Nd:YAG Laser: Bohren und Gravieren - Fakultät 06 - Hochschule ...
Nd:YAG Laser: Bohren und Gravieren - Fakultät 06 - Hochschule ...
Nd:YAG Laser: Bohren und Gravieren - Fakultät 06 - Hochschule ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Hochschule</strong> München<br />
<strong>Fakultät</strong> <strong>06</strong><br />
<strong>Laser</strong>zentrum<br />
Prof. H. P. Huber<br />
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>:<br />
<strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
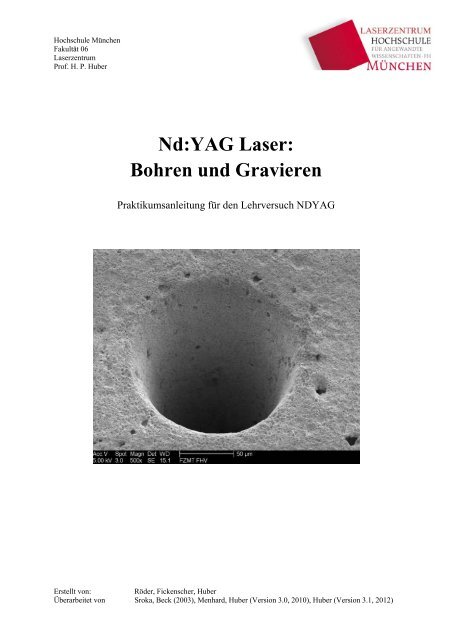
Praktikumsanleitung für den Lehrversuch ND<strong>YAG</strong><br />
Erstellt von: Röder, Fickenscher, Huber<br />
Überarbeitet von Sroka, Beck (2003), Menhard, Huber (Version 3.0, 2010), Huber (Version 3.1, 2012)
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Inhalt<br />
Allgemeines, Vorbemerkung..............................................................................3<br />
Antestat...............................................................................................................4<br />
Durchführung des Praktikum .............................................................................4<br />
Hinweise zur Ausarbeitung................................................................................ 6<br />
Anhang................................................................................................................6<br />
1. Gr<strong>und</strong>lagen........................................................................................7<br />
2. Versuchsaufbau...............................................................................23<br />
3. Literatur...........................................................................................25<br />
Exkurse..............................................................................................................26<br />
1. Thermodynamische Eigenschaften von Metallen............................26<br />
2. <strong>YAG</strong> <strong>Laser</strong>.......................................................................................27<br />
3. Pulsenergie in Abhängigkeit der Repetitionsrate.............................30<br />
Notizen...............................................................................................................32<br />
Seite 2 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Lehrversuch: <strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Zielsetzung des Praktikums:<br />
� Vermittlung f<strong>und</strong>amentaler Begriffe der <strong>Laser</strong>sicherheit<br />
� Aufbau <strong>und</strong> Komponenten eines lampengepumpten Festkörperlasers<br />
� Das <strong>Laser</strong>material <strong>Nd</strong>:<strong>YAG</strong><br />
� <strong>Laser</strong>betrieb: Dauerstrich- <strong>und</strong> gepulster Modus,<br />
� Idee <strong>und</strong> Realisierung von Güteschaltung, Repetitionsratenabhängigkeit der Energie<br />
� <strong>Laser</strong>strahlung: Gr<strong>und</strong>mode, höhere Moden, Strahlqualität, Strahlführung, <strong>und</strong><br />
Strahlfokussierung<br />
� <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong> unterschiedlicher Materialien mit dem <strong>Laser</strong><br />
Vorbereitung des Praktikums:<br />
Folgende Themengebiete sind für das Verständnis <strong>und</strong> die Durchführung des Praktikums<br />
relevant. Deshalb sollten sie für das Praktikum vorbereitet werden.<br />
Themengebiet Details<br />
1. <strong>Laser</strong>sicherheit Schutzstufen, Schutzmaßnahmen<br />
2. <strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong> 4 Niveau-System, Termschema, optische Übergänge,<br />
optisches Pumpen, Besetzungsinversion, <strong>Laser</strong>aktion<br />
3. Güteschaltung Prinzip, akusto-optischer Güteschalter, Messung kurzer<br />
Pulse<br />
4. Resonator Longitudinale <strong>und</strong> transversale Moden, Pulsdauer,<br />
5. Interaktion <strong>Laser</strong>-<br />
Material<br />
Strahlqualität<br />
Mechanismus der Energieeinkoppelung, Bohrverfahren<br />
Als Quellen für die Vorbereitung kann der Anhang <strong>und</strong> das dort befindliche<br />
Quellenverzeichnis dienen. Neben einem Überblick über die oben genannten Themengebiete<br />
sollten auch die Testatfragen (die sich auf der nächsten Seite befinden) gezielt vorbereitet<br />
werden.<br />
WICHTIGER HINWEISE ZUM UMGANG MIT DEN LASERN IM PRAKTIKUM<br />
Der verwendete <strong>Laser</strong> emittiert unsichtbare Strahlung bei 1<strong>06</strong>4 nm mit bis zu 30 W<br />
Dauerleistung bzw. 11 mJ Pulsenergie <strong>und</strong> ist somit <strong>Laser</strong>klasse IV: Schwere irreversible<br />
Schädigungen insbesondere der Augen können bei unsachgemäßer Bedienung auftreten.<br />
Geeignete Schutzmaßen, besonders für die Augen, müssen zwingend ergriffen werden.<br />
Am Praktikum darf nur teilnehmen, wer die jährliche Sicherheitunterweisung zum<br />
Thema <strong>Laser</strong>strahlung erhalten hat. Teilnehmer des Praktikums werden aufgefordet,<br />
selbst darauf zu achten, dass sie geeignete Schutzausrüstung (insbesondere Schutzbrillen)<br />
verwenden.<br />
Seite 3 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Antestat, Vorbesprechung<br />
Folgende Fragen sollen Sie beantworten können:<br />
1- Welche <strong>Laser</strong>schutzklassen kennen Sie? Strahlung welcher Wellenlänge emittieren<br />
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>? Warum ist diese besonders gefährlich? Was bedeutet die<br />
Beschriftung “R 800 nm – 1100 nm L7“ auf einer Brille?<br />
2- Skizzieren Sie ein 4-Niveau Termschema. Wie hängen Lebensdauer <strong>und</strong> die<br />
Wahrscheinlichkeit eines Übergangs zusammen? Welche optischen Pumpquellen<br />
<strong>und</strong> –arten gibt es? Welche 3 f<strong>und</strong>amentalen Wechselwirkungen Photon- Materie<br />
kennen Sie? Warum benötigt man Besetzungsinversion für die Emission von<br />
<strong>Laser</strong>strahlung?<br />
3- Was ist die Idee hinter der Güteschaltung? Wie funktioniert ein akusto-optischer<br />
Güteschalter? Wie berechnet man aus der Messung von Pulsdauer, mittlerer<br />
Leistung <strong>und</strong> Repetitionsrate die Pulsenergie <strong>und</strong> die Pulsspitzenleistung? Welche<br />
Messmittel verwendet man für die Leistungs- <strong>und</strong> für die Zeitmessung? Welche<br />
Repetitionsraten sind für a) maximale Pulsenergie b) maximale durchschnittliche<br />
Leistung geeignet? Warum? Welches Leistungsüberhöhung wird in der Pulsspitze<br />
erreicht?<br />
4- Welche Strecke legt ein <strong>Laser</strong>puls in 1 ns zurück? Was beeinflusst die zeitliche<br />
Länge eines gütegeschalteten <strong>Laser</strong>pulses? Logitudinale <strong>und</strong> transversale Moden:<br />
Wie kommen diese zu Stande? Transversale Moden: Was bedeutet TEM00?<br />
Skizzieren sie die Intensitätsverteilung der Gr<strong>und</strong>mode <strong>und</strong> der ersten höheren<br />
Mode . Was ist das Strahlparameterprodukt q, was der M 2 Faktor? Wie (qualitativ)<br />
hängen diese Werte von den longitudinalen/transversalen Moden im <strong>Laser</strong> ab?<br />
Was für einen Einfluss haben diese Größen auf die Materialbearbeitung?<br />
5- Welche Arten des <strong>Laser</strong>bohrens kennen Sie? Erklären Sie kurz die Technik des<br />
Perkussionsbohrens. Welchen Einfluss haben<br />
a) die physikalischen (insbesondere thermischen) Eigenschaften des Materials<br />
b) die Pulslänge<br />
auf die Bearbeitung?<br />
Durchführung des Praktikums<br />
Allgemeine Hinweise:<br />
Das Praktikum ist so konzipiert, dass Sie möglichst viele Arbeitsschritte selbstständig<br />
erledigen können. Dies kann aber nur funktionieren, wenn Sie ruhig <strong>und</strong> konzentriert im<br />
Team zusammenarbeiten <strong>und</strong> den Anweisungen des Betreuers Folge leisten.<br />
Zur Verfügung stehende Messmittel <strong>und</strong> Geräte:<br />
Detaillierte Informationen zu den einzelnen Geräten/ Messmitteln finden Sie im Anhang<br />
- Software zur Berechnung der <strong>Laser</strong>schutzstufe<br />
- Rofin Sinar RSM 25Q: Lampengepumpter <strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong><br />
- Detektorkarte zum Sichtbarmachen der <strong>Laser</strong>strahlung<br />
- Photodiode mit Vorspannung, Oszilloskop (200 MHz)<br />
Seite 4 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
- <strong>Laser</strong>leistungsmessgerät der Firma Coherent<br />
- Bohroptik mit einer Brennweite von 46.4 mm<br />
- Galvanometerscanner mit einer Optik der Brennweite 163 mm<br />
Arbeitsschritt 1: Inbetriebnahme, Bestimmung der benötigten <strong>Laser</strong>schutzstufe<br />
Machen Sie sich mit der Funktionsweise des <strong>Laser</strong>s vertraut. Wie bedient man den <strong>Laser</strong>,<br />
wie den Sicherheits-Shutter? Entfernen Sie die Abdeckung des <strong>Laser</strong>s. Wo sind die<br />
einzelnen Komponenten verbaut? Fertigen Sie eine Skizze an.<br />
Bestimmen sie mit Hilfe des Datenblattes <strong>und</strong> der Software auf dem Rechner die<br />
<strong>Laser</strong>schutzstufe des <strong>Laser</strong>s für gepulsten <strong>und</strong> für Dauerstrichbetrieb.<br />
Arbeitsschritt 2: <strong>Laser</strong>parameter bei unterschiedlichen Pumpströmen<br />
Starten Sie nun die Software RSX-Tool <strong>und</strong> gehen auf den Menüpunkt: Powerdistribution.<br />
Alternativ können sie den <strong>Laser</strong> lokal am Kontrollgerät steuern.<br />
Nun können Sie die <strong>Laser</strong>parameter frei einstellen. Fertigen sie für die nun folgenden<br />
Messungen jeweils eine Tabelle an. Stellen sie zunächst bei cw-Betrieb des <strong>Laser</strong>s<br />
folgende Pumpströme ein: 9A, 10A, 12A, 14A, 16A, 18A <strong>und</strong> messen sie die<br />
Ausgangsleistung P(I) des <strong>Laser</strong>s. Beobachten Sie zusätzlich die Intensitätsverteilung des<br />
Strahls mit dem Detektorkärtchen <strong>und</strong> skizzieren Sie sie.<br />
Wiederholen Sie die Messung für 1 kHz <strong>und</strong> für 5 kHz Pulsfrequenz <strong>und</strong> bestimmen sie<br />
bei diesen beiden Messungen zusätzlich mit Hilfe der Photodiode <strong>und</strong> des Oszilloskops<br />
die Pulsdauer (FWHM).<br />
Arbeitsschritt 3 (optional): <strong>Laser</strong>parameter bei unterschiedlichen Repetitionsraten<br />
Lassen Sie jetzt den Pumpstrom konstant bei 14A <strong>und</strong> verändern Sie die Repetitionsrate<br />
des <strong>Laser</strong>s in folgenden Schritten: 100 Hz, 250 Hz, 500 Hz, 750 Hz, 1 kHz, 2 kHz, 3 kHz,<br />
4 kHz, 5 kHz,10 kHz, 20 kHz, 30 kHz. Messen Sie dabei die durchschnittliche<br />
Ausgangsleistung des <strong>Laser</strong>s. Messen Sie jeweils die absolute Höhe des<br />
Photodiodensignals <strong>und</strong> die maximale Schwankung über 256 Pulse. Tabellieren Sie die<br />
Ergebnisse.<br />
Arbeitsschritt 4: Perkussionsbohren von Metallen<br />
Entfernen Sie nun das Leistungsmessgerät <strong>und</strong> schwenken Sie die Bohroptik in den<br />
Strahlengang ein. Stellen Sie die Repetitionsrate des <strong>Laser</strong>s auf 1kHz ein. Spannen Sie<br />
zunächst ein Keramikplättchen in die Vorrichtung ein. <strong>Laser</strong>n Sie jetzt mit 11 A<br />
Pumpstrom <strong>und</strong> bestimmen Sie die Fokuslage mittels variieren der Höhenlage des<br />
Tisches bei gleichzeitigem Beobachten des Plasmaleuchtens auf der Keramik.<br />
Ersetzen Sie danach das Keramikplättchen durch eine Stahlprobe. Messen Sie die Zeit des<br />
Durchbohrens als Funktion des Pumpstroms. Hierbei gilt: Zeiten unter 0.5s gelten als<br />
„sofort durchgebohrt“, Zeiten über 30s als „niemals durchgebohrt“. Verändern Sie den<br />
Pumpstrom so, dass sie innerhalb dieser Grenzen mehrere Messpunkte für einen Graphen<br />
generieren.<br />
Führen Sie den gleichen Versuch mit einer Kupferprobe durch.<br />
Bestimmen Sie am Mikroskop den Durchmesser eines typischen Loches an Eintritts- <strong>und</strong><br />
Austrittsfläche (bei 20-facher Vergrößerung).<br />
Arbeitsschritt 5: <strong>Gravieren</strong> von metallischen <strong>und</strong> nichtmetallischen Werkstoffen<br />
Schwenken Sie nun die Bohroptik aus den Strahlengang <strong>und</strong> gravieren Sie mit Hilfe des<br />
Galvanometer-Scanners mindestens eine metallische <strong>und</strong> eine nichtmetallische Probe.<br />
Verwenden Sie dazu die zugehörige Software.<br />
Seite 5 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Ausarbeitung der Versuchsergebnisse<br />
Besonderer Wert wird auf die physikalisch sinnvolle Aufbereitung der Ergebnisse, anpassen<br />
geeigneter Modellfunktionen <strong>und</strong> hinreichende Genauigkeiten der Auswertung gelegt.<br />
Weniger wichtig sind lange verbale Beschreibungen <strong>und</strong> aufwendige graphische<br />
„Spielereien“. Bitte verwenden Sie kein Tabellenkalkulationsprogramm zur Datendarstellung.<br />
Die Ausarbeitung sollte folgende Punkte beinhalten:<br />
� Titelblatt<br />
� Inhaltsverzeichnis<br />
� Kurzbeschreibung des Versuchs<br />
� Kurze Beantwortung der Antestatfragen (Max. 3 Seiten)<br />
� Zu Punkt 1: Skizze des internen <strong>Laser</strong>aufbaus, berechnete Schutzstufen. Warum<br />
unterscheiden sich die Schutzstufen für gepulsten/cw-Betrieb?<br />
� Zu Punkt 2: Tabelle der Messwerte. Berechnung der Spitzenleistungen bei den<br />
einzelnen Messpunkten. Graphische Darstellung von Durchschnitts- <strong>und</strong><br />
Spitzenleistung für die unterschiedlichen Repetitionsraten. Warum steigt die<br />
Ausgangsleistung nicht linear mit dem Pumpstrom an? Wie erklären Sie sich den<br />
Verlauf des Graphen für die Spitzenleistung bei 16A? Ab welchem Pumpstrom<br />
schwingen höhere Moden an?<br />
� Zu Punkt 3 (optional): Auftrag der Messdaten, anpassen einer geeigneten<br />
Modellfunktion <strong>und</strong> Bestimmung der Fluoreszenzlebensdauer aus den Fitparametern<br />
(siehe Anhang: Exkurs 3). Berechnung der relativen Puls-zu-Puls-Schwankungen aus<br />
den Messdaten <strong>und</strong> graphische Darstellung. Wann <strong>und</strong> warum nehmen die<br />
Schwankungen zu?<br />
� Zu Punkt 4: Graphische Darstellung der Durchbohrzeit t(I) in Abhängigkeit des<br />
Pumpstroms für Stahl <strong>und</strong> für Kupfer. Wie erklären Sie sich die Unterschiede?<br />
Skizzieren sie das erzeugten Bohrlochs in Schnittdarstellung (Blechdicke 0,5 mm,<br />
Maßstab 200:1). Nehmen Sie an, der Fokusdurchmesser entspricht dem<br />
Lochdurchmesser im Einschuss. Welchen Strahldurchmesser hat der <strong>Laser</strong> dann vor<br />
der Bohroptik(M 2 = 8, f = 46,4mm)?<br />
� Zu Punkt 5: Zählen Sie mindestens 3 Anwendungen des <strong>Gravieren</strong>s auf. Welche<br />
Vorteile hat das Verfahren gegen andere Beschriftungsverfahren?<br />
Anhang<br />
Hier werden Gr<strong>und</strong>lagen zum <strong>Laser</strong>, zur Wechselwirkung <strong>Laser</strong>-Materie <strong>und</strong> zu Verfahren<br />
der Materialbearbeitung zusammengefasst. Bitte vor dem Versuch unbedingt im<br />
Selbststudium durcharbeiten, damit der Lernerfolg des Praktikums gewährleistet ist.<br />
Seite 6 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Kapitel 1: GRUNDLAGEN<br />
1.1 <strong>Laser</strong>system<br />
1.1.1 <strong>Nd</strong>:<strong>YAG</strong>-<strong>Laser</strong>: 4-Niveau-<strong>Laser</strong><br />
Ein für technische Anwendungen wichtiger Festkörperlaser ist der <strong>Nd</strong> (Neodym): <strong>YAG</strong>-<br />
<strong>Laser</strong>. <strong>YAG</strong> ist die Abkürzung für Yttrium-Aluminium-Granat ( Y 3Al5O12<br />
). Der <strong>YAG</strong>-Kristall<br />
3�<br />
3�<br />
ist mit <strong>Nd</strong> dotiert, wobei ca. 1% der Y -Ionen durch <strong>Nd</strong> -Ionen ersetzt sind. Das<br />
3�<br />
3�<br />
eigentliche aktive Medium sind die <strong>Nd</strong> -Ionen. Das Energieniveauschema der <strong>Nd</strong> -Ionen<br />
im <strong>YAG</strong> zeigt Abbildung 1.1. Durch die starken elektrostatischen Felder im Kristall entstehen<br />
3�<br />
die Anregungsenergiebänder (Zustand 2 in Abbildung 1.1). Ein <strong>Nd</strong> -Ion kann also<br />
Lichtquanten absorbieren, deren Energien in verschiedenen Bereichen ( 2 1 E E � ) liegen.<br />
Dieser Vorgang wird zum optischen Pumpen benutzt. Lichtquanten, die nicht in das Raster<br />
passen, sind für den Pumpvorgang wertlos.<br />
Inversion der Besetzungsdichten<br />
Um das Zustandekommen einer Inversion zu beschreiben, benötigen wir im Prinzip die<br />
Energieniveaus E1, E2, E3, E4, (Vier-Niveau-System), wie in Abbildung 1.1 dargestellt. Im<br />
thermischen Gleichgewicht befinden sich die<br />
3�<br />
<strong>Nd</strong> -Ionen im Gr<strong>und</strong>zustand E1. Durch<br />
optisches Pumpen werden die Zustände E2 angeregt. Für eine Rückkehr nach E1 gibt es die<br />
zwei Wege: E2 → E1 <strong>und</strong> E2 → E3 → E4 → E1. Da die Lebensdauer τ23 für E2 → E3 ca.<br />
100mal kürzer ist als τ21, ist die Übergangswahrscheinlichkeit für E2 → E3 ca. 100mal höher<br />
als für E2 → E1. Ca. 99% aller Zustände E2 gelangen also nach E3. Wegen der vergleichsweise<br />
4<br />
langen Lebensdauer τ34 des <strong>Laser</strong>niveaus E3 von ca. 230 µs ( � / � � 2 �10<br />
; Vergleichswerte<br />
34 23<br />
für <strong>Nd</strong>:YLF τ34 = 550 µs, <strong>Nd</strong>:VAN τ34 = 200 µs, Ti:Al2O3 τ34 = 3 µs) „stauen“ sich die<br />
Anregungszustände in E3. Das Energieniveau E4 ist unbesetzt, da es bei T � 300 K nach dem<br />
Boltzmann-Faktor fast keine thermische Anregung gibt. Ferner ist E4 wegen der kurzen<br />
Lebensdauer τ41 bei Emissionsvorgängen E3 → E4 schnell entleert. Es hat also die<br />
Besetzungsdichte n 0 .<br />
4 �<br />
Die Inversion zwischen E3 <strong>und</strong> E4 beginnt mit der ersten Besetzung von E3. Die Wellenlänge<br />
des <strong>Laser</strong>übergangs E3 → E4 ist λ = 1,<strong>06</strong>4 μm.<br />
In Abbildung 1.1 ist ein weiterer möglicher Übergang E 3 � E4�<br />
gezeigt. Die relativen<br />
Intensitäten der beiden <strong>Laser</strong>übergänge sind zusätzlich in Abhängigkeit der Wellenlänge<br />
dargestellt.<br />
Seite 7 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.1: Energieniveauschema der <strong>Nd</strong> 3+ -Ionen im <strong>YAG</strong>-Kristall als 4-Niveau-System <strong>und</strong> die<br />
<strong>Laser</strong>übergänge<br />
1.1.2 <strong>Laser</strong>pulserzeugung <strong>und</strong> Güteschaltung<br />
Die Güteschaltung (Q-switch, engl.: Quality-switch) wird angewandt, um aus einem cw<br />
(continuous wave)-<strong>Laser</strong> mit gegebener Leistung kurze Impulse zu erzeugen, deren Leistung<br />
um ein vielfaches höher ist als die Durchschnittsleistung. Das Prinzip der Güteschaltung<br />
besteht darin, die Pumpenergie, die in den Kristall eingestrahlt wird, nicht in kontinuierlicher<br />
Strahlung zu emittieren, sondern sie als Energie in angeregten Atomen im Kristall zu<br />
speichern <strong>und</strong> sie als einen kurzen Impuls hoher Leistung auszukoppeln. Die Güte bezeichnet<br />
dabei den Zustand des Resonators im <strong>Laser</strong>system, das Verluste wie z.B. Absorption,<br />
Streuung <strong>und</strong> Auskoppelverluste an den Spiegeln besitzt. Hohe Güte entspricht niedrigen<br />
Verlusten, niedrige Güte entspricht hohen Verlusten <strong>und</strong> einem Abbrechen der induzierten<br />
Emission. Wie in Abbildung 1.2 dargestellt, ist die Voraussetzung für induzierte Emission die<br />
höhere Besetzungsdichte n3 des oberen <strong>Laser</strong>-Energieniveau E3 gegenüber n4 im unteren<br />
<strong>Laser</strong>-Energieniveau E4 (= Inversion), da sonst die Absorptionsübergänge von n4 nach n3<br />
überwiegen <strong>und</strong> keine optische Verstärkung zustande kommt. Um die wirkungsvolle Art der<br />
Leistungssteigerung zu verstehen ist in Abbildung 1.2 der Pumpvorgang dargestellt. Das<br />
Pumplicht bewirkt eine zunehmende Besetzung n3 des oberen <strong>Laser</strong>niveaus E3. Durch<br />
induzierte Emission aufgr<strong>und</strong> des Resonators wird die Besetzungsdichte auf n3 begrenzt.<br />
Ohne Resonatorspiegel tritt keine Emission auf <strong>und</strong> es wird mit gleicher Pumplichtintensität<br />
eine sehr viel höhere Besetzungsdichte max<br />
n3 erreicht. Während Abbildung 1.2a den zeitlichen<br />
Verlauf der Besetzungsdichte n beim permanenten optischen Pumpen zeigt, wird in<br />
Abbildung 1.2b der Energiezustand des Kristalls mit <strong>und</strong> ohne Resonatorspiegel<br />
wiedergegeben.<br />
Seite 8 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.2: Prinzip eines Pumpvorganges im <strong>Laser</strong>kristall anhand eines 3-Niveau-Systems<br />
In Abbildung 1.3 ist ein typischer Zeitabschnitt der Erzeugung eines gütegeschalteten Pulses<br />
dargestellt. Sind die Verluste ε im Resonator (Abbildung 1.3a) hoch, d.h. ε = εmax, kann sich<br />
n in Abbildung 1.2).<br />
eine Besetzungsdichte ni (Abbildung 1.3b) aufbauen (entsprechend max<br />
3<br />
Die Verluste führen dazu, dass trotz Übersteigen der Schwellinversion nt keine induzierte<br />
Emission entsteht, bis der Güteschalter in den Zustand von ε = εmin gesetzt wird. Dann ist<br />
wegen der hohen Besetzungsdichte ni die Verstärkung des Lichtes pro Resonatordurchgang<br />
viel höher als im cw-Betrieb <strong>und</strong> es entsteht zeitverzögert der Puls der Dauer Δtp (Abbildung<br />
1.3c).<br />
Als Äquivalent zu der Anordnung ohne Resonatorspiegel in Abbildung 1.3, kann man einen<br />
optischen Güteschalter sehen, der die Rückkopplung unterbricht. Bei kontinuierlichem<br />
Pumpen mit Xenon-Lichtbogenlampen sind die Pulsdauer <strong>und</strong> die Pulsenergie abhängig von<br />
der Repetitionsrate des Güteschalters. In einem solchen <strong>Laser</strong>system unterliegt die<br />
Besetzungsdichte n3 des oberen <strong>Laser</strong>niveaus E3 einer periodischen Veränderung wie sie<br />
graphisch in Abbildung 1.5 gezeigt ist.<br />
Seite 9 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.3: Entstehung eines <strong>Laser</strong>impulses als Funktion der Zeit<br />
Güteschaltung mit einem akustooptischen Modulator:<br />
Eine akustooptische Beziehung entsteht in allen optischen Medien, wenn eine akustische<br />
Welle mit einem <strong>Laser</strong>strahl in Wechselwirkung tritt. Wird eine akustische Welle in ein<br />
Medium eingebracht, erzeugt sie örtlich periodische Verdichtungen <strong>und</strong> Verdünnungen, die<br />
eine Änderung Δn des Brechungsindex n hervorrufen. Es bilden sich sinusförmige parallele<br />
Wellenfronten orthogonal zur Einschallrichtung aus. Diese Wellenfronten wirken dann wie<br />
ein Beugungsgitter. Ein einfallender <strong>Laser</strong>strahl, der diese Wellenfronten durchdringt, wird in<br />
verschiedenen Ordnungen gebrochen. Die Gitterkonstante Λ entspricht der Ultraschallwellenlänge<br />
im Medium. Zur Erzeugung von Interferenzen an räumlichen Gittern mit der Bedingung<br />
�l<br />
� Λ<br />
ebene eingestellt werden, so dass bei Einstrahlung eine konstruktive Interferenz auftritt. Bei<br />
der Bragg-Reflexion an Ultraschallwellen sind nur die Beugungsordnungen m = 0 <strong>und</strong> m = 1<br />
wesentlich. Ein akustooptischer Modulator (AOM), wie in Abbildung 1.4 gezeigt, besteht aus<br />
einem transparenten Medium z.B. Quarzglas, auf dem ein Piezokristall aufgeklebt ist. Mit<br />
einem Hochfrequenzgenerator wird an dem Piezokristall eine hochfrequente Spannung<br />
angelegt. Durch die mechanischen Schwingungen, erzeugt der Piezokristall eine laufende<br />
Schallwelle mit der Geschwindigkeit CSchall, die im Absorber absorbiert wird.<br />
2<br />
� , muss ein bestimmter Winkel, der sog. Bragg-Winkel ΘB, gegenüber der Gitter-<br />
Seite 10 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.4: Beugung am akustooptischen Modulator in Bragg-Anordnung<br />
1.1.3 <strong>Laser</strong>kenndaten in Abhängigkeit der Repetitionsrate<br />
In Abbildung 1.5 ist die Besetzungsdichte n als Funktion der Zeit aufgetragen. Der Wert n∞ ist<br />
der Maximalwert der Besetzungsdichte n(t), der asymptotisch nur erreicht werden kann, falls<br />
das Verhältnis der Zeit t groß gegenüber der spontanen Abklingzeit τf ist. Bei<br />
Repetitionsraten, die größer als 1/ τf sind, reicht die Zeit zwischen den Pulsen nicht aus, um<br />
den Maximalwert n∞ zu erreichen, der von der Pumpleistung <strong>und</strong> dem Wirkungsgrad abhängt.<br />
Die Abbildung 1.6 gibt eine Übersicht über die Zusammenhänge von Pulsleistung,<br />
Pulsenergie <strong>und</strong> Durchschnittsleistung als Funktion der Repetitionsrate.<br />
Für Repetitionsraten unter annähernd 800 Hz ist die Pulsleistung noch unabhängig von der<br />
Repetitionsrate. Hier besteht noch genügend Zeit zwischen den Pulsen, um die maximale<br />
n in Abbildung 1.2) zu erreichen (vgl. Abbildung 1.3). Im<br />
Besetzungsdichte n∞ (entspricht max<br />
3<br />
Übergangsabschnitt zwischen 800 Hz <strong>und</strong> 3 kHz beginnt eine Abnahme der Pulsleistung mit<br />
zunehmender Frequenz. Ab 3 kHz nimmt die Pulsleistung sehr schnell ab, dennoch steigt die<br />
Durchschnittsleistung. Die Pulsdauer nimmt mit zunehmender Frequenz überproportional zu.<br />
Die Zusammenhänge zwischen Pulsenergie <strong>und</strong> Pulsleistung sind zum besseren Verständnis<br />
in Abbildung 1.7 aufgeführt. Dabei ergeben sich folgende Formalismen:<br />
P<br />
E<br />
P �<br />
f<br />
Mittel<br />
Rep<br />
;<br />
P<br />
max<br />
Seite 11 von 30<br />
E<br />
�<br />
�<br />
P<br />
t
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.5: Besetzungsdichte als Funktion der Zeit in einem kontinuierlich gepumpten gütegeschalteten<br />
<strong>Laser</strong>. Die zwei Kurven zeigen die Besetzungsdichte im Zeitverlauf bei unterschiedlicher Repetitionsrate<br />
Abbildung 1.6: Leistungsdaten eines kontinuierlich gepumpten <strong>Nd</strong>:<strong>YAG</strong>-<strong>Laser</strong>systems als Funktion der<br />
Frequenz. Der <strong>Laser</strong>stab hat eine Länge von 7,5 cm <strong>und</strong> einen Durchmesser von 5 mm. Die Pumpleistung<br />
beträgt 5,5 kW. Die Leistungsangaben wurden im Gr<strong>und</strong>mode (TEM00) des Resonators ermittelt.<br />
Seite 12 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.7: Zeitlicher Leistungsverlauf eines Ausschnitts aus einer Pulsfolge. EP = Pulsenergie [J], PMittel =<br />
mittlere Leistung [J/s], fRep = Pulsfolgefrequenz [Hz], Δt = Pulsdauer [s], Pmax = maximale Pulsleistung [W]<br />
1.1.4 Moden<br />
Ein optischer Resonator ist ein Raum, in dem sich durch Interferenz der an den Spiegeln<br />
reflektierten <strong>und</strong> gebeugten Wellen bei bestimmten Frequenzen stehende Lichtwellen<br />
ausbilden. Die Knotenpunkte liegen räumlich fest. Diese Resonanzschwingungen werden in<br />
der <strong>Laser</strong>technik als Moden bezeichnet. Der einfachste optische Resonator besteht aus zwei<br />
ebenen Spiegeln, die sich im Abstand L gegenüberstehen. Dies ist der Perot-Fabry-Resonator.<br />
Statt der ebenen Spiegel können auch sphärische Spiegel verwendet werden.<br />
Abbildung 1.8: Mögliche Oberwellen (longitudinale Moden) im Resonator<br />
Eine Welle, die achsensymmetrisch parallel zur z-Achse verläuft, wird von einem Spiegel<br />
auch wieder achsensymmetrisch reflektiert. Es können sich also axiale (longitudinale)<br />
stehende Wellen ausbilden (siehe Abbildung 1.8). Die hin <strong>und</strong> her laufenden Wellen werden<br />
an jedem Spiegel gebeugt. Das durch Interferenz der reflektierten <strong>und</strong> gebeugten Wellen<br />
entstehende stationäre Wellenfeld hat beim symmetrischen Resonator eine Strahltaille in der<br />
Resonatormitte. Die ausgekoppelte Welle hat dann eine rotationssymmetrische<br />
Leistungsdichteverteilung S(r). Für die axialen Moden gilt die Beziehung:<br />
� � �<br />
L � q � � � mit q = 1, 2, 3, …<br />
� 2 �<br />
Seite 13 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.9: Intensitätsprofile von verschiedenen transversal-elektrischen Moden (TEM). L02 ist eine<br />
zylindersymmetrische TEM, die anderen sind rechteck-symmetrische TEM.<br />
Der Modenparameter q gibt die Anzahl der Knoten in z-Richtung an. Diese axialen Moden<br />
werden auch als longitudinale Moden oder transversale Gr<strong>und</strong>moden TEM00 bezeichnet. Die<br />
Größenordnung von q liegt bei <strong>Laser</strong>resonatoren im Bereich 10 6 . Im Vergleich zur<br />
Hochfrequenztechnik, wo der Schwingkreis dem optischen Resonator entspricht, werden die<br />
<strong>Laser</strong>oszillatoren mit einer sehr hohen Oberwelle angeregt. Neben den longitudinalen Moden,<br />
die durch eine einzige Koordinate (z-Koordinate) beschreibbar sind, gibt es räumliche<br />
stationäre Wellenfelder (dreidimensionale stehende Wellen). Die genaue Beschreibung dieser<br />
Wellenfelder kann nur über die Beugungstheorie erfolgen. In erster Näherung kann man aber<br />
den Resonator mit Hilfe der geometrischen Optik betrachten.<br />
Im Resonator gibt es räumlich geschlossene Wege, auf denen sich stehende Wellen ausbilden<br />
können. Der ausgekoppelte Strahl besteht dann zum Beispiel aus zwei Teilstrahlen. Solche<br />
Moden, die sich nicht mehr genau achsenparallel ausbilden, nennt man transversale<br />
elektromagnetische Moden TEMmn. Hat der Resonator Rechtecksymmetrie, wie es sich z. B.<br />
durch den Einbau einer Fläche im Brewster-Winkel ergibt, dann sind die Abstrahlungsbilder<br />
durch ein zweidimensionales kartesisches Koordinatensystem (x, y) einfach zu beschreiben.<br />
Abbildung 1.9 gibt Beispiele der Intensitätsverteilung <strong>und</strong> Phasenlage von verschiedenen<br />
transversalen Moden. Die Modenparameter m, n geben die Anzahl der Knoten im<br />
Abstrahlungsbild des <strong>Laser</strong>s für die x- <strong>und</strong> y-Richtung an. die Phasen benachbarter<br />
Teilstrahlen sind gegenseitig um π verschoben; dies bedeutet, dass z.B. im TEM10-Mode die<br />
beiden Teilstrahlen gegenseitig schwingen.<br />
Seite 14 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.10: Ausbreitung der Moden bei verschieden großen Blenden<br />
Die transversalen Moden sind gegenüber dem Gr<strong>und</strong>mode durch ihre höheren<br />
Beugungsverluste immer benachteiligt. Sollen aber diese vollständig unterdrückt werden,<br />
dann muss eine Modenblende in den Oszillator eingebaut werden. In Abbildung 1.10 ist<br />
dargestellt, wie verschieden große Blenden die Ausbreitung der Moden beeinflussen.<br />
1.2 Wechselwirkung <strong>Laser</strong> – Materie<br />
Das Abtragen von Metallen mit einem <strong>Laser</strong>strahl ist den thermischen Verfahren zugeordnet.<br />
Dabei unterscheiden sich die <strong>Laser</strong>strahlverfahren von anderen thermischen Abtragverfahren,<br />
wie beispielsweise den erosiven Verfahren, nur durch die Art der Energiezufuhr. Die für den<br />
Bearbeitungsprozess notwendige Energie wird in möglichst kurzer Zeit mit entsprechend<br />
hoher Leistungsdichte ins Werkstück eingebracht. Dadurch kann die Wärmebelastung des zu<br />
bearbeitenden Bauteiles gering gehalten werden. In Abbildung 1.11 sind die verschiedenen<br />
Phasen während der Wechselwirkung <strong>Laser</strong>strahl – Materie für das Abtragen mit<br />
Seite 15 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
<strong>Laser</strong>stahlung dargestellt.<br />
Abbildung 1.11: Verschiedene Phasen des Sublimationsabtragens mit <strong>Laser</strong>strahlung<br />
1.2.1 Absorption<br />
Die zum Abtragen mit <strong>Laser</strong>strahlung notwendige Leistungsdichte wird durch Fokussierung<br />
der <strong>Laser</strong>strahlung mit Hilfe einer Optik auf dem Werkstück erreicht. Die <strong>Laser</strong>strahlung wird<br />
bei Metallen in einer dünnen Schicht mit einer Dicke kleiner 1 µm an der Materialoberfläche<br />
absorbiert <strong>und</strong> in Wärme umgewandelt. Der Energietransport in das Material erfolgt durch<br />
Wärmeleitung.<br />
In Abbildung 1.12 ist das Absorptionsverhalten verschiedener Metalle in Abhängigkeit der<br />
Wellenlänge dargestellt.<br />
1.2.2 Aufheizen<br />
Die an der Materialoberfläche erreichbare Temperatur ist eine Funktion der Leistungsdichte,<br />
der Einwirkdauer <strong>und</strong> der Materialparameter, wie Absorptionskoeffizient, Dichte,<br />
Temperaturleitfähigkeit. Eine gezielte Verminderung der Reflexionsverluste kann durch eine<br />
Modifizierung der Werkstoffoberfläche, beispielsweise durch Oxidation, realisiert werden.<br />
Seite 16 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Der bei flachen, dicken Proben vorhandene Wärmeabfluss aus der Bearbeitungszone kann<br />
durch eine Optimierung der Werkstückgeometrie reduziert werden.<br />
Abbildung 1.12: Absorptionsgrad A bei Raumtemperatur für verschiedene Metalle mit polierter Oberfläche als<br />
Funktion der Wellenlänge<br />
1.2.3 Aufschmelzen<br />
Mit Erreichen der Schmelztemperatur an der Oberfläche bildet sich ein Schmelzbad aus, das<br />
mit zunehmender Einwirkdauer größer wird. In der Schmelze entsteht ein Temperaturgradient.<br />
Dabei fällt die Temperatur von der Verdampfungstemperatur an der Oberfläche bis<br />
zur Schmelzfront auf Schmelztemperatur ab.<br />
1.2.4 Verdampfen<br />
Wird innerhalb der Einwirkdauer die Verdampfungstemperatur überschritten, beginnt der<br />
Werkstoff an der Oberfläche zu verdampfen. Der Materialdampf expandiert gegen das<br />
Außengas. Die Verdampfungsrate ist proportional der absorbierten Leistungsdichte <strong>und</strong><br />
bestimmt den Druck auf die Materialschmelze.<br />
1.2.5 Schmelzaustrieb<br />
Überschreitet der Rückstoßdruck des expandierenden Materialdampfes die Oberflächenkräfte<br />
in der Schmelze, so tritt zunächst eine Deformation der Oberfläche auf <strong>und</strong> anschließend<br />
Seite 17 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
beginnt der Schmelzaustrieb.<br />
1.3 <strong>Bohren</strong> von Metallblechen<br />
Abbildung 1.13: Schematische Darstellung des Bohrprozesses innerhalb der Bohrung<br />
<strong>Bohren</strong> <strong>und</strong> Abtragen mit <strong>Laser</strong>strahlung beruhen im wesentlichen darauf, dass der Werkstoff<br />
innerhalb der vom <strong>Laser</strong>strahl beaufschlagten Fläche aufschmilzt, ganz oder teilweise<br />
verdampft <strong>und</strong> Dampf <strong>und</strong> Schmelze durch den dabei entstehenden Überdruck (pu > 100 bar)<br />
aus der Wechselwirkungszone ausgetrieben wird (siehe Abbildung 1.13). Um die zum<br />
Materialabtrag erforderlichen Leistungsdichten zu erreichen, wird die Strahlung des<br />
Hochleistungsimpulslasers auf das Metallblech fokussiert. Die besten Resultate bezüglich<br />
Bearbeitungsqualität erzielt man im Gr<strong>und</strong>mode-Betrieb des <strong>Laser</strong>s mit gaußfömiger<br />
Intensitätsverteilung. Für den Brennfleckdurchmesser d im Fokus einer Linse erhält man für<br />
diesen TEM00 Gr<strong>und</strong>mode:<br />
4<br />
d � 2w � � � �<br />
π<br />
f<br />
0<br />
f<br />
2w 0 Strahltaille des fokussierten Strahls nach Fokussierlinse<br />
f Brennweite der Fokussierlinse<br />
D Strahldurchmesser an der Fokussierlinse<br />
Seite 18 von 30<br />
f<br />
D<br />
(1.1)
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
2Θ0 Strahldivergenz im Gr<strong>und</strong>modebetrieb vor der Fokussierung<br />
Die Bohrlochgeometrie wird wesentlich bestimmt vom axialen Verlauf der Strahltaille nach<br />
der Fokussierung <strong>und</strong> damit von der Rayleigh-Länge 2z<br />
f<br />
f 2<br />
f<br />
R � 0 � f<br />
Θ0<br />
0<br />
�<br />
2q0<br />
Seite 19 von 30<br />
f<br />
R<br />
2w<br />
( 2w<br />
) 8 � f �<br />
2z � � � ��<br />
�<br />
π � D �<br />
f<br />
2Θ 0 : Strahldivergenz im Gr<strong>und</strong>modebetrieb nach der Fokussierung<br />
�<br />
q 0 : Strahlparameterprodukt im Gr<strong>und</strong>mode<br />
Das Strahlparameterprodukt ist konstant <strong>und</strong> wird durch die Fokussierlinse nicht verändert, so<br />
�<br />
dass q � Θ � w<br />
f f<br />
� Θ � w � const � � / π .<br />
0<br />
0<br />
0<br />
0<br />
0<br />
Bei geringen Leistungsdichten wird der Hauptteil der <strong>Laser</strong>strahlung an der Metalloberfläche<br />
reflektiert, da der Absorptionsgrad von Metallen für 1,<strong>06</strong> � m Strahlung relativ gering ist<br />
(siehe Abbildung 1.12). Das Absorptionsverhalten ändert sich aber schlagartig ab einem<br />
kritischen Wert der Leistungsdichte (Schwellwert). Von da an erfolgt eine fast 100%ige<br />
Einkopplung der Strahlungsenergie in das Material. Diese materialspezifische Schwelle ist an<br />
einem weißblauen Plasmaleuchten in der Bearbeitungszone zu erkennen.<br />
Im Multimodebetrieb werden der Taillenradius wm <strong>und</strong> der Divergenzwinkel Θm der höheren<br />
Moden wie folgt charakterisiert:<br />
w<br />
m � w0<br />
m 0<br />
� � Θ � Θ � �<br />
2<br />
wobei � � m �1<br />
<strong>und</strong> m = Ordnungszahl der Mode.<br />
Die Qualität des <strong>Laser</strong>strahls wird durch die Strahlqualitätszahl K bestimmt. Diese ist<br />
definiert als das Verhältnis von Strahlparameterprodukt im Gr<strong>und</strong>mode zu Strahlparameterprodukt<br />
im Multimode:<br />
K<br />
q<br />
�<br />
0 � �<br />
qm<br />
Θ0w<br />
�<br />
Θ w<br />
m<br />
0<br />
m<br />
1<br />
� 2<br />
�<br />
Das Strahlparameterprodukt wird auch im Multimode nicht durch Linsen verändert. Daher<br />
ergibt sich folgender Zusammenhang:<br />
2<br />
(1.2)<br />
(1.3)<br />
(1.4)
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
�<br />
f<br />
m<br />
w<br />
f<br />
m<br />
� �<br />
m<br />
w<br />
m<br />
Θ0w<br />
�<br />
K<br />
Seite 20 von 30<br />
0<br />
� 1<br />
� �<br />
π K<br />
f<br />
f<br />
Mit der Näherung Θm � tan Θm<br />
� D<br />
2 f erhält man analog zu Gl. (1.1) <strong>und</strong> Gl. (1.2) für den<br />
Brennfleckdurchmesser<br />
Gleichungen:<br />
<strong>und</strong> die Rayleigh-Länge im Multimode-Betrieb folgende<br />
f � 1 1 1 4<br />
d � 2wm � 2 � � � � � � � �<br />
f<br />
π K � K π<br />
f<br />
2<br />
f 2wm<br />
1 8 � f �<br />
2zR � � � � � �<br />
f<br />
� �<br />
Θm<br />
K π � D �<br />
Das Verhältnis der Brennfleckdurchmesser im Monomode <strong>und</strong> im Multimode ist also<br />
f<br />
w<br />
f<br />
w � K / 2 , wobei 0 � K � 1 .<br />
0 2<br />
m<br />
Um zu höheren Leistungsdichten zu gelangen, versucht man den Brennfleck zu verkleinern.<br />
Dies wird realisiert, indem man den <strong>Laser</strong>strahl vor der Fokussierung mit einem umgekehrten<br />
Teleskop aufweitet. Weil das Strahlparameterprodukt eine Konstante ist, wird durch die<br />
vergrößerte Strahltaille die Divergenz des Strahls verkleinert, wodurch sich der Strahl besser<br />
fokussieren lässt.<br />
a<br />
Mit dem Strahlensatz kann man die Strahldivergenz nach der Aufweitung, Θ m , ableiten <strong>und</strong><br />
erhält folgenden Ausdruck:<br />
a Θm m<br />
V<br />
� �<br />
(1.8)<br />
wobei V = f1 / f2 die Vergrößerung <strong>und</strong> f1 <strong>und</strong> f2 die Linsenbrennweiten des Teleskops sind.<br />
Die Gleichungen (1.1) <strong>und</strong> (1.6) veranschaulichen noch einmal den Einfluss der<br />
Strahlaufweitung auf den Brennfleck, da der Strahldurchmesser an der Fokussierlinse, D , im<br />
Nenner steht. Folglich gilt für den Brennfleck im Multimode nach Strahlaufweitung <strong>und</strong><br />
Fokussierung:<br />
f � 1 1 1 4 f<br />
da<br />
� 2wm � 2 � � � � � � � �<br />
f<br />
(1.9)<br />
� K Θ K π V � D<br />
m<br />
m<br />
f<br />
D<br />
(1.5)<br />
(1.6)<br />
(1.7)
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
1.4 <strong>Gravieren</strong> <strong>und</strong> Beschriften<br />
Bei den <strong>Laser</strong>markiersystemen gibt es verschiedene Abbildungsmethoden, mit denen der<br />
<strong>Laser</strong>strahl auf das Werkstück abgebildet wird. Im verwendeten RS-System ist ein<br />
Galvanometer mit Ablenkspiegel eingebaut (Abbildung 1.14).<br />
Abbildung 1.14: <strong>Laser</strong>markiersystem mit Galvanometer-Abbildungsmethode<br />
1.4.1 Galvosystem<br />
Die Vorteile eines Galvosystems (Abbildung 1.15) bestehen darin, dass weder das Werkstück<br />
noch die Optik bewegt werden müssen. Der <strong>Laser</strong>strahl wird nach der Auskopplung aus dem<br />
Resonator durch eine Aufweitung über zwei Spiegel in X- <strong>und</strong> Y-Richtung abgelenkt <strong>und</strong><br />
dann über eine Planfeldlinse (wichtig) auf das zu beschriftende Werkstück fokussiert. Diese<br />
Methode wird in der Industrie beim Beschriften sehr häufig eingesetzt.<br />
Seite 21 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Abbildung 1.15: Galvanometer mit Ablenkspiegel<br />
1.4.2 Beschriftungsmethoden<br />
Bei der Beschriftung von Werkstücken werden folgende drei Methoden unterschieden:<br />
� Anlassbeschriftung<br />
Anzuwenden bei allen Metallen, die unter Wärme- <strong>und</strong> Sauerstoffeinwirkung ihre Farbe<br />
verändern. Die Eindringtiefe liegt bei etwa 5 µm, die Strichbreite bei ca. 80 - 150 µm. Der<br />
Aufwurf ist < 1 µm.<br />
� Gravur<br />
Alle Metalle, Keramik <strong>und</strong> einige Kunststoffe lassen sich bis zu ca. 50 µm tief gravieren.<br />
Die Strichbreite bewegt sich zwischen 80 <strong>und</strong> 120 µm.<br />
� Farbumschlag<br />
Diese Art der <strong>Laser</strong>markierung kommt bei den meisten Kunststoffen <strong>und</strong> einigen Lacken<br />
zur Anwendung. Eindringtiefen bis zu 200 µm wurden bei Abriebtests (Tastaturen)<br />
gemessen. Die Strichstärken sind stark vom Material <strong>und</strong> der verwendeten Brennweite<br />
abhängig.<br />
Seite 22 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
Kapitel 2: VERSUCHSAUFBAU<br />
2.1 <strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>system<br />
Das <strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>system RSM 100Q von Rofin Sinar ist für die Materialbeschriftung<br />
ausgelegt. In Abbildung 2.1 ist der Prinzipaufbau dargestellt. In der <strong>Laser</strong>kammer (1) wird<br />
das Licht von zwei kontinuierlich betriebenen Kryptonbogenlampen (2 x 2,5 kW) über einen<br />
Keramikreflektor auf den <strong>Laser</strong>stab (L=140 mm, d=4 mm) konzentriert. Der Lampenstrom ist<br />
im Bereich (8 bis 20) A einstellbar <strong>und</strong> ermöglicht cw-<strong>Laser</strong>leistungen bis 70 W. Der<br />
Resonator besteht aus einem 100% Spiegel (2) mit Krümmungsradius ρ = ∞ <strong>und</strong> einem Auskoppelspiegel<br />
(3) mit Reflektivität R = 0,9 <strong>und</strong> ρ = ∞. Die Strahlqualität (Durchmesser <strong>und</strong><br />
Divergenz) wird mittels wassergekühlten Modenblenden (4, 8) eingestellt. Das <strong>Laser</strong>system<br />
ist als Multimodesystem für hohe Leistungen ausgelegt (Maximalwerte β 2 = l / K = 12; Strahl-<br />
*<br />
parameterprodukt q m = 5mm·mrad; Strahltaille 2wm = 2,5mm). Ein akustooptischer Q-switch<br />
(5) (27 MHz) ermöglicht das schnelle Ein- <strong>und</strong> Ausschalten des <strong>Laser</strong>s <strong>und</strong> damit die<br />
Erzeugung von kurzen repetierenden Impulsen (Impulsdauer 100 ns – 200 ns, cw bis 60 kHz).<br />
Die Strahlaufweitungseinheit (11) bewirkt eine stufenlose Aufweitung von 2- bis 8-fach zur<br />
Erhöhung der Leistungsdichte im Fokus der Bearbeitungsoptik. Ein roter Pilotlaser (12)<br />
erleichtert die Strahljustierung.<br />
Abbildung 2.1: Prinzipaufbau des <strong>Laser</strong>kopfes RS<br />
Seite 23 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
2.2 Einschalten <strong>und</strong> Betrieb<br />
Die <strong>Laser</strong>bedienung erfolgt über Schalter <strong>und</strong> Tastatur (Abbildung 2.2).<br />
Einschalten:<br />
� Kühlwasserkreislauf (Laborwand) ganz aufdrehen<br />
� Hauptschalter EIN; Schlüsselschalter auf L (Local); Grünen EIN-Schalter drücken<br />
Einschaltsequenz ca. 60 Sek<strong>und</strong>en mit Netzgerätestart, Zündung <strong>und</strong> Erwärmung der<br />
Lampe (Wassertemperatur auf 29 °C, ca. 4 Minuten) � Lampe Betrieb leuchtet.<br />
� Zum Einstellen der Strom- <strong>und</strong> Frequenzwerte muss die Tastatur entriegelt sein <strong>und</strong><br />
im Display auf L (Local) eingestellt werden.<br />
� Tastatur entriegeln: Taste 6 (Status) solange drücken bis im Display, Tasten gesperrt’<br />
erscheint. Entriegeln mit Taste 5 (LRD) � rote Lampe leuchtet.<br />
� Einstellung auf L: entsprechende Funktionstaste drücken <strong>und</strong> über Taste 5 (LRD) L<br />
einstellen.<br />
� <strong>Laser</strong>strahl freigeben: Shutter auf AUF; Taste 7 Strahl EIN.<br />
Bevor der Strahl freigegeben wird ist darauf zu achten, dass der <strong>Laser</strong>bereich durch die<br />
Vorhänge abgegrenzt ist <strong>und</strong> die im <strong>Laser</strong>bereich befindlichen Personen den geeigneten<br />
Augenschutz tragen.<br />
Ausschalten:<br />
� Rote AUS Taste drücken; Kühlung läuft noch ca. 10 Sek<strong>und</strong>en.<br />
� Schlüsselschalten in Position 0.<br />
� Nach Abschaltung der Kühlung Hauptschalter auf NULL.<br />
� Kühlwasserkreislauf zudrehen.<br />
Abbildung 2.2: Schaltfeld <strong>und</strong> Tastatur am RSM 100Q<br />
Seite 24 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
LITERATUR<br />
Röder: Skript <strong>Laser</strong>technik FHM (2002)<br />
Iffländer: Festkörperlaser zur Materialbearbeitung, Springer, Berlin (1990)<br />
Hügel: Strahlwerkzeug <strong>Laser</strong>, Teubner, Stuttgart (1992)<br />
Koechner: Solid State <strong>Laser</strong> Engineering, Springer, Berlin(1999)<br />
Bauer: <strong>Laser</strong>technik, Vogel Fachbuch, Würzburg (1991)<br />
Abtragen, <strong>Bohren</strong> <strong>und</strong> Trennen mit Festkörperlasern, VDI Technologiezentrum: <strong>Laser</strong> in der<br />
Materialverarbeitung (Band 7)<br />
Weinfurtner: Licht schreibt - Beschriften mit dem <strong>Laser</strong> in der Industrie, Expert Verlag, Band<br />
479<br />
H. Kogelnik and T. Li: <strong>Laser</strong> Beams and Resonators, Applied Optics, Vol.5, No.10, 1966<br />
Seite 25 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
EXKURS 1: THERMODYNAMISCHE EIGENSCHAFTEN VON<br />
METALLEN<br />
Metalle bei<br />
20°C<br />
Dichte ρ Wärmekapazität cp Wärmeleitfähigkeit λ Temperaturleitfähigkeit a<br />
Einheit<br />
3<br />
10 kg<br />
3<br />
m<br />
kJ<br />
kg � K<br />
W<br />
m � K<br />
-6 2<br />
10 m<br />
s<br />
Aluminium 2,7 0,888 237 98,8<br />
Al97Mg3 2,7 0,888 150 62,6<br />
Blei 11,34 0,129 35 23,9<br />
Bronze 8,8 0,377 62 18,7<br />
Chrom 6,92 0,44 91 29,9<br />
Cr-Ni-Stahl<br />
(X12CrNi18,8)<br />
7,8 0,5 15 3,8<br />
Eisen 7,86 0,452 81 22,8<br />
Gold 19,26 0,129 316 127,2<br />
Gusseisen 7,8 0,54 46 11<br />
Stahl<br />
(
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
EXKURS 2: <strong>YAG</strong> LASER<br />
(From “Encyclopedia of <strong>Laser</strong> Physics and Technology” , 2008, www.rp-photonics.com)<br />
Definition: lasers based on <strong>YAG</strong> (yttrium aluminum garnet) crystals, usually <strong>Nd</strong>:<strong>YAG</strong><br />
The term <strong>YAG</strong> laser is usually used for solid-state lasers based on neodymium-doped <strong>YAG</strong><br />
(<strong>Nd</strong>:<strong>YAG</strong>, more precisely <strong>Nd</strong> 3+ :<strong>YAG</strong>), although there are other rare-earth-doped <strong>YAG</strong><br />
crystals, e.g. with ytterbium, erbium, thulium or holmium doping (see below). <strong>YAG</strong> is the<br />
acronym for yttrium aluminum garnet (Y3Al5O12), a synthetic crystal material which became<br />
popular in the form of laser crystals in the 1960s. Yttrium ions in <strong>YAG</strong> can be replaced with<br />
laser-active rare earth ions without strongly affecting the lattice structure, because these ions<br />
have a similar size.<br />
<strong>YAG</strong> is a host medium with favorable properties, particularly for high-power lasers and Qswitched<br />
lasers emitting at 1<strong>06</strong>4 nm.<br />
<strong>YAG</strong> lasers are in many cases bulk lasers made from discrete optical elements. However,<br />
there are also monolithic <strong>YAG</strong> lasers, e.g. microchip lasers and nonplanar ring oscillators.<br />
The most popular alternatives to <strong>Nd</strong>:<strong>YAG</strong> among the neodymium-doped gain media are<br />
<strong>Nd</strong>:YVO4 and <strong>Nd</strong>:YLF. <strong>Nd</strong>:<strong>YAG</strong> lasers nowadays also have to compete with Yb:<strong>YAG</strong> lasers<br />
(see below).<br />
Properties of <strong>Nd</strong>:<strong>YAG</strong><br />
<strong>Nd</strong>:<strong>YAG</strong> is a four-level gain medium (except for the 946-nm transition as discussed below),<br />
offering substantial laser gain even for moderate excitation levels and pump intensities. The<br />
gain bandwidth is relatively small, but this allows for a high gain efficiency and thus low<br />
threshold pump power.<br />
<strong>Nd</strong>:<strong>YAG</strong> lasers can be diode pumped or lamp pumped. Lamp pumping is possible due to the<br />
broadband pump absorption mainly in the 800-nm region and the four-level characteristics.<br />
Figure 1: Energy level structure and common pump and laser transitions of the trivalent<br />
neodymium ion in <strong>Nd</strong> 3+ :<strong>YAG</strong>.<br />
The most common <strong>Nd</strong>:<strong>YAG</strong> emission wavelength is 1<strong>06</strong>4 nm. Starting with that wavelength,<br />
outputs at 532, 355 and 266 nm can be generated by frequency doubling, frequency tripling<br />
Seite 27 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
and frequency quadrupling, respectively. Other emission lines are at 946, 1123, 1319, 1338<br />
and 1444 nm. When used at the 946-nm transition, <strong>Nd</strong>:<strong>YAG</strong> is a quasi-three-level gain<br />
medium, requiring significantly higher pump intensities.<br />
<strong>Nd</strong>:<strong>YAG</strong> is usually used in monocrystalline form, fabricated with the Czochralski growth<br />
method, but there is also ceramic (polycrystalline) <strong>Nd</strong>:<strong>YAG</strong> available in high quality and in<br />
large sizes. For both monocrystalline and ceramic <strong>Nd</strong>:<strong>YAG</strong>, absorption and scattering losses<br />
within the length of a laser crystal are normally negligible, even for relatively long crystals.<br />
Typical neodymium doping concentrations are of the order of 1 at. %. High doping<br />
concentrations can be advantageous e.g. because they reduce the pump absorption length, but<br />
too high concentrations lead to quenching of the upper-state lifetime e.g. via upconversion<br />
processes. Also, the density of dissipated power can become too high in high-power lasers.<br />
Note that the neodymium doping density does not necessarily have to be the same in all parts;<br />
there are composite laser crystals with doped and <strong>und</strong>oped parts, or with parts having different<br />
doping densities.<br />
Property Value<br />
chemical formula <strong>Nd</strong> 3+ :Y3Al5O12<br />
crystal structure cubic<br />
mass density 4.56 g/cm 3<br />
Moh hardness 8–8.5<br />
Young's modulus 280 GPa<br />
tensile strength 200 MPa<br />
melting point 1970 °C<br />
thermal conductivity 10–14 W / (m K)<br />
thermal expansion coefficient 7–8 × 10 −6 /K<br />
thermal shock resistance parameter 790 W/m<br />
birefringence none (only thermally induced)<br />
refractive index at 1<strong>06</strong>4 nm 1.82<br />
temperature dependence of refractive index 7–10 × 10 −6 /K<br />
<strong>Nd</strong> density for 1 at. % doping 1.36 × 10 20 cm −3<br />
fluorescence lifetime 230 μs<br />
absorption cross section at 808 nm 7.7 × 10 −20 cm 2<br />
emission cross section at 1<strong>06</strong>4 nm 28 × 10 −20 cm 2<br />
gain bandwidth 0.6 nm<br />
Table 1: Some properties of <strong>Nd</strong>:<strong>YAG</strong> = neodymium-doped yttrium aluminum garnet.<br />
Other <strong>Laser</strong>-active Dopants in <strong>YAG</strong><br />
In addition to <strong>Nd</strong>:<strong>YAG</strong>, there are several <strong>YAG</strong> gain media with other laser-active dopants:<br />
Seite 28 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
� Ytterbium – Yb:<strong>YAG</strong> emits typically at either 1030 nm (strongest line) or 1050 nm<br />
(→ ytterbium-doped gain media). It is often used in, e.g., thin-disk lasers.<br />
� Erbium – Pulsed Er:<strong>YAG</strong> lasers, often lamp-pumped can emit at 2.94 μm and are used<br />
in, e.g., dentistry and for skin resurfacing. Er:<strong>YAG</strong> can also emit at 1645 nm [2] and<br />
1617 nm.<br />
� Thulium – Tm:<strong>YAG</strong> lasers emit at wavelengths aro<strong>und</strong> 2 μm, with wavelength<br />
tunability in a range of ∼ 100 nm width.<br />
� Holmium – Ho:<strong>YAG</strong> emits at still longer wavelengths aro<strong>und</strong> 2.1 μm. Q-switched<br />
Ho:<strong>YAG</strong> lasers are used e.g. to pump mid-infrared OPOs. There are also holmiumdoped<br />
laser crystals with codopants, e.g. Ho:Cr:Tm:<strong>YAG</strong>.<br />
� Chromium – Cr 4+ :<strong>YAG</strong> lasers emit aro<strong>und</strong> 1.35–1.55 μm and are often pumped with<br />
<strong>Nd</strong>:<strong>YAG</strong> lasers at 1<strong>06</strong>4 nm. Their broad emission bandwidth makes them suitable for<br />
generating ultrashort pulses. Note that Cr 4+ :<strong>YAG</strong> is also widely used as a saturable<br />
absorber material for Q-switched lasers in the 1-μm region.<br />
Neodymium- or ytterbium-doped <strong>YAG</strong> lasers in the 1-μm region in conjunction with<br />
frequency doublers are often the basis of green lasers, particularly when high powers are<br />
required.<br />
Bibliography<br />
[1]<br />
[2]<br />
J. E. Geusic et al., “<strong>Laser</strong> oscillations in <strong>Nd</strong>-doped yttrium aluminum, yttrium gallium and<br />
gadolinium garnets”, Appl. Phys. Lett. 4 (10), 182 (1964)<br />
D. Y. Shen et al., “Highly efficient in-band pumped Er:<strong>YAG</strong> laser with 60 W of output at<br />
1645 nm”, Opt. Lett. 31 (6), 754 (20<strong>06</strong>)<br />
Seite 29 von 30
<strong>Nd</strong>:<strong>YAG</strong> <strong>Laser</strong>: <strong>Bohren</strong> <strong>und</strong> <strong>Gravieren</strong><br />
Version 3.1<br />
EXKURS 3: BEISPIEL MESSUNG DER PULSENERGIE IN<br />
ABHÄNGIGKEIT DER REPETITIONSZEIT UND ANPASSUNG<br />
Pulsenergie [mJ]<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
Modell<br />
Gleichung<br />
Chi-Quadr<br />
Reduziert<br />
Kor. R-Quadrat<br />
0,0 0,5 1,0 1,5<br />
Repetitionszeit [ms]<br />
Seite 30 von 30<br />
Pulsenergie<br />
Anpassung: y = A1*(1-exp(-t/t1))<br />
PulsenergievsRe<br />
pzeit (User)<br />
y = A1*(1-exp(-t/t<br />
1))<br />
0,03213<br />
0,98793<br />
Wert Standardfehler<br />
Pulsenergie A1 5,55893 0,09349<br />
Pulsenergie t1 0,22718 0,00935<br />
Messdaten wurden mit 1,6 mm Modenblende bei 14 A Lampenstrom <strong>und</strong> Variation der<br />
Repetitionsrate von 100 Hz bis 30 kHz aufgenommen. Eine Anpassung der Funktion<br />
() 1 (1<br />
t<br />
t1<br />
)<br />
yt A e �<br />
� � � an die Messdaten ergibt eine Zeitkonstante t1 von ca. 230 µs.<br />
Platz für Notizen