Fortron PPS Product Brochure (B240) - Hi Polymers
Fortron PPS Product Brochure (B240) - Hi Polymers
Fortron PPS Product Brochure (B240) - Hi Polymers

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Fortron</strong> ®<br />
Polyphenylene sulphide (<strong>PPS</strong>)<br />
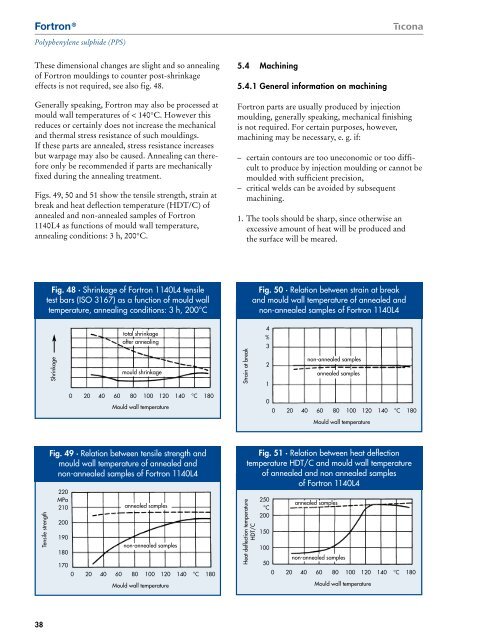
These dimensional changes are slight and so annealing<br />
of <strong>Fortron</strong> mouldings to counter post-shrinkage<br />
effects is not required, see also fig. 48.<br />
Generally speaking, <strong>Fortron</strong> may also be processed at<br />
mould wall temperatures of < 140°C. However this<br />
reduces or certainly does not increase the mechanical<br />
and thermal stress resistance of such mouldings.<br />
If these parts are annealed, stress resistance increases<br />
but warpage may also be caused. Annealing can therefore<br />
only be recommended if parts are mechanically<br />
fixed during the annealing treatment.<br />
Figs. 49, 50 and 51 show the tensile strength, strain at<br />
break and heat deflection temperature (HDT/C) of<br />
annealed and non-annealed samples of <strong>Fortron</strong><br />
1140L4 as functions of mould wall temperature,<br />
annealing conditions: 3 h, 200°C.<br />
5.4.1 Machining<br />
5.4.1 General information on machining<br />
<strong>Fortron</strong> parts are usually produced by injection<br />
moulding, generally speaking, mechanical finishing<br />
is not required. For certain purposes, however,<br />
machining may be necessary, e. g. if:<br />
– certain contours are too uneconomic or too difficult<br />
to produce by injection moulding or cannot be<br />
moulded with sufficient precision,<br />
– critical welds can be avoided by subsequent<br />
machining.<br />
1. The tools should be sharp, since otherwise an<br />
excessive amount of heat will be produced and<br />
the surface will be meared.<br />
Fig. 48 · Shrinkage of <strong>Fortron</strong> 1140L4 tensile<br />
test bars (ISO 3167) as a function of mould wall<br />
temperature, annealing conditions: 3 h, 200°C<br />
Fig. 50 · Relation between strain at break<br />
and mould wall temperature of annealed and<br />
non-annealed samples of <strong>Fortron</strong> 1140L4<br />
Shrinkage<br />
total shrinkage<br />
after annealing<br />
mould shrinkage<br />
Strain at break<br />
4<br />
%<br />
3<br />
2<br />
1<br />
non-annealed samples<br />
annealed samples<br />
0 20 40 60 80 100 120 140 °C 180<br />
Mould wall temperature<br />
0<br />
0 20 40 60 80 100 120 140 °C 180<br />
Mould wall temperature<br />
Tensile strength<br />
Fig. 49 · Relation between tensile strength and<br />
mould wall temperature of annealed and<br />
non-annealed samples of <strong>Fortron</strong> 1140L4<br />
220<br />
MPa<br />
210<br />
200<br />
190<br />
180<br />
annealed samples<br />
non-annealed samples<br />
170<br />
0 20 40 60 80 100 120 140 °C 180<br />
Mould wall temperature<br />
Fig. 51 · Relation between heat deflection<br />
temperature HDT/C and mould wall temperature<br />
of annealed and non annealed samples<br />
of <strong>Fortron</strong> 1140L4<br />
Heat deflection temperature<br />
HDT/C<br />
250<br />
°C<br />
200<br />
150<br />
annealed samples<br />
100<br />
non-annealed samples<br />
50<br />
0 20 40 60 80 100 120 140 °C 180<br />
Mould wall temperature<br />
38