

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Insteekcyclus<br />
68<br />
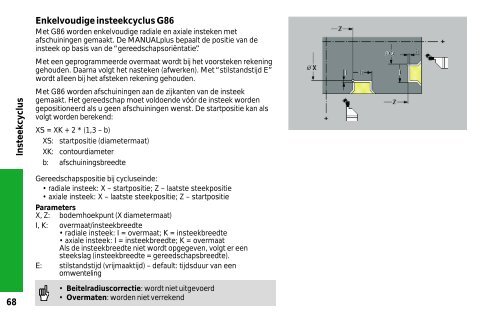
Enkelvoudige insteekcyclus G86<br />
Met G86 worden enkelvoudige radiale en axiale insteken met<br />
afschuiningen gemaakt. De <strong>MANUALplus</strong> bepaalt de positie van de<br />
insteek op basis van de “gereedschapsoriëntatie”.<br />
Met een geprogrammeerde overmaat wordt bij het voorsteken rekening<br />
gehouden. Daarna volgt het nasteken (afwerken). Met “stilstandstijd E”<br />
wordt alleen bij het afsteken rekening gehouden.<br />
Met G86 worden afschuiningen aan de zijkanten van de insteek<br />
gemaakt. Het gereedschap moet voldoende vóór de insteek worden<br />
gepositioneerd als u geen afschuiningen wenst. De startpositie kan als<br />
volgt worden berekend:<br />
XS = XK + 2 * (1,3 – b)<br />
XS: startpositie (diametermaat)<br />
XK: contourdiameter<br />
b: afschuiningsbreedte<br />
Gereedschapspositie bij cycluseinde:<br />
radiale insteek: X – startpositie; Z – laatste steekpositie<br />
axiale insteek: X – laatste steekpositie; Z – startpositie<br />
Parameters<br />
X, Z: bodemhoekpunt (X diametermaat)<br />
I, K: overmaat/insteekbreedte<br />
radiale insteek: I = overmaat; K = insteekbreedte<br />
axiale insteek: I = insteekbreedte; K = overmaat<br />
Als de insteekbreedte niet wordt opgegeven, volgt er een<br />
steekslag (insteekbreedte = gereedschapsbreedte).<br />
E: stilstandstijd (vrijmaaktijd) – default: tijdsduur van een<br />
omwenteling<br />
Beitelradiuscorrectie: wordt niet uitgevoerd<br />
Overmaten: worden niet verrekend














