

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Nulpuntverschuivingen<br />
58<br />
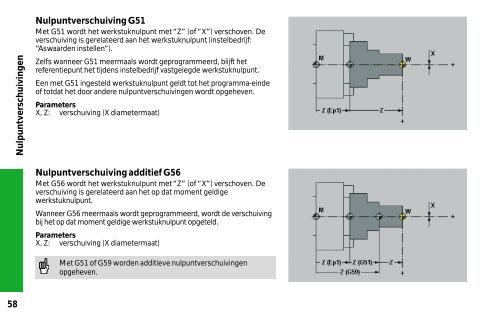
Nulpuntverschuiving G51<br />
Met G51 wordt het werkstuknulpunt met “Z” (of “X”) verschoven. De<br />
verschuiving is gerelateerd aan het werkstuknulpunt (instelbedrijf:<br />
“Aswaarden instellen”).<br />
Zelfs wanneer G51 meermaals wordt geprogrammeerd, blijft het<br />
referentiepunt het tijdens instelbedrijf vastgelegde werkstuknulpunt.<br />
Een met G51 ingesteld werkstuknulpunt geldt tot het programma-einde<br />
of totdat het door andere nulpuntverschuivingen wordt opgeheven.<br />
Parameters<br />
X, Z: verschuiving (X diametermaat)<br />
Nulpuntverschuiving additief G56<br />
Met G56 wordt het werkstuknulpunt met “Z” (of “X”) verschoven. De<br />
verschuiving is gerelateerd aan het op dat moment geldige<br />
werkstuknulpunt.<br />
Wanneer G56 meermaals wordt geprogrammeerd, wordt de verschuiving<br />
bij het op dat moment geldige werkstuknulpunt opgeteld.<br />
Parameters<br />
X, Z: verschuiving (X diametermaat)<br />
Met G51 of G59 worden additieve nulpuntverschuivingen<br />
opgeheven.














