

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
96<br />
Bewerking van eindvlak<br />
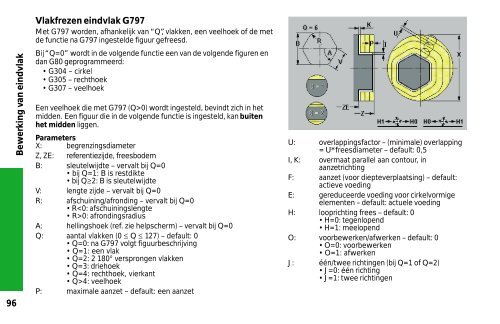
Vlakfrezen eindvlak G797<br />
Met G797 worden, afhankelijk van “Q”, vlakken, een veelhoek of de met<br />
de functie na G797 ingestelde figuur gefreesd.<br />
Bij “Q=0” wordt in de volgende functie een van de volgende figuren en<br />
dan G80 geprogrammeerd:<br />
G304 – cirkel<br />
G305 – rechthoek<br />
G307 – veelhoek<br />
Een veelhoek die met G797 (Q>0) wordt ingesteld, bevindt zich in het<br />
midden. Een figuur die in de volgende functie is ingesteld, kan buiten<br />
het midden liggen.<br />
Parameters<br />
X: begrenzingsdiameter<br />
Z, ZE: referentiezijde, freesbodem<br />
B: sleutelwijdte – vervalt bij Q=0<br />
bij Q=1: B is restdikte<br />
bij Q‡2: B is sleutelwijdte<br />
V: lengte zijde – vervalt bij Q=0<br />
R: afschuining/afronding – vervalt bij Q=0<br />
R0: afrondingsradius<br />
A: hellingshoek (ref. zie helpscherm) – vervalt bij Q=0<br />
Q: aantal vlakken (0 † Q † 127) – default: 0<br />
Q=0: na G797 volgt figuurbeschrijving<br />
Q=1: een vlak<br />
Q=2: 2 180° versprongen vlakken<br />
Q=3: driehoek<br />
Q=4: rechthoek, vierkant<br />
Q>4: veelhoek<br />
P: maximale aanzet – default: een aanzet<br />
U: overlappingsfactor – (minimale) overlapping<br />
= U*freesdiameter – default: 0,5<br />
I, K: overmaat parallel aan contour, in<br />
aanzetrichting<br />
F: aanzet (voor diepteverplaatsing) – default:<br />
actieve voeding<br />
E: gereduceerde voeding voor cirkelvormige<br />
elementen – default: actuele voeding<br />
H: looprichting frees – default: 0<br />
H=0: tegenlopend<br />
H=1: meelopend<br />
O: voorbewerken/afwerken – default: 0<br />
O=0: voorbewerken<br />
O=1: afwerken<br />
J: één/twee richtingen (bij Q=1 of Q=2)<br />
J=0: één richting<br />
J=1: twee richtingen














