

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Draaduitloop DIN509 E met cilinderbewerking G851<br />
Draaduitloop DIN509 F met cilinderbewerking G852<br />
Draaduitloop DIN76 met cilinderbewerking G853<br />
Met G851/G852/G853 wordt een draaduitloop en cilinderaansnijding<br />
gemaakt en wordt de voorafgaande cilinder en het aansluitende eindvlak<br />
bewerkt.<br />
Betekenis van de NC-regels na de cyclusoproep (voorbeeld G851):<br />
N.. G851 I.. K.. W... /cyclusoproep met parameters<br />
N.. G0 X.. Z.. /hoekpunt cilinderaansnijding<br />
N.. G1 Z.. /draaduitloophoek<br />
N.. G1 X.. /eindpunt eindvlak<br />
N.. G80 /einde van de contourbeschrijving<br />
Parameters<br />
I: G851, G852: draaduitloopdiepte – default: standaardtabel<br />
G853: draaduitloopdiameter – default: standaardtabel<br />
K: draaduitlooplengte – default: standaardtabel<br />
W: draaduitloophoek – default: standaardtabel<br />
R: draaduitloopradius – default: standaardtabel<br />
P: dwarsdiepte – default: standaardtabel<br />
A: dwarshoek – default: standaardtabel<br />
B: cilinderaansnijlengte – default: geen cilinderaansnijding<br />
RB: aansnijradius – default: geen aansnijradius<br />
WB: aansnijhoek – default: 45 °<br />
E: gereduceerde voeding (voor het maken van de draaduitloop) –<br />
default: actieve voeding<br />
H: vrijzetmethode – default: 0<br />
H=0: gereedschap keert naar startpunt terug<br />
H=1: gereedschap staat aan einde van eindvlak<br />
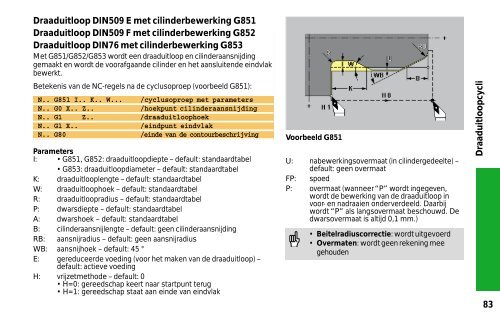
Voorbeeld G851<br />
U: nabewerkingsovermaat (in cilindergedeelte) –<br />
default: geen overmaat<br />
FP: spoed<br />
P: overmaat (wanneer “P” wordt ingegeven,<br />
wordt de bewerking van de draaduitloop in<br />
voor- en nadraaien onderverdeeld. Daarbij<br />
wordt “P” als langsovermaat beschouwd. De<br />
dwarsovermaat is altijd 0,1 mm.)<br />
Beitelradiuscorrectie: wordt uitgevoerd<br />
Overmaten: wordt geen rekening mee<br />
gehouden<br />
Draaduitloopcycli<br />
83














