

Ap_LASER_n50_SETT_OTT_2015

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
tecnologia<br />
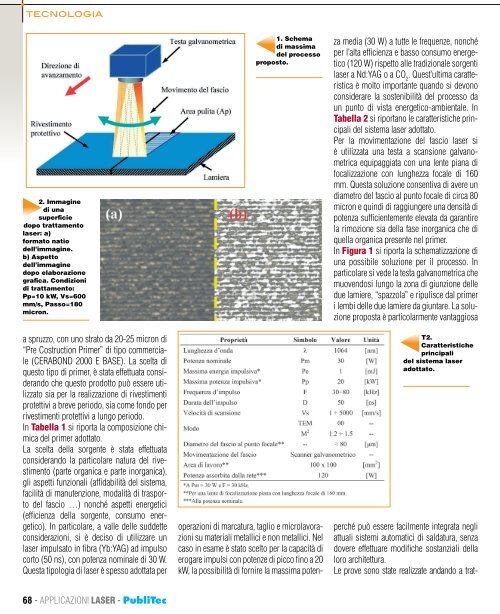
2. Immagine<br />
di una<br />
superficie<br />
dopo trattamento<br />
laser: a)<br />
formato natio<br />
dell’immagine.<br />
b) Aspetto<br />
dell’immagine<br />
dopo elaborazione<br />
grafica. Condizioni<br />
di trattamento:<br />
Pp=10 kW, Vs=600<br />
mm/s, Passo=180<br />
micron.<br />
a spruzzo, con uno strato da 20-25 micron di<br />
“Pre Costruction Primer” di tipo commerciale<br />
(CERABOND 2000 E BASE). La scelta di<br />
questo tipo di primer, è stata effettuata considerando<br />
che questo prodotto può essere utilizzato<br />
sia per la realizzazione di rivestimenti<br />
protettivi a breve periodo, sia come fondo per<br />
rivestimenti protettivi a lungo periodo.<br />
In Tabella 1 si riporta la composizione chimica<br />
del primer adottato.<br />
La scelta della sorgente è stata effettuata<br />
considerando la particolare natura del rivestimento<br />
(parte organica e parte inorganica),<br />
gli aspetti funzionali (affidabilità del sistema,<br />
facilità di manutenzione, modalità di trasporto<br />
del fascio …) nonché aspetti energetici<br />
(efficienza della sorgente, consumo energetico).<br />
In particolare, a valle delle suddette<br />
considerazioni, si è deciso di utilizzare un<br />
laser impulsato in fibra (Yb:YAG) ad impulso<br />
corto (50 ns), con potenza nominale di 30 W.<br />
Questa tipologia di laser è spesso adottata per<br />
1. Schema<br />
di massima<br />
del processo<br />
proposto.<br />
za media (30 W) a tutte le frequenze, nonché<br />
per l’alta efficienza e basso consumo energetico<br />
(120 W) rispetto alle tradizionale sorgenti<br />
laseraNd:YAGoaCO 2<br />
. Quest’ultima caratteristica<br />
è molto importante quando si devono<br />
considerare la sostenibilità del processo da<br />
un punto di vista energetico-ambientale. In<br />
Tabella 2 si riportano le caratteristiche principali<br />
del sistema laser adottato.<br />
Per la movimentazione del fascio laser si<br />
è utilizzata una testa a scansione galvanometrica<br />
equipaggiata con una lente piana di<br />
focalizzazione con lunghezza focale di 160<br />
mm. Questa soluzione consentiva di avere un<br />
diametro del fascio al punto focale di circa 80<br />
micron e quindi di raggiungere una densità di<br />
potenza sufficientemente elevata da garantire<br />
la rimozione sia della fase inorganica che di<br />
quella organica presente nel primer.<br />
In Figura 1 si riporta la schematizzazione di<br />
una possibile soluzione per il processo. In<br />
particolare si vede la testa galvanometrica che<br />
muovendosi lungo la zona di giunzione delle<br />
due lamiere, “spazzola” e ripulisce dal primer<br />
i lembi delle due lamiere da giuntare. La soluzione<br />
proposta è particolarmente vantaggiosa<br />
T2.<br />
Caratteristiche<br />
principali<br />
del sistema laser<br />
adottato.<br />
operazioni di marcatura, taglio e microlavorazioni<br />
su materiali metallici e non metallici. Nel<br />
caso in esame è stato scelto per la capacità di<br />
erogare impulsi con potenze di picco fino a 20<br />
kW, la possibilità di fornire la massima potenperché<br />
può essere facilmente integrata negli<br />
attuali sistemi automatici di saldatura, senza<br />
dovere effettuare modifiche sostanziali della<br />
loro architettura.<br />
Le prove sono state realizzate andando a trat-<br />
68 - APPLICAZIONI <strong>LASER</strong> - PubliTec


