

FENSTER - ESAB
FENSTER - ESAB
FENSTER - ESAB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
OK Flux 10.31 ist ein agglomeriertes Spezial-<br />
pulver zum UP-Bandplattieren, das dem Schweiß-<br />
gut mit der un legierten Bandelektrode OK Band<br />
7018 etwa 0,5 % Molybdän zulegiert.<br />
Das Calcium-Silikat-Pulver ist neutral (Basizitäts<br />
grad 1,0) und liefert sehr gute Schweiß eigen-<br />
schaften für das relativ zähfl üssige Schmelz bad<br />
(Bild 1 und 2). Die Benetzung des Trägerwerkstof-<br />
fes, die Nahtformung der Plattierungsraupe und<br />
die Desoxi dation werden durch leichten Silicium-<br />
zubrand unterstützt. Der im Schweißgut nach<br />
EN ISO 3690 ermittelte Wasserstoffanteil liegt<br />
unter 3 ml pro100 g Schweißgut.<br />
OK Band 7018 ist eine unlegierte Bandelek-<br />
tro de vom Typ EN 756 – S1Si, die bevorzugt<br />
in der Abmessung 60 x 0,5 mm verwendet wird<br />
und auf Anfrage auch in den Breiten 30 oder<br />
90 mm lieferbar ist.<br />
Das im Pulver enthaltene Molybdän wird dem<br />
Schweißgut im Schweißprozess durch Kon takt<br />
zwischen dem Schmelzbad und der fl üssi gen<br />
Schlacke zulegiert. Dabei stellt sich im Schweiß-<br />
gut ein Molybdänanteil zwischen 0,4 und 0,6 %<br />
ein (Tabelle 1). Somit entspricht die Plattierung<br />
der chemischen Analyse eines 0,5 % Mo-<br />
Schweiß gutes nach EN ISO 24598-A. Der<br />
Mo lybdänan teil verleiht dem Schweißgut eine<br />
erhöhte Warm festigkeit gegenüber unlegierten<br />
Stählen. Die Schweißguthärte liegt bei ca.<br />
180 - 200 HB.<br />
Der Anwendungsbereich liegt bevorzugt im<br />
Be hälter- und Apparatebau, meist bei schwie-<br />
rigen Schweiß aufgaben. So erfordern einige im<br />
Kraft werks- und Chemieanlagenbau einge -<br />
setz te warmfeste, vergütete Sonderstähle wie<br />
15NiCuMoNb5-6-4 (1.6368) und<br />
20MnMoNi4-5 (1.6311) nach dem Schwei-<br />
ßen eine Anlass glühung. Handelt es sich bei-<br />
spiels wei se um eine komplizierte Schweiß-<br />
kon struk tion wie Rohr böden, in die Wär me-<br />
tauscher- bzw. Kessel rohre ein gezogen und<br />
eingeschweißt werden, kann diese keiner<br />
nachträglichen Wärmebe handlung unter zo -<br />
gen werden, da sie sonst zerstört oder zu mindest<br />
beschädigt würde. Folg lich muss die Wärmeeinfl<br />
usszone der Rohr einschweißung in einen<br />
Bereich verlegt werden, der keine Wärme-<br />
nachbehandlung erforderlich macht.<br />
<strong>FENSTER</strong> 1 2008 5<br />
OK Band 7018 + OK Flux 10.31<br />
Eine neue Kombination für besondere Aufgaben<br />
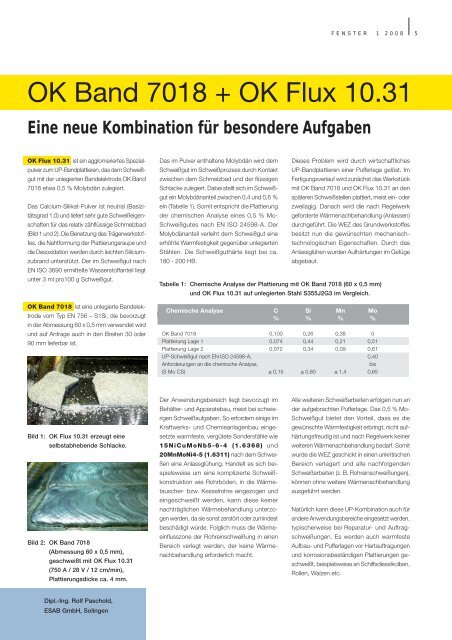
Bild 1: OK Flux 10.31 erzeugt eine<br />
selbstabhebende Schlacke.<br />
Bild 2: OK Band 7018<br />
(Abmessung 60 x 0,5 mm),<br />
geschweißt mit OK Flux 10.31<br />
(750 A / 28 V / 12 cm/min),<br />
Plattierungsdicke ca. 4 mm.<br />
Dipl.-Ing. Rolf Paschold,<br />
<strong>ESAB</strong> GmbH, Solingen<br />
Dieses Problem wird durch wirtschaftliches<br />
UP-Bandplattieren einer Pufferlage gelöst. Im<br />
Fertigungs verlauf wird zunächst das Werkstück<br />
mit OK Band 7018 und OK Flux 10.31 an den<br />
spä teren Schweißstellen plattiert, meist ein- oder<br />
zwei lagig. Danach wird die nach Regelwerk<br />
geforderte Wärmenachbehandlung (Anlassen)<br />
durchgeführt. Die WEZ des Grundwerkstoffes<br />
besitzt nun die gewünschten mechanischtechnologischen<br />
Eigenschaften. Durch das<br />
An lass glühen wurden Aufhärtungen im Gefüge<br />
abgebaut.<br />
Tabelle 1: Chemische Analyse der Plattierung mit OK Band 7018 (60 x 0,5 mm)<br />
und OK Flux 10.31 auf unlegierten Stahl S355J2G3 im Vergleich.<br />
Chemische Analyse C Si Mn Mo<br />
% % % %<br />
OK Band 7018 0,100 0,26 0,38 0<br />
Plattierung Lage 1 0,074 0,44 0,21 0,51<br />
Plattierung Lage 2 0,072 0,34 0,09 0,61<br />
UP-Schweißgut nach EN ISO 24598-A, 0,40<br />
Anforderungen an die chemische Analyse, bis<br />
(S Mo CS) ≤ 0,15 ≤ 0,80 ≤ 1,4 0,65<br />
Alle weiteren Schweißarbeiten er folgen nun an<br />
der aufgebrachten Pufferlage. Das 0,5 % Mo-<br />
Schweißgut bietet den Vorteil, dass es die<br />
gewünschte Warmfestigkeit erbringt, nicht aufhärtungsfreudig<br />
ist und nach Regel werk keiner<br />
weiteren Wärmenachbehandlung bedarf. Somit<br />
wurde die WEZ geschickt in einen un kritischen<br />
Bereich verlagert und alle nachfolgenden<br />
Schweißarbeiten (z. B. Rohreinschweißungen),<br />
können ohne weitere Wärmenachbehandlung<br />
aus geführt werden.<br />
Natürlich kann diese UP-Kombination auch für<br />
andere Anwendungsbereiche eingesetzt werden,<br />
typischerweise bei Reparatur- und Auftrag-<br />
schweiß ungen. Es werden auch warmfeste<br />
Auf bau- und Pufferlagen vor Hartauftragungen<br />
und korrosions beständigen Plattierungen ge-<br />
schweißt, beispiels weise an Schiffsdiesel kolben,<br />
Rollen, Walzen etc.













