

Ap_LASER_n50_SETT_OTT_2015

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
tecnologia<br />
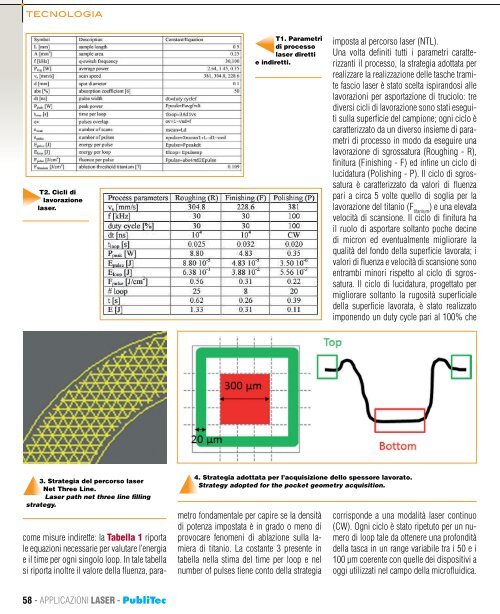
T2. Cicli di<br />
lavorazione<br />
laser.<br />
T1. Parametri<br />
di processo<br />
laser diretti<br />
e indiretti.<br />
imposta al percorso laser (NTL).<br />
Una volta definiti tutti i parametri caratterizzanti<br />
il processo, la strategia adottata per<br />
realizzare la realizzazione delle tasche tramite<br />
fascio laser è stato scelta ispirandosi alle<br />
lavorazioni per asportazione di truciolo: tre<br />
diversi cicli di lavorazione sono stati eseguiti<br />
sulla superficie del campione; ogni ciclo è<br />
caratterizzato da un diverso insieme di parametri<br />
di processo in modo da eseguire una<br />
lavorazione di sgrossatura (Roughing - R),<br />
finitura (Finishing - F) ed infine un ciclo di<br />
lucidatura (Polishing - P). Il ciclo di sgrossatura<br />
è caratterizzato da valori di fluenza<br />
pari a circa 5 volte quello di soglia per la<br />
lavorazione del titanio (F titanium<br />
) e una elevata<br />
velocità di scansione. Il ciclo di finitura ha<br />
il ruolo di asportare soltanto poche decine<br />
di micron ed eventualmente migliorare la<br />
qualità del fondo della superficie lavorata; i<br />
valori di fluenza e velocità di scansione sono<br />
entrambi minori rispetto al ciclo di sgrossatura.<br />
Il ciclo di lucidatura, progettato per<br />
migliorare soltanto la rugosità superficiale<br />
della superficie lavorata, è stato realizzato<br />
imponendo un duty cycle pari al 100% che<br />
3. Strategia del percorso laser<br />
Net Three Line.<br />
Laser path net three line filling<br />
strategy.<br />
4. Strategia adottata per l’acquisizione dello spessore lavorato.<br />
Strategy adopted for the pocket geometry acquisition.<br />
come misure indirette: la Tabella 1 riporta<br />
le equazioni necessarie per valutare l’energia<br />
e il time per ogni singolo loop. In tale tabella<br />
si riporta inoltre il valore della fluenza, parametro<br />
fondamentale per capire se la densità<br />
di potenza impostata è in grado o meno di<br />
provocare fenomeni di ablazione sulla lamiera<br />
di titanio. La costante 3 presente in<br />
tabella nella stima del time per loop e nel<br />
number of pulses tiene conto della strategia<br />
corrisponde a una modalità laser continuo<br />
(CW). Ogni ciclo è stato ripetuto per un numero<br />
di loop tale da ottenere una profondità<br />
della tasca in un range variabile tra i 50 e i<br />
100 μm coerente con quelle dei dispositivi a<br />
oggi utilizzati nel campo della microfluidica.<br />
58 - APPLICAZIONI <strong>LASER</strong> - PubliTec


