

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
62<br />
Afspaancycli<br />
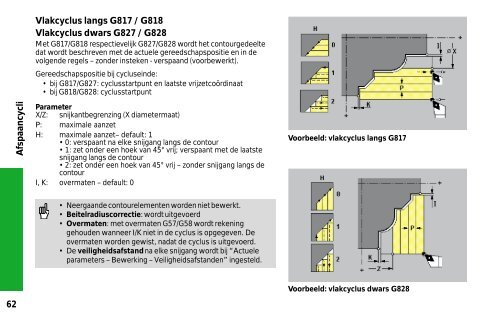
Vlakcyclus langs G817 / G818<br />
Vlakcyclus dwars G827 / G828<br />
Met G817/G818 respectievelijk G827/G828 wordt het contourgedeelte<br />
dat wordt beschreven met de actuele gereedschapspositie en in de<br />
volgende regels – zonder insteken - verspaand (voorbewerkt).<br />
Gereedschapspositie bij cycluseinde:<br />
bij G817/G827: cyclusstartpunt en laatste vrijzetcoördinaat<br />
bij G818/G828: cyclusstartpunt<br />
Parameter<br />
X/Z: snijkantbegrenzing (X diametermaat)<br />
P: maximale aanzet<br />
H: maximale aanzet– default: 1<br />
0: verspaant na elke snijgang langs de contour<br />
1: zet onder een hoek van 45° vrij; verspaant met de laatste<br />
snijgang langs de contour<br />
2: zet onder een hoek van 45° vrij – zonder snijgang langs de<br />
contour<br />
I, K: overmaten – default: 0<br />
Neergaande contourelementen worden niet bewerkt.<br />
Beitelradiuscorrectie: wordt uitgevoerd<br />
Overmaten: met overmaten G57/G58 wordt rekening<br />
gehouden wanneer I/K niet in de cyclus is opgegeven. De<br />
overmaten worden gewist, nadat de cyclus is uitgevoerd.<br />
De veiligheidsafstand na elke snijgang wordt bij “Actuele<br />
parameters – Bewerking – Veiligheidsafstanden” ingesteld.<br />
Voorbeeld: vlakcyclus langs G817<br />
Voorbeeld: vlakcyclus dwars G828














