5 po), un plafond maximal admissib<strong>le</strong> combiné <strong>de</strong>$125/t;!" Pour <strong>le</strong>s <strong>pneus</strong> surdimensionnés, <strong>le</strong> plafond maximal admissib<strong>le</strong> combiné est <strong>de</strong> $225/t.Le plafond maximal admissib<strong>le</strong> combiné correspond au total <strong><strong>de</strong>s</strong> montants payab<strong>le</strong>s aurécupérateur et au lieu d’accueil. Le récupérateur est celui qui récupère et transporte <strong>le</strong>s<strong>pneus</strong> <strong>hors</strong> d’usage à partir du lieu d’entreposage. Il peut aussi faire <strong>le</strong> déchiquetage <strong><strong>de</strong>s</strong><strong>pneus</strong>. Si <strong>le</strong> récupérateur ne fait pas <strong>le</strong> déchiquetage <strong><strong>de</strong>s</strong> <strong>pneus</strong>, un déchiqueteur estimpliqué et <strong>le</strong> montant total <strong>de</strong> l’ai<strong>de</strong> financière est alors réparti entre <strong>le</strong>s trois intervenants ; <strong>le</strong>récupérateur, <strong>le</strong> déchiqueteur et <strong>le</strong> valorisateur (lieu d’accueil).Pour <strong>le</strong>s fins <strong>de</strong> notre analyse, nous pouvons considérer que <strong>le</strong> montant d’ai<strong>de</strong> financièrepourrait varier entre $42/t et $113/t pour une usine <strong>de</strong> pâtes et papiers (lieu d’accueil) ; <strong>le</strong>premier montant correspondant à $125/t réparti entre trois intervenants et <strong>le</strong> <strong>de</strong>uxièmemontant correspondant à $225/t réparti entre <strong>de</strong>ux intervenants.Compte-tenu <strong>de</strong> la disponibilité <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>dans</strong> <strong>le</strong>s sites d’entreposage, <strong>le</strong> montant d’ai<strong>de</strong>financière <strong>le</strong> plus vraisemblab<strong>le</strong> est celui <strong>de</strong> $225/t réparti entre trois intervenants, c’est-à-dire$75/t.Page 61 / 87
Procédure d’accréditation <strong><strong>de</strong>s</strong> entreprisesPour être accréditées par Recyc-Québec, <strong>le</strong>s usines <strong>de</strong> pâtes et papiers doivent remplir <strong>le</strong>formulaire <strong>de</strong> <strong>de</strong>man<strong>de</strong> d’ai<strong>de</strong> financière à titre <strong>de</strong> lieu d’accueil [1]. Les informations etdocuments suivants sont requis :!" I<strong>de</strong>ntification du lieu d’accueil;!" Résumé du projet (durée du projet, quantité <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage requis);!" Prix soumis (pour <strong>le</strong>s <strong>pneus</strong> normaux et/ou surdimensionnés);!" Copie <strong><strong>de</strong>s</strong> <strong>le</strong>ttres patentes ou du document confirmant l’existence juridique du<strong>de</strong>man<strong>de</strong>ur;!" Résolution désignant la personne autorisée à agir pour ce projet;!" Preuve d’accréditation d’une autre juridiction si non accrédité par Recyc-Québec;!" Tab<strong>le</strong>au <strong>de</strong> la programmation trienna<strong>le</strong>;!" Lettre(s) d’appui (non obligatoire);!" États financiers pro forma ou <strong>de</strong>rniers états financiers vérifiés;!" Certificat d’autorisation du ministère <strong>de</strong> l’Environnement et <strong>de</strong> la Faune du Québec ou<strong>le</strong>ttre <strong>de</strong> la direction régiona<strong>le</strong> du M.E.F. confirmant qu’ils ont effectué une vérification;!" Permis émis par la municipalité ;!" Description du procédé utilisé et <strong><strong>de</strong>s</strong> équipements employés;!" Rapport technique par Recyc-Québec ou tout autre mandataire;!" Taux <strong>de</strong> ren<strong>de</strong>ment prévu;!" Délai d’implantation ;!" Capacité d’entreposage et type <strong>de</strong> matières premières utilisées;!" Confirmation <strong>de</strong> la détention <strong><strong>de</strong>s</strong> éléments <strong>de</strong> la propriété intel<strong>le</strong>ctuel<strong>le</strong> requis pourfonctionner.Page 62 / 87
6.2 USINE DE PRODUCTION DE CDP SOLIDE6.2.1 Coût en capital d’une usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>Le coût en capital d’une usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong> au taux <strong>de</strong> 6.7 t/h (2.2 millionsd’épa/an) à partir <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage surdimensionnés est <strong>de</strong> $6.35 millions, Tab<strong>le</strong>au 33).Les coûts détaillés sont donnés en Annexe 5.Tab<strong>le</strong>au 33Coût en capital d’une usine typique <strong>de</strong> CDP soli<strong>de</strong> ($)Description Achat Installation TotalCoûts directs- Équipements <strong>de</strong> procédé 1,980,000 116,000 2,096,,000- Autres coûts directs 437,000 1,784,000 2,223,000Total <strong><strong>de</strong>s</strong> coûts directs 2,417,000 1,900,000 4,319,,000Coûts indirects (incluant l’achat duterrain et la contingence)- - 2,031,000Coût d’investissement total - - 6,350,0006.2.2 Coût d’opération et revenus d’une usine <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>Les coûts d’opération et <strong>le</strong>s revenus d’une usine typique <strong>de</strong> CDP soli<strong>de</strong> ont été estimés selon<strong>le</strong>s hypothèses suivantes :• Les sites d’entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage sont à 200 km en moyenne <strong>de</strong> l’usine<strong>de</strong> production <strong>de</strong> CDP;• Les usines <strong>de</strong> pâtes et papiers sont à 250 km en moyenne <strong>de</strong> l’usine <strong>de</strong> CDP liqui<strong>de</strong>;• La main d’œuvre <strong>de</strong> l’entreprise est estimée à 9 personnes au total et <strong>le</strong> salaire moyenest <strong>de</strong> $80,000/an incluant <strong>le</strong>s bénéfices;• Les coûts du matériel d’entretien sont évalués à $140,000/an;• Les coûts d’é<strong>le</strong>ctricité sont estimés à $0.04/kWh.Le détail <strong><strong>de</strong>s</strong> coûts <strong>de</strong> production fixes et variab<strong>le</strong>s sont inclus en Annexe 5.Page 63 / 87
6.2.3 Pério<strong>de</strong> <strong>de</strong> recouvrementPour notre analyse, nous avons fixé <strong>le</strong> coût <strong>de</strong> la matière première (<strong>pneus</strong> <strong>hors</strong> d’usage) à$10/t. Nous avons ajusté <strong>le</strong> prix <strong>de</strong> vente du CDP soli<strong>de</strong> <strong>de</strong> façon à obtenir une pério<strong>de</strong> <strong>de</strong>recouvrement <strong>de</strong> 5 ans ou moins sur l’investissement. Après l’année 2008, lorsque l’ai<strong>de</strong>financière ne sera plus disponib<strong>le</strong>, nous avons ajusté <strong>le</strong> prix <strong>de</strong> vente du CDP soli<strong>de</strong> <strong>de</strong> façonà obtenir un ren<strong>de</strong>ment d’environ 5% avant impôt (Figure 8). Les éléments suivants sont <strong>le</strong>séléments clé <strong>de</strong> rentabilité <strong>de</strong> l’usine :• Les coûts <strong>de</strong> transport entre <strong>le</strong>s sites et l’usine <strong>de</strong> production; Ils comptent pourpresque la moitié <strong><strong>de</strong>s</strong> coûts d’opération. Il serait possib<strong>le</strong> <strong>de</strong> <strong>le</strong>s éliminer en traitant<strong>le</strong>s <strong>pneus</strong> sur place, site après site, avec <strong>de</strong> l’équipement entièrement mobi<strong>le</strong>. Celanécessiterait cependant <strong>de</strong> stocker <strong>le</strong> CDP 2 po. avant chargement <strong>dans</strong> <strong>le</strong>sremorques pour <strong>le</strong>s différentes <strong><strong>de</strong>s</strong>tinations, amenant ainsi <strong><strong>de</strong>s</strong> coûts <strong>de</strong> manutentionadditionnels. La viabilité <strong>de</strong> cette option est à démontrer surtout à long terme lorsque<strong>le</strong>s sites seront vidés, que <strong>le</strong>s <strong>pneus</strong> proviendront du flux courant ou <strong><strong>de</strong>s</strong> provinces etétats limitrophes et que l’installation <strong>de</strong>vra se sé<strong>de</strong>ntariser. Pour l’étu<strong>de</strong>, nous avonsconsidéré une localisation d’usine optima<strong>le</strong> par rapport aux sites d’entreposage etselon <strong>le</strong>ur potentiel.• Le prix <strong>de</strong> vente du CDP soli<strong>de</strong>; Nous avons considéré <strong>dans</strong> notre analyse un prix <strong>de</strong>$112/t jusqu’en 2008, lorsqu’il sera possib<strong>le</strong> d’obtenir une ai<strong>de</strong> financière et <strong>de</strong> $ 175/taprès 2008, lorsque l’ai<strong>de</strong> financière aura cessé. Le premier prix assurera unepério<strong>de</strong> <strong>de</strong> recouvrement sur l’investissement <strong>de</strong> 5 ans ou moins. Le <strong>de</strong>uxième prixcorrespond approximativement au prix que peuvent payer <strong>le</strong>s usines <strong>de</strong> pâtes etpapier <strong>le</strong>ur permettant <strong>de</strong> recouvrir <strong>le</strong>ur investissement en un an ou moins.• Le coût d’enfouissement du caoutchouc à haute teneur en acier; Il semb<strong>le</strong> y avoir<strong>de</strong>ux avenues pour ce type <strong>de</strong> matériau. Il peut être enfoui <strong>dans</strong> <strong><strong>de</strong>s</strong> sitesd’enfouissement, au coût <strong>de</strong> $50/t ou il peut servir <strong>de</strong> couche <strong>de</strong> recouvrementjournalière <strong>dans</strong> <strong>le</strong>s sites d’enfouissement <strong><strong>de</strong>s</strong> déchets ménagers pour en améliorer <strong>le</strong>drainage, au coût <strong>de</strong> $12/t. La <strong>de</strong>uxième avenue représente une réduction <strong><strong>de</strong>s</strong> coûtsd’opération <strong>de</strong> $61,000. Toutefois, c’est la première avenue qui a été considérée<strong>dans</strong> l’étu<strong>de</strong> <strong>de</strong> rentabilité.Page 64 / 87
$10,000,000$9,000,000$8,000,000$7,000,000$6,000,000$5,000,000$4,000,000$3,000,000$2,000,000Profits avant impôtRevenusDépenses$1,000,000$02004 2005 2006 2007 2008 2009 2010 2011 2012 2013Figure 8. Pério<strong>de</strong> <strong>de</strong> recouvrement pour l’investissement requis à la mise en placed’une usine <strong>de</strong> CDP soli<strong>de</strong>.6.3 USINES DE PÂTES ET PAPIERS DU QUÉBEC6.3.1 Coûts <strong><strong>de</strong>s</strong> modifications aux chaudières à biomasseLes usines <strong>de</strong> pâtes et papiers du Québec que nous avons retenues pour analyse (Tab<strong>le</strong>au26) possè<strong>de</strong>nt toutes une chaudière à biomasse qui est adéquate pour la combustion du CDPsoli<strong>de</strong>. Nous avons ajusté <strong>le</strong>s pourcentages minimum et maximum <strong>de</strong> CDP (Erreur ! Sourcedu renvoi introuvab<strong>le</strong>.Tab<strong>le</strong>au 26) en fonction <strong><strong>de</strong>s</strong> installations disponib<strong>le</strong>s aux usines (type<strong>de</strong> chaudière et système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées). Ainsi, avec <strong>le</strong>s taux <strong>de</strong> CDP estimés,nous pouvons supposer qu’aucune modification n’est nécessaire aux chaudières à biomasseni aux systèmes <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées <strong><strong>de</strong>s</strong> usines sé<strong>le</strong>ctionnés (Tab<strong>le</strong>au 34).Les modifications nécessaires au système d’alimentation <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s sont décrites à lasection 4.2.9. Pour l’estimation du coût <strong>de</strong> ces modifications, nous avons préparé <strong>de</strong>uxestimations <strong>de</strong> base (Annexe 6) ; une représentant <strong>le</strong> minimum d’équipement et <strong>de</strong>modifications nécessaires si on utilise du CDP et une autre pour <strong>le</strong> débit maximum <strong>de</strong> CDP duTab<strong>le</strong>au 26. Nous avons déduit <strong>le</strong>s coûts d’investissement pour toutes <strong>le</strong>s usines à partir <strong>de</strong>ces <strong>de</strong>ux estimés.Page 65 / 87
UsineTab<strong>le</strong>au 34Coûts <strong><strong>de</strong>s</strong> modifications aux chaudières à biomasse.Alimentation <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s ($) ChaudièresMinimum (1) Maximum (2) ($)Traitement<strong><strong>de</strong>s</strong> fumées($)E 113,000 159,000 0 0F 113,000 158,000 0 0G 266,000 515,000 0 0H 115,000 302,000 0 0J 274,000 530,000 0 0L 265,000 512,000 0 0M 147,000 284,000 0 0N 113,000 185,000 0 0P 255,000 302,000 0 0R 113,000 113,000 0 0T 219,000 423,000 0 0V 113,000 164,000 0 0Y 242,000 468,000 0 0Z 231,000 447,000 0 0Total 2,579,000 4,562,000 0 0(1) Correspond au taux minimum <strong>de</strong> remplacement du CDP donné au Tab<strong>le</strong>au 26.(2) Correspond au taux maximum <strong>de</strong> remplacement du CDP donné au Tab<strong>le</strong>au 26.6.3.2 Économies anticipéesLes économies résultantes <strong>de</strong> l’utilisation <strong>de</strong> CDP <strong>dans</strong> <strong>le</strong>s chaudières à biomasse duQuébec seront réalisées par une réduction <strong><strong>de</strong>s</strong> coûts d’enfouissement <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédéainsi que par une réduction <strong>de</strong> la consommation <strong>de</strong> combustib<strong>le</strong> fossi<strong>le</strong> ou <strong>de</strong> biomasseachetée.Réduction <strong><strong>de</strong>s</strong> coûts d’enfouissementAu Québec, <strong>le</strong>s déchets générés par <strong>le</strong>s fabriques <strong>de</strong> pâtes et papiers dont classés <strong>dans</strong> <strong>le</strong>ssept catégories suivantes (Annexe 8):• Écorces, nœuds et résidus <strong>de</strong> bois;• Rebuts <strong>de</strong> pâtes, papiers et cartons;• Cendres;• Boues <strong>de</strong> désencrage;• Boues mélangées;• Résidus alcalins;Page 66 / 87
• Autres.En supposant que <strong>le</strong>s usines retenues du Québec pourront brû<strong>le</strong>r la totalité <strong>de</strong> la biomasseprésentement enfouie <strong>dans</strong> <strong>le</strong>s sites (241,000 t/an <strong>de</strong> boues humi<strong><strong>de</strong>s</strong>), l’économie tota<strong>le</strong>anticipée pour ces usines pourrait varier <strong>de</strong> 2.4 à 3.3 M$/an en utilisant un coût moyend’enfouissement <strong>de</strong> $25/t à $35/t sur une base anhydre (Tab<strong>le</strong>au 35).).Réduction <strong><strong>de</strong>s</strong> coûts <strong>de</strong> combustib<strong>le</strong> fossi<strong>le</strong>Pour toutes <strong>le</strong>s usines <strong>de</strong> pâtes et papiers retenues, nous avons supposé que <strong>le</strong> taux <strong>de</strong>remplacement du combustib<strong>le</strong> fossi<strong>le</strong> ou <strong><strong>de</strong>s</strong> écorces achetées équivalait à 100% <strong>de</strong>l’utilisation du CDP sur une base calorifique. Dans <strong>le</strong> cas <strong><strong>de</strong>s</strong> usines qui n’enfouissent pas <strong>de</strong>boues <strong>de</strong> procédé, la quantité <strong>de</strong> vapeur produite par la chaudière reste la même avecl’utilisation <strong>de</strong> CDP.Pour <strong>le</strong>s usines <strong>de</strong> pâtes et papiers qui enfouissent <strong>le</strong>urs boues <strong>de</strong> procédé et/ou résiduscombustib<strong>le</strong>s, nous avons supposé que la totalité <strong><strong>de</strong>s</strong> boues et résidus soit utilisée à lachaudière à biomasse avec l’ajout du CDP. Dans ce cas, la quantité <strong>de</strong> vapeur produite parla chaudière est augmentée par l’équiva<strong>le</strong>nt <strong>de</strong> l’ajout <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédé.Avec un coût unitaire <strong>de</strong> $5.65/GJ pour <strong>le</strong> combustib<strong>le</strong> fossi<strong>le</strong> et <strong>de</strong> $28/t sèche pour <strong>le</strong>sécorces achetées, <strong>le</strong>s économies tota<strong>le</strong>s pour <strong>le</strong>s usines <strong>de</strong> pâtes et papiers du Québec sontestimées à $12.3 millions par an (Tab<strong>le</strong>au 36).Tab<strong>le</strong>au 35Estimation <strong>de</strong> la réduction <strong><strong>de</strong>s</strong> coûts d’enfouissement pour <strong>le</strong>s usines <strong>de</strong> pâtes etpapier et <strong>de</strong> cogénération du Québec. (1)UsineÉcorces, Rebuts <strong>de</strong>Boues <strong>de</strong> Déchetsnœuds et pâtes, papiersÉconomie (3)procédé totauxrésidus <strong>de</strong> et cartons($/an)enfouies (2) enfouisbois enfouis enfouis(t/an) (4) (t/an) (4) (t/an) (4) (t/an) (4) @ 25$/t @ 35$/tE - 295 - 295 7,375 10,325F - 880 58,817 59,697 457,246 640,144G - - 11,451 11,451 76,265 106,771H - - 894 894 6,146 8,605J - - - - 0 0L 27,038 - 1,520 28,558 280,904 393,265M - - - - 0 0N - 12 83,338 83,350 940,146 1,316,204P - - 29,750 29,750 297,500 416,500R 6,063 3,592 2,707 12,362 110,851 155,191T 10,242 - 3,659 13,901 167,115 233,961V 464 332 - 796 13,436 18,810Y - - - - 0 0Z - - - - 0 0Total 43,807 5,111 192,136 241,054 2,356,983 3,299,777Page 67 / 87
(1) Données pour l’année 1999 tirées <strong>de</strong> la référence [10], sauf pour <strong>le</strong>s usines N et P pour <strong>le</strong>squel<strong>le</strong>s<strong>le</strong>s données sont pour l’année 2001.(2) Boues primaires, secondaires et <strong>de</strong> désencrage(3) Basé sur un coût moyen d’enfouissement entre $25/t et $35/t (base anhydre)(4) Base humi<strong>de</strong>Tab<strong>le</strong>au 36Estimation <strong><strong>de</strong>s</strong> économies pour <strong>le</strong>s usines <strong>de</strong> pâtes et papiers et <strong>de</strong> cogénération duQuébecUsineÉconomieCombustib<strong>le</strong> fossi<strong>le</strong> Enfouissement <strong><strong>de</strong>s</strong> boues Achat d’écorcestota<strong>le</strong>(t/an)(GJ/an) ($/an) (1)($/an) (2) (t/an) sèche ($/an) (3) ($/an)humi<strong>de</strong>E 63,594 359,307 295 8,850 0 0 368,157F 56,983 321,955 59,697 548,695 0 0 870,650G 0 0 11,451 91,518 22,927 641,950 733,468H 0 0 894 7,376 8,483 237,521 244,897J 0 0 - 0 24,096 674,683 674,683L 447,835 2,530,270 28,558 337,085 0 0 2,867,354M 167,889 948,571 - 0 0 0 948,571N 0 0 83,350 357,000 3,735 104,576 461,576P 0 0 29,750 1,128,175 12,410 347,467 1,475,642R 0 0 12,362 133,021 1,445 40,464 173,485T 325,655 1,839,953 13,901 200,538 0 0 2,040,491V 60,536 342,029 796 16,123 0 0 358,152Y 0 0 - 0 19,548 547,357 547,357Z 0 0 - 0 18,105 506,950 506,950Total 1,122,493 6,342,085 241,054 2,828,380 110,749 3,100,967 12,271,432(1) Supposant un coût du combustib<strong>le</strong> fossi<strong>le</strong> <strong>de</strong> $5.65/GJ(2) Supposant un coût d’enfouissement <strong>de</strong> $30.00/t anhydre (égal à la moyenne <strong><strong>de</strong>s</strong> économiesprésentées au Tab<strong>le</strong>au 35).(3) Supposant un coût d’achat <strong><strong>de</strong>s</strong> écorces <strong>de</strong> $28/t sèche et une va<strong>le</strong>ur calorifique <strong>de</strong> 45,885 kJ/kg(8,500 Btu/lb) sur une base sèche6.3.3 Pério<strong>de</strong> <strong>de</strong> recouvrementPour chaque usine <strong>de</strong> pâtes et papiers retenue, la pério<strong>de</strong> <strong>de</strong> recouvrement a été calculéeavec et sans ai<strong>de</strong> financière du gouvernement du Québec (Tab<strong>le</strong>aux 37 et 38).La pério<strong>de</strong> <strong>de</strong> recouvrement varie en fonction <strong>de</strong> plusieurs facteurs spécifiques à chaqueusine :• Le coût du CDP livré à l’usine;• Le coût d’enfouissement <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédé et résidus combustib<strong>le</strong>s;• Le coût du combustib<strong>le</strong> fossi<strong>le</strong>;Page 68 / 87
• Le coût <strong>de</strong> la biomasse achetée;• L’ai<strong>de</strong> financière.Pour notre analyse, nous avons utilisé <strong>le</strong>s données suivantes :• Utilisation <strong>de</strong> CDP en fonction <strong><strong>de</strong>s</strong> installations (type <strong>de</strong> chaudière et système <strong>de</strong>traitement <strong><strong>de</strong>s</strong> fumées);• Investissement à faire à l’usine <strong>de</strong> pâtes et papiers sur <strong>le</strong> système <strong>de</strong> manutention <strong><strong>de</strong>s</strong>combustib<strong>le</strong>s en fonction <strong>de</strong> l’utilisation potentiel<strong>le</strong> <strong>de</strong> CDP;• Coût d’achat <strong><strong>de</strong>s</strong> écorces <strong>de</strong> $28/t sèche;• Coût d’enfouissement <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédé <strong>de</strong> $30/t sèche;• Coût <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> CDP livrés à l’usine <strong>de</strong> $170/t;• Coût du combustib<strong>le</strong> fossi<strong>le</strong> <strong>de</strong> $5.65/GJ;• Ai<strong>de</strong> financière <strong>de</strong> $75/t <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage utilisés;• Une opération <strong>de</strong> 8000 h/a pour la chaudière à biomasse.Avec une ai<strong>de</strong> financière <strong>de</strong> $75/t du gouvernement du Québec, la majorité <strong><strong>de</strong>s</strong> usines <strong>de</strong>pâtes et papiers pourraient utiliser du CDP soli<strong>de</strong> et amortir <strong>le</strong>ur investissement pour laconversion <strong><strong>de</strong>s</strong> installations en moins <strong>de</strong> un an. Avec <strong>le</strong>s hypothèses utilisées toutefois,l’utilisation <strong>de</strong> CDP soli<strong>de</strong> <strong>dans</strong> <strong>le</strong>s chaudières à biomasse ne serait pas économique pourcinq <strong><strong>de</strong>s</strong> usines retenues (Tab<strong>le</strong>au 37). Dans ces cas particuliers, <strong>le</strong> coût du CDP livré àl’usine <strong>de</strong>vrait être inférieur à $170/t (entre $82/t et $102/t selon l’usine) pour obtenir unepério<strong>de</strong> <strong>de</strong> recouvrement <strong>de</strong> un an. Une fois l’ai<strong>de</strong> financière terminée, <strong>le</strong> coût du CDP livré àl’usine <strong>de</strong>vrait être inférieur aux économies obtenues.Il est important <strong>de</strong> noter que la rentabilité réel<strong>le</strong> pour chaque usine peut différer <strong><strong>de</strong>s</strong> résultats<strong><strong>de</strong>s</strong> Tab<strong>le</strong>aux 37 et 38. Cela dépend <strong>de</strong> la localisation <strong>de</strong> l’usine, <strong><strong>de</strong>s</strong> coûts unitaires et dumo<strong>de</strong> d’opération <strong>de</strong> la chaudière à biomasse. Ces variab<strong>le</strong>s sont spécifiques à chaqueusine et nécessitent donc une étu<strong>de</strong> spécifique avant <strong>de</strong> mettre <strong>de</strong> l’avant un projet <strong>de</strong>combustion du CDP soli<strong>de</strong>.Page 69 / 87
Tab<strong>le</strong>au 37Estimation <strong>de</strong> la pério<strong>de</strong> <strong>de</strong> recouvrement pour <strong>le</strong>s usines <strong>de</strong> pâtes et papiers et <strong>de</strong>cogénération du Québec.Avec ai<strong>de</strong> financière.Économies ($/an)UsineInvestissement($) (1)Coût du CDP($/an) (2)Combustib<strong>le</strong>fossi<strong>le</strong> (3)Enfouissement<strong><strong>de</strong>s</strong> boues (4)Achatd’écorces (5)Ai<strong>de</strong> financière (6)Pério<strong>de</strong> <strong>de</strong>recouvrement(mois)E 136,000 299,865 359,307 8,850 0 132,293 8.1F 135,500 268,692 321,955 548,695 0 118,540 2.3G 390,500 2,131,358 0 91,518 22,927 940,305 -H 208,500 788,602 0 7,376 8,483 347,913 -J 402,000 2,240,037 0 0 24,096 988,252 -L 388,500 2,111,669 2,530,270 337,085 0 931,619 2.8M 215,500 791,643 948,571 0 0 349,254 5.1N 149,000 347,206 0 357,000 3,735 153,179 6.7P 278,500 1,153,635 0 1,128,175 12,410 508,957 4.0R 113,000 134,346 0 133,021 1,445 59,270 13.8T 321,000 1,535,556 1,839,953 200,538 0 677,451 3.3V 138,500 285,444 342,029 16,123 0 125,931 8.4Y 355,000 1,817,296 0 0 19,548 801,748 -Z 339,000 1,683,139 0 0 18,105 742,562 -Total 3,570,500 15,588,488 6,342,085 2,828,380 110,749 6,877,274 -(1) Investissement égal à la moyenne du Tab<strong>le</strong>au 34.(2) Supposant un coût du CDP <strong>de</strong> $170/t. Utilisation du CDP éga<strong>le</strong> à la moyenne du Tab<strong>le</strong>au 26.(3) Supposant un coût du combustib<strong>le</strong> fossi<strong>le</strong> <strong>de</strong> $5.65/GJ. Taux <strong>de</strong> remplacement <strong>de</strong> 100% sur unebase calorifique.(4) Supposant un coût <strong>de</strong> $30/t anhydre pour l’enfouissement <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédés et résiduscombustib<strong>le</strong>s (Tab<strong>le</strong>au 35)(5) Supposant un coût <strong>de</strong> $28/t anhydre pour l’achat <strong><strong>de</strong>s</strong> écorces. Taux <strong>de</strong> remplacement <strong>de</strong> 100%sur une base calorifique.(6) Supposant une ai<strong>de</strong> financière <strong>de</strong> $75/t pour l’utilisation <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnésPage 70 / 87
Tab<strong>le</strong>au 38Estimation <strong>de</strong> la pério<strong>de</strong> <strong>de</strong> recouvrement pour <strong>le</strong>s usines <strong>de</strong> pâtes et papiers duQuébec.Sans ai<strong>de</strong> financière.Économies ($/an)UsineInvestissement($) (1)Coût du CDP($/an) (2)Combustib<strong>le</strong>fossi<strong>le</strong> (3)Enfouissement<strong><strong>de</strong>s</strong> boues (4)Achatd’écorces (5)Ai<strong>de</strong> financière (6)Pério<strong>de</strong> <strong>de</strong>recouvrement(mois)E 136,000 299,865 359,307 8,850 0 0 23.9F 135,500 268,692 321,955 548,695 0 0 2.7G 390,500 2,131,358 0 91,518 22,927 0 -H 208,500 788,602 0 7,376 8,483 0 -J 402,000 2,240,037 0 0 24,096 0 -L 388,500 2,111,669 2,530,270 337,085 0 0 6.2M 215,500 791,643 948,571 0 0 0 16.5N 149,000 347,206 0 357,000 3,735 0 15.6P 278,500 1,153,635 0 1,128,175 12,410 0 10.4R 113,000 134,346 0 133,021 1,445 0 34.6T 321,000 1,535,556 1,839,953 200,538 0 0 7.6V 138,500 285,444 342,029 16,123 0 0 22.9Y 355,000 1,817,296 0 0 19,548 0 -Z 339,000 1,683,139 0 0 18,105 0 -Total 3,570,500 15,588,488 6,342,085 2,828,380 110,749 6,877,274 -(1) Investissement égal à la moyenne du Tab<strong>le</strong>au 34.(2) Supposant un coût du CDP <strong>de</strong> $170/t. Utilisation du CDP éga<strong>le</strong> à la moyenne du Tab<strong>le</strong>au 26.(3) Supposant un coût du combustib<strong>le</strong> fossi<strong>le</strong> <strong>de</strong> $5.65/GJ. Taux <strong>de</strong> remplacement <strong>de</strong> 100% sur unebase calorifique.(4) Supposant un coût <strong>de</strong> $30/t anhydre pour l’enfouissement <strong><strong>de</strong>s</strong> boues <strong>de</strong> procédés et résiduscombustib<strong>le</strong>s (Tab<strong>le</strong>au 35)(5) Supposant un coût <strong>de</strong> $28/t anhydre pour l’achat <strong><strong>de</strong>s</strong> écorces. Taux <strong>de</strong> remplacement<strong>de</strong> 100% sur une base calorifique.Page 71 / 87
CDP LIQUIDE7 Production du CDP liqui<strong>de</strong>7.1 REVUE DES PROCÉDÉS DISPONIBLESLa majorité <strong><strong>de</strong>s</strong> installations ou procédés que nous avons répertoriés <strong>dans</strong> la littérature sontbasés sur la pyrolyse, c’est-à-dire la décomposition thermique <strong><strong>de</strong>s</strong> <strong>pneus</strong> en l’absenced’oxygène. Ce procédé est généra<strong>le</strong>ment fait à haute température (600 à 800 o C) où <strong>le</strong>caoutchouc vulcanisé se décompose rapi<strong>de</strong>ment en oléfines <strong>de</strong> bas poids moléculaire(pyrogaz), hui<strong>le</strong>s et noir <strong>de</strong> carbone.L’hui<strong>le</strong> pyrolytique obtenue <strong>de</strong> la pyrolyse <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage est connue pour êtreinstab<strong>le</strong> avec un contenu é<strong>le</strong>vé en soufre et <strong>le</strong> noir <strong>de</strong> carbone est reconnu pour avoir uncontenu é<strong>le</strong>vé en cendres. Des procédés <strong>de</strong> pyrolyse à basse température ont étédéveloppés afin d’améliorer la qualité et la production <strong><strong>de</strong>s</strong> produits pyrolytiques. Parexemp<strong>le</strong> :!" Le procédé <strong>de</strong> pyrolyse catalytique (Titan Technologies, [36]); Ce procédé catalytique esteffectué à une température d’environ 232 o C (450 o F) et <strong>dans</strong> <strong>le</strong>quel l’acier, l’hui<strong>le</strong> et <strong>le</strong>noir <strong>de</strong> carbone sont extraits <strong><strong>de</strong>s</strong> copeaux <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage d’une grosseurapproximative <strong>de</strong> 6 po. <strong>de</strong> diamètre. Des travaux <strong>de</strong> recherche ont été complétésrécemment afin <strong>de</strong> développer un procédé <strong>de</strong> purification du noir <strong>de</strong> carbone pourproduire du « carbone activé » d’une va<strong>le</strong>ur commercia<strong>le</strong> supérieure.!" La pyrolyse par micro-on<strong><strong>de</strong>s</strong> (Environmental Waste International, [37]); Il s’agit d’unprocédé <strong>de</strong> polymérisation inverse effectué sous micro-on<strong><strong>de</strong>s</strong> en milieu azoté. Latempérature <strong>de</strong> réaction se situe entre 150 et 350 o C pour la production d’acier, <strong>de</strong> noir <strong>de</strong>carbone et d’hydrocarbures (gaz et hui<strong>le</strong> brute légère synthétique).!" La dépolymérisation par procédé liqui<strong>de</strong> supercritique (Tires2oil, [38]); C’est un procédéoù la poudrette <strong>de</strong> caoutchouc est mélangée avec un solvant (tel que <strong>le</strong> toluène) et traitéeà une pression et température plus é<strong>le</strong>vée que la condition thermodynamique critique.Les produits générés <strong>de</strong> ce procédé sont l’hui<strong>le</strong> brute, <strong>le</strong> noir <strong>de</strong> carbone, l’acier et <strong>le</strong>soufre.!" La pyrolyse sous couche d’étain en fusion (abf GmbH [39, 40]); Avec ce procédé, <strong>le</strong>scopeaux <strong>de</strong> pneu sont alimentés au réacteur pyrolytique sous la surface d’une couched’étain en fusion (480 o C) pour produire <strong><strong>de</strong>s</strong> gaz, <strong>de</strong> l’hui<strong>le</strong> et <strong><strong>de</strong>s</strong> soli<strong><strong>de</strong>s</strong> (acier, fibres etnoir <strong>de</strong> carbone).!" La pyrolyse sous vi<strong>de</strong> (Pyrovac International [41, 42, 43]); Quand la pyrolyse esteffectuée sous vi<strong>de</strong>, la variété et la qualité <strong><strong>de</strong>s</strong> produits sont différentes <strong>de</strong> cel<strong>le</strong>s <strong><strong>de</strong>s</strong>produits obtenus d’autres procédés pyrolytiques réalisés sous pression atmosphérique.Lorsque la réaction <strong>de</strong> pyrolyse est effectuée à une pression absolue <strong>de</strong> 0.3 kPa, il a étédémontré que la décomposition <strong>de</strong> l’élastomère <strong>dans</strong> <strong>le</strong> pneu est complète à unePage 72 / 87
température <strong>de</strong> 420 o C (788 o F). La qualité du noir <strong>de</strong> carbone résultant a aussi étédémontrée supérieure lorsque la pyrolyse est effectuée sous vi<strong>de</strong>.!" Le procédé <strong>de</strong> gazéification (Integrated technologies Group [44]); Ce procédé utilise <strong><strong>de</strong>s</strong>copeaux <strong>de</strong> pneu d’une dimension nomina<strong>le</strong> <strong>de</strong> 2 po. qui sont alimentés <strong>dans</strong> un fourrotatif à combustion indirecte. Le four agit comme un four à convection où la températured’opération se situe autour <strong>de</strong> 340 o C (650 o F) pour générer <strong>de</strong> l’hui<strong>le</strong> et du gaz ainsi que<strong><strong>de</strong>s</strong> sous-produits (noir <strong>de</strong> carbone, acier et cendres). Le noir <strong>de</strong> carbone doit être purifié.À ce jour, la majorité <strong><strong>de</strong>s</strong> procédés proposés ou brevets <strong>de</strong> pyrolyse ainsi que <strong>le</strong>s projetsimpliquant la pyrolyse n’ont pas été démontrés commercia<strong>le</strong>ment viab<strong>le</strong>s sans apport <strong><strong>de</strong>s</strong>ubventions. Ceci étant principa<strong>le</strong>ment dû aux coûts é<strong>le</strong>vés d’investissement et d’opérationainsi qu’au bas prix <strong>de</strong> vente <strong><strong>de</strong>s</strong> produits <strong>de</strong> commodité résultants. Il n’y a pas d’avantagedémontré <strong>de</strong> la production <strong><strong>de</strong>s</strong> principaux produits générés <strong>de</strong> la pyrolyse par rapport auxmétho<strong><strong>de</strong>s</strong> <strong>de</strong> production traditionnel<strong>le</strong>s.Un projet <strong>de</strong> pyrolyse/gazéification est toutefois en marche en Gran<strong>de</strong>-Bretagne où l’énergieet <strong>le</strong> noir <strong>de</strong> carbone sont récupérés <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage. Il s’agit d’une coentrepriseentre Beven Recycling et United Kingdom Atomic Energy où <strong>le</strong>s revenus principauxproviennent <strong><strong>de</strong>s</strong> frais <strong>de</strong> disposition <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage et <strong><strong>de</strong>s</strong> sous-produits du procédé.Pour une tonne <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage, <strong>le</strong>s sous-produits obtenus sont <strong>le</strong>s suivants :o Hui<strong>le</strong> – 230 to 275 kgo Carbone – 400 to 410 kgo Acier – 130 to 160 kgo Gaz – 190 to 210 kgLa coentreprise travail<strong>le</strong> présentement à un programme <strong>de</strong> mise en va<strong>le</strong>ur <strong><strong>de</strong>s</strong> produits.D’autres procédés <strong>de</strong> dévulcanisation sont aussi disponib<strong>le</strong>s, mais ils sont généra<strong>le</strong>mentorientés vers la réutilisation (recyclage) du caoutchouc [45].7.2 DESCRIPTION DU PROCÉDÉ DE DÉVULCANISATION À BASSE TEMPÉRATUREBeaucoup <strong>de</strong> travaux <strong>de</strong> recherche ont été réalisés <strong>dans</strong> <strong>le</strong> domaine <strong>de</strong> la dépolymérisation<strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage, mais la commercialisation du procédé à gran<strong>de</strong> échel<strong>le</strong> n’a pasencore eu lieu, ni en Amérique du nord, ni en Europe.Typiquement, <strong>le</strong>s <strong>pneus</strong> d’automobi<strong>le</strong>s sont composés <strong>de</strong> 41% caoutchouc, 28% noir <strong>de</strong>carbone, 15% d’acier et 16% d’autres produits (toi<strong>le</strong>, bourrage sur tring<strong>le</strong>, agentsaccélérateurs,…) (Tab<strong>le</strong>au 1). La va<strong>le</strong>ur calorifique <strong><strong>de</strong>s</strong> <strong>pneus</strong> incluant l’acier se situe autour<strong>de</strong> 13,000 à 15,000 Btu/lb.Page 73 / 87
Une usine thermique <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage aurait pour fonction <strong>de</strong> récupérer <strong>le</strong>s hui<strong>le</strong>s et <strong>le</strong>noir <strong>de</strong> carbone, ce <strong>de</strong>rnier ayant une plus haute va<strong>le</strong>ur comparativement à l’énergierécupérée <strong>de</strong> la combustion.La dévulcanisation du caoutchouc avec <strong>le</strong>s hui<strong>le</strong>s chau<strong><strong>de</strong>s</strong> est une viel<strong>le</strong> métho<strong>de</strong> éprouvéequi peut être utilisée pour effectuer la décomposition <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage à bassetempérature pour la production d’un combustib<strong>le</strong> liqui<strong>de</strong> (incluant <strong>le</strong> noir <strong>de</strong> carbone ensuspension) et en gaz non con<strong>de</strong>nsab<strong>le</strong>s. L’Institut National du Pétro<strong>le</strong> en France a opéréune unité pilote <strong>de</strong> ce genre pendant nombre d’années (système en batch). Les fibres etl’acier sont récupérés intacts, sans qu’il y ait nécessité <strong>de</strong> déchiqueter <strong>le</strong>s <strong>pneus</strong>. Laproduction <strong>de</strong> gaz fait que <strong>le</strong> procédé est autosuffisant en énergie, en réduisant ainsi <strong>le</strong>scoûts d’opération.Le diagramme du procédé <strong>de</strong> dévulcanisation <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage est illustré à la Figure9. Les <strong>pneus</strong> surdimensionnés seront coupés en morceaux d’environ 200 lb par unéquipement autonome mobi<strong>le</strong> au diesel installé selon <strong>le</strong> besoin au site d’entreposage <strong><strong>de</strong>s</strong><strong>pneus</strong> <strong>hors</strong> d’usage. A l’ai<strong>de</strong> d’un équipement mobi<strong>le</strong> l’opérateur chargera <strong>le</strong>s morceaux <strong>de</strong><strong>pneus</strong> <strong>dans</strong> <strong>le</strong>s camions qui <strong>le</strong>s transporteront <strong>de</strong> façon plus compacte à l’usine <strong>de</strong> CDPliqui<strong>de</strong>. Le camion déchargera <strong>le</strong>s morceaux <strong>dans</strong> à l’aire d’entreposage <strong>de</strong> l’usine. Àinterval<strong>le</strong>s réguliers l’opérateur <strong>de</strong> l’usine viendra alimenter <strong>le</strong> convoyeur d’alimentation duréacteur d’une capacité <strong>de</strong> liquéfaction <strong><strong>de</strong>s</strong> <strong>pneus</strong> d’environ 4 tonnes par heure.De l’hui<strong>le</strong> d’appoint sera livrée par camion <strong>dans</strong> un réservoir contenant 2 jours <strong>de</strong> production.Environ 12 camions par jour seront nécessaires à la production. L’hui<strong>le</strong> sera pompée auréchauffeur et passera à travers un échangeur CDP/hui<strong>le</strong> d’appoint qui élèvera sa températureà environ 190 o C. Le réchauffeur fonctionnant à l’hui<strong>le</strong> et au gaz (fumées <strong>de</strong> combustion)d’une capacité <strong>de</strong> 8 millions <strong>de</strong> Btu/h élèvera la température <strong>de</strong> l’hui<strong>le</strong> à 350 o C. Cel<strong>le</strong>-ci serapompée au réacteur afin <strong>de</strong> liquéfier <strong>le</strong>s <strong>pneus</strong>.L’acier qui se dépose <strong>dans</strong> <strong>le</strong> réacteur au rythme <strong>de</strong> 15 tonnes par jour sera en<strong>le</strong>vé à l’ai<strong>de</strong>d’un é<strong>le</strong>ctro-aimant et déposé <strong>dans</strong> un bac adjacent au réacteur.Le CDP liqui<strong>de</strong> du réacteur sera pompé au réservoir d’entreposage et passera à travers unéchangeur CDP/hui<strong>le</strong> d’appoint qui refroidira <strong>le</strong> CDP à environ 215 o C. Un refroidisseurCDP/(eau refroidie par compresseur en circuit fermé) abaissera la température du liqui<strong>de</strong> à 40o C. Une partie alimentera <strong>le</strong> réchauffeur pour fin <strong>de</strong> recirculation. Le CDP liqui<strong>de</strong> sera livré auclient par camion (environ 15 camions par jour).Les gaz du réacteur seront refroidis à environ 70 o C afin <strong>de</strong> séparer <strong>le</strong> distillat <strong>dans</strong> unréservoir <strong>de</strong> séparation. Le distillat sera transféré par gravité au réservoir <strong>de</strong> CDP. Les gazrestants seront refroidis à environ 20 o C afin d’en extraire l’essence <strong>dans</strong> un <strong>de</strong>uxièmeréservoir <strong>de</strong> séparation. L’essence sera envoyée par gravité au réservoir d’essence. Les gazrestants seront brûlés <strong>dans</strong> <strong>le</strong> réchauffeur.Le diagramme d’arrangement mécanique d’une usine typique <strong>de</strong> CDP liqui<strong>de</strong> est inclus enAnnexe 9.Page 74 / 87
Eau d’usineFuméesRéchauffeurBrû<strong>le</strong>ur <strong>de</strong> gazGaz : 6 t/jEau d’usine verstraitement municipal350 o CT = 20 o CPneus <strong>hors</strong>d’usage100 t/jGaz : 45 t/jRefroidisseurT < 70 o CRefroidisseurEssenceEssence : 9 t/jDistillat : 30 t/jRéacteuratmosphérique350 o C6 h320 t/j280 t/j195 o CHui<strong>le</strong>d’appoint40 o CCDPliqui<strong>de</strong>40 o C350 t/jHui<strong>le</strong> d’appoint : 280 t/j360 t/j320 t/jFibres d’acier : 15 t/jEau <strong>de</strong> refroidissementRefroidisseurs d’eauRefroidisseurEauchau<strong>de</strong>Excès vers effluentEau chau<strong>de</strong>vers usineFigure 9 - Procédé <strong>de</strong> dévulcanisation <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage à basse température.7.3 SPÉCIFICATIONS TECHNIQUES D’UNE USINE DE PRODUCTION DE CDP LIQUIDELes spécifications techniques d’une usine <strong>de</strong> production du CDP liqui<strong>de</strong> sont données auTab<strong>le</strong>au 39. L’usine peut traiter 100 tonnes métriques <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage par jour(environ 3,850,000 épa/an) à l’entrée du réacteur atmosphérique.Page 75 / 87
Tab<strong>le</strong>au 39Spécifications techniques d’une usine <strong>de</strong> CDP liqui<strong>de</strong> pour 100 t<strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage.Matière première- Pneus <strong>hors</strong> d’usage 100 t/j≈ 3,850,000 épa/an- Hui<strong>le</strong> d’appoint 280 t/jProduit final et sous-produits- CDP liqui<strong>de</strong> final 350 t/j- Gaz 6 t/j- Essence 9 t/j- Fibres d’acier 15 t/jRéacteur- Température d’opération 350 o C- Pression d’opération Atmosphérique- Temps <strong>de</strong> rétention 6 hCapacité <strong><strong>de</strong>s</strong> réservoirs- CDP liqui<strong>de</strong> 650 m 3 (170,000 usg)- Hui<strong>le</strong> d’appoint 570 m 3 (150,000,usg)- Essence 20 m 3 (5,000 usg)- Réacteur 90 m 3 (24,000 usg)Température <strong><strong>de</strong>s</strong> produits- CDP liqui<strong>de</strong> 40 o C- Hui<strong>le</strong> d’appoint 40 o CNombre <strong>de</strong> camions requis pour <strong>le</strong> transport- CDP liqui<strong>de</strong> 15 camions/j- Hui<strong>le</strong> d’appoint 12 camions/j7.4 CARACTÉRISTIQUES DU COMBUSTIBLE FINAL ET DES SOUS-PRODUITSLes caractéristiques comparatives du CDP liqui<strong>de</strong> final avec l’hui<strong>le</strong> lour<strong>de</strong> sont données auTab<strong>le</strong>au 40. La composition <strong><strong>de</strong>s</strong> gaz <strong>de</strong> réaction est donnée au Tab<strong>le</strong>au 41 et cel<strong>le</strong> dudistillat au Tab<strong>le</strong>au 42.Page 76 / 87
Tab<strong>le</strong>au 40Caractéristiques du CDP liqui<strong>de</strong> final en comparaison avec l’hui<strong>le</strong> lour<strong>de</strong>Caractéristique CDP liqui<strong>de</strong> (1) Hui<strong>le</strong> lour<strong>de</strong>Gravité spécifique @ 20 o C 1.007 0.984Viscosité @ 50 o C 223 cSt 362 cStViscosité @ 100 o C - 33 cStPoint d’écou<strong>le</strong>ment - 3 o C 0 o CPoint d’éclair 146 o C > 70 o CCarbone Conradson 18 % poids 13.7 % poidsAsphaltènes - 5.3 % poidsSoufre 3.14 % poids 3.7 % poidsZinc 0.48 % poids -« 5% distill. » - 240 o C(1) Combustib<strong>le</strong> mélangé : 1 part <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage, 3 parts <strong>de</strong> combustib<strong>le</strong> d’appoint.Tab<strong>le</strong>au 41Composition <strong><strong>de</strong>s</strong> gaz <strong>de</strong> réactionProduit Pourcentage (%)CO 1.4CH 4 6.9CO 2 2.8C 2 H 4 1.1C 2 H 6 4.1H 2 O 1.2H 2 S 4.5C 3 H 6 3.2C 3 H 8 6.4C’ 4 22.5nC 4 5.0C’ 5 11.8nC 5 24.0C’ 6 2.7nC 6 1.8Indéterminé 0.6Total 100.0Page 77 / 87
Tab<strong>le</strong>au 42Composition du distillatProduit Pourcentage (%) Volume (gallons)Benzène 5.00 6.30Toluène 16.13 20.32Éthylbenzène 6.35 8.00Somme <strong><strong>de</strong>s</strong> xylènes 16.75 21.11Somme <strong><strong>de</strong>s</strong> C3 benzènes 10.20 12.85Naphtalène 3.70 35.43Indènes 3.80 4.80Méthylnaphtalènes 7.10 8.95Diméthylnaphtalènes 10.35 13.04Biphény<strong>le</strong> 1.95 2.46Méthylbiphény<strong>le</strong>s 1.63 2.05Page 78 / 87
8 Combustion du CDP liqui<strong>de</strong>8.1 OPÉRATION DES CHAUDIÈRES AVEC DU CDP LIQUIDECette métho<strong>de</strong> <strong>de</strong> production <strong>de</strong> combustib<strong>le</strong> liqui<strong>de</strong> est attrayante pour <strong>le</strong>s chaudièresutilisant du mazout, par exemp<strong>le</strong> l’hui<strong>le</strong> no.2 ou l’hui<strong>le</strong> no.6. Une quantité <strong>de</strong> mazout allantjusqu’à 30% pourrait être remplacée par du combustib<strong>le</strong> liqui<strong>de</strong> généré <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong>d’usage.Les chaudières à biomasse qui utilisent du mazout comme combustib<strong>le</strong> d’appoint peuventaussi utiliser du CDP liqui<strong>de</strong> pour remplacer <strong>le</strong> mazout.8.2 MODIFICATIONS AU SYSTÈME D’ALIMENTATION DES COMBUSTIBLESIl y a <strong>de</strong>ux façons principa<strong>le</strong>s d’ajouter du CDP liqui<strong>de</strong> <strong>dans</strong> <strong>le</strong>s chaudières <strong><strong>de</strong>s</strong> usines <strong>de</strong>pâtes et papiers : en ajoutant <strong>le</strong> CDP liqui<strong>de</strong> directement <strong>dans</strong> <strong>le</strong> réservoir <strong>de</strong> mazout <strong>de</strong>l’usine ou en installant un petit réservoir <strong>de</strong> CDP liqui<strong>de</strong> <strong>de</strong> façon à ajuster précisément laproportion <strong>de</strong> CDP liqui<strong>de</strong> avec <strong>le</strong> mazout.Si <strong>le</strong> CDP liqui<strong>de</strong> est ajouté directement <strong>dans</strong> <strong>le</strong> réservoir <strong>de</strong> mazout <strong>de</strong> l’usine, <strong>le</strong> ratioCDP/mazout variera en fonction <strong><strong>de</strong>s</strong> livraisons et du niveau <strong>dans</strong> <strong>le</strong> réservoir lors <strong><strong>de</strong>s</strong>livraisons.Si <strong>le</strong> CDP liqui<strong>de</strong> n’est pas ajouté directement <strong>dans</strong> <strong>le</strong> réservoir <strong>de</strong> mazout <strong>de</strong> l’usine, il faudraajouter <strong>le</strong>s éléments suivants :• Réservoir <strong>de</strong> CDP liqui<strong>de</strong> (temps <strong>de</strong> rétention approximatif du 1/3 <strong>de</strong> celui du mazout);• Pompe <strong>de</strong> CDP liqui<strong>de</strong>;• Deux bouc<strong>le</strong>s <strong>de</strong> contrô<strong>le</strong> pour <strong>le</strong> contrô<strong>le</strong> du ratio CDP/mazout;• Tuyauterie <strong>de</strong> CDP liqui<strong>de</strong> vers cel<strong>le</strong> du mazout.8.3 MODIFICATIONS AU SYSTÈME DE TRAITEMENT DES FUMÉESLes modifications requises au système <strong>de</strong> traitement <strong><strong>de</strong>s</strong> fumées dépen<strong>de</strong>nt <strong>de</strong> la chaudièreutilisée. Pour une chaudière à biomasse, <strong>le</strong>s recommandations pour l’utilisation du CDPsoli<strong>de</strong> sont applicab<strong>le</strong>s et la <strong>de</strong>man<strong>de</strong> <strong>de</strong> certificat d’autorisation est requise. Pour unechaudière au mazout, <strong>le</strong>s données suivantes doivent être vérifiées en fonction <strong><strong>de</strong>s</strong> normesapplicab<strong>le</strong>s :• Zinc / Particu<strong>le</strong>s;• Le pourcentage <strong>de</strong> soufre en fonction du pourcentage <strong>de</strong> soufre du mazout;Page 79 / 87
• La quantité <strong>de</strong> zinc <strong>dans</strong> <strong>le</strong>s cendres.Page 80 / 87
9 Étu<strong>de</strong> économique – Production <strong>de</strong> CDP liqui<strong>de</strong>9.1 COÛT EN CAPITAL D’UNE USINE TYPIQUE DE PRODUCTION DE CDP LIQUIDELe coût en capital d’une usine typique <strong>de</strong> production <strong>de</strong> CDP liqui<strong>de</strong> est <strong>de</strong> $7.1 millions pourune usine <strong>de</strong> 100 t/j <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage (3.85 millions <strong>de</strong> épa/an, Tab<strong>le</strong>au 43). Les coûtsdétaillés sont donnés en Annexe 10.Tab<strong>le</strong>au 43Coût en capital d’une usine typique <strong>de</strong> CDP liqui<strong>de</strong>Description Achat ($) Installation ($) Total ($)Coûts directs- Équipements <strong>de</strong> procédé 1,095,000 69,100 1,164,,000- Autres coûts directs 1,890,000 1,356,000 3,841,000Total <strong><strong>de</strong>s</strong> coûts directs 2,985,000 1,425,000 5,005,000Coûts indirects (incluant contingence) - - 2,105,000Coût d’investissement total - - 7,110,0009.2 COÛT D’OPÉRATION ET REVENUS D’UNE USINE TYPIQUE DE CDP LIQUIDELes coûts d’opération et <strong>le</strong>s revenus d’une usine typique <strong>de</strong> CDP liqui<strong>de</strong> ont été estimés selon<strong>le</strong>s hypothèses suivantes :• La localisation <strong><strong>de</strong>s</strong> points <strong>de</strong> livraison est estimé à 300 km en moyenne <strong>de</strong> l’usine <strong>de</strong>CDP liqui<strong>de</strong>;• La main d’œuvre <strong>de</strong> l’entreprise est estimée à 13 personnes au total et <strong>le</strong> salairemoyen est <strong>de</strong> $80,000/an incluant <strong>le</strong>s bénéfices;• Les coûts du matériel d’entretien est évalué à $170,000/an;• Les coûts unitaires d’é<strong>le</strong>ctricité sont estimés à $0.04/kWh.Le détail <strong><strong>de</strong>s</strong> coûts fixes et variab<strong>le</strong>s <strong>de</strong> production est inclus en Annexe 10.9.3 PÉRIODE DE RECOUVREMENTPour notre analyse, nous avons fixé <strong>le</strong> coût <strong>de</strong> la matière première (<strong>pneus</strong> <strong>hors</strong> d’usage) à$10/t. Nous avons ajusté <strong>le</strong> prix <strong>de</strong> vente du CDP liqui<strong>de</strong> <strong>de</strong> façon à obtenir une pério<strong>de</strong> <strong>de</strong>recouvrement <strong>de</strong> 5 ans ou moins sur l’investissement. Après l’année 2008, lorsque l’ai<strong>de</strong>financière aura cessée, nous avons ajusté <strong>le</strong> prix <strong>de</strong> vente du CDP liqui<strong>de</strong> <strong>de</strong> façon à obtenirun ren<strong>de</strong>ment d’environ 5% avant impôt (Figure 10).Page 81 / 87
Les coûts <strong><strong>de</strong>s</strong> produits fabriqués (CDP liqui<strong>de</strong> et essence) ont un impact important sur larentabilité du projet. Il est recommandé <strong>de</strong> vérifier et tester <strong>le</strong>ur va<strong>le</strong>ur théorique sur <strong>le</strong>marché avant d’entreprendre une étu<strong>de</strong> préliminaire <strong>de</strong> projet. Les produits impliqués sont :• Le prix <strong>de</strong> vente du CDP liqui<strong>de</strong>. Nous avons considéré <strong>dans</strong> notre analyse un prixégal à 76% du prix du marché du mazout jusqu’en 2008, où il est possib<strong>le</strong> d’obtenirune ai<strong>de</strong> financière et à 82% du prix du marché du mazout après 2008, lorsque l’ai<strong>de</strong>financière aura cessé;• Le prix <strong>de</strong> vente <strong>de</strong> l’essence. Nous avons considéré <strong>dans</strong> notre analyse un prix <strong>de</strong>vente égal à celui du mazout ($0.23/l).Il serait aussi indiqué d’effectuer <strong><strong>de</strong>s</strong> essais afin <strong>de</strong> faire la démonstration <strong>de</strong> l’opération duprocédé en continu.Une autre avenue qui pourrait être investiguée afin <strong>de</strong> rentabiliser <strong>le</strong> procédé est <strong>de</strong> séparer<strong>le</strong> noir <strong>de</strong> carbone du CDP liqui<strong>de</strong>. Le prix <strong>de</strong> vente du noir <strong>de</strong> carbone constituerait unrevenu additionnel. Des équipements <strong>de</strong> procédé additionnels seraient alors requis.$32,000,000$30,000,000$28,000,000$26,000,000$24,000,000$22,000,000Profits avant impôtRevenusDépenses$20,000,0002004 2005 2006 2007 2008 2009 2010 2011 2012 2013Figure 10.Pério<strong>de</strong> <strong>de</strong> recouvrement pour l’investissement requis à la mise enplace d’une usine <strong>de</strong> CDP liqui<strong>de</strong>.Page 82 / 87
10 ConclusionsL’information que l’on retrouve <strong>dans</strong> la littérature sur l’impact environnemental <strong>de</strong> l’ajout duCDP comme combustib<strong>le</strong> d’appoint <strong>dans</strong> <strong>le</strong>s chaudières à biomasse, nous indique que <strong>le</strong>spoints suivants sont importants :!" Des installations efficaces <strong>de</strong> contrô<strong>le</strong> <strong><strong>de</strong>s</strong> particu<strong>le</strong>s sont requises afin <strong>de</strong> prévenirl’augmentation <strong><strong>de</strong>s</strong> émissions <strong>de</strong> particu<strong>le</strong>s résultant <strong>de</strong> la combustion <strong>de</strong> <strong>pneus</strong>;!" Un système d’alimentation permettant <strong>de</strong> contrô<strong>le</strong>r adéquatement et <strong>de</strong> façon constante <strong>le</strong>taux d’alimentation du CDP est requis;!" Le contrô<strong>le</strong> adéquat <strong>de</strong> l’alimentation en air <strong>de</strong> la chaudière et <strong>de</strong> la température du lit(pour <strong>le</strong>s chaudières à lit fluidisé) est nécessaire afin d’assurer une combustion efficacedu CDP.Les bénéfices <strong>de</strong> l’utilisation <strong>de</strong> CDP par <strong>le</strong>s papetières sont :Pour <strong>le</strong>s usines <strong>de</strong> pâte et papier!" L’augmentation <strong>de</strong> l’efficacité <strong><strong>de</strong>s</strong> chaudières à biomasse;!" L’amélioration <strong>de</strong> la stabilité d’opération <strong><strong>de</strong>s</strong> chaudières à biomasse;!" La réduction <strong>de</strong> la consommation <strong>de</strong> combustib<strong>le</strong>s fossi<strong>le</strong>s, une énergie non renouvelab<strong>le</strong>;!" Une plus gran<strong>de</strong> capacité <strong><strong>de</strong>s</strong> chaudières à biomasse à brû<strong>le</strong>r <strong>de</strong> la biomasse <strong>de</strong> piètrequalité (humidité é<strong>le</strong>vée, va<strong>le</strong>ur énergétique réduite);!" La possibilité d’augmenter <strong>le</strong> pourcentage <strong>de</strong> boues <strong>de</strong> procédé brûlées par <strong>le</strong>schaudières à biomasse (<strong>le</strong>s boues <strong>de</strong> procédé ont une humidité é<strong>le</strong>vée et <strong>le</strong>ur utilisationest généra<strong>le</strong>ment limitée).Pour l’environnement!" La réduction du nombre <strong>de</strong> <strong>pneus</strong> entreposés aux différents sites d’entreposage <strong>de</strong> <strong>pneus</strong><strong>hors</strong> d’usage et/ou la réduction du nombre <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage générés du flux annuelcourant (<strong>pneus</strong> surdimensionnés);!" La réduction <strong><strong>de</strong>s</strong> risques d’incendie aux sites d’entreposage <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> d’usage;!" La génération d’un marché stab<strong>le</strong> <strong>de</strong> consommation <strong><strong>de</strong>s</strong> <strong>pneus</strong> surdimensionnés <strong>hors</strong>d’usage.La rentabilité réel<strong>le</strong> <strong>de</strong> l’utilisation du CDP soli<strong>de</strong> pour chaque usine <strong>de</strong> pâtes et papiers varieselon la localisation <strong>de</strong> l’usine, <strong>le</strong>s coûts unitaires et <strong>le</strong> mo<strong>de</strong> d’opération <strong>de</strong> la chaudière àbiomasse. Ces variab<strong>le</strong>s sont spécifiques à chaque usine et nécessitent une étu<strong>de</strong>Page 83 / 87
spécifique avant <strong>de</strong> mettre <strong>de</strong> l’avant un projet <strong>de</strong> combustion du CDP soli<strong>de</strong>.Page 84 / 87
11 Références1. Recyc-Québec; http://www.recyc-quebec.gouv.qc.ca2. Constant, E.; « La problématique du pneu usagé non réchapab<strong>le</strong> (P.U.N.R.). »; Certificat<strong>de</strong> formation continue en Gestion <strong>de</strong> l’environnement et entreprise; http://ecoluinfo.unige.ch/formcont/EnvEnt3/memo/pneu/pneu.html;Mars 1998.3. Étu<strong>de</strong> réalisée par la firme Tec-Est Consultants Inc. pour Recyclage <strong>de</strong> pièces d’autosSte-Anne Inc. ; Recyc-Québec ; 20 Novembre 20014. “Scrap Tire Characteristics”; Rubber manufacturers association;http://www.scraptire.org/characteristics.html5. The Scrap Tire & Rubber Users Directory 2002; 11 th Edition, Recycling Research Institute,Suffield, CT, USA, 20026. Hope, M.W.; “Specification Gui<strong>de</strong>lines for Tire Derived Fuel”; 1993 EngineeringConference, TAPPI, 1993; pp.1131-1139.7. Jones, R.M.; Kennedy, M and Heberer, N.L.; “Supp<strong>le</strong>mentary firing of tire-<strong>de</strong>rived fuel(TDF) in a combination fuel boi<strong>le</strong>r.”; TAPPI Journal, May 1990, pp. 107-113.8. « Standard Practice for Use of Scrap Tire-Derived Fuel. », ASTM Standard practicedocument 6700-01, West Conshohocken, PA, 2001.9. Cox, J.; « Alternative fuels : U.S. Paper Mills are “Burning Rubber. »; Pima’s Papermaker,Août 1997, pp. 24C-24E.10. “Bilan annuel <strong>de</strong> conformité environnementa<strong>le</strong> / Secteur <strong><strong>de</strong>s</strong> pâtes et papiers 1999 »Ministère <strong>de</strong> l’environnement du Québec ;http://www.menv.gouv.qc.ca/programmes/bilans/pates_99/in<strong>de</strong>x.htm11. Poo<strong>le</strong>, S.L. ; « Scrap and Shred<strong>de</strong>d Tire Fires. » Fe<strong>de</strong>ral Emergency ManagementAgency, U.S. Fire Administration, Décembre 1998. 76 pages.http://www.usfa.fema.gov/techreps/tr093.htm12. “Air Emissions from Scrap Tire Combustion”; United States Environmental ProtectionAgency, Office of Research and Development, Washington, EPA-600/F-97-115, Octobre1997.13. Bithell Kird, L. ; « Potential Dioxin Re<strong>le</strong>ase Associated with Tire Derived Fuel Use in ACement Kiln Gallatin County, Montana. »; Princip<strong>le</strong>s of Environmental Toxicology,University of Idaho, Décembre 2000.http://www.ets.uidaho.edu/etox_fall01/resources/case%20Study/Dioxtir3.pdfPage 85 / 87
14. Cross, L., and Ericksen, B.; “Use of Tire Derived Fuel (TDF) in a fluidized bed hog fuelpower boi<strong>le</strong>r at Pacifia Papers Inc. Alberni Specialties mill.”;http://www.portaec.net/local/tireburning/use_of_tire_<strong>de</strong>rived_fuel.html15. Holland, R.M.; “Tire Derived Fuel Trial in a Multi-Fuel Boi<strong>le</strong>r.”; 1994 InternationalEnvironmental Conference, TAPPI, 1994, pp. 605-608.16. “Tire-<strong>de</strong>rived fuel moves up the priority list, Recyc<strong>le</strong> Ohio! Communiqué”; OhioDepartment of Natural Resources; Division of Recycling and Litter Prevention; Winter2002; http://www.dnr.state.oh.us/recycling/pages/ROC02wtdf.html17. Newby, W.M., “Large Sca<strong>le</strong> Combustion Technology for Steam Production.”; EnergyGeneration & Cogeneration From Wood; Proceedings no. P-80-26; FPRS Conference,Atlanta, Georgia, 1980, pp. 36-47.18. « Energy Cost Reduction Monograph in the Pulp and Paper Industry. »; Publié parl’Association Technique <strong><strong>de</strong>s</strong> Pâtes et Papiers du Canada (ATPPC); 1999.19. “Papermaking Science and Technology; Book 19: Environmental Control”; Tappi Press,2000.20. “Papermaking Science and Technology; Book 6: Chemical Pulping; Chapter 15:“Combustion of Bark”; Tappi Press; 2000.21. Tennier, J.; “Biomass firing technology”; Pulp and Paper Canada; Vol.100, no.10, Octobre1999; p.29-31.22. Kraft, D.L.; “Fluidized Bed Combustion of Tires.”; 1994 Engineering Conference, TAPPI,1994; pp.923-928.23. « Canada’s Energy Outlook, 1996 – 2020 ”; Ressources Naturel<strong>le</strong>s Canada;http://nrcan.gc.ca/es/ceo/toc-96E.html24. “Fuel and Energy Source Co<strong><strong>de</strong>s</strong> and Emission Coefficients.”;http://www.eia.doe.gov/oiaf/1605/factors.html25. Abdulally, I.F. and Reed, K.A.; “Experience Update with Waste Fuel Firing in CirculatingFluidized Bed Boi<strong>le</strong>rs.”, 1994 Engineering Conference, TAPPI, 1994, pp. 1045-1058.26. “Review of Pacifica Papers Report on Tire Derived Fuel”; by the Alberni EnvironmentalCoalition; http://www.portaec.net/local/tireburning/review_of_pacifica_papers_report.html27. Drabek, J. and Wil<strong>le</strong>nberg, J. ; « Measurement of Polynuc<strong>le</strong>ar Aromatic Hydrocarbons andMetals from Burning Tire Chips for Supp<strong>le</strong>mentary Fuel. », 1987 Tappi EnvironmentalConference, 1987, ppé.147-152.28. « Le certificat d’autorisation en vertu <strong>de</strong> l’artic<strong>le</strong> 22 <strong>de</strong> la Loi sur la qualité <strong>de</strong>l’environnement. » Ministère <strong>de</strong> l’environnement du Québec.http://www.menv.gouv.qc.ca/programmes/certif/in<strong>de</strong>x.htmPage 86 / 87
29. “Dr. Neil Carman evaluation of Dangers & Prob<strong>le</strong>ms of Burning Tires for Fuel in CementKilns.”; 23 October 1997; http://www.portaec.net/local/tireburning/dr.html30. “Tire Burning Fact Sheet.”; Presentation by Tom Degen to (WV) Joint Financesubcommittee E; 13 December 1998; http://www.wvecouncil.org/tires.html31. “Tire Burning Documentation.”, December 1998; http://www.wvecouncil.org/tiresdoc.html32. “Air Emissions Associated with the Burning of Tire-Derived Fuel”; Texas Natural ResourceConservation Commission (TNRCC); Mars 2001;http://www.tnrcc.state.tx.us/permitting/r_e/eval/we/tires/toxi.pdf33. Recyc<strong>le</strong>r’s World, Recyc<strong>le</strong>Net Tire & Rubber In<strong>de</strong>x – Online Market Prices; 9 mai 2002;http://www.recyc<strong>le</strong>.net/price/tires.html34. 2001 Lockwood-Post’s Directory of the Pulp, Paper and Allied Tra<strong><strong>de</strong>s</strong>, PaperloopPublications, New York, États-Unis, 200135. Statistics of waste tireshttp://www.p2pays.org/ref/11/10504/html/intro/stat.htm#1.%20The%20number%20of%20scrap%20tire%20generated%20annually36. Procédé <strong>de</strong> pyrolyse catalytique ; Titan Technologies ;http://www.titantechnologiesinc.com37. Procédé <strong>de</strong> pyrolyse par micro-on<strong><strong>de</strong>s</strong> ; Environmental Waste International ;http://www.ewmc.com38. Dépolymérisation par procédé liqui<strong>de</strong> supercritique ; Tires 2oil Inc. ;http://www.tires2oil.com39. Procédé <strong>de</strong> pyrolyse sous couche d’étain en fusion ; abf GmbH ; http://www.abfengineering.<strong>de</strong>40. « Pyrolysis gets fired up. »; Chemical Engineering; Mars 2002; pp.27-3141. Procédé <strong>de</strong> pyrolyse sous vi<strong>de</strong> ; Pyrovac International ; http://www.pyrovac.com42. Roy, C.; Darmstadt, B.; Chaala, A.; et Schwerdtfeger, A.E.; ”Vacuum Pyrolysis of UsedTires.”; Proceedings of the International Conference on Composite Materials and Energy;Enercomp 95; 8-10 Mai 1995; Montréal, Canada; pp. 441-448;http://www.gch.ulaval.ca/~darmstad/va_py_f.html43. Darmstadt, H.; Roy, C. and Kaliaguine, S.; „Characteristics of Carbon Blacks fromVacuum Pyrolysis of Used Tires in Comparison with Commercial Rubber Gra<strong>de</strong> CarbonBlacks.” 23 rd Biennial Conference on Carbon, Pennsylvania State University, USA, July13-18, 1997; http://www.gch.ulaval.ca/~darmstad/sem_f.htmlPage 87 / 87
44. Procédé <strong>de</strong> gazéification en four rotatif; Integrated Technologies Group (Safe Tire);http://www.radifyordie.com/itgi45. Procédé <strong>de</strong> dévulcanisation <strong>de</strong> Landstar Inc.; http://www.landstarinc.comPage 88 / 87
AnnexesAnnexe 1Annexe 2Annexe 3Annexe 4Annexe 5Annexe 6Annexe 7GlossaireDiagramme <strong>de</strong> procédé d’une usine typique <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>Diagramme d’arrangement mécanique d’une usine typique <strong>de</strong> production <strong>de</strong>CDP soli<strong>de</strong>Liste <strong><strong>de</strong>s</strong> sites principaux d’entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage au QuébecEstimé <strong><strong>de</strong>s</strong> coûts d’implantation et <strong><strong>de</strong>s</strong> coûts d’opération d’une usine typique<strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>Estimé <strong><strong>de</strong>s</strong> coûts <strong><strong>de</strong>s</strong> modifications au système d’alimentation <strong><strong>de</strong>s</strong>combustib<strong>le</strong>s <strong><strong>de</strong>s</strong> chaudières à biomasseNormes et émissions atmosphériques <strong><strong>de</strong>s</strong> chaudières à biomasse du Québec[10]Annexe 8 Déchets générés par <strong>le</strong>s usines <strong>de</strong> pâtes et papiers retenues du Québec [10]Annexe 9Annexe 10Diagramme d’arrangement mécanique d’une usine typique <strong>de</strong> production <strong>de</strong>CDP liqui<strong>de</strong>Estimé <strong><strong>de</strong>s</strong> coûts d’implantation et <strong><strong>de</strong>s</strong> coûts d’opération d’une usine typique<strong>de</strong> production <strong>de</strong> CDP liqui<strong>de</strong>Page 89 / 87
Annexe 1Glossaire
GlossaireAbréviationa@BTUBTU/lbCDPCOVDBO 5<strong>de</strong>g ou oo Co Fdia ou ∅Termeannéeà“British Thermal Unit”“British Thermal Unit” par livrecombustib<strong>le</strong> dérivé <strong><strong>de</strong>s</strong> <strong>pneus</strong>composés organiques volati<strong>le</strong>s<strong>de</strong>man<strong>de</strong> biologique en oxygène 5 jours<strong>de</strong>grés<strong>de</strong>grés Celsius<strong>de</strong>grés Fahrenheitdiamètreépaépa/angg/hg/MJGJGJ/thHAPHHVjkgkg/hkg/m 3kJkJ/kgkmkPakWkWhéquiva<strong>le</strong>nt pneu automobi<strong>le</strong>équiva<strong>le</strong>nt pneu automobi<strong>le</strong> par angrammesgrammes par heuregrammes par mégajou<strong>le</strong>sgigajou<strong>le</strong>sgigajou<strong>le</strong>s par tonneheureshydrocarbures aromatiques polycycliquesva<strong>le</strong>ur calorifique supérieurejourskilogrammeskilogrammes par heurekilogrammes par mètre cubekilojou<strong>le</strong>skilojou<strong>le</strong>s par kilogrammekilomètreskilopascalkilowattskilowatt heure
AbréviationTermell/minlblb/hlb/pi 3litreslitres par minutelivreslivres par heurelivres par pied cubemaxmaximummmètresm/smètres par secon<strong>de</strong>m 3mètres cubesm 3 /kgmètres cubes par kilogrammem 3 /jmètres cubes par jourm3/minmètres cubes par minuteMBtumillion “British thermal units”MESmatières en suspensionmgmilligrammesmg/lmilligrammes par litremg/m 3milligrammes par mètre cubemg/m 3 Rmilligrammes par mètre cube normalminminutesMJmégajou<strong>le</strong>mmmillimètresmomoisµ micronsµg microgrammesµg/lmicrogrammes par litreµg/m 3 Rmicrogrammes par mètre cube normalµm micromètrespipi/spi 3poppbppmppm vpptpsipsiapsigPTMpiedspieds par secon<strong>de</strong>pieds cubepoucesparties par billionparties par millionparties par million en volumeparties par trillionlivres par pouce carrélivres par pouce carré absolulivres par pouce carré gaugepâte thermomécanique
AbréviationsSO 2SO xNO xCOCO 2Ttt/ht/jvv 3Termesecon<strong><strong>de</strong>s</strong>dioxy<strong>de</strong> <strong>de</strong> soufreoxy<strong><strong>de</strong>s</strong> <strong>de</strong> soufreoxy<strong><strong>de</strong>s</strong> d’azotemonoxy<strong>de</strong> <strong>de</strong> carbonedioxy<strong>de</strong> <strong>de</strong> carbonetonne courte (2000 lb)tonne métrique (1000 kg)tonne par heuretonne par jourvergeverge cube% pourcent$ dollar (spécifier US ou Can)
Annexe 2Diagramme <strong>de</strong> procédé d’une usine typique <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>(Agrandir <strong>le</strong> diagramme à 400 % pour <strong>le</strong>cture à l'écran)
FR-A1-1719.DWG (GRANDEUR 841x594)CDP 2" VERS VALORISATEURSCE DESSIN FAIT PARTIE DE LA PRÉSENTE OFFRE DE SERVICES ET EST SOUMIS POUR COMPLÉTER LES ASPECTS TECHNI-QUES DE LADITE OFFRE DE SERVICES. L'INFORMATION CONTENUE SUR CE DESSIN EST LA PROPRIÉTÉ DE SANDWELL EPCINC. LE DESTINATAIRE DE LA PRÉSENTE OFFRE DE SERVICES, SES AGENTS, CONSULTANTS ET EMPLOYÉS NE DEVRONT,SANS PRÉALABLEMENT OBTENIR NOTRE CONSENTEMENT ÉCRIT, UTILISER OU INCORPORER TOUTE INFORMATION DE CEDESSIN DANS QUELQU'OUVRAGE OU PLAN RELATIF AU PRÉSENT EMPLACEMENT, AU PROJET OU A TOUT AUTRE PROJET.SITED'ENTREPOSAGECAMIONSCDP 2"CHARIOTMANIPULATEUR262-010STOCKAGE DESPNEUS PRE-COUPES400tPNEUS ENTIERS DES SITES D'ENTREPOSAGECAMIONSPNEUS ENTIERSPLATE-FORMEDE PESAGE262-005EAUDETECTEURMETAL262-070DECOUPEUSEDE PNEUSSUR SITE262-001CONVOYEURALIMENTATIONTAMIS VIBRANT262-075BROYEURSECONDAIRE262-060CONVOYEUR ALIMENTATIONBROYEUR SECONDAIRE262-055BROYEURPRIMAIRE262-050CONVOYEUR ALIMENTATIONBROYEUR PRIMAIRE262-020CONVOYEUR SORTIE BROYEURSECONDAIRE262-065REJETS DE TAMISAGEACCEPTES DE TAMISAGETAMIS VIBRANT262-080CONVOYEUR DERECIRCULATIONDES REJETS262-085ELECTRO-AIMANT262-095CONVOYEUR DETRANSFERTCDP 2"262-110CONVOYEUR VIBRANT262-090CONVOYEURDISTRIBUTEURCDP 2"262-115REMORQUEA FOND MOBILEREMORQUEA FOND MOBILEGROUPEHYDRAULIQUEFOND-MOBILES262-1202002-06RÉV.DATEPAR RAISON DE L'ÉMISSIONRÉV. PARA/M/JDATEA/M/JRAISON DE L'ÉMISSIONRÉV.PARN oSCEAUD'ING.DATEA/M/JDESCRIPTION DE LA RÉVISIONVÉR.RÉV.CONVOYEUR DECDP 2" AHAUTE TENEUREN ACIER262-105N oDATEPAR SCEAUD'ING. A/M/JCONTENEURS262-140262-145DESCRIPTION DE LA RÉVISION VÉR. SCEAU D'INGÉNIEURVERS AUTRES VALORISATEURS OU SITE D'ENFOUISSEMENTRECYC-QUÉBECQuébecGÉRANTÉCH.A MNOM DU PROJETPROJETN/AJVALORISATION ENERGETIQUEDATEDES. J. BORG 2002 0505DES PNEUS HORS D'USAGEN oDE PROJETTITRE DU DESSINVÉR.121719USINE DE PRODUCTIONAPPR.N oDE DESSIN SANDWELLAPPR.DE CDP SOLIDE - 2,200,000 EPA/anA1-262-0001CLIENTDIAGRAMME DE PROCEDEN DU DESSIN DE CLIENTRÉV.N o DE FICHIER DAO 121719-262-0001.DWG$(getvar, "dwgprefix")$(getvar, "dwgname")$(edtime, 0, MON DD"," YYYY - H:MMam/pm)
Annexe 3Diagramme d’arrangement mécanique d’une usine typique <strong>de</strong> production <strong>de</strong> CDP soli<strong>de</strong>(Agrandir <strong>le</strong> diagramme à 400% pour <strong>le</strong>cture à l'écran)
FR-A1-1719.DWG (GRANDEUR 841x594)CE DESSIN FAIT PARTIE DE LA PRÉSENTE OFFRE DE SERVICES ET EST SOUMIS POUR COMPLÉTER LES ASPECTS TECHNI-QUES DE LADITE OFFRE DE SERVICES. L'INFORMATION CONTENUE SUR CE DESSIN EST LA PROPRIÉTÉ DE SANDWELL EPCINC. LE DESTINATAIRE DE LA PRÉSENTE OFFRE DE SERVICES, SES AGENTS, CONSULTANTS ET EMPLOYÉS NE DEVRONT,SANS PRÉALABLEMENT OBTENIR NOTRE CONSENTEMENT ÉCRIT, UTILISER OU INCORPORER TOUTE INFORMATION DE CEDESSIN DANS QUELQU'OUVRAGE OU PLAN RELATIF AU PRÉSENT EMPLACEMENT, AU PROJET OU A TOUT AUTRE PROJET.14800054000RAMPESTOCKAGE DEPNEU PRE-COUPES400tREMORQUE PNEUS PRE-COUPESTRANSFORMATEURPLATE-FORME DE PESAGE262-005BROYEURPRIMAIRE262-050BROYEURSECONDAIRE262-060BARRIERESALLE ELECTRIQUEAUREZ-DE-CHAUSSEESALLE DECONTROLE262-020BUREAUTAMIS VIBRANT 262-08085500REMORQUE CDPELECTRO-AIMANT262-095ATELIER/MAGASIN(BUREAUX AU DESSUS)REMORQUE CDPCONTENEURCDP A HAUTETENEUR EN ACIER180002002-06RÉV.DATEPAR RAISON DE L'ÉMISSIONRÉV. PARA/M/JDATEA/M/JRAISON DE L'ÉMISSIONRÉV.PARN oSCEAUD'ING.DATEA/M/JDESCRIPTION DE LA RÉVISIONVÉR.RÉV.PARN oSCEAUD'ING.DATEA/M/JDESCRIPTION DE LA RÉVISION VÉR. SCEAU D'INGÉNIEURGÉRANTÉCH.PROJET1:200A M JDATEDES. J.BORG 2002 0506N oDE PROJETVÉR.121719APPR.N oDE DESSIN SANDWELLAPPR.A1-262-0051CLIENTRECYC-QUÉBECQuébecNOM DU PROJETVALORISATION ENERGETIQUEDES PNEUS HORS D'USAGETITRE DU DESSINUSINE DE PRODUCTIONDE CDP SOLIDE - 2,200,00 EPA/anDIAGRAMME D'ARRANGEMENT MECANIQUEN DU DESSIN DE CLIENT262-0051N o DE FICHIER DAO 121719.-262-0051DWG$(getvar, "dwgprefix")$(getvar, "dwgname")$(edtime, 0, MON DD"," YYYY - H:MMam/pm)RÉV.
Annexe 4Liste <strong><strong>de</strong>s</strong> sites principaux d’entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> d’usage au Québec
LOCALISATION DES SITES D'ENTREPOSAGE DE PNEUS HORS D'USAGE PRINCIPAUXSITES PRINCIPAUX D'ENTREPOSAGE DE PNEUS HORS D'USAGE DU QUÉBECEstimé <strong>de</strong> l'inventaire total <strong><strong>de</strong>s</strong> sites d'entreposage <strong>de</strong> <strong>pneus</strong> <strong>hors</strong> <strong>d'usage</strong> du Québec:16 412 953 (1) (soit 41,525,000 épa (2) )Détermination du centre <strong>de</strong> gravité <strong><strong>de</strong>s</strong> douze sitesprincipaux (3)Rep.Sites Emplacement <strong><strong>de</strong>s</strong> sites Sociétés Région NoInventairesestimés (enunités <strong>de</strong> <strong>pneus</strong>)% <strong>de</strong>l'inventairetotal duQuebecDistancesxixi * inventaireDistancesyiyi * inventaireS1 Ormstown Dépôt <strong>de</strong> <strong>pneus</strong> Franklin inc. R16 6 200 000 37,8 101 626 200 000 36 223 200 000S2 Franklin Dépôt <strong>de</strong> <strong>pneus</strong> Gagnier inc. R16 5 300 000 32,3 112 593 600 000 15 79 500 000S3 Mercier Site d'entreposage <strong>de</strong> <strong>pneus</strong> Richard Grenier R16 2 000 000 12,2 141 282 000 000 77 154 000 000S4 Saint-Gil<strong>le</strong>s 9051-6022 Québec inc. R12 900 000 5,5 511 459 900 000 342 307 800 000S5 Sainte-Anne-<strong><strong>de</strong>s</strong>-Plaines Recyclage Pièces d'Auto Sainte-Anne inc. R15 450 000 2,7 132 59 400 000 176 79 200 000S6 Saint-Élie-d'Orford Caoutech inc. R05 300 000 1,8 409 122 700 000 94 28 200 000S7 Notre-Dame-<strong>de</strong>-Portneuf Pneus Portneuf inc. R03 280 000 1,7 431 120 680 000 384 107 520 000S8 Granby Société <strong>de</strong> gestion Bernard Ltée R16 110 000 0,7 300 33 000 000 95 10 450 000S9 Stoke Maurice Bélanger R05 84 000 0,5 448 37 632 000 125 10 500 000S10 Saint-Edmond-<strong>de</strong>-Grantham Marc et Norman Gosselin R17 75 000 0,5 312 23 400 000 200 15 000 000S11 Sainte-Foy Raymond Denis (Private) R03 70 000 0,4 512 35 840 000 402 28 140 000S12 Saint-Amab<strong>le</strong> J.P. Colmort R16 40 000 0,2 211 8 440 000 150 6 000 000Total (1) 15 809 000 96,3 2 402 792 000 1 049 510 000Coordonnées du centre <strong>de</strong> gravité <strong><strong>de</strong>s</strong> douzes sites principaux: 152 66Notes:(1) Source: Recyc-Québec. Adresse internet: http://www.recyc-quebec.gouv.qc.ca/2-Pneus/Campagne_14aout_2001/Liste_sites.xls(2) Épa = Équiva<strong>le</strong>nt <strong>de</strong> <strong>pneus</strong> d'automobi<strong>le</strong>s, soit 9.1 kg / épa.(3) Les distances xi et yi sont mesurées à partir du système <strong>de</strong> coordonnées indiqué sur la carte.YS7S11S4S5S10S12S9S8S3140 kmS6S1GS20 XLÉGENDE:Emplacement <strong><strong>de</strong>s</strong> douzes sites d'entreposage <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong>hors</strong> <strong>d'usage</strong> principaux.Emplacement du centre <strong>de</strong> gravité <strong><strong>de</strong>s</strong> douzes sites d'entreposage principaux.Sandwell EPC inc.
Annexe 5Estimé <strong><strong>de</strong>s</strong> coûts d’implantation et <strong><strong>de</strong>s</strong> coûts d’opération d’une usine typique <strong>de</strong> production <strong>de</strong>CDP soli<strong>de</strong>
U S I N E D E PRODUCTION D E C D P S O L I D ECAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECPROJET No 121719MONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirectCoûts Directs11 Excavation / Remblais $87 000 $87 000 $62 000 $236 000 $236 00013 Béton / Mise à la Terre $143 000 $35 000 $119 000 $297 000 $297 00014 Acier <strong>de</strong> Structure & Divers $260 000 $76 000 $133 000 $469 000 $469 00016 Bardage $74 000 $11 000 $42 000 $126 000 $126 00017 Maçonnerie $4 000 $7 000 $7 000 $17 000 $17 00018 Toitures $55 000 $64 000 $118 000 $118 00021 Painture & Finition Intérieures $1 000 $1 000 $2 000 $2 00023 Protection Incendie Intérieure $64 000 $32 000 $32 000 $96 00024 Plomberie & Drains <strong>de</strong> Toitures $4 000 $7 000 $11 000 $11 00025 Chauffage & Ventilation $220 000 $103 000 $103 000 $323 00026 Éclairage et Accessoires É<strong>le</strong>ctriques $20 000 $20 000 $20 000 $40 00027 Portes, Fenêtres & Louvres Extérieures $14 000 $111 000 $126 000 $126 00031 Pompes & Agitateurs $5 000 $3 000 $3 000 $8 00034 Tuyauterie $32 000 $2 000 $20 000 $54 000 $54 00036 Ponts Roulants, Palans & Monte-charges $5 000 $3 000 $4 000 $9 00037 Manutention <strong><strong>de</strong>s</strong> Matériaux $1 980 000 $34 000 $17 000 $65 000 $116 000 $2 096 00041 Moteurs $27 000 $1 000 $5 000 $6 000 $34 00043 CCM et Démarreurs $26 000 $6 000 $20 000 $26 000 $52 00044A Câblage et Contrô<strong>le</strong> Local $29 000 $5 000 $42 000 $47 000 $78 00044B Étagères à Câb<strong>le</strong>s $24 000 $15 000 $61 000 $76 000 $100 00045 Communication & Surveillance $5 000 $2 000 $2 000 $7 00047Contrô<strong>le</strong> du Procédé - InstrumentsLocaux$2 000 $1 000 $5 000 $7 000 $8 00052 Sous-station É<strong>le</strong>ctrique $10 000 $1 000 $2 000 $2 000 $12 000Total Coûts Directs $2 417 000 $878 000 $249 000 $774 000 $1 900 000 $4 319 000Sommaire Sandwell EPC Inc. Page 1 / 2
U S I N E D E PRODUCTION D E C D P S O L I D ECAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECPROJET No 121719MONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirectCoûts IndirectsIngénierie $518 000Gérance <strong>de</strong> construction $130 000Mise en route $30 000Coûts <strong>de</strong> chantier $151 000Temps supplémentaire $52 000Supervision <strong><strong>de</strong>s</strong> fournisseurs $30 000Coûts du Propriétaire $39 000Achat du terrain $418 000Pièces <strong>de</strong> rechange $86 000Total Coûts Indirects $1 454 000Contingences, 10% (Directs + Indirects) $577 000TOTAL PROJET $6 350 000(1) Soit une capacité <strong>de</strong> 6.7 t/h, basé sur une opération <strong>de</strong> 3000 h/a. ÉPA = Équiva<strong>le</strong>nt pneu automobi<strong>le</strong>, soit 9.1 kg / pneuEstimation_Usine_production_CDP_ soli<strong>de</strong>.xlsSommaire Sandwell EPC Inc. Page 2 / 2
PROJET No 121719VALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGEÉTUDE DE RENTABILITÉ AVEC AIDE FINANCIÈRE - USINE DE PRODUCTION DE CDP SOLIDECAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECMONTRÉAL, QCCritères <strong>de</strong> conception :1 Soit une capacité <strong>de</strong> 6.7 t/h, basé sur une opération <strong>de</strong> 3000 h/a. ÉPA = Équiva<strong>le</strong>nt pneu automobi<strong>le</strong>, soit 9.1 kg / pneu2 L'amortissement <strong>de</strong> la bâtisse est <strong>de</strong> 20% par année3 L'amortissement <strong><strong>de</strong>s</strong> dépenses pour <strong>le</strong> procédé est <strong>de</strong> 50% pour la premère année et la balance pour la 2 ième année4 Le taux d'intérêt sur la <strong>de</strong>tte est <strong>de</strong> 10%5 Prix <strong>de</strong> vente du CDP ajusté pour obtenir une pério<strong>de</strong> <strong>de</strong> recouvrement <strong>de</strong> 5 ansInvestissement <strong>de</strong> départ : $6 350 000Investissementsannée : 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013terrain et bâtiment: $1 600 000amortissements: $320 000 $256 000 $204 800 $163 840 $131 072 $104 858 $83 886 $57 672 $46 137 $36 910intérêts:procédé: $4 750 000amortissements: $2 375 000 $2 375 000<strong>de</strong>tte tota<strong>le</strong> : $6 350 000 $4 852 301 $3 204 832 $2 196 324 $1 157 871 $83 878 $0 $0 $0 $0 $0Profits : $1 497 699 $1 647 469 $1 812 216 $1 913 067 $2 016 912 $281 670 $290 058 $290 058 $290 058 $290 058Impôt : $0 $0 $803 708 $874 613 $942 920 $88 406 $103 086 $116 193 $121 960 $126 574Profits après impôts : $1 497 699 $1 647 469 $1 008 508 $1 038 453 $1 073 992 $193 264 $186 972 $173 865 $168 098 $163 484coûts fixes <strong>de</strong> production 250 j / antaxe municipa<strong>le</strong> : $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000intérêts: $635 000 $485 230 $320 483 $219 632 $115 787 $8 388 $0 $0 $0 $0é<strong>le</strong>ctricité maintien: $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000M-O adm 1 dir 1sec+1: $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000matériaux d'entretien terrain & bâtisse: $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000autres(paperasse, tél.,fax,internet, etc...) : $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000total : $1 115 000 $965 230 $800 483 $699 632 $595 787 $488 388 $480 000 $480 000 $480 000 $480 000coûts variab<strong>le</strong>s <strong>de</strong> production 250 j / an2 200 000 ÉPA/anAchat <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong><strong>de</strong>s</strong> sites: $10 / t $200 200 $200 200 $200 200 $200 200 $200 200Gazoil, découpeuse <strong>de</strong> <strong>pneus</strong>: $0,70 / l $49 811 $49 811 $49 811 $49 811 $49 811 $49 811 $49 811 $49 811 $49 811 $49 811Transport <strong>pneus</strong> découpés (200 km <strong>de</strong> lieu à lieu): $57 / t $1 141 140 $1 141 140 $1 141 140 $1 141 140 $1 141 140Gazoil, chariot élévateur: $0,70 / l $21 000 $21 000 $21 000 $21 000 $21 000 $21 000 $21 000 $21 000 $21 000 $21 000é<strong>le</strong>ctricité : $0,04 / kW $25 056 $25 056 $25 056 $25 056 $25 056 $25 056 $25 056 $25 056 $25 056 $25 056Main d'œuvre <strong>de</strong> production: 3 opérateurs + 2 entretien + 1: 6 personnes $480 000 $480 000 $480 000 $480 000 $480 000 $480 000 $480 000 $480 000 $480 000 $480 000matériaux d'entretien divers : $140 000 / lot $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000Enfouissement CDP à haute teneur en acier: $50 / t $80 080 $80 080 $80 080 $80 080 $80 080 $80 080 $80 080 $80 080 $80 080 $80 080Transport CDP 2" (250 km <strong>de</strong> lieu à lieu): $17 / t $315 876 $315 876 $315 876 $315 876 $315 876 $315 876 $315 876 $315 876 $315 876 $315 876total : $1 111 822 $1 111 822 $1 111 822 $1 111 822 $1 111 822 $2 453 162 $2 453 162 $2 453 162 $2 453 162 $2 453 162Coûts totaux + <strong>de</strong>tte $8 576 822 $6 929 353 $5 117 137 $4 007 778 $2 865 479 $3 025 428 $2 933 162 $2 933 162 $2 933 162 $2 933 162Revenus totaux $3 724 521 $3 724 521 $3 724 521 $3 724 521 $3 724 521 $3 223 220 $3 223 220 $3 223 220 $3 223 220 $3 223 220Profits avant impôt ($4 852 301) ($3 204 832) ($1 392 616) ($283 257) $859 042 $197 792 $290 058 $290 058 $290 058 $290 058Ren<strong>de</strong>ment sur investissement -76,4% -50,5% -21,9% -4,5% 13,5% 3,1% 4,6% 4,6% 4,6% 4,6%année 2009Prix <strong>de</strong> vente du CDP 2" : $112 / t $112 $112 $112 $112 $175 / t $175 $175 $175 $175$2 062 861 $2 062 861 $2 062 861 $2 062 861 $2 062 861 $3 223 220 $3 223 220 $3 223 220 $3 223 220 $3 223 220Subventions: $83 / t $1 661 660 $1 661 660 $1 661 660 $1 661 660 $1 661 660total : $3 724 521 $3 724 521 $3 724 521 $3 724 521 $3 724 521 $3 223 220 $3 223 220 $3 223 220 $3 223 220 $3 223 220Sandwell EPC Inc. Page 1 / 2
PROJET No 121719VALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGEÉTUDE DE RENTABILITÉ AVEC AIDE FINANCIÈRE - USINE DE PRODUCTION DE CDP SOLIDECAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECMONTRÉAL, QCProfits annuels $1 497 699 $1 647 469 $1 812 216 $1 913 067 $2 016 912 $281 670 $290 058 $290 058 $290 058 $290 058Investissements $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000couts fixes $7 465 000 $8 430 230 $9 230 713 $9 930 346 $10 526 133 $11 014 521 $11 494 521 $11 974 521 $12 454 521 $12 934 521coûts totaux $8 576 822 $10 653 873 $12 566 178 $14 377 632 $16 085 241 $19 026 791 $21 959 952 $24 893 114 $27 826 276 $30 759 437ventes $3 724 521 $7 449 042 $11 173 562 $14 898 083 $18 622 604 $21 845 824 $25 069 044 $28 292 264 $31 515 484 $34 738 704Etu<strong>de</strong> <strong>de</strong> rentabilité sur 10 ans$40 000 000$35 000 000$30 000 000Revenus cumulatifs$25 000 000$20 000 000PertesProfit$15 000 000$10 000 000Dépenses cumulatives$5 000 000$02004 2005 2006 2007 2008 2009 2010 2011 2012 2013nombre d'années$10 000 000$9 000 000$8 000 000$7 000 000$6 000 000Profits avant impôt$5 000 000$4 000 000Revenus$3 000 000$2 000 000Dépenses$1 000 000$02004 2005 2006 2007 2008 2009 2010 2011 2012 2013Sandwell EPC Inc. Page 2 / 2
PROJET No 121719VALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGEÉTUDE DE RENTABILITÉ SANS AIDE FINANCIÈRE - USINE DE PRODUCTION DE CDP SOLIDECAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECMONTRÉAL, QCCritères <strong>de</strong> conception :1 Soit une capacité <strong>de</strong> 6.7 t/h, basé sur une opération <strong>de</strong> 3000 h/a. ÉPA = Équiva<strong>le</strong>nt pneu automobi<strong>le</strong>, soit 9.1 kg / pneu2 L'amortissement <strong>de</strong> la bâtisse est <strong>de</strong> 20% par année3 L'amortissement <strong><strong>de</strong>s</strong> dépenses pour <strong>le</strong> procédé est <strong>de</strong> 50% pour la premère année et la balance pour la 2 ième année4 Le taux d'intérêt sur la <strong>de</strong>tte est <strong>de</strong> 10%5 Prix <strong>de</strong> vente du CDP ajusté pour obtenir une pério<strong>de</strong> <strong>de</strong> recouvrement <strong>de</strong> 5 ansInvestissement <strong>de</strong> départ : $6 350 000Investissementsannée : 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013terrain et bâtiment: $1 600 000amortissements: $320 000 $256 000 $204 800 $163 840 $131 072 $104 858 $83 886 $57 672 $46 137 $36 910intérêts:procédé: $4 750 000amortissements: $2 375 000 $2 375 000<strong>de</strong>tte tota<strong>le</strong> : $6 350 000 $4 853 102 $3 206 514 $2 198 490 $1 160 545 $87 087 $0 $0 $0 $0 $0Profits : $1 496 898 $1 646 588 $1 811 247 $1 912 049 $2 015 844 $281 350 $290 058 $290 058 $290 058 $290 058Impôt : $0 $0 $803 223 $874 105 $942 386 $88 246 $103 086 $116 193 $121 960 $126 574Profits après impôts : $1 496 898 $1 646 588 $1 008 023 $1 037 945 $1 073 458 $193 104 $186 972 $173 865 $168 098 $163 484coûts fixes <strong>de</strong> production 250 j / antaxe municipa<strong>le</strong> : $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000intérêts: $635 000 $485 310 $320 651 $219 849 $116 055 $8 709 $0 $0 $0 $0é<strong>le</strong>ctricité maintien: $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000M-O adm 1 dir 1sec+1: $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000matériaux d'entretien terrain & bâtisse: $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000autres(paperasse, tél.,fax,internet, etc...) : $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000total : $1 115 000 $965 310 $800 651 $699 849 $596 055 $488 709 $480 000 $480 000 $480 000 $480 000coûts variab<strong>le</strong>s <strong>de</strong> production 250 j / an2 200 000 ÉPA/anAchat <strong><strong>de</strong>s</strong> <strong>pneus</strong> <strong><strong>de</strong>s</strong> sites: $10 / t $200 200 $200 200 $200 200 $200 200 $200 200 $200 200 $200 200 $200 200 $200 200 $200 200Gazoil, découpeuse <strong>de</strong> <strong>pneus</strong>: $0,70 / l $49 811 $49 811 $49 811 $49 811 $49 811 $49 811 $49 811 $49 811 $49 811 $49 811Transport <strong>pneus</strong> découpés (200 km <strong>de</strong> lieu à lieu): $57 / t $1 141 140 $1 141 140 $1 141 140 $1 141 140 $1 141 140 $1 141 140 $1 141 140 $1 141 140 $1 141 140 $1 141 140Gazoil, chariot élévateur: $0,70 / l $21 000 $21 000 $21 000 $21 000 $21 000 $21 000 $21 000 $21 000 $21 000 $21 000é<strong>le</strong>ctricité : $0,04 / kW $25 056 $25 056 $25 056 $25 056 $25 056 $25 056 $25 056 $25 056 $25 056 $25 056Main d'œuvre <strong>de</strong> production: 3 opérateurs + 2 entretien + 1: 6 personnes $480 000 $480 000 $480 000 $480 000 $480 000 $480 000 $480 000 $480 000 $480 000 $480 000matériaux d'entretien divers : $140 000 / lot $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000Enfouissement CDP à haute teneur en acier: $50 / t $80 080 $80 080 $80 080 $80 080 $80 080 $80 080 $80 080 $80 080 $80 080 $80 080Transport CDP 2" (250 km <strong>de</strong> lieu à lieu): $17 / t $315 876 $315 876 $315 876 $315 876 $315 876 $315 876 $315 876 $315 876 $315 876 $315 876total : $2 453 162 $2 453 162 $2 453 162 $2 453 162 $2 453 162 $2 453 162 $2 453 162 $2 453 162 $2 453 162 $2 453 162Coûts totaux + <strong>de</strong>tte $9 918 162 $8 271 574 $6 460 327 $5 351 501 $4 209 762 $3 028 958 $2 933 162 $2 933 162 $2 933 162 $2 933 162Revenus totaux $5 065 060 $5 065 060 $5 065 060 $5 065 060 $5 065 060 $3 223 220 $3 223 220 $3 223 220 $3 223 220 $3 223 220Profits avant impôt ($4 853 102) ($3 206 514) ($1 395 267) ($286 441) $855 298 $194 262 $290 058 $290 058 $290 058 $290 058Ren<strong>de</strong>ment sur investissement -76,4% -50,5% -22,0% -4,5% 13,5% 3,1% 4,6% 4,6% 4,6% 4,6%Prix <strong>de</strong> vente du CDP 2" : $275 / t $275 $275 $275 $275 $175 / t $175 $175 $175 $175$5 065 060 $5 065 060 $5 065 060 $5 065 060 $5 065 060 $3 223 220 $3 223 220 $3 223 220 $3 223 220 $3 223 220Subventions:$0 / antotal : $5 065 060 $5 065 060 $5 065 060 $5 065 060 $5 065 060 $3 223 220 $3 223 220 $3 223 220 $3 223 220 $3 223 220Sandwell EPC Inc. Page 1 / 2
PROJET No 121719VALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGEÉTUDE DE RENTABILITÉ SANS AIDE FINANCIÈRE - USINE DE PRODUCTION DE CDP SOLIDECAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECMONTRÉAL, QCProfits annuels $1 496 898 $1 646 588 $1 811 247 $1 912 049 $2 015 844 $281 350 $290 058 $290 058 $290 058 $290 058Investissements $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000 $6 350 000couts fixes $7 465 000 $8 430 310 $9 230 962 $9 930 811 $10 526 865 $11 015 574 $11 495 574 $11 975 574 $12 455 574 $12 935 574coûts totaux $9 918 162 $13 336 634 $16 590 447 $19 743 457 $22 792 673 $25 734 544 $28 667 706 $31 600 867 $34 534 029 $37 467 191ventes $5 065 060 $10 130 120 $15 195 180 $20 260 240 $25 325 300 $28 548 520 $31 771 740 $34 994 960 $38 218 180 $41 441 400Etu<strong>de</strong> <strong>de</strong> rentabilité sur 10 ans$12 000 000$45 000 000$40 000 000Revenus cumulatifs$10 000 000$35 000 000$30 000 000Profits$8 000 000$25 000 000$20 000 000$15 000 000Dépenses cumulatives$6 000 000$4 000 000ProfitsRevenus$10 000 000$5 000 000Pertes$2 000 000Dépenses$02004 2005 2006 2007 2008 2009 2010 2011 2012 2013nombre d'années$02004 2005 2006 2007 2008 2009 2010 2011 2012 2013Sandwell EPC Inc. Page 2 / 2
Annexe 6Estimé <strong><strong>de</strong>s</strong> coûts <strong><strong>de</strong>s</strong> modifications au système d’alimentation <strong><strong>de</strong>s</strong> combustib<strong>le</strong>s <strong><strong>de</strong>s</strong> chaudières àbiomasse
M A N U T E N T I O N D U C D P A U X U S I N E SINVESTISSEMENT MINIMUMRECYC-QUÉBECPROJET No 121719MONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirectCoûts Directs11 Excavation / Remblais $1 000 $1 000 $1 00013 Béton / Mise à la Terre $1 000 $1 000 $1 00037 Manutention <strong><strong>de</strong>s</strong> Matériaux $62 000 $2 000 $1 000 $6 000 $8 000 $70 00041 Moteurs $1 000 $1 00043 CCM et Démarreurs $2 000 $1 000 $2 000 $2 000 $4 00044A Câblage et Contrô<strong>le</strong> Local $2 000 $3 000 $3 000 $5 00044B Étagères à Câb<strong>le</strong>s $2 000 $1 000 $4 000 $5 000 $7 00047Contrô<strong>le</strong> du Procédé - InstrumentsLocaux$1 000 $1 000 $1 000 $1 000Total Coûts Directs $70 000 $4 000 $1 000 $18 000 $21 000 $90 000Coûts IndirectsIngénierie $7 000Gérance <strong>de</strong> construction $1 000Mise en route $1 000Coûts <strong>de</strong> chantier $2 000Temps supplémentaireSupervision <strong><strong>de</strong>s</strong> fournisseursCoûts du PropriétairePièces <strong>de</strong> rechange $2 000Total Coûts Indirects $13 000Contingences, 10% (Directs + Indirects) $10 000TOTAL PROJET $113 000Sandwell EPC Inc. Page 1 / 1
M A N U T E N T I O N D U C D P A U X U S I N E SCAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECPROJET No 121719MONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirectCoûts Directs11 Excavation / Remblais $2 000 $3 000 $5 000 $5 00013 Béton / Mise à la Terre $13 000 $7 000 $20 000 $20 00036 Ponts Roulants, Palans & Monte-charges $1 000 $1 000 $2 000 $3 00037 Manutention <strong><strong>de</strong>s</strong> Matériaux $250 000 $8 000 $3 000 $45 000 $56 000 $306 00041 Moteurs $3 000 $1 000 $1 000 $4 00043 CCM et Démarreurs $6 000 $1 000 $6 000 $7 000 $13 00044A Câblage et Contrô<strong>le</strong> Local $5 000 $1 000 $8 000 $9 000 $15 00044B Étagères à Câb<strong>le</strong>s $5 000 $3 000 $12 000 $15 000 $20 00047Contrô<strong>le</strong> du Procédé - InstrumentsLocaux$2 000 $2 000 $2 000 $3 000Total Coûts Directs $272 000 $28 000 $3 000 $85 000 $117 000 $389 000Coûts IndirectsIngénierie $47 000Gérance <strong>de</strong> construction $12 000Mise en route $3 000Coûts <strong>de</strong> chantier $14 000Temps supplémentaire $5 000Supervision <strong><strong>de</strong>s</strong> fournisseurs $3 000Coûts du Propriétaire $4 000Pièces <strong>de</strong> rechange $8 000Total Coûts Indirects $96 000Contingences, 10% (Directs + Indirects) $49 000Sandwell EPC Inc. Page 1 / 2
M A N U T E N T I O N D U C D P A U X U S I N E SCAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECPROJET No 121719MONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirectTOTAL PROJET $534 000(1) Soit une capacité <strong>de</strong> 2.5 t/h, basé sur une opération <strong>de</strong> 8000 h/a. ÉPA = Équiva<strong>le</strong>nt pneu automobi<strong>le</strong>, soit 9.1 kg / pneuSandwell EPC Inc. Page 2 / 2
M A N U T E N T I O N D U C D P A U X U S I N E SCAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECPROJET No 121719MONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirectCoûts Directs11 Excavation / Remblais $2 000 $3 000 $5 000 $5 00013 Béton / Mise à la Terre $13 000 $7 000 $20 000 $20 00036 Ponts Roulants, Palans & Monte-charges $1 000 $1 000 $2 000 $3 00037 Manutention <strong><strong>de</strong>s</strong> Matériaux $250 000 $8 000 $3 000 $45 000 $56 000 $306 00041 Moteurs $3 000 $1 000 $1 000 $4 00043 CCM et Démarreurs $6 000 $1 000 $6 000 $7 000 $13 00044A Câblage et Contrô<strong>le</strong> Local $5 000 $1 000 $8 000 $9 000 $15 00044B Étagères à Câb<strong>le</strong>s $5 000 $3 000 $12 000 $15 000 $20 00047Contrô<strong>le</strong> du Procédé - InstrumentsLocaux$2 000 $2 000 $2 000 $3 000Total Coûts Directs $272 000 $28 000 $3 000 $85 000 $117 000 $389 000Coûts IndirectsIngénierie $47 000Gérance <strong>de</strong> construction $12 000Mise en route $3 000Coûts <strong>de</strong> chantier $14 000Temps supplémentaire $5 000Supervision <strong><strong>de</strong>s</strong> fournisseurs $3 000Coûts du Propriétaire $4 000Pièces <strong>de</strong> rechange $8 000Total Coûts Indirects $96 000Contingences, 10% (Directs + Indirects) $49 000Sandwell EPC Inc. Page 1 / 2
M A N U T E N T I O N D U C D P A U X U S I N E SCAPACITÉ: 2,200,000 ÉPA / AN (1)RECYC-QUÉBECPROJET No 121719MONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirectTOTAL PROJET $534 000(1) Soit une capacité <strong>de</strong> 2.5 t/h, basé sur une opération <strong>de</strong> 8000 h/a. ÉPA = Équiva<strong>le</strong>nt pneu automobi<strong>le</strong>, soit 9.1 kg / pneuSandwell EPC Inc. Page 2 / 2
Annexe 7Normes et émissions atmosphériques <strong><strong>de</strong>s</strong> chaudières à biomasse du Québec [10]
Normes et émissions atmosphériques <strong><strong>de</strong>s</strong> chaudières à biomasse du Québec [10]Particu<strong>le</strong>s (1)UsineMesure NormeType <strong>de</strong> norme(mg/m 3 R) (mg/m 3 R)A 169 - 192 340 BiomasseB 9 - 14 180 Déchets <strong>de</strong> fabriqueC 8 - 17 180 Déchets <strong>de</strong> fabriqueD 138 - 165 450 BiomasseE 206 - 258 270 Déchets <strong>de</strong> fabriqueF 376 - 442 450 BiomasseG 1 – 22 270 Déchets <strong>de</strong> fabriqueH 241 - 336 340 BiomasseJ 59 - 97 180 Déchets <strong>de</strong> fabriqueK 214 - 274 450 BiomasseL 18 - 33 340 BiomasseM 111 - 119 180 Déchets <strong>de</strong> fabriqueN 64 - 348 270 Déchets <strong>de</strong> fabriqueP 49 - 78 270 Déchets <strong>de</strong> fabriqueQ 220 - 304 450 BiomasseR 137 270 Déchets <strong>de</strong> fabriqueS 121 - 180 450 BiomasseT 53 - 162 450 BiomasseU 165 - 197 450 BiomasseV 125 - 176 180 Déchets <strong>de</strong> fabriqueW 19 - 44 180 Déchets <strong>de</strong> fabrique(1) Les données sont exprimées <strong>de</strong> la façon suivante :340 mg/m 3 R = va<strong>le</strong>ur exprimée sur une base sèche, corrigée à 12% <strong>de</strong> CO 2 en volume450 mg/m 3 R = va<strong>le</strong>ur exprimée sur une base sèche, corrigée à 12% <strong>de</strong> CO 2 en volume180 mg/m 3 R = va<strong>le</strong>ur exprimée sur une base sèche, corrigée à 50% d’excès d’air270 mg/m 3 R = va<strong>le</strong>ur exprimée sur une base sèche, corrigée à 50% d’excès d’air
Annexe 8Déchets générés par <strong>le</strong>s usines <strong>de</strong> pâtes et papiers retenues du Québec [10]
Déchets générés par <strong>le</strong>s usines <strong>de</strong> pâtes et papiers retenues du QuébecRéférence [10]: Bilan annuel <strong>de</strong> conformité environnementa<strong>le</strong> /Secteur <strong><strong>de</strong>s</strong> pâtes et papiers 1999Usine EDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisRebuts <strong>de</strong> pâtes,papiers et cartonsPoids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.3 482 Autre 2 s.o. s.o. s.o. 57,9295 Enfouissement 3 s.o. 100,0 100,0 100,0Cendres 709 Enfouissement 3 s.o. 45,3 100,0 62,6Boues mélangées 4 32 729 <strong>Valorisation</strong> s.o. - - 32,6énergétique1 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Récupération.3 Ces déchets sont enfouis <strong>dans</strong> un lieu d'enfouissement sanitaire <strong>de</strong> déchets soli<strong><strong>de</strong>s</strong>; il ne sontdonc pas soumis aux normes <strong>de</strong> siccité.4 Boues primaires et secondaires.Usine FDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisRebuts <strong>de</strong> pâtes,papiers et cartonsPoids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)gestion(t/a)normes min. max. moy.73 958 <strong>Valorisation</strong> s.o. s.o. s.o. 53,1énergétique880 Enfouissement ≥ 25 100 100 100Cendres 2 854 Enfouissement ≥ 25 27,0 34,5 29,6Boues mélangées 2 58 817 Enfouissement ≥ 25 25,0 49,6 28,911 583 <strong>Valorisation</strong> s.o. s.o. s.o. 28,9agrico<strong>le</strong>Autres 2 848 Enfouissement ≥ 25 100 100 1001 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Boues primaires et secondaires
Usine GDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisCendresBoues primairesPoids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.22 818 <strong>Valorisation</strong> s.o. s.o. s.o. 55,0énergétique 21 228 <strong>Valorisation</strong> s.o. s.o. s.o. 55,0agrico<strong>le</strong>1 904 Enfouissement ≥ 25 68,0 100,0 88,2531 <strong>Valorisation</strong> s.o. s.o. s.o. 83,3agrico<strong>le</strong>10 663 Enfouissement ≥ 25 15,0 41,4 26,23 986 <strong>Valorisation</strong> s.o. s.o. s.o. 29,0agrico<strong>le</strong>Boues mélangées 3 788 Enfouissement ≥ 25 25,0 50,0 32,6Lies 1 756 Enfouissement ≥ 25 32,0 69,0 42,0Résidus alcalins 6 526 Enfouissement ≥ 55 77,0 86,0 72,5(autres) 1 853 <strong>Valorisation</strong>agrico<strong>le</strong>s.o. s.o. s.o. 67,0Autres262 Enfouissement ≥ 25 100,0 100,0 100,0682 <strong>Valorisation</strong> s.o. s.o. s.o. 100,0agrico<strong>le</strong>1 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Écorces, nœuds et résidus <strong>de</strong> bois vendus à Cartons St-Laurent.3 Boues primaires et secondaires.Usine HDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisRebuts <strong>de</strong> pâtes,papiers et cartonsPoids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.1 073 <strong>Valorisation</strong> s.o. s.o. s.o. 42,2énergétique820 <strong>Valorisation</strong>énergétiques.o. s.o. s.o. 42,2Cendres 6 067 Enfouissement ≥ 25 - - 98,2Boues mélangées 2 894 Enfouissement ≥ 25 - - 27,57 858 <strong>Valorisation</strong>énergétiques.o. s.o. s.o. 27,9Autres 2 405 <strong>Valorisation</strong>énergétique1 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Boues primaires et secondaires.s.o. s.o. s.o. 52,6
Usine JDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisCendresPoids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.21 184 <strong>Valorisation</strong> s.o. s.o. s.o. 48,0énergétique6 706 Autres s.o. s.o. s.o. 48,021 831 Enfouissement ≥ 25 45,5 79,4 63,24 299 <strong>Valorisation</strong> s.o. s.o. s.o. 66,2agrico<strong>le</strong>33 Autres s.o. s.o. s.o. 59,4Boues <strong>de</strong> désencrage 83 958 <strong>Valorisation</strong> s.o. s.o. s.o. 47,3énergétiqueBoues mélangées 2 67 315 <strong>Valorisation</strong>énergétiques.o. s.o. s.o. 33,4Autres4 211 Enfouissement ≥ 25 33,9 69,9 52,5456 <strong>Valorisation</strong> s.o. s.o. s.o. 15,5énergétique1 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Boues primaires et secondaires et boues <strong>de</strong> désencrage.Usine LDéchets générés Poids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.Écorces, nœuds et 27 038 Enfouissement ≥ 25 21,8 33,7 40,5résidus <strong>de</strong> bois 5 704 Compostage s.o. s.o. s.o. 52,0Rebuts <strong>de</strong> pâtes, 3 200 Autre 2 s.o. s.o. s.o. 91,7papiers et cartonsCendres3 478 Enfouissement ≥ 25 43,3 100,0 74,74 572 Compostage s.o. s.o. s.o. 74,7Boues mélangées 3 1 520 Enfouissement ≥ 25 12,7 26,0 18,826 135 <strong>Valorisation</strong>agrico<strong>le</strong>s.o. s.o. s.o. 21,43 031 Autre 4 s.o. s.o. s.o. 20,4Résidus alcalins 17 536 Enfouissement ≥ 55 47,2 84,3 69,82 336 <strong>Valorisation</strong> s.o. s.o. s.o. 70,7agrico<strong>le</strong>Autres 1 325 Enfouissement ≥ 25 - - 23,21 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Recyclage.3 Boues primaires et secondaires.4 <strong>Valorisation</strong> sylvico<strong>le</strong>.
Usine MDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisCendresPoids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.4 470 <strong>Valorisation</strong> s.o. s.o. s.o. 50,0énergétique4 160 Enfouissement 2 s.o. 50,0 86,0 63,31 136 <strong>Valorisation</strong>agrico<strong>le</strong>Boues mélangées 4 9 792 <strong>Valorisation</strong>énergétiques.o. s.o. s.o. 62,7280 Autre 3 s.o. s.o. s.o. 60,0s.o. s.o. s.o. 33,2Autres 983 <strong>Valorisation</strong> s.o. s.o. s.o. 61,0énergétique1 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Ces déchets sont enfouis <strong>dans</strong> un lieu d'enfouissement sanitaire <strong>de</strong> déchets soli<strong><strong>de</strong>s</strong>; il ne sontdonc pas soumis aux normes <strong>de</strong> siccité.3 Mélangées avec <strong><strong>de</strong>s</strong> engrais.4 Boues primaires et secondairesUsine NDéchets générés Poids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.Rebuts <strong>de</strong> pâtes,48 Autres s.o. s.o. s.o. 100,0papiers et cartonsCendres 277 Enfouissement ≥ 25 60,0 70,0 65,0Boues mélangées 2 12 665 <strong>Valorisation</strong> s.o. s.o. s.o. 35,0énergétique10 998 Compostage s.o. s.o. s.o. 34,02 858 <strong>Valorisation</strong>agrico<strong>le</strong>s.o. s.o. s.o. 38,0Boues <strong>de</strong> désencrage 3 821 Compostage s.o. s.o. s.o. 39,044 107 <strong>Valorisation</strong> s.o. s.o. s.o. 38,8agrico<strong>le</strong>Autres 425 Enfouissement 3 s.o. 100,0 100,0 100,01 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Boues primaires et secondaires.3 Ces déchets sont enfouis <strong>dans</strong> un lieu d'enfouissement sanitaire <strong>de</strong> déchets soli<strong><strong>de</strong>s</strong>; il ne sontdonc pas soumis aux normes <strong>de</strong> siccité.
Usine PDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisRebuts <strong>de</strong> pâtes,papiers et cartonsPoids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.56 781 <strong>Valorisation</strong> s.o. s.o. s.o. 47,6énergétique547 Autre 2 s.o. s.o. s.o. 91,7Cendres 13 003 Enfouissement ≥ 25 27,0 69,9 44,9Boues mélangées 3 18 975 Enfouissement ≥ 25 31,5 49,1 41,127 963 <strong>Valorisation</strong>énergétiques.o. s.o. s.o. 41,020 700 <strong>Valorisation</strong>agrico<strong>le</strong>s.o. s.o. s.o. 41,1Autres 234 Enfouissement 4 s.o. - - 92,01 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Recyclage3 Boues primaires et secondaires.4 Ces déchets sont enfouis <strong>dans</strong> un lieu d'enfouissement sanitaire <strong>de</strong> déchets soli<strong><strong>de</strong>s</strong>; il ne sontdonc pas soumis aux normes <strong>de</strong> siccité.Usine RDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisRebuts <strong>de</strong> pâtes,papiers et cartonsCendres 1 977 <strong>Valorisation</strong>agrico<strong>le</strong>Boues primairesBoues secondaires 15 888 <strong>Valorisation</strong>agrico<strong>le</strong>Poids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.6 063 Enfouissement ≥ 25 30,0 45,0 37,53 592 Enfouissement ≥ 25 27,0 33,0 30,0s.o. s.o. s.o. 67,12 707 Enfouissement ≥ 25 38,0 42,0 40,07 403 <strong>Valorisation</strong> s.o. s.o. s.o. 40,0énergétiques.o. s.o. s.o. 5,3Autres 349 Enfouissement ≥ 25 40,0 55,0 52,11 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.
Usine TDéchets générés Poids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.Écorces, nœuds et 10 242 Enfouissement ≥ 25 - - 57,8résidus <strong>de</strong> bois 148 918 <strong>Valorisation</strong>énergétiques.o. s.o. s.o. 59,8Cendres85 Enfouissement ≥ 25 - - 64,34 534 <strong>Valorisation</strong> s.o. s.o. s.o. 58,3agrico<strong>le</strong>Boues mélangées 2 3 659 Enfouissement ≥ 25 18,4 25,6 20,911 321 Compostage s.o. s.o. s.o. 24,223 969 <strong>Valorisation</strong> s.o. s.o. s.o. 23,6agrico<strong>le</strong>Résidus alcalins 5 407 Enfouissement ≥ 55 - - 43,7Autres 205 Enfouissement 3 s.o. - - 50,01 Va<strong>le</strong>ur exprimée sur base humi<strong>de</strong>.2 Boues primaires et secondaires.3 Ces déchets sont enfouis <strong>dans</strong> un lieu d'enfouissement sanitaire <strong>de</strong> déchets soli<strong><strong>de</strong>s</strong>; il ne sontdonc pas soumis aux normes <strong>de</strong> siccité.
Usine VDéchets générésÉcorces, nœuds etrésidus <strong>de</strong> boisRebuts <strong>de</strong> pâtes,papiers et cartonsCendresBoues <strong>de</strong> désencragePoids 1 Mo<strong><strong>de</strong>s</strong> <strong>de</strong>Siccité (%)(t/a) gestion normes min. max. moy.464 Enfouissement ≥ 25 35,0 88,5 50,08 138 <strong>Valorisation</strong> s.o. s.o. s.o. 50,7énergétique1 438 Compostage s.o. s.o. s.o. 56,01 446 <strong>Valorisation</strong> s.o. s.o. s.o. 56,0agrico<strong>le</strong>439 Autres 2 s.o. s.o. s.o. 56,0332 Enfouissement ≥ 25 92,0 92,0 92,0244 Compostage s.o. s.o. s.o. 70,02 179 <strong>Valorisation</strong> s.o. s.o. s.o. 70,0agrico<strong>le</strong>20 750 Compostage s.o. s.o. s.o. 50,94 281 <strong>Valorisation</strong> s.o. s.o. s.o. 50,9agrico<strong>le</strong>13 201 Autres 2 s.o. s.o. s.o. 49,337 962 <strong>Valorisation</strong>énergétiques.o. s.o. s.o. 41,524 685 Compostage s.o. s.o. s.o. 41,324 870 <strong>Valorisation</strong> s.o. s.o. s.o. 41,5agrico<strong>le</strong>Boues mélangées 3 7 541 Autres 1 s.o. s.o. s.o. 41,5Autres5 850 Enfouissement ≥ 25 45,0 85,9 59,3162 Enfouissement 4 s.o. 85,0 85,0 85,0
Annexe 9Diagramme d’arrangement mécanique d’une usine typique <strong>de</strong> production <strong>de</strong> CDP liqui<strong>de</strong>
Entreposage<strong><strong>de</strong>s</strong> <strong>pneus</strong>usées7 jours2900 <strong>pneus</strong>50' X 100'SéparateureursRefroidisseurs d'eauBouillloire augaz 20,000 lbsvapeur / hrCDP liqui<strong>de</strong>170,000 usg70 <strong>de</strong>gré C2 joursRéservoird'essence5,000 usg2 joursRefroidisseurs <strong><strong>de</strong>s</strong> gazCamion <strong>de</strong> déchargement CDP liqui<strong>de</strong>RéchauffeurRefroidisseur etÉchangeurCamion <strong>de</strong> chargement hui<strong>le</strong> d'appointMise enmorceaux <strong><strong>de</strong>s</strong>gros <strong>pneus</strong>Convoyeur <strong>de</strong>chargement<strong><strong>de</strong>s</strong> <strong>pneus</strong>Bacs pour <strong>le</strong>sfibres d'acierRéacteuratmosphérique24,000 usg6hrs rétention350 <strong>de</strong>grés CRéservoird'eauchau<strong>de</strong>Sal<strong>le</strong> <strong>de</strong> contrô<strong>le</strong> au 1 ier étageSal<strong>le</strong> é<strong>le</strong>ctrique au 2iè étageHui<strong>le</strong> D'apoint150,000 usg40 <strong>de</strong>gré C2 jours0' 15' 30'ÉCHELLERECYC-QUÉBECQuébecNOM DU PROJETVALORISATION ENERGETIQUEDES PNEUES HORS D'USAGESandwellCE DESSIN FAIT PARTIE DE LA PRESENTE OFFRE DE SERVICES, ET EST SOUMIS POUR COMPLÉTER LES ASPECTS TECHNI-QUES DE LADITE OFFRE DE SERVICES. L'INFORMATION CONTENUE SUR CE DESSIN EST LA PROPRIÉTÉ DE SANDWELL EPCINC. LE DESTINATAIRE DE LA PRÉSENTE OFFRE DE SERVICES, SES AGENTS, CONSULTANTS ET EMPLOYÉS NE DEVRONT,SANS PRÉALABLEMENT OBTENIR NOTRE CONSENTEMENT ÉCRIT, UTILISER OU INCORPORER TOUTE INFORMATION DE CEDANS QUELQU'OUVRAGE OU PLAN RELATIF AU PRÉSENT EMPLACEMENT, AU PROJET OU A TOUT AUTRE PROJET.TITRE DU DESSINNO DE DESSIN SANDWELLUSINE DE CDP LIQUIDEAMÉNAGEMENT GÉNÉRALENO DE PROJET121719
Annexe 10Estimé <strong><strong>de</strong>s</strong> coûts d’implantation et <strong><strong>de</strong>s</strong> coûts d’opération d’une usine typique <strong>de</strong> production <strong>de</strong>CDP liqui<strong>de</strong>
PROJET No 121719U S I N E D E C D P L I Q U I D ERECYC-QUÉBECMONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirectCoûts Directs11 Terrain/Environnement/Excavation/Remblais $66 000 $40 000 $26 769 $132 769 $732 76912 Pilotage $7 000 $12 000 $12 000 $18 000 $42 000 $49 00013 Béton C40 $94 500 $5 000 $47 815 $147 315 $147 31514 Acier <strong>de</strong> Structure & Divers $56 300 $11 550 $30 854 $98 704 $98 70415 Boiserie <strong>de</strong> Structure & Divers $2 000 $2 000 $2 000 $4 800 $8 800 $10 80016 Bardage $5 000 $2 000 $2 000 $4 800 $8 800 $13 80017 Maçonnerie $5 000 $17 000 $2 000 $29 723 $48 723 $53 72318 Toitures $30 000 $21 346 $51 346 $51 34619Démolition / Relocalisation / InstallationsTemporaires$15 000 $4 000 $10 000 $18 000 $32 000 $47 00021 Painture & Finition Intérieures $8 000 $18 462 $26 462 $26 46223 Protection Incendie Intérieure $46 000 $23 400 $23 400 $69 40024 Plomberie & Drains <strong>de</strong> Toitures $20 000 $2 000 $2 000 $18 200 $22 200 $42 20025 Chauffage & Ventilation $175 000 $75 400 $75 400 $250 40026 Éclairage et Accessoires É<strong>le</strong>ctriques $30 000 $19 500 $19 500 $49 50027 Portes, Fenêtres & Louvres Extérieures $19 000 $1 900 $4 380 $25 280 $25 28028 Mobilier & Accessoires <strong>de</strong> Bureau $15 000 $500 $500 $10 400 $11 400 $26 40031 Pompes & Agitateurs $139 000 $14 000 $9 000 $36 400 $59 400 $198 40032 Réservoirs & Accessoires $558 000 $17 000 $27 500 $83 200 $127 700 $685 70034 Tuyauterie $47 000 $4 000 $4 000 $182 000 $189 000 $230 80036 Ponts Roulants, Palans & Monte-charges $20 000 $3 000 $16 250 $19 250 $39 25037 Manutention <strong><strong>de</strong>s</strong> Matériaux $595 000 $10 000 $6 000 $13 000 $29 000 $624 00041 Moteurs $17 200 $4 225 $4 225 $21 42543 CCM et Démarreurs $18 000 $35 100 $35 100 $53 10044A Câblage et Contrô<strong>le</strong> Local $11 550 $3 600 $26 650 $30 250 $41 80044B Étagères à Câb<strong>le</strong>s $14 400 $9 000 $35 100 $44 100 $58 50045 Communication & Surveillance $10 000 $5 200 $5 200 $15 20046 Contrô<strong>le</strong> du Procédé - Système Central $50 000 $2 000 $9 750 $11 750 $61 75047 Contrô<strong>le</strong> du Procédé - Instruments Locaux $80 000 $3 000 $17 500 $20 500 $100 50048 Alimentation Courant Continu & Ininterruptib<strong>le</strong> $10 000 $6 500 $6 500 $16 500Sandwell EPC Inc. Page 1 / 2
PROJET No 121719U S I N E D E C D P L I Q U I D ERECYC-QUÉBECMONTRÉAL, QCVALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGECOÛTS D'IMMOBILISATION TYPE D'ESTIMÉ: FAISABILITÉ Date (A-M-J): 2003-02-19CoûtsInstallationCo<strong>de</strong> Description d'achat Matériel Équipement Main d'oœuvre Total TOTALdirect49Démantè<strong>le</strong>ment / Relocalisation É<strong>le</strong>ctrique &Contrô<strong>le</strong>50 Équipement <strong>de</strong> Procédé $1 095 000 $11 000 $10 000 $48 100 $69 100 $1 164 100Total Coûts Directs $2 985 150 $381 900 $153 450 $890 824 $1 425 174 $5 005 124Total Coûts Indirects $1 451 000Contingences, 10% (Directs + Indirects) $646 000TOTAL PROJET $7 110 000Sandwell EPC Inc. Page 2 / 2
PROJET No 121719VALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGEÉTUDE DE RENTABILITÉ AVEC AIDE FINANCIÈRE - USINE DE PRODUCTION DE CDP LIQUIDECAPACITÉ DE VALORISATION DE PNEUS HORS D'USAGE: 100 t/j (3,850,000 ÉPA / AN (1) )RECYC-QUÉBECMONTRÉAL, QCCritères <strong>de</strong> conception :1 ÉPA = Équiva<strong>le</strong>nt pneu automobi<strong>le</strong>, soit 9.1 kg / ÉPA.2 Les <strong>pneus</strong> sont transportés par Recyc-Québec jusqu'en 2008.3 Recyc-Québec donne $75 / t jusqu'en 2008 pour liquéfier <strong>le</strong>s <strong>pneus</strong>.4 Le prix <strong>de</strong> vente du CDP est supérieur <strong>de</strong> 5% au prix <strong>de</strong> l'hui<strong>le</strong> usée d'appoint et <strong>le</strong> CDP a une plus gran<strong>de</strong> va<strong>le</strong>ur énergétique que cel<strong>le</strong>-ci (équiva<strong>le</strong>nte à 84% <strong>de</strong> la va<strong>le</strong>ur <strong>de</strong> l'hui<strong>le</strong> lour<strong>de</strong>).5 L'essence produite est <strong>de</strong> qualité moyenne et se vend <strong>le</strong> même prix que l'hui<strong>le</strong> lour<strong>de</strong> ($0.23 / litre).6 Les rebuts d'acier sont vendus au prix <strong>de</strong> $0.025 / lb et <strong>le</strong> recyc<strong>le</strong>ur paie <strong>le</strong> transport (aucun transport à charge <strong>de</strong> l'usine).7 Le lieu <strong>de</strong> col<strong>le</strong>cte et <strong>de</strong> pré-découpage <strong><strong>de</strong>s</strong> <strong>pneus</strong> est situé en moyenne à 300 km <strong>de</strong> l'usine et <strong>le</strong> contrat est accordé à une compagnie <strong>de</strong> transport.8 L'effectif total <strong>de</strong> l'entreprise est <strong>de</strong> 13 personnes. L'usine opère avec 1 opérateur par quart (<strong>le</strong> salaire moyen est <strong>de</strong> $80,000 / an incluant <strong>le</strong>s bénifices marginaux).9 L'amortissement <strong>de</strong> l'achat du terrain et <strong>de</strong> la bâtisse est <strong>de</strong> 20% par année.10 L'amortissement <strong><strong>de</strong>s</strong> dépenses pour <strong>le</strong> procédé est <strong>de</strong> 50% pour <strong>le</strong>s <strong>de</strong>ux premières années.Investissement <strong>de</strong> départ : $7 110 000Investissementsannée : 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013terrain et bâtiment $1 300 000anmortissements $260 000 $208 000 $166 400 $133 120 $106 496 $85 197 $68 157 $46 858 $37 487 $29 989intérestsprocédé $5 810 000anmortissements $2 905 000 $2 905 000<strong>de</strong>tte total : $7 110 000 $5 120 833 $2 932 750 $1 646 104 $311 766 $0 $0 $0 $0 $0 $0Profits : $1 989 167 $2 188 083 $2 406 892 $2 535 556 $2 668 990 $405 384 $405 384 $405 384 $405 384 $405 384Impôt : $0 $0 $1 120 246 $1 201 218 $1 281 247 $160 093 $168 613 $179 263 $183 949 $187 697Profits après impôts : $1 989 167 $2 188 083 $1 286 646 $1 334 338 $1 387 743 $245 290 $236 771 $226 121 $221 435 $217 687couts fixe <strong>de</strong> productiontaxe municipa<strong>le</strong> : $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000 $40 000intérests $711 000 $512 083 $293 275 $164 610 $31 177 $0 $0 $0 $0 $0é<strong>le</strong>ctricité maintien: $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000 $20 000M-O adm 1 dir 1sec+1: $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000 $240 000matériaux d'entretien terrain & bâtisse: $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000 $30 000autres(paperasse, tél.,fax,internet, etc... : $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000 $150 000total : $1 191 000 $992 083 $773 275 $644 610 $511 177 $480 000 $480 000 $480 000 $480 000 $480 000couts var. <strong>de</strong> production 350 j / anHui<strong>le</strong> d'appoint : $0.23/l * 80% $18 341 231 $18 341 231 $18 341 231 $18 341 231 $18 341 231 $18 341 231 $18 341 231 $18 341 231 $18 341 231 $18 341 231Pneus achat et transport : $10/t $0 $0 $0 $0 $0 $1 350 000 $1 350 000 $1 350 000 $1 350 000 $1 350 000transport hui<strong>le</strong> et essence : 300 km $2 731 522 $2 731 522 $2 731 522 $2 731 522 $2 731 522 $2 731 522 $2 731 522 $2 731 522 $2 731 522 $2 731 522é<strong>le</strong>ctricité : $0.04/kW $40 089 $40 089 $40 089 $40 089 $40 089 $40 089 $40 089 $40 089 $40 089 $40 089M-O production 4opér. 3ent. 2 ventes+1: $800 000 $800 000 $800 000 $800 000 $800 000 $800 000 $800 000 $800 000 $800 000 $800 000matériaux d'entretien : $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000 $140 000total : $22 052 842 $22 052 842 $22 052 842 $22 052 842 $22 052 842 $23 402 842 $23 402 842 $23 402 842 $23 402 842 $23 402 842Coûts totaux + <strong>de</strong>tte $30 353 842 $28 165 759 $25 758 867 $24 343 557 $22 875 785 $23 882 842 $23 882 842 $23 882 842 $23 882 842 $23 882 842Revenus totaux $25 233 009 $25 233 009 $25 233 009 $25 233 009 $25 233 009 $24 288 226 $24 288 226 $24 288 226 $24 288 226 $24 288 226Profits avant impôt ($5 120 833) ($2 932 750) ($525 858) $889 452 $2 357 224 $405 384 $405 384 $405 384 $405 384 $405 384Sandwell EPC Inc. Page 1 / 2
PROJET No 121719VALORISATION ÉNERGÉTIQUE DES PNEUS HORS D'USAGEÉTUDE DE RENTABILITÉ AVEC AIDE FINANCIÈRE - USINE DE PRODUCTION DE CDP LIQUIDECAPACITÉ DE VALORISATION DE PNEUS HORS D'USAGE: 100 t/j (3,850,000 ÉPA / AN (1) )RECYC-QUÉBECMONTRÉAL, QCRen<strong>de</strong>ment sur investissement -72,0% -41,2% -7,4% 12,5% 33,2% 5,7% 5,7% 5,7% 5,7% 5,7%Année 2009Ventes $0.23/l * 82%CDP : $0.23/l * 76% $21 282 750 $21 282 750 $21 282 750 $21 282 750 $21 282 750 $22 962 967 $22 962 967 $22 962 967 $22 962 967 $22 962 967Ai<strong>de</strong> financière <strong>pneus</strong> : $75/t $2 625 000 $2 625 000 $2 625 000 $2 625 000 $2 625 000 $0 $0 $0 $0 $0essence : $0.23/l $1 035 905 $1 035 905 $1 035 905 $1 035 905 $1 035 905 $1 035 905 $1 035 905 $1 035 905 $1 035 905 $1 035 905acier : $0.025/lb $289 354 $289 354 $289 354 $289 354 $289 354 $289 354 $289 354 $289 354 $289 354 $289 354total : $25 233 009 $25 233 009 $25 233 009 $25 233 009 $25 233 009 $24 288 226 $24 288 226 $24 288 226 $24 288 226 $24 288 226Profits annuels $1 989 167 $2 188 083 $2 406 892 $2 535 556 $2 668 990 $405 384 $405 384 $405 384 $405 384 $405 384Investissements $7 110 000 $7 110 000 $7 110 000 $7 110 000 $7 110 000 $7 110 000 $7 110 000 $7 110 000 $7 110 000 $7 110 000couts fixes $8 301 000 $9 293 083 $10 066 358 $10 710 969 $11 222 145 $11 702 145 $12 182 145 $12 662 145 $13 142 145 $13 622 145couts totaux $30 353 842 $53 398 767 $76 224 884 $98 922 337 $121 486 355 $145 369 197 $169 252 039 $193 134 881 $217 017 723 $240 900 565ventes $25 233 009 $50 466 017 $75 699 026 $100 932 035 $126 165 043 $150 453 269 $174 741 495 $199 029 721 $223 317 946 $247 606 172Etu<strong>de</strong> <strong>de</strong> rentabilité sur 10 ans$32 000 000$300 000 000$250 000 000$200 000 000$150 000 000$100 000 000PertesProfitsRevenus cumulatifsDépensescumulatives$30 000 000$28 000 000$26 000 000$24 000 000Profits avant impôtRevenus$50 000 000$22 000 000Dépenses$02004 2005 2006 2007 2008 2009 2010 2011 2012 2013nombre d'années$20 000 0002004 2005 2006 2007 2008 2009 2010 2011 2012 2013Sandwell EPC Inc. Page 2 / 2