Fortron PPS Product Brochure (B240) - Hi Polymers
Fortron PPS Product Brochure (B240) - Hi Polymers
Fortron PPS Product Brochure (B240) - Hi Polymers

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Fortron</strong> ®<br />
Polyphenylene sulphide (<strong>PPS</strong>)<br />
The design and geometry of the joint must be appropriate<br />
to the welding method used. The processing<br />
and specific welding characteristics of <strong>Fortron</strong> should<br />
be taken into account. The choice of method for the<br />
particular application will be governed by:<br />
– joint shape and design,<br />
– <strong>Fortron</strong> grade,<br />
– part requirement profile.<br />
The following points should be taken into account in<br />
welding <strong>Fortron</strong>.<br />
Ultrasonic welding<br />
<strong>Fortron</strong> mouldings can be joined by the usual ultrasonic<br />
assembly methods (welding, riveting) [3]. Joints<br />
produced by ultrasonic welding have high strength.<br />
Ultrasonic welding machines can be integrated<br />
smoothly and efficiently into mass production processes.<br />
Ultrasonic assembly offers the advantage of<br />
the shortest cycle times of all the welding methods<br />
used for <strong>Fortron</strong>.<br />
contact pressures and rotational speeds, will depend<br />
on the <strong>Fortron</strong> grade and part geometry and must be<br />
determined by optimizing trials.<br />
Vibration welding<br />
This method should preferably be used when short<br />
cycle times are required and an alternative to ultrasonic<br />
or spin welding is necessary because of part<br />
geometry or size.<br />
Hot-plate welding<br />
This method is preferably employed for joints exposed<br />
to mechanical stress in service, large joint surfaces<br />
or part geometries that preclude the use of other<br />
welding methods. It is important to ensure that the<br />
hot tools used are designed for the high temperatures<br />
required.<br />
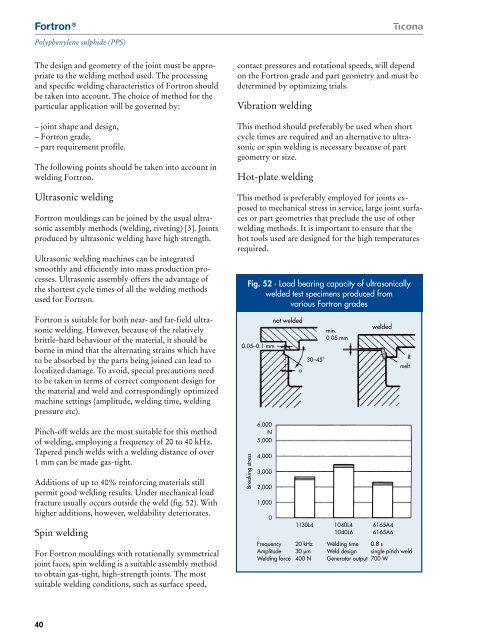
Fig. 52 · Load bearing capacity of ultrasonically<br />
welded test specimens produced from<br />
various <strong>Fortron</strong> grades<br />
<strong>Fortron</strong> is suitable for both near- and far-field ultrasonic<br />
welding. However, because of the relatively<br />
brittle-hard behaviour of the material, it should be<br />
borne in mind that the alternating strains which have<br />
to be absorbed by the parts being joined can lead to<br />
localized damage. To avoid, special precautions need<br />
to be taken in terms of correct component design for<br />
the material and weld and correspondingly optimized<br />
machine settings (amplitude, welding time, welding<br />
pressure etc).<br />
0.05–0.1 mm<br />
not welded<br />
a<br />
30–45°<br />
min.<br />
0.05 mm<br />
welded<br />
R<br />
melt<br />
Pinch-off welds are the most suitable for this method<br />
of welding, employing a frequency of 20 to 40 kHz.<br />
Tapered pinch welds with a welding distance of over<br />
1 mm can be made gas-tight.<br />
Additions of up to 40% reinforcing materials still<br />
permit good welding results. Under mechanical load<br />
fracture usually occurs outside the weld (fig. 52). With<br />
higher additions, however, weldability deteriorates.<br />
Spin welding<br />
For <strong>Fortron</strong> mouldings with rotationally symmetrical<br />
joint faces, spin welding is a suitable assembly method<br />
to obtain gas-tight, high-strength joints. The most<br />
suitable welding conditions, such as surface speed,<br />
Breaking stress<br />
6,000<br />
N<br />
5,000<br />
4,000<br />
3,000<br />
2,000<br />
1,000<br />
0<br />
1130L4 1040L4 6165A4<br />
1040L6 6165A6<br />
Frequency 20 kHz Welding time 0.8 s<br />
Amplitude 30 µm Weld design single pinch weld<br />
Welding force 400 N Generator output 700 W<br />
40