

mav 01.2024

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
SPECIAL Vollhartmetall-Werkzeuge<br />
Fräser, nämlich der ETMP-4040 mit 4 mm<br />
Durchmesser, aber sowohl mit 32 als auch<br />
mit 40 mm Länge. Bei dem ETMP handelt<br />
es sich um ein 4-schneidiges Toruswerkzeug<br />
mit 1 Grad Konvexität. Dank der in einem<br />
PVD-Prozess aufgetragenen Nano-Schicht<br />
TH45+ ist mit diesem Fräser eine Hartbearbeitung<br />
von bis zu 60 HRC möglich – bei<br />
gleichzeitig sehr hohen Standzeiten. Auch<br />
wenn bei diesem Projekt nicht vorgehärteter<br />
Vergütungsstahl 1.2738 gefräst wurde – die<br />
hohe Standzeit und die damit gewonnene<br />
Prozesssicherheit war ein wichtiger Aspekt.<br />
„Ein weiterer Vorteil ist, dass die Schneide<br />
des ETMP einen ovalen Schliff hat“, erklärt<br />
Gräml. „Zwei Schneiden liegen auf<br />
Durchmesser und zwei Schneiden liegen unter<br />
Durchmesser, damit das Werkzeug sich<br />
beim Fräsen beruhigt und die Vibrationen,<br />
vor allem im Hinblick auf die hohen Auskraglängen,<br />
gering bleiben. Ebenso reagiert<br />
das Werkzeug im Eckbereich wesentlich entspannter.“<br />
Das ist gerade bei sehr großen<br />
Auskraglängen wichtig. „Denn wir mussten<br />
hier ja mit einer Auskraglänge von gut 14 x<br />
D fräsen. Also bis zu 56 mm tiefe Nuten mit<br />
einem 4-mm-Durchmesser-Fräser, was<br />
schon einem Drahtseilakt gleichkommt.“<br />
Beim Rippenfräsen ist es generell und vor<br />
allem bei diesem Projekt wichtig, dass die<br />
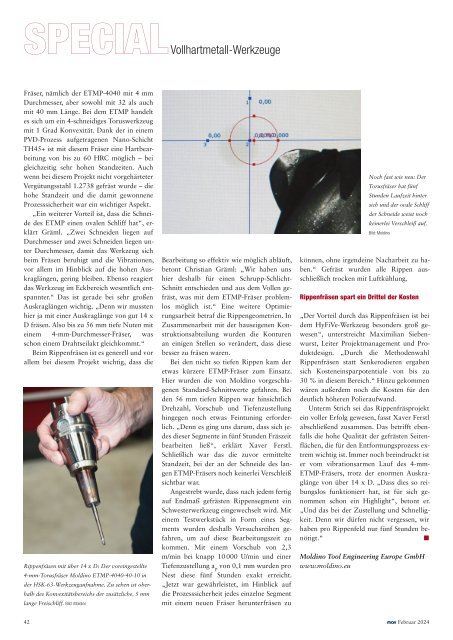
Rippenfräsen mit über 14 x D: Der voreingestellte<br />
4-mm-Torusfräser Moldino ETMP-4040-40-10 in<br />
der HSK-63-Werkzeugaufnahme. Zu sehen ist oberhalb<br />
des Konvexitätsbereichs der zusätzliche, 5 mm<br />
lange Freischliff. Bild: Moldino<br />
Bearbeitung so effektiv wie möglich abläuft,<br />
betont Christian Gräml: „Wir haben uns<br />
hier deshalb für einen Schrupp-Schlicht-<br />
Schnitt entschieden und aus dem Vollen gefräst,<br />
was mit dem ETMP-Fräser problemlos<br />
möglich ist.“ Eine weitere Optimierungsarbeit<br />
betraf die Rippengeometrien. In<br />
Zusammenarbeit mit der hauseigenen Konstruktionsabteilung<br />
wurden die Konturen<br />
an einigen Stellen so verändert, dass diese<br />
besser zu fräsen waren.<br />
Bei den nicht so tiefen Rippen kam der<br />
etwas kürzere ETMP-Fräser zum Einsatz.<br />
Hier wurden die von Moldino vorgeschlagenen<br />
Standard-Schnittwerte gefahren. Bei<br />
den 56 mm tiefen Rippen war hinsichtlich<br />
Drehzahl, Vorschub und Tiefenzustellung<br />
hingegen noch etwas Feintuning erforderlich.<br />
„Denn es ging uns darum, dass sich jedes<br />
dieser Segmente in fünf Stunden Fräszeit<br />
bearbeiten ließ“, erklärt Xaver Ferstl.<br />
Schließlich war das die zuvor ermittelte<br />
Standzeit, bei der an der Schneide des langen<br />
ETMP-Fräsers noch keinerlei Verschleiß<br />
sichtbar war.<br />
Angestrebt wurde, dass nach jedem fertig<br />
auf Endmaß gefrästen Rippensegment ein<br />
Schwesterwerkzeug eingewechselt wird. Mit<br />
einem Testwerkstück in Form eines Segments<br />
wurden deshalb Versuchs reihen gefahren,<br />
um auf diese Bearbeitungszeit zu<br />
kommen. Mit einem Vorschub von 2,3<br />
m/min bei knapp 10 000 U/min und einer<br />
Tiefenzustellung a p<br />
von 0,1 mm wurden pro<br />
Nest diese fünf Stunden exakt erreicht.<br />
„Jetzt war gewährleistet, im Hinblick auf<br />
die Prozesssicherheit jedes einzelne Segment<br />
mit einem neuen Fräser herunterfräsen zu<br />
Noch fast wie neu: Der<br />
Torusfräser hat fünf<br />
Stunden Laufzeit hinter<br />
sich und der ovale Schliff<br />
der Schneide weist noch<br />
keinerlei Verschleiß auf.<br />
Bild: Moldino<br />
können, ohne irgendeine Nacharbeit zu haben.“<br />
Gefräst wurden alle Rippen ausschließlich<br />
trocken mit Luftkühlung.<br />
Rippenfräsen spart ein Drittel der Kosten<br />
„Der Vorteil durch das Rippenfräsen ist bei<br />
dem HyFiVe-Werkzeug besonders groß gewesen“,<br />
unterstreicht Maximilian Siebenwurst,<br />
Leiter Projektmanagement und Produktdesign.<br />
„Durch die Methodenwahl<br />
Rippenfräsen statt Senkerodieren ergaben<br />
sich Kosteneinsparpotentiale von bis zu<br />
30 % in diesem Bereich.“ Hinzu gekommen<br />
wären außerdem noch die Kosten für den<br />
deutlich höheren Polieraufwand.<br />
Unterm Strich sei das Rippenfräsprojekt<br />
ein voller Erfolg gewesen, fasst Xaver Ferstl<br />
abschließend zusammen. Das betrifft ebenfalls<br />
die hohe Qualität der gefrästen Seitenflächen,<br />
die für den Entformungsprozess extrem<br />
wichtig ist. Immer noch beeindruckt ist<br />
er vom vibrationsarmen Lauf des 4-mm-<br />
ETMP-Fräsers, trotz der enormen Auskraglänge<br />
von über 14 x D. „Dass dies so reibungslos<br />
funktioniert hat, ist für sich genommen<br />
schon ein Highlight“, betont er.<br />
„Und das bei der Zustellung und Schnelligkeit.<br />
Denn wir dürfen nicht vergessen, wir<br />
haben pro Rippenfeld nur fünf Stunden benötigt.“<br />
■<br />
Moldino Tool Engineering Europe GmbH<br />
www.moldino.eu<br />
42 Februar 2024














