Normzahlen und Normmaße - oeppi
Normzahlen und Normmaße - oeppi
Normzahlen und Normmaße - oeppi

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
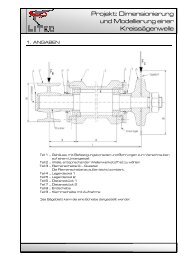
<strong>Normzahlen</strong>/Toleranzen/Oberflächenrauheit UfG/KIS<br />
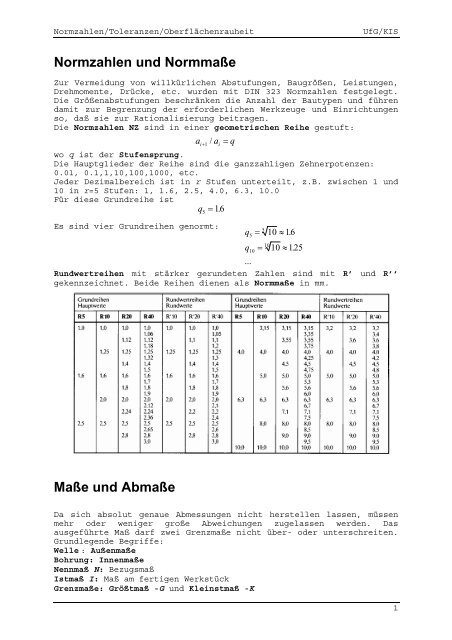
<strong>Normzahlen</strong> <strong>und</strong> <strong>Normmaße</strong><br />
Zur Vermeidung von willkürlichen Abstufungen, Baugrößen, Leistungen,<br />
Drehmomente, Drücke, etc. wurden mit DIN 323 <strong>Normzahlen</strong> festgelegt.<br />
Die Größenabstufungen beschränken die Anzahl der Bautypen <strong>und</strong> führen<br />
damit zur Begrenzung der erforderlichen Werkzeuge <strong>und</strong> Einrichtungen<br />
so, daß sie zur Rationalisierung beitragen.<br />
Die <strong>Normzahlen</strong> NZ sind in einer geometrischen Reihe gestuft:<br />
ai+ 1 ai<br />
= q /<br />
wo q ist der Stufensprung.<br />
Die Hauptglieder der Reihe sind die ganzzahligen Zehnerpotenzen:<br />
0.01, 0.1,1,10,100,1000, etc.<br />
Jeder Dezimalbereich ist in r Stufen unterteilt, z.B. zwischen 1 <strong>und</strong><br />
10 in r=5 Stufen: 1, 1.6, 2.5, 4.0, 6.3, 10.0<br />
Für diese Gr<strong>und</strong>reihe ist<br />
q 5<br />
= 16 .<br />
Es sind vier Gr<strong>und</strong>reihen genormt:<br />
10 q10<br />
= 10 ≈125<br />
.<br />
...<br />
R<strong>und</strong>wertreihen mit stärker ger<strong>und</strong>eten Zahlen sind mit R’ <strong>und</strong> R’’<br />
gekennzeichnet. Beide Reihen dienen als <strong>Normmaße</strong> in mm.<br />
Maße <strong>und</strong> Abmaße<br />
q<br />
5<br />
5 = ≈<br />
10 16 .<br />
Da sich absolut genaue Abmessungen nicht herstellen lassen, müssen<br />
mehr oder weniger große Abweichungen zugelassen werden. Das<br />
ausgeführte Maß darf zwei Grenzmaße nicht über- oder unterschreiten.<br />
Gr<strong>und</strong>legende Begriffe:<br />
Welle : Außenmaße<br />
Bohrung: Innenmaße<br />
Nennmaß N: Bezugsmaß<br />
Istmaß I: Maß am fertigen Werkstück<br />
Grenzmaße: Größtmaß -G <strong>und</strong> Kleinstmaß -K<br />
1
<strong>Normzahlen</strong>/Toleranzen/Oberflächenrauheit UfG/KIS<br />
Oberes Abmaß A0 = G− N<br />
Unteres Abmaß AU = K− N<br />
+ 015 .<br />
Paßmaß: Nennmaß+Abmaße z.B.: 25−010 .<br />
Freimaß: Nennmaß ohne Abmaßangaben<br />
Toleranzsystem<br />
Toleranz T ist die Differenz zwischen Größtmaß <strong>und</strong> Kleinstmaß:<br />
T = G - K, oder<br />
T = Ao − AU<br />
Hinter das Nennmaß werden entweder die absoluten Abmaße gesetzt,<br />
oder Kurzzeichen aus Buchstaben <strong>und</strong> Ziffern nach dem ISO-<br />
Toleranzsystem DIN 7150.<br />
Bei Wellen: ein o. zwei Kleinbuchstaben <strong>und</strong> eine Zahl, z.B. 25 f7<br />
bei Bohrungen: ein o. zwei Großbuchstaben <strong>und</strong> eine Zahl, z.B. 25 F7.<br />
Die Buchstaben kennzeichnen das Gr<strong>und</strong>abmaß zur Nullinie, die Zahl<br />
die Qualität als Feinheit der Toleranz. Beide zusammen stellen das<br />
Toleranzfeld dar.<br />
Es sind insgesamt 20 Qualitäten definiert. Darunter:<br />
5 bis 11 in dem Geräte- <strong>und</strong> Maschinenbau<br />
12 bis 18 grobe Herstellungstoleranzen<br />
Unter Gr<strong>und</strong>toleranz versteht man eine Maßtoleranz, die einer<br />
Qualität <strong>und</strong> einem Nennmaßbereich zugeordnet ist.<br />
2
<strong>Normzahlen</strong>/Toleranzen/Oberflächenrauheit UfG/KIS<br />
Allgemeintoleranz (Freimaßtoleranz) ist die Toleranz für<br />
werkstattübliche Genaugkeit. Sie gelten nur bei durch Spanen oder<br />
Umformen gefertigten Teilen, sofern nicht besondere Normen bestehen.<br />
Passungsarten <strong>und</strong> Paßsysteme<br />
Passung ist der Maßunterschied zweier zu paarender Werkstücke.<br />
Spielpassung: wenn stets ein Spiel S zwischen den gepaarten Teilen<br />
entsteht<br />
Presspassung: wenn stets ein Übermaß U vorhanden ist<br />
Übergangspassung: wenn die Istmaße sowohl ein Spiel als auch ein<br />
Übermaß zulassen<br />
3
<strong>Normzahlen</strong>/Toleranzen/Oberflächenrauheit UfG/KIS<br />
Paßsystem ist eine systematische<br />
Reihe von Passungen.<br />
System Einheitsbohrung: Gr<strong>und</strong>abmaße für Bohrungen = 0<br />
System Einheitswelle: Gr<strong>und</strong>abmaße für Wellen = 0<br />
Passungsauswahl<br />
System Einheitsbohrung bevorzugt.<br />
Aus wirtschaftlichen gründen: Passungen immer so grob wie möglich!<br />
Zu empfehlende Passungen für allgemeine Anwendungen:<br />
Passung Passung Merkmal<br />
Spielpassungen<br />
Anwendungsbeispiele<br />
Hll/al1 All/h1l Besonders großes<br />
Bewegungsspiel<br />
H1l/C1l Cll/hll Großes<br />
Bewegungsspiel<br />
Hll/d9 C11/h9 Sicheres<br />
Reglerwellen, Bremswellenlager, Federgehänge,<br />
Kuppelbolzen.<br />
Lager in Haushalts- <strong>und</strong> Landmaschinen, Drehschalter,<br />
Raststifte für Hebel, Gabelbolzen.<br />
Abnehmbare Hebel <strong>und</strong> Kurbeln, Hebel- <strong>und</strong> Gabelbolzen,<br />
Bewegungsspiel<br />
H9/d9 D1O/h9 Sehr reichliches<br />
Spiel<br />
H8/d9 E9/h9 Reichliches<br />
H8/e8<br />
H8/f7<br />
H7/f7<br />
H7/g6<br />
F8/h9<br />
F8/h7<br />
F8/h6<br />
G7/h6<br />
Spiel.<br />
Weiter Laufsitz<br />
Merkliches Spiel.<br />
Schlichtlaufsitz<br />
Merkliches Spiel.<br />
Leichter Laufsitz<br />
Merkliches Spiel.<br />
Laufsitz<br />
Wenig Spiel.<br />
Hll/h9<br />
Hll/hll Hll/h9<br />
Hll/hll<br />
Enger Laufsitz<br />
Geringes Spiel.<br />
Weiter Gleitsitz<br />
H8/h9 H8/h9 Kraftlos<br />
verschiebbar.<br />
Schlichtgleitsitz<br />
H7/h6 H7/h6 Von Hand noch<br />
verschiebbar.<br />
Gleitsitz<br />
H7/j6 J7/h6 Mit Holzhammer<br />
oder von Hand<br />
fügbar.<br />
Schiebesitz<br />
H7/k6 K7/h6 Mit Handhammer<br />
fügbar. Haftsitz<br />
H7/n6 N7/h6 Mit Presse<br />
fügbar. Festsitz<br />
H7/r6<br />
H7/s6<br />
H8/x8<br />
H8/u8<br />
R7/h6<br />
S7/h6<br />
X8/h8<br />
U8/h8<br />
Lager für Rollen <strong>und</strong> Führungen.<br />
Lager von Landmaschinen <strong>und</strong> langen Kranwellen,<br />
Leerlaufscheiben, grobe Zentrierungen, Spindeln von<br />
Textilmaschinen.<br />
Seilrollen, Achsbuchsen an Fahrzeugen, Lager von<br />
Gewindespindeln <strong>und</strong> Transmissionswellen.<br />
Mehrfach gelagerte Wellen, Vorgelegewellen, Achsbuchsen<br />
an Kraftfahrzeugen.<br />
Hauptlager von Kurbelwellen, Pleuelstangen, Kreisel- <strong>und</strong><br />
Zahnradpumpen, Gebläsewellen, Kolben, Kupplungsmuffen.<br />
Lager für Werkzeugmaschinen, Getriebewellen, Kurbel- <strong>und</strong><br />
Nockenwellen, Regler,Führungssteine.<br />
Ziehkeilräder, Schubkupplungen, Schiebräderblöcke,<br />
Stelistifte in Führungsbuchsen Pleuelstangenlager.<br />
Teile an Landmaschinen, die auf Wellen verstiftet,<br />
festgeschraubt oder festgeklemmt werden, Distanzbuchsen,<br />
Scharnierbolzen, Hebelschalter.<br />
Stellringe für Transmissionen, Handkurbeln, Zahnräder,<br />
Kupplungen,Riemenscheiben, die über Wellen geschoben<br />
werden müssen.<br />
Wechselräder auf Wellen, lose Buchsen für Kolbenholzen,<br />
Zentrierflansche für Kupplungen, Stellringe, Säulenführungen.<br />
Übergangspassungen<br />
Öfter auszubauende oder schwierig einzubauende<br />
Riemenscheiben,Zahnräder, Handräder <strong>und</strong> Zentrierungen.<br />
Riemenscheiben, Kupplungen, Zahnräder auf Wellen,<br />
Schwungräder mit Tangentkeilen, feste Handräder <strong>und</strong> -<br />
hebel, Paßstifte.<br />
Zahnkränze auf Radkörpern, B<strong>und</strong>e auf Wellen,<br />
Lagerbuchsen in Getriebekästen <strong>und</strong> in Nahen, Stirn- <strong>und</strong><br />
Schneckenräder, Anker auf Motorwellen.<br />
Preßpassungen<br />
Kupplungsnaben, Bronzekränze auf Graugußnaben,<br />
Mittlerer<br />
Preßsitz<br />
Lagerbuchsen in Gehäusen, Rädern <strong>und</strong> Schubstangen.<br />
Starker Preßsitz Nahen von Zahnrädern, Laufrädern <strong>und</strong> Schwungrädern,<br />
Wellenflansche.<br />
Form- <strong>und</strong> Lagetoleranzen<br />
4
<strong>Normzahlen</strong>/Toleranzen/Oberflächenrauheit UfG/KIS<br />
Alle Oberflächen an Bauteilen<br />
weichen mehr oder weniger von<br />
der geometrisch idealen<br />
Gestalt ab.<br />
Gr<strong>und</strong>legende Begriffe:<br />
Istoberfläche: das<br />
meßtechnisch erfaßte Abbild<br />
der wirklichen Oberfläche<br />
Geometrische Oberfläche: die<br />
ideale Oberfläche laut<br />
Zeichnung<br />
Gestaltabweichungen: die<br />
Gesamtheit aller Abweichungen<br />
der Istoberfläche von der<br />
geometrischen Oberfläche.<br />
(Erklärungen siehe umseitig)<br />
Symbole für die Eintragung der Form- <strong>und</strong> Lagetoleranzen:<br />
5
<strong>Normzahlen</strong>/Toleranzen/Oberflächenrauheit UfG/KIS<br />
A<br />
liegen.<br />
Toleranzrahmen<br />
mit Bezugspfeil<br />
0,08 A<br />
Bezugsdreieck mit<br />
Bezugsbuchstabe<br />
a) Die tolerierte Zylindermantelfläche<br />
muß zwischen zwei<br />
koaxialen Zylindern liegen, die<br />
einen Abstand von 0,1 mm haben.<br />
b) In jeder Schnittebene parallel<br />
zur Zeichenebene muß das<br />
tolerierte Profil zwischen Hüll-<br />
Linien an Kreise vom Durchmesser<br />
0,04 mm liegen, deren Mittelpunkte<br />
sich auf der geometrisch<br />
idealen Linie befinden.<br />
c) Die tolerierte Achse des<br />
Zylinders muß innerhalb eines zur<br />
Bezugsfläche A senkrechten<br />
Zylinders vom Durchmesser 0,01 mm<br />
d) Die tolerierte Planfläche muß zwischen zwei parallelen <strong>und</strong> zur<br />
Bezugsachse A senkrechten Ebenen vom Abstand 0,02 mm liegen.<br />
e) Die tolerierte Fläche muß zwischen zwei parallelen <strong>und</strong> zur<br />
Bezugsfläche A senkrechten Ebenen vom Abstand 0,08 mm liegen.<br />
f) Bei Drehung um die Bezugsachse C darf die Laufabweichung in jedem<br />
Meßkegel 0,1 mm nicht überschreiten.<br />
g) Bei Drehung um die Bezugsachse AB darf die R<strong>und</strong>laufabweichung in<br />
jeder senkrechten Meßebene 0,1 mm nicht überschreiten.<br />
h) Die tolerierte Achse der Bohrung muß innerhalb eines Zylinders<br />
vom Durchmesser 0,08 mm liegen, dessen Achse sich am geometrisch<br />
idealen Ort befindet.<br />
Oberflächenrauheit<br />
Die Oberfläche in mikroskopischer Vergrößerung:<br />
Bezugsprofil: meistens dem idealen Profil entsprechende Linie.<br />
Gr<strong>und</strong>profil: Parallellinie zum Bezugsprofil durch den tiefsten Punkt<br />
des Istprofils.<br />
6
<strong>Normzahlen</strong>/Toleranzen/Oberflächenrauheit UfG/KIS<br />
Mittleres Profil: Parallellinie zum Bezugsprofil. Der Flächeninhalt<br />
zwischen dem mittleren Profil <strong>und</strong> Istprofil ist gleich groß in<br />
positiver (schwarz) <strong>und</strong> negativer (grau) Richtung.<br />
Rauhtiefe R t : Abstand des Gr<strong>und</strong>profils zum Bezugsprofil.<br />
Mittenrauhwert Ra : Arithmetisches Mittel der absoluten Beträge h i.<br />
Gemittelte Rauhtiefe R z : Arithmetisches Mittel aus den Rauhtiefen R t<br />
von 5 aneinder grenzenden Einzelmeßstrecken.<br />
Die geforderte Oberflächenbeschaffenheit wird in den Zeichnungen<br />
durch Symbole <strong>und</strong> an diese gesetzte weitere Angaben gekennzeichnet:<br />
Das Gr<strong>und</strong>symbol besteht aus zwei Linien ungleicher Länge, die um 60°<br />
zur Oberflächenlinie geneigt sind (Bild a). Wenn eine<br />
materialabtrennende<br />
(spanende)<br />
Bearbeitung verlangt<br />
wird, ist dem<br />
Gr<strong>und</strong>symbol eine<br />
Querlinie<br />
hinzuzufügen (Bild<br />
b), wenn eine<br />
derartige<br />
Bearbeitung nicht<br />
zugelassen ist, ein<br />
Kreis (Bild c).<br />
Der zulässige Mittenrauhwert R a,<br />
der nicht überschritten werden<br />
darf, ist über dem Symbol in μm anzugeben (Bild d). Falls die<br />
Rauheit nur zwischen einer oberen <strong>und</strong> unteren Grenze schwanken darf,<br />
sind beide Grenzen anzugeben (Bild f).<br />
Anstelle von Ra , dürfen auch andere Rauheitswerte vorgeschrieben<br />
werden, z. B. Rt<br />
, oder Rz ,. Diese sind unter einer zusätzlichen<br />
Linie anzugeben (Bilder g <strong>und</strong> h).<br />
Ist das Fertigungsverfahren freigestellt, so ist nur das Gr<strong>und</strong>symbol<br />
zu zeichnen <strong>und</strong> die Rauheitsangabe zu machen (Bild i).<br />
Wenn gleiche Angaben für alle Oberflächen eines Bauteils gelten, ist<br />
das Symbol in die Nähe des dargestellten Teiles oder hinter seine<br />
Positionsnummer zu setzen <strong>und</strong> mit "allseitig" zu versehen (Bild k).<br />
Genormte Rauheitswerte:<br />
R a (μm) 0,2 0,4 0,8 1,6 3,2 6,3 12,5 25 50<br />
7