

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
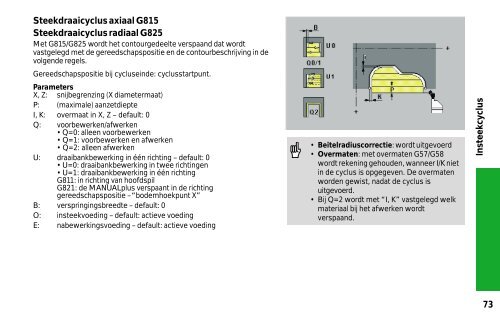
Steekdraaicyclus axiaal G815<br />
Steekdraaicyclus radiaal G825<br />
Met G815/G825 wordt het contourgedeelte verspaand dat wordt<br />
vastgelegd met de gereedschapspositie en de contourbeschrijving in de<br />
volgende regels.<br />
Gereedschapspositie bij cycluseinde: cyclusstartpunt.<br />
Parameters<br />
X, Z: snijbegrenzing (X diametermaat)<br />
P: (maximale) aanzetdiepte<br />
I, K: overmaat in X, Z – default: 0<br />
Q: voorbewerken/afwerken<br />
Q=0: alleen voorbewerken<br />
Q=1: voorbewerken en afwerken<br />
Q=2: alleen afwerken<br />
U: draaibankbewerking in één richting – default: 0<br />
U=0: draaibankbewerking in twee richtingen<br />
U=1: draaibankbewerking in één richting<br />
G811: in richting van hoofdspil<br />
G821: de <strong>MANUALplus</strong> verspaant in de richting<br />
gereedschapspositie – “bodemhoekpunt X”<br />
B: verspringingsbreedte – default: 0<br />
O: insteekvoeding – default: actieve voeding<br />
E: nabewerkingsvoeding – default: actieve voeding<br />
Beitelradiuscorrectie: wordt uitgevoerd<br />
Overmaten: met overmaten G57/G58<br />
wordt rekening gehouden, wanneer I/K niet<br />
in de cyclus is opgegeven. De overmaten<br />
worden gewist, nadat de cyclus is<br />
uitgevoerd.<br />
Bij Q=2 wordt met “I, K” vastgelegd welk<br />
materiaal bij het afwerken wordt<br />
verspaand.<br />
Insteekcyclus<br />
73














