

Ap_LASER_n50_SETT_OTT_2015

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
tecnologia<br />
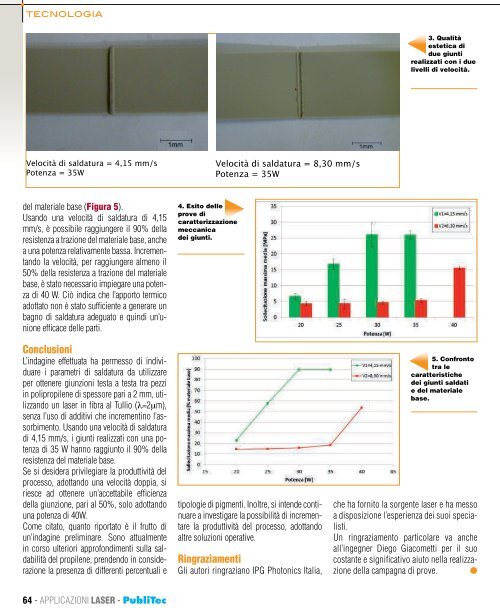
3. Qualità<br />
estetica di<br />
due giunti<br />
realizzati con i due<br />
livelli di velocità.<br />
Velocità di saldatura = 4,15 mm/s<br />
Potenza = 35W<br />
Velocità di saldatura = 8,30 mm/s<br />
Potenza = 35W<br />
del materiale base (Figura 5).<br />
Usando una velocità di saldatura di 4,15<br />
mm/s, è possibile raggiungere il 90% della<br />
resistenza a trazione del materiale base, anche<br />
a una potenza relativamente bassa. Incrementando<br />
la velocità, per raggiungere almeno il<br />
50% della resistenza a trazione del materiale<br />
base, è stato necessario impiegare una potenza<br />
di 40 W. Ciò indica che l’apporto termico<br />
adottato non è stato sufficiente a generare un<br />
bagno di saldatura adeguato e quindi un’unione<br />
efficace delle parti.<br />
4. Esito delle<br />
prove di<br />
caratterizzazione<br />
meccanica<br />
dei giunti.<br />
Conclusioni<br />
L’indagine effettuata ha permesso di individuare<br />
i parametri di saldatura da utilizzare<br />
per ottenere giunzioni testa a testa tra pezzi<br />
in polipropilene di spessore pari a 2 mm, utilizzando<br />
un laser in fibra al Tullio (λ=2µm),<br />
senza l’uso di additivi che incrementino l’assorbimento.<br />
Usando una velocità di saldatura<br />
di 4,15 mm/s, i giunti realizzati con una potenza<br />
di 35 W hanno raggiunto il 90% della<br />
resistenza del materiale base.<br />
Se si desidera privilegiare la produttività del<br />
processo, adottando una velocità doppia, si<br />
riesce ad ottenere un’accettabile efficienza<br />
della giunzione, pari al 50%, solo adottando<br />
una potenza di 40W.<br />
Come citato, quanto riportato è il frutto di<br />
un’indagine preliminare. Sono attualmente<br />
in corso ulteriori approfondimenti sulla saldabilità<br />
del propilene, prendendo in considerazione<br />
la presenza di differenti percentuali e<br />
tipologie di pigmenti. Inoltre, si intende continuare<br />
a investigare la possibilità di incrementare<br />
la produttività del processo, adottando<br />
altre soluzioni operative.<br />
Ringraziamenti<br />
Gli autori ringraziano IPG Photonics Italia,<br />
5. Confronto<br />
tra le<br />
caratteristiche<br />
dei giunti saldati<br />
e del materiale<br />
base.<br />
che ha fornito la sorgente laser e ha messo<br />
a disposizione l’esperienza dei suoi specialisti.<br />
Un ringraziamento particolare va anche<br />
all’ingegner Diego Giacometti per il suo<br />
costante e significativo aiuto nella realizzazione<br />
della campagna di prove. l<br />
64 - APPLICAZIONI <strong>LASER</strong> - PubliTec


