KUNDENSERVICECENTER COOPER BEARINGS GROUP
KUNDENSERVICECENTER COOPER BEARINGS GROUP
KUNDENSERVICECENTER COOPER BEARINGS GROUP

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
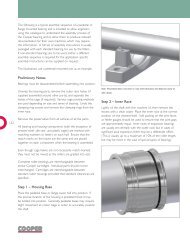
Bei großen Kugelsitzgehäusen werden radiale<br />
Sicherungsschrauben ‚C‘ mit Unterlegscheiben sowohl bei EXals<br />
auch bei GR-Kugelsitzgehäusen verwendet.<br />
A<br />
B<br />
D<br />
Schritt 6 - Dichtungen<br />
Wenn die Lager mit dreifach Aluminiumlabyrinthdichtungen<br />
(ATL) ausgestattet sein sollen, sind diese wie folgt auf die Welle<br />
aufzubringen:<br />
Trennen Sie die beiden ATL Dichtungshälften indem Sie die<br />
beiden Verbindungsstifte austreiben. Schmieren Sie die O-Ringe<br />
auf der Innenseite mit Fett. Montieren Sie die Dichtungen<br />
wieder auf der Welle indem Sie die O-Ringe beider Hälften<br />
so weit zusammendrücken, dass die Verbindungsstifte wieder<br />
eingebracht werden können und schieben Sie diese dann in die<br />
Öffnungen. Hinweis: ATL Dichtungen können auch nach der<br />
Montage auf der Welle hin und her geschoben werden.<br />
C<br />
EX - Kugelsitzgehäuse:<br />
154<br />
Bringen Sie die radialen Schrauben 'C´ in die entsprechenden<br />
Schraublöcher im Außenring ein (wenn diese Art Schrauben<br />
eingesetzt wird, sind immer Unterlegscheiben zu verwenden),<br />
ziehen Sie diese aber noch nicht fest. Montieren Sie die beiden<br />
Kugelsitzgehäusehälften jeweils komplett mit einer Hälfte<br />
des Außenrings und ziehen Sie die Verbindungsschrauben<br />
‘D’ vollständig fest. Ziehen Sie dann die Radialschrauben ‚C‘<br />
vollständig fest.<br />
Kugelsitzgehäuse für Außenringe mit Borden (GR und<br />
Spezialtypen):<br />
Bringen Sie die radialen Schrauben 'C´ in die entsprechenden<br />
Schraublöcher im Außenring ein (wenn diese Art Schrauben<br />
eingesetzt wird, sind immer Unterlegscheiben zu verwenden),<br />
ziehen Sie diese aber noch nicht fest. Montieren Sie die beiden<br />
Kugelsitzgehäusehälften jeweils komplett mit einer Hälfte<br />
des Außenrings und ziehen Sie die Verbindungsschrauben ‘D’<br />
vollständig fest. Bringen Sie die seitlichen Sicherungsstifte ‚B‘<br />
und die seitlichen Schrauben ‚A‘ a ein. Ziehen Sie die seitlichen<br />
Schrauben ‚A‘ und radialen Sicherungsschrauben ‚C‘ (wo<br />
vorhanden) nach und nach vollständig fest.<br />
Alle Kugelsitzgehäuse:<br />
Geben Sie ausreichend Fett in die Schmieröffnungen, so dass<br />
alle Fettkanäle voll sind. Lösen Sie die Verbindungsschrauben ‚D‘<br />
und nehmen Sie die Hälften des Kugelsitzgehäuses auseinander.<br />
Achten Sie dabei darauf, dass die Außenringhälften nicht aus<br />
der jeweiligen Kugelsitzgehäusehälfte fallen.<br />
Filzdichtungen sollten sich vor dem Einbringen in die<br />
Stirnseiten der Kugelsitzgehäuse mit Öl vollsaugen. Die meisten<br />
Dichtungen – ausgenommen dreifach Labyrinthdichtungen<br />
und SRS RP Dichtungen werden in die Stirnseiten der<br />
Kugelsitzgehäuse eingebracht, bevor diese selbst befestigt<br />
werden.<br />
Step 7 – Lubrication<br />
Bringen Sie Schmierfett auf die Innenseite des<br />
Kugelsitzgehäuses, den Rollenkäfig und alle Dichtungen<br />
auf (für entsprechende Mengen siehe Seite 161). Bei<br />
Geschwindigkeiten über 150.000 dn (Wellendurchmesser in<br />
mm multipliziert mit der Drehzahl der Welle in U/min) sollte<br />
etwa 40% des Fetts auf die Lagerteile und der Rest auf die<br />
Innenseite des Kugelsitzgehäuses aufgebracht werden. Dies,<br />
um ein übermäßiges Aufschäumen des Fettes bei hohen<br />
Geschwindigkeiten zu vermeiden.