BAYERNOIL aktuell - Bayernoil Raffineriegesellschaft mbH
BAYERNOIL aktuell - Bayernoil Raffineriegesellschaft mbH
BAYERNOIL aktuell - Bayernoil Raffineriegesellschaft mbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
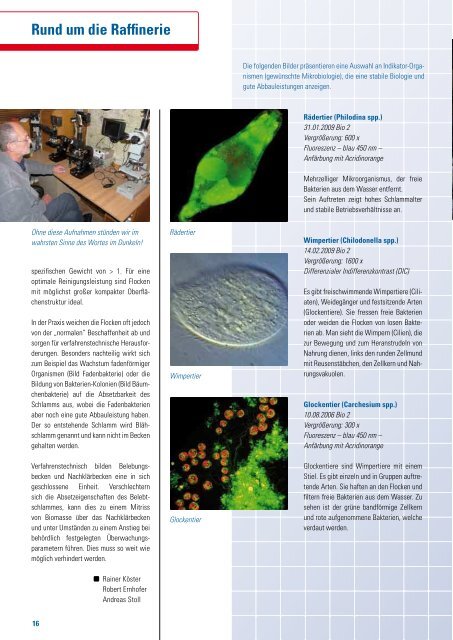
Rund um die Raffinerie<br />
Ohne diese Aufnahmen stünden wir im<br />
wahrsten Sinne des Wortes im Dunkeln!<br />
spezifischen Gewicht von > 1. Für eine<br />
optimale Reinigungsleistung sind Flocken<br />
mit möglichst großer kompakter Oberflächenstruktur<br />
ideal.<br />
In der Praxis weichen die Flocken oft jedoch<br />
von der „normalen“ Beschaffenheit ab und<br />
sorgen für verfahrenstechnische Herausforderungen.<br />
Besonders nachteilig wirkt sich<br />
zum Beispiel das Wachstum fadenförmiger<br />
Organismen (Bild Fadenbakterie) oder die<br />
Bildung von BakterienKolonien (Bild Bäumchenbakterie)<br />
auf die Absetzbarkeit des<br />
Schlamms aus, wobei die Fadenbakterien<br />
aber noch eine gute Abbauleistung haben.<br />
Der so entstehende Schlamm wird Blähschlamm<br />
genannt und kann nicht im Becken<br />
gehalten werden.<br />
Verfahrenstechnisch bilden Belebungsbecken<br />
und Nachklärbecken eine in sich<br />
geschlossene Einheit. Verschlechtern<br />
sich die Absetzeigenschaften des Belebtschlammes,<br />
kann dies zu einem Mitriss<br />
von Biomasse über das Nachklärbecken<br />
und unter Umständen zu einem Anstieg bei<br />
behördlich festgelegten Überwachungsparametern<br />
füh ren. Dies muss so weit wie<br />
möglich verhindert werden.<br />
16<br />
Rainer Köster<br />
Robert Ernhofer<br />
Andreas Stoll<br />
Rädertier<br />
Wimpertier<br />
Glockentier<br />
Die folgenden Bilder präsentieren eine Auswahl an IndikatorOrganismen<br />
(gewünschte Mikrobiologie), die eine stabile Biologie und<br />
gute Abbauleistungen anzeigen.<br />
Rädertier (Philodina spp.)<br />
31.01.2009 Bio 2<br />
Vergrößerung: 600 x<br />
Fluoreszenz – blau 450 nm –<br />
Anfärbung mit Acridinorange<br />
Mehrzelliger Mikroorganismus, der freie<br />
Bakterien aus dem Wasser entfernt.<br />
Sein Auftreten zeigt hohes Schlammalter<br />
und stabile Betriebsverhältnisse an.<br />
Wimpertier (Chilodonella spp.)<br />
14.02.2009 Bio 2<br />
Vergrößerung: 1600 x<br />
Differenzialer Indifferenzkontrast (DIC)<br />
Es gibt freischwimmende Wimpertiere (Ciliaten),<br />
Weidegänger und festsitzende Arten<br />
(Glockentiere). Sie fressen freie Bakterien<br />
oder weiden die Flocken von losen Bakterien<br />
ab. Man sieht die Wimpern (Cilien), die<br />
zur Bewegung und zum Heranstrudeln von<br />
Nahrung dienen, links den runden Zellmund<br />
mit Reusenstäbchen, den Zellkern und Nahrungsvakuolen.<br />
Glockentier (Carchesium spp.)<br />
10.08.2006 Bio 2<br />
Vergrößerung: 300 x<br />
Fluoreszenz – blau 450 nm –<br />
Anfärbung mit Acridinorange<br />
Glockentiere sind Wimpertiere mit einem<br />
Stiel. Es gibt einzeln und in Gruppen auftretende<br />
Arten. Sie haften an den Flocken und<br />
filtern freie Bakterien aus dem Wasser. Zu<br />
sehen ist der grüne bandförmige Zellkern<br />
und rote aufgenommene Bakterien, welche<br />
verdaut werden.<br />
Schnelle Teamarbeit:<br />
Verbesserung der Fackelgas kompressor-<br />
Verfügbarkeit am Standort Neustadt<br />
Mit Beginn des Jahres 2009 trat ein neuer Genehmigungsbescheid für das<br />
Fackelsystem in Kraft. Ein wesentliches Element waren hohe Verfügbarkeitsvorgaben<br />
für die Fackelgaskompressoren. Die bisherige Leistung – das<br />
zeigte der Probebetrieb der neuen ISARAnlagen – lag noch darunter. Häufige<br />
Ausfälle über zu hohe Druckseitentemperaturen, jedes Mal verbunden<br />
mit dem Risiko von Fackeltätigkeit, signalisierten Handlungsbedarf. Zur<br />
Dokumentation der Verfügbarkeitsentwicklung sollte zudem ein komplexes<br />
Laufzeitüberwachungssystem eingerichtet werden. Das Team der Prozessingenieure<br />
(PI) stellte sich zusammen mit den Fachexperten der IH und den<br />
Betriebsingenieuren dieser Herausforderung.<br />
Technische Informationen<br />
Am Standort Neustadt verdichten zwei<br />
Kolbenkompressoren, der GB8001 bis 4 bar<br />
und der GB8003 bis 9 bar, das Gas aus den<br />
gesamten Fackelsystemen der Raffinerie.<br />
Dieses Gas wird dem Heizgassystem zugeführt<br />
und in Prozessöfen verbrannt. Auf<br />
diese Weise werden Kosten und Umweltbelastung<br />
gleichermaßen reduziert, denn<br />
die Verbrennung von Fackelgas im Rahmen<br />
des Raffinerieprozesses spart Heizgas und<br />
vermeidet permanente Fackeltätigkeit.<br />
T2/T1 = (P2/P1) (1-1 K)<br />
Die Aufgabe:<br />
Steigerung der Kompressorleistung<br />
Das Fackelgas enthält mehrere Komponenten:<br />
sehr leichten Wasserstoff, Inertgase<br />
wie Stickstoff und Propan oder Butan. Die<br />
Zusammensetzung des Gases variiert in Abhängigkeit<br />
vom Betriebszustand der Raffinerie.<br />
Diese Änderungen haben natürlich einen<br />
erheblichen Einfluss auf den Heizwert des<br />
Gases und wirken sich somit an den einzelnen<br />
Prozessöfen aus.<br />
Ein weiterer, zunächst nicht so offensichtlicher<br />
Aspekt ist, dass sich insbesondere<br />
der Wasserstoffanteil auf die Kompressi<br />
Links: Fackelgaskompressor GB-8003<br />
und Isentropengleichung zur Bestimmung<br />
der Kompressionstemperatur<br />
onstemperatur der Maschinen auswirkt. Je<br />
höher der Wasserstoffanteil, desto höher<br />
die Kompressionstemperatur. In Zahlen<br />
aus gedrückt stellt sich bei der Verdichtung<br />
von 100 % Propan von 2,2 bar auf 9,2 bar<br />
mit einer Eintrittstemperatur von 15 °C eine<br />
Endtemperatur von 64 °C ein. Bei reinem<br />
Wasserstoff dagegen ergibt sich eine Endtemperatur<br />
von 160 °C.<br />
Relevant wurde dieser Sachverhalt mit Inbetriebnahme<br />
der neuen ISARKonfiguration<br />
und dem dadurch gestiegenen Wasserstoffanteil<br />
im Fackelgas. Die Kompressionstemperaturen<br />
stiegen deutlich, wodurch die bis<br />
herige Abschalttemperatur überschritten<br />
und der Maschinenschutz aktiviert wurde.<br />
Die Lösung:<br />
Identifikation vorhandener Reserven<br />
Die Kolbentragringe der Kompressoren<br />
führen den Kolben im Zylinder, die Ventile<br />
sorgen für den Enddruck. Beide Bauteile enthalten<br />
Kunststoffe, welche für eine maximal<br />
zulässige Betriebstemperatur von ca. 200° C<br />
ausgelegt sind. Abweichend von dieser<br />
maximal zulässigen Temperatur war bisher<br />
jedoch eine Abschalttemperatur von 120° C<br />
vorgegeben, was für die VorISARZeit völlig<br />
ausreichend war. Allerdings waren die materialtechnischen<br />
Temperaturreserven bei<br />
weitem nicht erreicht. Basierend auf den geschilderten<br />
Zusammenhängen konnten wir<br />
die Abschalttemperatur auf 180° C anheben.<br />
Die Verfügbarkeit des Gesamtsystems konnte<br />
so ganz ohne konstruktive Änderungen<br />
erheblich verbessert werden.<br />
Resümee<br />
Innerhalb kürzester Zeit wurde eine wichtige<br />
Aufgabenstellung erkannt, analysiert und<br />
nahezu kostenfreie Abhilfemaßnahmen gefunden<br />
und umgesetzt. Voraussetzung dieser<br />
Erfolge war wieder einmal das vorbildliche<br />
Zusammenwirken aller beteiligten Organisationseinheiten,<br />
basierend auf den bewährten<br />
<strong>BAYERNOIL</strong>Tugenden wie Sachverstand,<br />
Zielstrebigkeit und Kostenbewusstsein.<br />
Ulrich Greinke<br />
Prozessingenieur BTN<br />
17