


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
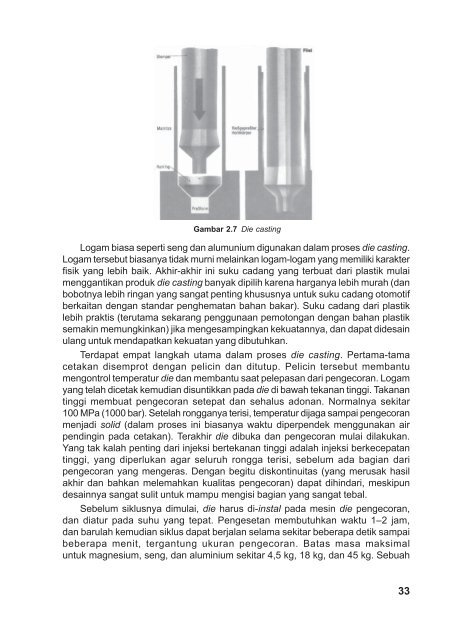
Gambar 2.7 Die casting<br />
Logam biasa seperti seng dan alumunium digunakan dalam proses die casting.<br />
Logam tersebut biasanya tidak murni melainkan logam-logam yang memiliki karakter<br />
fisik yang lebih baik. Akhir-akhir ini suku cadang yang terbuat dari plastik mulai<br />
menggantikan produk die casting banyak dipilih karena harganya lebih murah (dan<br />
bobotnya lebih ringan yang sangat penting khususnya untuk suku cadang otomotif<br />
berkaitan dengan standar penghematan bahan bakar). Suku cadang dari plastik<br />
lebih praktis (terutama sekarang penggunaan pemotongan dengan bahan plastik<br />
semakin memungkinkan) jika mengesampingkan kekuatannya, dan dapat didesain<br />
ulang untuk mendapatkan kekuatan yang dibutuhkan.<br />
Terdapat empat langkah utama dalam proses die casting. Pertama-tama<br />
cetakan disemprot dengan pelicin dan ditutup. Pelicin tersebut membantu<br />
mengontrol temperatur die dan membantu saat pelepasan dari pengecoran. Logam<br />
yang telah dicetak kemudian disuntikkan pada die di bawah tekanan tinggi. Takanan<br />
tinggi membuat pengecoran setepat dan sehalus adonan. Normalnya sekitar<br />
100 MPa (1000 bar). Setelah rongganya terisi, temperatur dijaga sampai pengecoran<br />
menjadi solid (dalam proses ini biasanya waktu diperpendek menggunakan air<br />
pendingin pada cetakan). Terakhir die dibuka dan pengecoran mulai dilakukan.<br />
Yang tak kalah penting dari injeksi bertekanan tinggi adalah injeksi berkecepatan<br />
tinggi, yang diperlukan agar seluruh rongga terisi, sebelum ada bagian dari<br />
pengecoran yang mengeras. Dengan begitu diskontinuitas (yang merusak hasil<br />
akhir dan bahkan melemahkan kualitas pengecoran) dapat dihindari, meskipun<br />
desainnya sangat sulit untuk mampu mengisi bagian yang sangat tebal.<br />
Sebelum siklusnya dimulai, die harus di-instal pada mesin die pengecoran,<br />
dan diatur pada suhu yang tepat. Pengesetan membutuhkan waktu 1–2 jam,<br />
dan barulah kemudian siklus dapat berjalan selama sekitar beberapa detik sampai<br />
beberapa menit, tergantung ukuran pengecoran. Batas masa maksimal<br />
untuk magnesium, seng, dan aluminium sekitar 4,5 kg, 18 kg, dan 45 kg. Sebuah<br />
33














