Varian Linatron High-Energy X-ray Applications 2007
Varian Linatron High-Energy X-ray Applications 2007
Varian Linatron High-Energy X-ray Applications 2007

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Varian</strong> <strong>Linatron</strong> <strong>High</strong>-<strong>Energy</strong> X-<strong>ray</strong> <strong>Applications</strong><br />
<strong>2007</strong>
Table of Contents<br />
Page<br />
I Introduction 3<br />
II Characteristics of <strong>High</strong>-<strong>Energy</strong> Radiation 5<br />
Advantages of <strong>High</strong>-<strong>Energy</strong> X-<strong>ray</strong>s 5<br />
Generation of <strong>High</strong>-<strong>Energy</strong> X-<strong>ray</strong>s 5<br />
Measurement of <strong>High</strong>-<strong>Energy</strong> X-<strong>ray</strong>s 5<br />
Target Characteristics 5<br />
Radiation Absorption and Scattering in the Object 6<br />
Half-Value Layer and <strong>Energy</strong> Selection 7<br />
Half-Value Thickness versus <strong>Energy</strong> Spectrum 8<br />
III <strong>Linatron</strong> Radiographic Characteristics 9<br />
General Description 9<br />
X-<strong>ray</strong> Quality 9<br />
Field Coverage, Beaming, and Field Flatness 9<br />
• Field Coverage<br />
• Beaming and Field Flatness<br />
IV Theory, Variables, and Practices in<br />
<strong>Linatron</strong> Radiography 13<br />
Radiographic Setup 13<br />
• Collimation<br />
• Source-to-Film Distance<br />
• Object Placement and Image Formation<br />
• D/T Ratio, Magnification, and Image Sharpness<br />
• Reducing Scattered Radiation<br />
• Blocking<br />
• Lead Intensifying Screens as Filters<br />
• Filters<br />
• Film Holders<br />
Intensifying Screens 16<br />
• Metal Foil Screens<br />
• Metal-Phosphor Screens<br />
X-Ray Film Characteristics 18<br />
• Film Properties and Classification<br />
• Speed<br />
• Contrast and the Film Characteristic Curve<br />
• Multifilm Techniques<br />
Definition and Unsharpness 22<br />
Sensitivity and Image Quality 24<br />
• Thickness Sensitivity<br />
• Wire Penetrameter Sensitivity<br />
• Drilled Hole Plaque Penetrameter Sensitivity<br />
• Radiographic Sensitivity<br />
Exposure Curves 25<br />
• Method for Generating Exposure Curves<br />
• Latitude<br />
• Exposure Times and Material Densities<br />
• Using Film Response Curves to Generate<br />
New Exposure Curves<br />
• Increasing Latitude with Multiple Film Use<br />
Page<br />
V Radiographic Procedures 40<br />
General Considerations 40<br />
• Records and Logs<br />
• Exposure Room Equipment<br />
Castings Radiography 41<br />
• Radiographic Coverage<br />
• Layout and Marking<br />
• Casting Radiographic Procedures<br />
- Radiography of Flanges<br />
- Radiography of Valve Bodies<br />
Radiography of Welds 44<br />
• Radiographic Coverage<br />
- Circumferential Butt Welds<br />
- T-Sections<br />
• Design and Placement of Image Quality Indicators<br />
• Defect Location<br />
Radiography of Rocket Motors 47<br />
• Motor Attitude and Support Equipment<br />
• Rocket Motor Radiographic Procedures<br />
• Grain Radiography Coverage Requirements<br />
• Tangential Radiography<br />
• Tangential Radiography Coverage Requirements<br />
Assembly Radiography 51<br />
VI Bibliography 52<br />
VII <strong>High</strong>-<strong>Energy</strong> Real-Time Radiographic Imaging 53<br />
VIII Glossary 59
Preface<br />
This manual presents theory, principles, and practical<br />
application of radiography. It is intended to provide<br />
general guidance only in performing radiography with a<br />
<strong>Linatron</strong> system. It is not intended to supersede or preempt<br />
the requirements of applicable inspection procedures,<br />
specifications, standards, safety procedures, or regulations.<br />
Where statements in this manual conflict with local, state,<br />
national or international regulations, the regulations must<br />
take precedence.<br />
Although this document is intended primarily for <strong>Linatron</strong><br />
users, the principles of high-energy radiography presented<br />
here are generally applicable to other high-energy X-<strong>ray</strong><br />
equipment. Not all questions concerning <strong>Linatron</strong><br />
applications can be covered here. Any specific questions<br />
may be directed to <strong>Varian</strong> Security and Inspection Products<br />
(SIP) representatives. A list of <strong>Varian</strong> offices is given on<br />
the back cover.<br />
page 1<br />
The principle objectives of this manual are to<br />
provide:<br />
1) <strong>Applications</strong> information for prospective<br />
industrial radiographic uses of a <strong>Linatron</strong><br />
2) Technical information concerning <strong>Linatron</strong><br />
radiography not readily available elsewhere.<br />
Conventions and Terminology<br />
This manual uses the convention of designating an X-<strong>ray</strong><br />
energy distribution as MeV or KeV, i.e., 2 MeV designates<br />
a distribution of X-<strong>ray</strong> energies up to 2 MeV.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
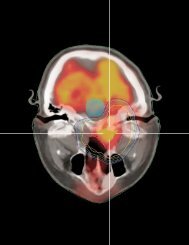
Introduction<br />
X-<strong>ray</strong>s are a type of electromagnetic energy that occupies a<br />
particular place in the electromagnetic spectrum. What we<br />
refer to as X-<strong>ray</strong>s is a type of energy that can be understood<br />
as both particles and waves because they have characteristics<br />
of both. Photons are the particle aspect of X-<strong>ray</strong>s, which<br />
are mass-less and travel at the speed of light. These are<br />
produced by <strong>Linatron</strong>s when high energy electrons are<br />
accelerated and strike a high density metal target. This<br />
releases photons in the X-<strong>ray</strong> frequency band as shown in<br />
Fig. 1-1.<br />
FIGURE 1-1. Spectrum<br />
Nondestructive testing using high energy (greater than 1<br />
MeV) radiographic techniques has been in use for more<br />
than 60 years. During this period, a number of highenergy<br />
X-<strong>ray</strong> sources have been developed for the detection<br />
of flaws in heavy metal sections. More recently, these x-<strong>ray</strong><br />
sources have found important uses in cargo screening and<br />
related security inspections applications. Please consult<br />
other <strong>Varian</strong> documentation for information on cargo<br />
screening applications.<br />
The first commercial high-energy X-<strong>ray</strong> source was the 1<br />
MeV resonant transformer, introduced by General Electric<br />
in 1939. A few years later there appeared 2 MeV versions<br />
of the resonant transformer, Van de Graaff generators with<br />
energies of 1 MeV and 2 MeV, and Betatrons with electron<br />
beam energies ranging from 15 MeV to 25 MeV.<br />
page 3<br />
The maximum X-<strong>ray</strong> output of these early machines was<br />
limited. Electron linear accelerators, which became available<br />
commercially about 1956, offered a way to substantially<br />
increase the X-<strong>ray</strong> output and made practical the<br />
radiography of steel sections greater than 2 feet thick. This<br />
met the need of modern nuclear technology which required<br />
radiographic examination of assemblies containing relatively<br />
thick sections of very dense material, such as uranium and<br />
tungsten alloys. Linear accelerators proved capable of<br />
penetrating and recording flaws or other anomalies on x-<strong>ray</strong><br />
film through many inches of such materials.<br />
<strong>Varian</strong> SIP (Security and Inspection Products) first<br />
extended its linear accelerator technology into the highenergy<br />
radiography field in December 1959 with the<br />
delivery to the U.S. Navy of a 10 MeV machine designed<br />
to produce high-quality radiographs of the Polaris missile<br />
and other solid rocket motors. In the years that followed,<br />
<strong>Varian</strong> SIP continued to supply similar machines to<br />
government and industrial customers.<br />
In 1968, <strong>Varian</strong> SIP introduced the <strong>Linatron</strong>®, a line of<br />
industrial linear accelerators with energy ranges from 1 to<br />
15 MeV. The <strong>Linatron</strong> represented a significant advance<br />
in reliability and ease of operation and handling. A typical<br />
<strong>Linatron</strong> installation includes an X-<strong>ray</strong> head (Figs. 1-2 and<br />
FIGURE 1-2. <strong>Linatron</strong> M9 X-<strong>ray</strong> head.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 1-3. <strong>Linatron</strong> M System Diagram<br />
1-3), a Control Console (Fig. 1-4), a modulator cabinet<br />
(Fig. 1-5). Among the more important characteristics of<br />
the <strong>Linatron</strong>s are:<br />
• Small focal spot size<br />
• Appropriate energy selection for the material to be<br />
radiographed<br />
• Ease of handling and beam positioning<br />
• <strong>High</strong> radiation output<br />
• <strong>High</strong> reliability<br />
• Low maintenance cost<br />
FIGURE 1-4. The standard operator interface to the <strong>Linatron</strong> is a<br />
Touchscreen Control Console.<br />
page 4<br />
FIGURE 1-5. <strong>Linatron</strong> modulator cabinet contains main power<br />
supplies, pulse modulator, and power distribution electronics.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Characteristics of <strong>High</strong>-<strong>Energy</strong> Radiation<br />
Advantages of <strong>High</strong>-<strong>Energy</strong> X-Rays<br />
The high energy x-<strong>ray</strong>s produced by <strong>Linatron</strong>s provide a<br />
number of advantages over traditional x-<strong>ray</strong> radiography.<br />
These include:<br />
• Making the radiography of very thick sections<br />
economically feasible.<br />
• Making it possible to achieve large source-toobject/object-to-film<br />
distance (D/T) ratios to<br />
minimize object distortion.<br />
• Allowing short exposure times for high<br />
throughput rates.<br />
• Combining high film latitude with reduced<br />
scatter allowing high detail resolution in<br />
radiographs of large complex assemblies.<br />
• Making it possible to use slower fine-grained X<strong>ray</strong><br />
film and real time radiography systems.<br />
Generation of <strong>High</strong> <strong>Energy</strong> X-Rays<br />
Electrons are injected at moderately high energies into a<br />
tuned resonant waveguide structure and accelerated<br />
toward a target by high electric fields. When these<br />
electrons strike the target, they rapidly decelerate. This<br />
deceleration creates high-energy bremsstrahlung X-<strong>ray</strong><br />
spectrum. The spectrum is characteristic of the target<br />
material, the target design, and the energy spectrum of<br />
the incident electron beam. The same process takes place<br />
in conventional X-<strong>ray</strong> equipment, but the higher energy<br />
<strong>Linatron</strong> electron beam produces a higher efficiency<br />
conversion of electrons into X-<strong>ray</strong>s.<br />
Measurement of <strong>High</strong> <strong>Energy</strong> X-Rays<br />
The “Roentgen” is the standard unit of measure for x-<strong>ray</strong>s,<br />
which quantifies exposure to a source of ionizing radiation.<br />
“Exposure”* is fundamentally a property of the beam<br />
rather than a measure of the effect of the beam on the<br />
object to be irradiated. The basic quantity that<br />
characterizes the energy imparted to matter by ionizing<br />
particles is the absorbed dose. The unit of absorbed dose is<br />
page 5<br />
the G<strong>ray</strong>, often abbreviated “Gy”**. Gy is defined as the<br />
amount of energy imparted to matter per unit mass of<br />
irradiated material and is equal to 1 joule per kilogram.<br />
In practice, the radiation output of a <strong>Linatron</strong> is measured<br />
by first measuring exposure, the charge produced by the x<strong>ray</strong><br />
beam in a given volume of air using an ionization<br />
chamber dosimeter. Correction factors are then used to<br />
calculate the absorbed dose in a material. Ion chamber<br />
measurements are normally made at a given depth in a<br />
water phantom or with the ion chamber surrounded by a<br />
plastic cylinder or equilibrium cap in order to achieve<br />
electronic equilibrium. For low-atomic-number materials,<br />
a Roentgen measured in air is approximately equivalent to<br />
one rad of absorbed dose. <strong>Linatron</strong> outputs are described<br />
in units of Gy per minute at one meter.<br />
*The term “exposure” is used primarily to describe the fact that<br />
film has received X-<strong>ray</strong> radiation during radiography of an<br />
object under test in subsequent sections of this manual.<br />
Exposure refers to the effect of the X-<strong>ray</strong> beam on the film in<br />
this context.<br />
**This manual uses Gy values for absorbed energy dose values.<br />
1 Gy (G<strong>ray</strong>) = 100 rad.<br />
Target Characteristics<br />
The target is a component in the <strong>Linatron</strong>, which absorbs<br />
high energy electrons and produces x-<strong>ray</strong>s. The intensity<br />
of the X-<strong>ray</strong>s produced at the target is a function of the<br />
electron beam intensity and the X-<strong>ray</strong> production<br />
efficiency of the target. Target efficiency is defined as the<br />
ratio of the total X-<strong>ray</strong> radiation power produced to the<br />
total power of the impinging electron beam. This<br />
efficiency depends on both target composition and<br />
geometry. The most efficient targets are made of materials<br />
with a high atomic number (high Z elements). Tungsten<br />
(Z=74) offers the best combined efficiency and physical<br />
properties. This is the primary material used in the<br />
<strong>Linatron</strong> target. It has a thickness slightly greater than the<br />
range of the electrons in the target material.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
<strong>Linatron</strong> targets are specially designed to produce the<br />
minimum focal spot size consistent with their high<br />
radiation output. Focal spot sizes of less than 2 mm are<br />
achieved in operating <strong>Linatron</strong>s. Focal spot size and<br />
uniformity are routinely determined by using a special spot<br />
size camera.<br />
Radiation Absorption and Scattering in the<br />
Object<br />
The x-<strong>ray</strong>s produced in a <strong>Linatron</strong> target form a beam<br />
which passes through the object under inspection. The x<strong>ray</strong><br />
beam consists of photons at varying energy levels,<br />
which are attenuated because the photons interact with<br />
nuclei and atomic electrons of the object as it enters and<br />
passes through material. Depending on the energy of<br />
individual photons, three distinct processes contribute to<br />
the aggregate attenuation of the beam.<br />
In the “photoelectric absorption” process, the photon<br />
loses all of its energy to an atomic electron; that electron<br />
then leaves the orbit of the atom and continues to move<br />
through the material at high speed. This process occurs in<br />
steel with most of the low-energy photons (0.1 MeV and<br />
less). As photon energy increases above 0.1 MeV,<br />
probability of photoelectric absorption decreases and rarely<br />
happens to photons with energies of 1 MeV and higher.<br />
In the “Compton scattering” process, the primary photon<br />
is deflected from its initial line of travel. It loses some of<br />
its energy due to interaction, and continues passing<br />
through the material in the new direction as a lower energy<br />
photon. The atomic electron involved in the interaction is<br />
ejected from its bound position. Compton scattering is<br />
the major attenuation process for photons with energies<br />
between 0.1 and 10 MeV. A high intensity of scattered<br />
radiation can emanate from an object being radiographed<br />
because many of the photons in a high-energy X-<strong>ray</strong> beam<br />
are in this energy range. For example, the intensity of<br />
scatter from a wall or hardware bracket behind the film can<br />
easily reach values that nearly equal the intensity of the<br />
transmitted primary beam<br />
page 6<br />
“Pair production” is the third process. This occurs<br />
when the photon is completely absorbed and an<br />
electron-positron particle pair is created. Pair<br />
production has a threshold energy of 1.02 MeV, and<br />
becomes significant when enough photons with energies<br />
above 4 MeV are present.<br />
The total attenuation of a high-energy X-<strong>ray</strong> beam is a<br />
combination of all three processes, plus other processes<br />
such as the generation of secondary X-<strong>ray</strong>s within an object<br />
by the slowing-down process of the scattered electrons.<br />
The amount of absorption and the total attenuation<br />
depends on the atomic number(s) of the material, the<br />
density and thickness of the object, and the X-<strong>ray</strong> energies<br />
of the photons that make up the beam. Figure 2-1 is a<br />
plot of absorber atomic numbers versus electron beam<br />
energy. This shows the range of absorber atomic number<br />
and photon beam energy where the photoelectric process,<br />
Compton scattering, and pair production dominate the<br />
attenuation process.<br />
FIGURE 2-1. Dominant x-<strong>ray</strong> attenuation process for each<br />
element (atomic number = Z) at each x-<strong>ray</strong> energy.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Half-Value Layer and <strong>Energy</strong> Selection<br />
An X-<strong>ray</strong> beam that enters an absorber is attenuated as it<br />
passes through, and is then measured by a detector at some<br />
fixed point behind the absorber material. The relationship<br />
between the intensity of the X-<strong>ray</strong>s at the detector and the<br />
absorber thickness is expressed by the familiar exponential<br />
law of attenuation:<br />
Ix = Ioe -μx<br />
where:<br />
e = 2.71828 (natural log base).<br />
I o = measured intensity at the detector with no<br />
absorber in the beam.<br />
I x = measured intensity at the detector with the<br />
absorber of thickness x in the beam.<br />
μ = total linear attenuation coefficient.<br />
x = absorber thickness.<br />
There is a single value for the linear attenuation coefficient<br />
when the absorber is a fixed composition and density for<br />
X-<strong>ray</strong>s of a single wavelength or energy.<br />
X-<strong>ray</strong>s emitted by the <strong>Linatron</strong> are not of a single energy,<br />
but contain all energies up to the nominal energy rating of<br />
the unit. Therefore, the actual linear attenuation<br />
coefficient for a substance does not take on a single value<br />
for all conditions of irradiation because of this wide energy<br />
spectrum. For a thin absorber, the attenuation is mostly<br />
caused by the lower energy X-<strong>ray</strong>s. Only the more<br />
energetic X-<strong>ray</strong>s pass through a thick absorber while nearly<br />
all of the lower energy X-<strong>ray</strong>s are absorbed completely.<br />
The thicker absorber will appear to have an attenuation<br />
coefficient value that corresponds to a higher X-<strong>ray</strong> energy.<br />
The attenuation reflects a constant value attenuation<br />
coefficient for thickness over one or two half-value layers<br />
(HVLs). HVL is defined as the thickness of material that<br />
reduces the intensity of the transmitted X-<strong>ray</strong>s by a factor<br />
of two.<br />
In general, the linear attenuation coefficient is proportional<br />
to the density of the absorber material, and it is sometimes<br />
necessary to use the mass attenuation coefficient (μ m )<br />
which is independent of density:<br />
where:<br />
μ m = μ d (cm2 /gm)<br />
page 7<br />
d = density (gm/cm 3 )<br />
If the mass attenuation coefficient is used, the exponential<br />
attenuation equation becomes:<br />
Ix = loe (-μmdx) It is often very useful to identify the X-<strong>ray</strong> attenuation of<br />
material with the HVL. HVL is related to the linear<br />
attenuation coefficient by:<br />
HVL = 0.693/μ<br />
The linear attenuation coefficient and the HVL are also<br />
used to express the quality, or energy makeup, of the<br />
beam from an X-<strong>ray</strong> generator since they have definite<br />
values for each material and for each photon energy.<br />
Practical radiography set-ups use broad-beam radiation,<br />
which produces a scatter effect in the exposure. The<br />
amount of scatter received by a detector will affect the<br />
measured HVL.<br />
The slope of the exposure curve and the contrast and<br />
latitude achieved in a step block exposure are indicators of<br />
the HVL and the effect of scatter. The selection of<br />
generator energy should be governed by the type and<br />
thickness of materials that are required to be radiographed<br />
in a specific application. The broadbeam HVL is the most<br />
useful material index for the radiographer to use for energy<br />
selection since it is related directly to exposure time.<br />
Figures 2-2 through 2-5 illustrate HVL as a function of<br />
incident electron energy for steel, rocket propellant, lead,<br />
and concrete.<br />
FIGURE 2-2. Half-value layer for steel as a function of energy.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 2-3. Half-value layer for propellant as a function of energy.<br />
FIGURE 2-4. Half-value layer for lead as a function of energy.<br />
I<br />
Z<br />
0<br />
a<br />
a<br />
I<br />
6<br />
0<br />
0<br />
0 5 10 15 20 25 30<br />
TARGET INCIDENT ELECTRON ENERGY(MeV)<br />
FIGURE 2-5. Half-value and tenth-value layer for concrete as a<br />
function of energy.<br />
page 8<br />
19.8<br />
13.2<br />
6.6<br />
E<br />
0<br />
z<br />
a<br />
a<br />
I-<br />
Z<br />
w<br />
Half-Value Thickness Versus <strong>Energy</strong> Spectrum<br />
The unfiltered X-<strong>ray</strong>s emitted by the <strong>Linatron</strong> target<br />
contain photons varying in energy, with the highest being<br />
equal to the incident electron energy. This collection of<br />
photons makes up the energy spectrum of the <strong>Linatron</strong> X<strong>ray</strong><br />
beam. This continuous spectrum of energies is often<br />
termed “white” radiation.<br />
The emerging <strong>Linatron</strong> X-<strong>ray</strong> beam becomes filtered and<br />
modified by the obstacles in its path. If an absorber with a<br />
thickness that reduces beam intensity to one-half is placed<br />
in the beam, that thickness can be identified as the first<br />
HVL. That first layer will be thinner than subsequent<br />
HVLs because less material is needed to reduce the<br />
intensity of a beam containing large numbers of lower<br />
energy photons. The first two layers modify the beam,<br />
filter it, and make it “harder”. After about two HVLs,<br />
additional absorber material no longer changes the<br />
distribution of X-<strong>ray</strong> energies and a constant value of the<br />
HVL results. This is described as the equilibrium state.<br />
The values plotted in Figures 2-2 to 2-5 are equilibrium<br />
values.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
<strong>Linatron</strong> Radiographic Characteristics<br />
General Description<br />
The <strong>Linatron</strong> is an RF-powered electron linear accelerator<br />
system that produces a very intense beam of high-energy<br />
X-<strong>ray</strong>s for industrial radiography. The system consists of<br />
an RF unit, an X-<strong>ray</strong> head, a modulator and a control<br />
console. In addition, an optional temperature control unit<br />
is available to provide the required 30° C. liquid coolant<br />
supply to the <strong>Linatron</strong>. Table 3-1 lists the important<br />
performance characteristics of <strong>Linatron</strong> Models M3, M6,<br />
M9 and K15.<br />
X-<strong>ray</strong> Quality<br />
As noted in Section 2, the most useful measurement of X<strong>ray</strong><br />
beam quality is the Half-Value Layer (HVL), which is<br />
derived from the broadbeam attenuation curve or from the<br />
attenuation coefficient. Table 3-2 lists the broadbeam<br />
HVL for several common materials for the LINATR0N<br />
energies.<br />
<strong>Linatron</strong> Model<br />
M3<br />
M3A<br />
M6<br />
M6A<br />
M9<br />
M9A<br />
K15A<br />
Table 3-1 <strong>Linatron</strong> Performance Characteristics<br />
<strong>Energy</strong> (Nominal Peak)<br />
(MeV)<br />
3<br />
1 - 3<br />
6<br />
3.5 -6<br />
9<br />
5 - 9<br />
9 - 15<br />
page 9<br />
Field Coverage, Beaming and Field Flatness<br />
Field Coverage. X-<strong>ray</strong>s emitted from an X-<strong>ray</strong> machine<br />
create secondary radiation (scatter) that can blur and<br />
distort the image on the radiograph when they strike<br />
objects located near the item under inspection. Scatter can<br />
also fog the film and cause a corresponding loss in image<br />
contrast and sensitivity. Therefore, the primary X-<strong>ray</strong><br />
beam should be restriced to the approximate size and area<br />
of the actual inspection. This is accomplished by a device<br />
known as a source collimator, which is a shielding device<br />
located at the source of the x-<strong>ray</strong> beam. These vary in<br />
geometry and density to control the shape of the beam.<br />
Frequently, custom collimators are specified by the<br />
customer to meet the needs of a specific application. The<br />
standard collimator opening for the Model M9 <strong>Linatron</strong> is<br />
a 30° cone and the standard collimator opening for the<br />
K15 <strong>Linatron</strong> is a 15° x 20° pyramid.<br />
Maximum Dose Rate<br />
(Gy/min-m)<br />
3.0<br />
0.2 - 3.0<br />
8.0<br />
2.0 - 8.0<br />
30.0<br />
6.0 - 30.0<br />
60.0 - 150.0<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
Focal Spot Size (mm)<br />
≤2<br />
≤2<br />
≤2<br />
≤2<br />
≤2<br />
≤2<br />
≤2
Beaming and Field Flatness. Electrons reach velocities<br />
approaching the speed of light in the <strong>Linatron</strong> accelerator.<br />
Most of the electrons continue to travel in the forward<br />
direction after their initial interaction with the X-<strong>ray</strong><br />
target. The deflection angle of scatter tends to be small,<br />
and decreases further as the energy of the incident electrons<br />
increases. X-<strong>ray</strong> radiation across the cone of the <strong>Linatron</strong><br />
is not uniform or “flat”. There is a “beaming” effect which<br />
increases with increased energy. Both X-<strong>ray</strong> energy and<br />
intensity (dose rate) are lower at off-center beam angles.<br />
Material<br />
Tungsten (18 gm/cc)<br />
HVL (cm)<br />
HVL (in.)<br />
Lead (11.3 gm/cc)<br />
HVL (cm)<br />
HVL (in.)<br />
Steel (7.85 gm/cc)<br />
HVL (cm)<br />
HVL (in.)<br />
Aluminum (2.70 gm/cc)<br />
HVL (cm)<br />
HVL (in.)<br />
Concrete (2.35 gm/cc)<br />
HVL (cm)<br />
HVL (in.)<br />
Solid Propellant (1.7 gm/cc)<br />
HVL (cm<br />
HVL (in.)<br />
Lucite (1.2 gm/cc)<br />
HVL (cm)<br />
HVL (in.)<br />
Rubber (1.11 gm/cc)<br />
HVL (cm)<br />
HVL (in.)<br />
1MV<br />
0.55<br />
0.21<br />
0.75<br />
0.30<br />
1.60<br />
0.63<br />
3.90<br />
1.50<br />
4.50<br />
1.80<br />
6.10<br />
2.40<br />
10.50<br />
4.10<br />
11.18<br />
4.40<br />
Table 3-2 Typical Broadbeam Half-Value Layer at Characteristic <strong>Linatron</strong> Energies<br />
page 10<br />
2MV<br />
0.90<br />
0.36<br />
1.25<br />
0.49<br />
2.00<br />
0.79<br />
5.40<br />
2.10<br />
6.20<br />
2.40<br />
8.40<br />
3.30<br />
12.10<br />
4.80<br />
12.70<br />
5.00<br />
Because <strong>Linatron</strong> targets are slightly thicker than the<br />
electron path length of the most energetic electron, a<br />
proportionately larger number of lower energy photons are<br />
produced, when compared with a thin target. This reduces<br />
the beaming effect, broadens field coverage, and increases<br />
sensitivity when inspecting thin and low-density materials.<br />
Typical Half-Value Layer*<br />
* Values measured by film techniques may vary somewhat depending upon actual material characteristics, scatter control and other factors.<br />
4MV<br />
1.15<br />
0.45<br />
1.60<br />
0.63<br />
2.50<br />
1.00<br />
7.50<br />
2.90<br />
8.60<br />
3.40<br />
11.60<br />
4.60<br />
16.80<br />
6.60<br />
19.30<br />
7.60<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
6MV<br />
1.20<br />
0.48<br />
1.57<br />
0.62<br />
2.80<br />
1 .10<br />
8.90<br />
3.50<br />
10.20<br />
4.00<br />
13.80<br />
5.40<br />
19.90<br />
7.80<br />
21.00<br />
8.30<br />
9MV<br />
1.20<br />
0.48<br />
1.52<br />
0.60<br />
3.00<br />
1.20<br />
9.60<br />
3.80<br />
11.00<br />
4.30<br />
14.90<br />
5.90<br />
21.50<br />
8.50<br />
24.40<br />
9.60<br />
15MV<br />
1.15<br />
0.45<br />
1.37<br />
0.54<br />
3.30<br />
11.30<br />
11.0<br />
4.30<br />
12.70<br />
5.00<br />
20.40<br />
8.00<br />
29.50<br />
11.60<br />
29.80<br />
11.75
With high-energy <strong>Linatron</strong>s, the intensity of the X-<strong>ray</strong><br />
beam is so much greater at its centerline than at small<br />
angles off-center that a compensator or beam flattener may<br />
be used to reduce the centerline intensity and produce a<br />
more uniform intensity across the field.<br />
In radiography, accurate film exposures require uniform x<strong>ray</strong><br />
beam intensity. Lower energy x-<strong>ray</strong> sources have a<br />
characteristically more uniform beam and can be employed<br />
if exposure times are not excessively long. Some<br />
conditions, such as x-<strong>ray</strong>ing thicker or denser objects,<br />
covering larger areas, or utilizing lengthy source to film<br />
distances, require higher beam power. For these<br />
conditions, a higher energy source may be combined with<br />
a beam compensator.<br />
FIGURE 3-1. <strong>Linatron</strong> x-<strong>ray</strong> intensity distribution, models M3 and M6<br />
page 11<br />
Figure 3-1 shows X-<strong>ray</strong> intensity distribution across<br />
uncompensated beams of 1 MeV, 2 MeV, and 6 MeV<br />
<strong>Linatron</strong>s. Figure 3-2 gives beam profiles for compensated<br />
and uncompensated 9 MeV <strong>Linatron</strong>s. Figure 3-3 shows<br />
plots for the uncompensated and compensated 15 MeV<br />
<strong>Linatron</strong>. These plots, which illustrate the beaming effect<br />
and the degree of flatness of the field, can determine<br />
variation in final film density from the center to the edge<br />
of a film.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 3-2. <strong>Linatron</strong> x-<strong>ray</strong> intensity distribution at 9 MV.<br />
page 12<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Theory, Variables, and Practices in <strong>Linatron</strong> Radiography<br />
Radioagraphic Setup<br />
Collimation. Collimation is the term used to describe the<br />
methods to eliminate the unwanted portion of the X-<strong>ray</strong><br />
beam cone. Collimation is accomplished in three stages:<br />
a. Source (Primary) Collimation. Each <strong>Linatron</strong> has a builtin<br />
collimator which limits the maximum field size the unit<br />
will produce. The collimators are purposely designed to<br />
cover wide areas so that multiple detectors can be exposed<br />
simultaneously. However, for maximum scatter control,<br />
additional inserts must be placed in the collimators or in<br />
front of them to narrow the beam to the detector area. A<br />
variable jaw collimator is set to the proper size by electric<br />
motor adjustment. Some variable collimator jaw openings<br />
are set from the control console by remote control. This is<br />
very useful when performing real time imaging.<br />
b. Pre-Collimation. This is the term used when shielding is<br />
placed between the X-<strong>ray</strong> source and the object. Precollimation<br />
is used to restrict the beam to just the area of<br />
the projected size of the detector.<br />
c. Post-Collimation. This is similar to pre-collimation except<br />
the shielding is placed between the object and the<br />
recording media. Post-collimation is one of the most<br />
important and least used practices in achieving an<br />
optimum X-<strong>ray</strong> image. Although most radiographic<br />
techniques do not require the extensive collimation<br />
described above, it can be of valuable assistance where high<br />
quality radiographs are required or when performing real<br />
time imaging.<br />
Source-to-Film Distance (SFD). Radiation intensity<br />
varies inversely as the square of the distance from the<br />
source (target) to the object. If d1 and d2 are the sourceto-film<br />
distances (SFD), and t1, and t2 are the exposure<br />
times (or dose) respectively, then the terms are related by:<br />
t1 /(d1 ) 2 = t2 /(d2 ) 2<br />
page 13<br />
An exposure technique plan will specify an SFD. The<br />
exposure time and dose must change with distance square<br />
relationship if that distance is changed for a particular<br />
application.<br />
Example<br />
If the original exposure was obtained for an SFD of 4 feet,<br />
and the new SFD must be 6 feet, then the new exposure<br />
time for each thickness is obtained by multiplying the old<br />
values by the factor (f):<br />
f = (6) 2 /(4) 2 = 2.25<br />
Object Placement and Image Formation. Unlike some<br />
other nondestructive testing methods, high-energy x-<strong>ray</strong><br />
radiography can be performed with objects and assemblies<br />
of every conceivable size, shape, and makeup. The<br />
inspections can be done with the object in any one of<br />
many orientations. The exterior and interior of the object<br />
can have any configuration, and the front and back<br />
surfaces need not be flat or parallel.<br />
Regardless of their location or orientation in the object,<br />
internal conditions such as voids and inclusions usually<br />
project interpretable images. Cracks and gaps form the<br />
best images when they are aligned with the X-<strong>ray</strong>s, i.e.<br />
when the X-<strong>ray</strong>s are permitted to stream through the open<br />
space of the gap to reach the film. This also applies to the<br />
inspection of assemblies for internal adjacent solid surfaces<br />
and for internal parts. The best image will require a<br />
particular orientation of the object because of the<br />
relationship of the internal surfaces to the X-<strong>ray</strong> beam.<br />
D/T Ratio, Magnification, and Image Sharpness. The<br />
D/T ratio is the source-to-object distance, D, divided by<br />
the object-to-film distance, T. The value of T is obtained<br />
by measuring the distance from the source side of the<br />
object to the film. T is the object thickness when the film<br />
is directly behind the object.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
It is most convenient to have exposure curves and<br />
technique plans for materials based on the SFD (source to<br />
film distance) for which the work will usually be<br />
performed. Normally, in <strong>Linatron</strong> radiography, the SFD<br />
D/T ratio is about 4 or more. The optimum D/T ratio for<br />
a particular application depends on the same factors that<br />
affect other variables in the radiography procedure.<br />
Among these are object thickness, screen material and<br />
thickness, type of X-<strong>ray</strong> film, filters used, and amount of<br />
magnification that can be tolerated.<br />
Because the X-<strong>ray</strong> film is located in back of the object, the<br />
images of all internal conditions are projected and<br />
magnified. Images of cracks and other defects that occur<br />
on the back and adjacent to the film have very little<br />
projection and magnification. These images are usually<br />
sharper than others for this reason. Because radiography<br />
utilizes a non-point source, the sharpness of all images in<br />
high-energy X-<strong>ray</strong> radiography depends on the projection<br />
involved and the distance to the film.<br />
Images of small voids, gaps, etc., that are located deep<br />
within the object (i.e., not at the back surface) may have<br />
very limited sharpness. They may still be visible, however,<br />
because of high contrast. Many penetrameter images are<br />
have minimal sharpness, yet are still visible and<br />
interpretable because of adequate contrast.<br />
Within the practical limits permitted by focal spot size and<br />
other factors, moving the film away from the object will<br />
reduce the intensity of scatter originating in the object.<br />
This may improve sensitivity where the film-screen unsharpness<br />
greatly exceeds geometrical un-sharpness.<br />
Projection radiography will benefit most from image<br />
magnification because of the inherently larger system unsharpness<br />
in real time imaging.<br />
Reducing Scattered Radiation. Scattered radiation is<br />
present in almost every high-energy radiography<br />
application. Scatter control during <strong>Linatron</strong> use is<br />
important because the scatter may be equally intense as<br />
(and sometimes greater than) the primary <strong>ray</strong>s that reach<br />
the film. If not eliminated or minimized, scatter can<br />
reduce film contrast, obscure and distort image visibility,<br />
and cause false images to appear on the film. A<br />
radiographer must deal with two types of scatter:<br />
page 14<br />
(1.) OBJECT SCATTER is secondary X-<strong>ray</strong> and electron<br />
radiation emitted in all directions from the object, and is<br />
mainly due to the Compton scattering process. For<br />
example, when radiographing 10 HVLs of material, only<br />
0.1% of the primary beam intensity reaches the film, and<br />
99.9% of the incident primary beam is absorbed or<br />
scattered. A large amount of that scatter may reach the<br />
film holder. It can arrive at the film at all angles other<br />
than the primary beam to blur and diffuse images.<br />
(2.) EXTRANEOUS SCATTER is scattered radiation from<br />
material and structures around the object, or from areas in<br />
back of the film (“backscatter”). Another source is the<br />
leakage radiation from the X-<strong>ray</strong> head itself which also<br />
contributes to this scatter.<br />
The radiographer can do the following to eliminate and<br />
minimize scatter:<br />
• Limit the primary beam to the area of interest by<br />
shielding, blocking, or using special collimators.<br />
• Avoid irradiating nearby structures.<br />
• Protect the film from extraneous scatter by suitable<br />
blocking.<br />
• Prevent backscattered radiation from reaching the film<br />
with back lead filters and absorbers.<br />
• Increase the object-to-film distance.<br />
• Use suitable object-film filtration to reduce forward<br />
scatter.<br />
Blocking. Blocking eliminates unwanted portions of the<br />
X-<strong>ray</strong> beam at the object through the use of lead bricks,<br />
shot-filled bags, and other shielding material. Blocking is<br />
needed when large thickness differences in an object<br />
produces high-intensity scatter, or when the object<br />
thickness is many HVLs and the object is smaller than the<br />
radiation field.<br />
A radiographer can judge the effectiveness of the blocking<br />
in a particular setup by observing the film density in the<br />
area of the radiograph over which the blockimg projects. If<br />
that area is absolutely clear (or of very low density), it is a<br />
good indication the desired imaging area also received little<br />
or no scatter.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Comparing the exposure and density for the particular<br />
application with standard exposures and densities from an<br />
exposure curve or other reference is another way to<br />
determine blocking effectiveness. If a shorter exposure of<br />
the material corresponds to a higher film density, when<br />
compared with other well-blocked exposures, it is very<br />
likely that scatter has contributed to the exposure.<br />
Lead Intensifying Screens as Filters. The thin metal foil<br />
(usually lead) intensifying screens that are placed in front<br />
and back of the film to intensify the primary beam and<br />
shorten the exposure also function as filters to reduce the<br />
amount of scattered radiation that reaches the film. Much<br />
of the scatter can be stopped by the lead screen since the<br />
average energy of the scattered radiation is lower than the<br />
energy of the primary beam.<br />
Example<br />
At 10 MeV, a front lead foil 0.01 inch (0.25 mm) thick<br />
will reduce scatter reaching the film by 35% when<br />
exposing about 5 HVLs of low-Z material.<br />
It is customary to select the front lead screen thickness so<br />
the screen provides both intensification and filtration.<br />
However, this practice may not always give the optimum<br />
image quality results. The thickness of a front lead screen<br />
should never exceed 0.050 inch (1.3 mm). The<br />
radiographer should consider using a composite filter<br />
placed in front of the film holder if additional filtration is<br />
needed beyond that. The quality of the image should be<br />
the basis for deciding whether filtration is effective. Some<br />
radiographers eliminate backscatter by using external<br />
(back) lead shielding rather than using lead foils.<br />
Filters. Absorbing plates or assemblies placed between the<br />
object and the film holder may be necessary to achieve the<br />
best image quality when:<br />
• The object shape, position, or composition produces<br />
extensive scatter.<br />
• Large object thickness produces scatter greatly in excess<br />
of the primary radiation.<br />
• The object is smaller than the radiation field.<br />
• Large thickness differences exist in the object.<br />
• <strong>High</strong>-speed photoelectrons produced in the object may<br />
reach the film holder.<br />
page 15<br />
In most cases, the front metal foil intensifying screen will<br />
provide enough filtration to obtain good image quality.<br />
However, in applications (e.g., assembly radiography),<br />
where image sharpness is paramount and a number of the<br />
conditions listed above may exist, an object-film filter of<br />
suitable design is recommended. The filter should be<br />
placed as close behind the object as practicable. The ideal<br />
filter can be layers of high-Z material (such as lead) closer<br />
to the source with subsequent layers of decreasing Z<br />
materials since the filter itself may be a source of scatter. In<br />
some applications a simple filter of lead and brass may be<br />
sufficient.<br />
Screen choices depend on the application, the details of the<br />
radiographic procedure, the energy level, and the degree of<br />
blocking used. For an application in which the<br />
collimation, blocking, and shielding have not minimized<br />
the amount of scatter reaching the film holder, and the<br />
setup geometry must not be modified, the use of external<br />
filters may provide an effective solution. A radiographer<br />
can judge the effectiveness of a filter by comparing image<br />
quality with and without the filter.<br />
Film Holders. The film holder, or cassette, has two<br />
functions. In addition to securing the film from light, it<br />
also maintains firm contact between the film and screens.<br />
Loss of good contact between film and screens results in a<br />
loss of contrast and sharpness in the image.<br />
Three types of film holders or cassettes are frequently used:<br />
semirigid, rigid, and vacuum. The best choice of holder<br />
depends on the requirements of the application.<br />
The Semirigid cardboard or plastic holder is the most<br />
common type. It offers low cost, ease of handling, and<br />
flexibility. Soft plastic, semirigid film holders should be<br />
used when the film must be curved to fit the shape of the<br />
object being inspected.<br />
Rigid holders with mounted screens and spring-loaded<br />
backs are also common. The rigid holder provides more<br />
positive film-screen contact than the semi-rigid holder,<br />
especially when the film must be held in a vertical<br />
orientation.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Vacuum cassettes are recommended where high detail<br />
resolution is needed and where good film-screen contact<br />
cannot be assured by any other means. Vacuum cassettes<br />
may also be required if precise measurements must be<br />
made from the radiograph.<br />
Intensifying Screens<br />
Metal Foil Screens. The previous section described the<br />
filtering action of lead foil screens placed inside the film<br />
holder in front and back of the film. These screens prevent<br />
the scatter from reaching the film by acting as filters.<br />
Contrast is not reduced, and image quality is enhanced as<br />
when other filters are used outside of the film holder.<br />
A second and equally important function of the lead foil is<br />
to increase the speed of exposure and image formation by<br />
intensifying the photographic effect of the primary beam.<br />
Most of this intensification is from the emission of<br />
photoelectrons and Compton electrons from the screen<br />
into the films. Intimate contact of the film and screens is<br />
always required in applied radiography. This sometimes<br />
necessitates using vacuum cassettes or spring-loaded<br />
holders. Intensification will be slightly reduced for the<br />
situation when emulsion that does not touch the screen<br />
because two or more films are placed in the same holder<br />
for the same exposure.<br />
Metal foil screens may be used either un-mounted or<br />
mounted on flexible plastic or cardboard. Mounting<br />
<strong>Energy</strong><br />
(MeV)<br />
1<br />
2<br />
4<br />
6<br />
8<br />
9<br />
11<br />
15<br />
Table 4-1<br />
Front Lead Thickness for Maximum<br />
Intensification<br />
inches mm<br />
0.005 0.13<br />
0.01 0.25<br />
0.02 0.51<br />
0.03 0.76<br />
0.04 1.02<br />
0.04 1.02<br />
0.05 1.02<br />
0.05 1.27<br />
page 16<br />
does not effect the intensification action. Lead is the<br />
screen material most commonly used because of its low<br />
cost, high intensification capabilities, and filtering<br />
effect. However, the lead must have a uniform surface<br />
finish and purity required to characterize the screen as<br />
“radiographic quality”.<br />
Lead screens have a few significant disadvantages. For<br />
instance, they are easily damaged and produce “lead marks”<br />
and phantom images on the film. Also, lead may oxidize<br />
over years of use and require abrasive cleaning to restore its<br />
surface. Some screen suppliers furnish the lead foil either<br />
with the surface chemically treated to resist deterioration or<br />
with a thin Mylar film for protection. Before removing the<br />
protective film, it is advisable to perform tests to determine<br />
how the image quality is affected.<br />
In most X-<strong>ray</strong> procedures, it is routine to use a back lead<br />
screen for intensification and filtering. The thickness of<br />
the back screen is not critical for intensification, since<br />
maximum effect is achieved at about 0.01 inch at all<br />
<strong>Linatron</strong> energies.<br />
The front screen provides a somewhat larger range of<br />
variability of intensification and image quality. As<br />
shown in Figure 4-1, maximum intensification at each<br />
energy is obtained from the approximate thicknesses<br />
listed in Table 4-1.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
Screen Thickness for Optimum<br />
Image<br />
inches mm<br />
0.002-0.005 0.051-0.13<br />
0.005-0.010 0.13-0.25<br />
0.010 0.025<br />
0.010 0.025<br />
0.020-0.030 0.51-0.76<br />
0.030 0.76<br />
0.030 0.76<br />
0.030-0.050 0.76-1.27
The intensification with a specific screen and for a given<br />
application can be determined experimentally by making<br />
exposures with and without the screen. With “narrow”<br />
beam geometry (i.e., where the collimation and spacing<br />
between the absorber and the film is less than 0.01<br />
steradian of angle), the increase in film density with the<br />
thicker screens is entirely due to the increased intensifying<br />
effect of the screen.<br />
In “broad beam” geometry, a normal amount of scatter is<br />
present, and the filtering of the lead screen determines the<br />
relative amount of scatter that exposes the film. As<br />
indicated in Figure 4-1, intensification for narrow beam,<br />
low front-scatter conditions reach maximum values for<br />
each energy.<br />
Example<br />
At 2 MeV a film density increase of about 0.8 density units<br />
is observed for a 0.01 inch- lead screen compared to an<br />
exposure without a front screen. This corresponds to a<br />
film exposure increase of about 110%. If normal amounts<br />
of front scatter impinge on the film holder and screen, an<br />
apparent intensification of from 20% to 40% may occur<br />
when compared with an exposure without a front screen.<br />
<strong>High</strong> sensitivity in <strong>Linatron</strong> radiography usually requires<br />
sharp images and high contrast. Image contrast is affected<br />
by the screen and film responses. Screens must be selected<br />
and used carefully in order to obtain optimum results at<br />
each energy level and for each application. Unlike kilovoltrange<br />
radiography, where the radiographer can improve<br />
contrast by lowering the voltage, <strong>Linatron</strong> energies are<br />
fixed. Thus, for a <strong>Linatron</strong> system, after a specific type of<br />
X-<strong>ray</strong> film and screens are selected, and after optimum<br />
scatter reduction is accomplished, the radiographer can do<br />
little to improve contrast without changing the imaging<br />
system. Table 4-2 suggests lead screen and filter<br />
thicknesses that typically achieve optimum image quality.<br />
page 17<br />
FIGURE 4-1. Front lead screen intensification: 1 to 15 MV X-<strong>ray</strong>s.<br />
Metal-Phosphor Screens. Composite screens consist of a<br />
layer of fluorescent salt phosphor over a metal foil screen.<br />
The metal foil is a source of electrons that strike the<br />
phosphor, causing visible light photons to radiate the film.<br />
They can sometimes be used in <strong>Linatron</strong> radiography to<br />
shorten exposure times beyond that used with lead screens.<br />
This can allow radiographers to obtain higher contrast<br />
images when compared with the use of lead screens. These<br />
composite screens can be used with ordinary x-<strong>ray</strong> film, and<br />
do not require special “screen” film.<br />
Composite screens may also be constructed of lead or<br />
calcium tungstate. Rare earth phosphors such as<br />
gadolinium oxysulfide are also available.The shorter<br />
exposure times obtained with these screens make it possible<br />
to use thin phosphors to obtain sharper images. The<br />
higher speed screens usually have a thicker phosphor layer.<br />
Typically, metal foil thickness ranging from 0.01 to 0.06<br />
inch (0.25 to 1.5 mm) provide the optimum range of<br />
speed, contrast, and image sharpness.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Table 4-3 lists some relative speeds for the various types of<br />
fluorescent screens currently available. Fluorescent screens<br />
must be well maintained, carefully handled, and kept<br />
clean. Dust particles leave white spots as images on the<br />
film and screens deteriorate with age.<br />
X-Ray Film Characteristics<br />
Film Properties and Classification. Commercial X-<strong>ray</strong><br />
films that have been used for years in kilovoltage and<br />
megavoltage X-<strong>ray</strong> and gamma-<strong>ray</strong> radiography also meet<br />
the needs of high-energy <strong>Linatron</strong> radiography.<br />
Speed. The relative speed of commercial X-<strong>ray</strong> film can be<br />
established with the <strong>Linatron</strong> by exposing each film in a<br />
real radiography arrangement until it will produce a<br />
developed film darkening of a specified density.<br />
<strong>Energy</strong> (MeV)<br />
1-4<br />
6-9<br />
15<br />
Radiographic Conditions<br />
Flat object, low scatter, up<br />
to 4 inches steel or equal.<br />
Complex object, high<br />
scatter, or thick object<br />
over 4 in. of steel or equal.<br />
Flat object, low scatter, up<br />
to 5 inches steel or equal.<br />
Complex object, high<br />
scatter, or thick object<br />
over 5 in. of steel or equal.<br />
Flat objects, low scatter,<br />
up to 6 inches steel or<br />
equal.<br />
Complex object, high<br />
scatter, or thick object<br />
over 6 in. steel.<br />
Table 4-2 Suggested Screen and Filter Thickness Speed<br />
page 18<br />
Example<br />
A comparison chart can be created for various film types<br />
by exposing each film to produce a specified density, such<br />
as 2.0 on the H. & D. scale. If all other variables are held<br />
constant, a relative film speed index can be assigned to<br />
each film, with a numerical value that is proportional to<br />
the exposure level needed to obtain the 2.0 film density<br />
The data presented in Table 4-3 was obtained using this<br />
procedure.<br />
A change in screen material or thickness will cause<br />
shorter or longer exposures. Therefore, the film speed<br />
index will depend on the specific screen used. The<br />
specific developing technique can change the film speed<br />
index by up to 100%. Therefore, it is as important to<br />
quantify and control the developing process as carefully<br />
as the exposure itself.<br />
Screen Thickness<br />
Front Back<br />
0.010 in 0.010 in<br />
(0.25 mm) (0.25 mm)<br />
0.020 in 0.010 in<br />
(0.51 mm) (0.25 mm)<br />
0.020 in 0.010 in<br />
(0.51 mm) (0.25 mm)<br />
0.030 in 0.010 in<br />
(0.76 mm) (0.25 mm)<br />
0.030 in 0.010 in<br />
(0.76 mm) (0.25 mm)<br />
0.050 in 0.010 in<br />
(1.27 mm) (0.25 mm)<br />
* Back lead filters may be placed behind the film holder if there is a large amount of backscatter present. 0.250-inch (6.35 mm) thickness<br />
should be adequate for all cases.<br />
** Object filters are placed between the object and the film holder to reduce the effect of secondary or scatter radiation, or scatter generated by<br />
the object.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
Remarks<br />
Backing lead as needed.*<br />
0.030 in. lead or composite<br />
object filter may improve<br />
sensitivity.**<br />
Backing lead as needed.*<br />
0.030 in. lead or composite<br />
object filter may improve<br />
sensitivity.**<br />
Backing lead as needed.*<br />
0.125 in. lead or composite<br />
filter may improve<br />
sensitivity.**
A film’s response to scatter may be related to the primary<br />
radiation in conjunction with the relative film speed index.<br />
Therefore, changing to a different film type should not<br />
alleviate a scatter problem in applied radiography. The<br />
intensification index is an indicator that designates<br />
decreasing numbers for faster screens, corresponding to the<br />
exposure level needed to produce a specified film density.<br />
Table 4-4 lists the exposure factors (the index number that<br />
is proportional to the exposure rads) at different film<br />
densities for 12 film varieties in common use. This table is<br />
primarily used to produce a constant film density when<br />
changing film types. To accomplish this, a radiographer<br />
will multiply the film speed index of the new film times<br />
the initial film exposure level to get the new exposure level.<br />
In this way, the new density should be the same as the first<br />
film density.<br />
Contrast and Film Characteristic Curve. Each structural<br />
element, inclusion, void, and crack in the object being<br />
radiographed uniquely alters the radiation passing through<br />
Film Type<br />
DuPont NDT 75<br />
Kodak AA<br />
Agfa Gevaert D-7<br />
DuPont NDT 70<br />
DuPont NDT 65<br />
DuPont NDT 55<br />
Kodak T<br />
Agfa Gevaert 0-4<br />
Kodak M<br />
DuPont NDT 45<br />
Agfa Gevaert D-2<br />
Kodak R<br />
Table 4-3 Relative Intensification Index of Screens*<br />
page 19<br />
Film Type<br />
the object. These variations affect the attenuation in each<br />
area, which results in different image densities on the<br />
exposed film.<br />
FILM CONTRAST is the magnitude of the density<br />
difference between two areas that received different<br />
exposures. A radiographic image with large differences is<br />
said to have “high contrast”. A “low contrast” image<br />
occurs where film density differences are small across the<br />
image. Each type of film has a characteristic response curve<br />
that indicates its sensitivity to incremental exposure. For a<br />
particular film, a FILM RESPONSE CURVE can be made<br />
by plotting density versus exposure level. To create the<br />
data for a film response cure, a radiographer will make a<br />
series of radiographs using a single solid object with<br />
uniform thickness. Each film in the series will subject to a<br />
incrementally longer exposure, creating a range of film<br />
densities. Film response curves can be made for all the<br />
film used in a <strong>Linatron</strong> facility, and can be used to<br />
compare film speeds. Figure 4-2 shows such plots.<br />
Film Density (H. & D. Units)<br />
1.5 2.0 2.5 3.0 3.5<br />
Film Speed Index<br />
0.35 0.5 0.7 0.9 1.2<br />
0.7 1 1.3 1.6 2<br />
0.7 1 1.3 1.6 2<br />
0.7 1 1.3 1.6 2<br />
0.8 1 . I 1.4 1.7 2.1<br />
1.2 1.8 2.4 2.8 3.4<br />
1.4 2 2.5 3 3.7<br />
2.2 3 4 5 5.6<br />
2.7 4 5 6 7<br />
5 7 8.7 10 11<br />
5.5 7 8.7 10 11<br />
7 10 12.6 15 17<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Manufacturers publish density versus log relative exposure<br />
plots for their films, and identify them as FILM<br />
CHARACTERISTIC CURVES. Both response curves and<br />
characteristic curves illustrate the relationships between the<br />
gradient or contrast, which is the slope of the curve,<br />
exposure rads, density, and speed. In Figure 4-2, the steep<br />
rise in the curves above a density of 2.0 shows how much<br />
speed and contrast increase at higher densities. The curves<br />
also show that fine-grained (slower) films have higher<br />
gradients and contrast than faster films. If the exposure<br />
level for an object with a specific thickness is known for<br />
one type of film, the radiographer can find the:<br />
• Exposure time that would be required using another<br />
type of film.<br />
Screen, Front and Back<br />
Lead, optimum thickness<br />
Lead and Tungstate Salt Composites<br />
Very <strong>High</strong> Speed<br />
<strong>High</strong> Speed<br />
<strong>High</strong> Definition<br />
Lead and Gadolinium Oxysulfide<br />
Composites<br />
<strong>High</strong> Speed<br />
<strong>High</strong> Definition<br />
page 20<br />
X-Ray <strong>Energy</strong> (MV)<br />
• Film density that would occur with the second film,<br />
with the same exposure as the first film.<br />
Figure 4-3 shows a plot of film gradient, which is the slope<br />
of the film density versus log relative exposure<br />
(“characteristic”) curve, for three speeds of film.<br />
The exposure gradient shows a continuous increase with an<br />
increase in density, and the slower film shows the higher<br />
film gradients.<br />
The maximum usable density is determined by the<br />
limitations of the viewing equipment. Commercial variable<br />
brightness illuminators are adequate at densities up to about<br />
3.5. For films darker than 3.5, a very high-intensity spot<br />
illuminator with a variable iris should be used.<br />
1-3 4-6 9 15<br />
1 1 1 1<br />
0.14 0.20 0.33 0.50<br />
0.33 0.50 0.67 0.77<br />
0.60 0.70 0.80 1.00<br />
0.20 0.33 0.50 0.67<br />
0.55 0.67 0.80 1.00<br />
Table 4-4 Relative Speeds of Industrial X-Ray FilmAt <strong>Linatron</strong> X-Ray Energies With Lead Screens and Automatic Processing<br />
(With 2.5” Steel Absorber)<br />
* The intensification index is arranged with decreasing numbers for faster screens, corresponding to the exposure level needed to produce a<br />
specified film density.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-2. Film response curves for three industrial X-<strong>ray</strong> films<br />
with relative speeds (exposure factors, EF): 1 = Fast, 3 = Medium,<br />
7 = Slow.<br />
If an object with varying thicknesses (steps) is radiographed,<br />
the densities of the steps on each film, when plotted, will<br />
appear as shown in Figure 4-4. These points also show that<br />
the density differences, and therefore the contrast, are larger<br />
with slower film. This further illustrates the general rule<br />
that contrast increases with increased film density.<br />
A numerical value for contrast can be taken from this plot.<br />
Example<br />
For the 1/8th-inch steel steps, the slope of the curve is<br />
approximately 0.20 density units per 1 /8-inch step at the<br />
2.0 density point. This value corresponds to the contrast<br />
achieved with lead intensifying screens. It shows the<br />
increased contrast achieved with phosphor screens.<br />
page 21<br />
FIGURE 4-3. Curves of gradient versus film density for three X<strong>ray</strong><br />
films shown in Figure 4-2.<br />
FIGURE 4-4. Film density plot for step exposures of steel for lead<br />
screens at 2 MeV. *<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-5. Plot of density versus steel steps for lead and leadphosphor<br />
at 9 MeV. *<br />
Figure 4-5 is a plot of density versus steel steps for lead and<br />
metalphosphor screens. It shows the increased contrast<br />
achieved with phosphor screens.<br />
Multifilm Techniques. It has been shown that a single film<br />
will exhibit a range for film densities that bears a relationship<br />
to the range of thicknesses in the object. If there are<br />
thicknesses in the object being radiographed that exceed the<br />
corresponding limits of a single film, the thicknesses may<br />
still be covered in a single exposure by placing two or more<br />
films in the film holder. This is true with the additional film<br />
having the same or a different speed.<br />
Example<br />
It may be desired to maintain a minimum density of 1.5 to<br />
achieve the required radiographic quality for an exposure<br />
where the film density ranges from 1.0 to 1.7.<br />
If a second film of the same type is used and the two<br />
films are exposed simultaneously, the resultant exposure<br />
is about the same. The density of each film will again<br />
range from about 1.0 to 1.7. The two densities will sum<br />
and the density range will be 2.0 to 3.4 when they are<br />
viewed together.<br />
page 22<br />
For this example, there wasn’t an increase in exposure time<br />
to get a very desirable density range. Using two films of<br />
the same type also permits the interpreter to distinguish<br />
between an artifact (blemish or flaw) in the film and a<br />
defect in the object. This procedure can also be used with<br />
two films of different speeds. The first is exposed to a<br />
density ranging from 1.0 to 1.7, as before. If the second is<br />
a faster film, its density may range from 2.0 to 3.5. The<br />
interpreter may then view the darker portion of the lower<br />
density film and the low density portion of the higher<br />
density film, and thus obtain coverage of the entire<br />
thickness range in one exposure.<br />
Double film loads can be used between a single pair of<br />
screens. There is also mutual intensification of the<br />
touching film using this technique. Also, many electrons<br />
from metallic screens are sufficiently energetic to pass<br />
through multiple layers of film and intensify the<br />
succeeding layers. Using interleaved lead screens will<br />
ensure better resolution in each film. Interleaving is also<br />
employed to adjust the speed relationships. This makes the<br />
second layer darker. The interleaved lead foil screens must<br />
be without backing material and be between 0.005 and<br />
0.010 inch thick.<br />
Definition and Unsharpness<br />
It is often desirable to obtain the very best image available<br />
in radiography, i.e., one with high contrast, minimal<br />
distortion, low graininess, and optimum definition. To<br />
accomplish this, an intermediate exposure time is required,<br />
since it allows improved density variations to occur on the<br />
film. Therefore, compromises are required where there is a<br />
need for the shortest possible exposure times. Some<br />
approaches to this include:<br />
• Sharpness is increased by using thin screens (and<br />
sometimes eliminating the back screen), by using single<br />
emulsion film and fine-grained film, and by using<br />
effective filters between the object and the screen.<br />
HOWEVER,<br />
Exposure times are reduced by using thick screens,<br />
double-emulsion films, coarser- grained films, and by<br />
deleting a separate filter between the object and screen.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
• Moving the film farther from the object (increasing “TI’)<br />
reduces scatter, which improves image quality.<br />
HOWEVER,<br />
Exposure time and geometric unsharpness are increased.<br />
• Increasing the source-to-object distance provides greater<br />
area coverage and reduces geometric unsharpness.<br />
HOWEVER,<br />
Exposure time increases by the inverse square law.<br />
• Using composite metal-phosphor screens shortens<br />
exposure times and provides higher contrast in the<br />
image.<br />
HOWEVER,<br />
Composite metal-phosphor screens result in increased<br />
graininess and a loss of sharpness and detail resolution.<br />
Unsharpness in a radiograph can be defined as blurring of<br />
image edges. This causes a loss of fine crack definition,<br />
image detail, and penetrameter (Image Quality Indicator)<br />
detail. Unsharpness and lack of contrast are not<br />
synonymous. Film contrast is the difference in film<br />
density between two areas of a radiograph. A film may<br />
have high contrast but lack sharpness because of image<br />
edge blurring, and vice versa. Good image quality needs<br />
sharpness and high contrast for good radiographic<br />
sensitivity.<br />
Three sources of unsharpness have been identified in<br />
general radiography. These are geometric, inherent, and<br />
scatter (see Figure 4-6). U F (inherent unsharpness of the<br />
film and screens), and U G (geometric unsharpness due to<br />
focal spot size and object thickness and arrangement)<br />
contribute mostly to unsharpness. U F is usually the major<br />
element of unsharpness in high-energy X-<strong>ray</strong> radiography.<br />
It increases with increasing radiation energy and film grain<br />
size. It is a function of screen material and thickness, and<br />
is affected by the film processing technique. We can expect<br />
the following values of U F with <strong>Linatron</strong> radiography<br />
using lead screens, fine-grained film (i.e., speed index = 4,<br />
at density = 2.0), and automatic processing:<br />
page 23<br />
FIGURE 4-6. Sources of unsharpness.<br />
<strong>Energy</strong>, MeV UF, mm<br />
1 0.15<br />
2 0.3<br />
4 0.4<br />
6 0.5<br />
9 0.6<br />
15 1 .0<br />
U G is a linear unsharpness, described by the adjacent<br />
diagram and the expression:<br />
U G = S/(D/T)<br />
Where S = source spot size,<br />
D = distance from the source spot to the<br />
front surface of the object and<br />
T = distance from the front surface of the<br />
object to the film, or usually the thickness of<br />
the object.<br />
The total unsharpness (UTOT ) results from the combined<br />
effect of the inherent, scatter and geometric unsharpnesses,<br />
and can be expressed as the square root of the sum of the<br />
square of each.<br />
UTOT = (U 2<br />
F + UG2 + US2 ) 1/2<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
The total unsharpness is reduced to include only inherent<br />
and geometrical unsharpness because they contribute much<br />
more than spot size to unsharpness. This reduces the<br />
expression the expression above to the following.<br />
UTOT = (U 2<br />
F + UG2 ) 1/2<br />
Example<br />
Let energy equal 2 MeV and focal spot equal 2 mm. If we<br />
use double emulsion film and automatic development,<br />
with U F = 0.3 mm, and a radiography arrangement where<br />
6 inches of steel are exposed with a D/T = 12, U TOT is:<br />
U TOT = (0.3 2 + (2/12) 2 ) 1/2 = 0.34 mm<br />
From this example, it can be seen that with a film<br />
unsharpness of 0.3, the geometric value only has a slight<br />
effect on the total. Figure 4-7 shows total unsharpness<br />
plotted for the case where inherent unsharpness is 1 mm.<br />
The plots show the effect of various values of D/T on the<br />
total unsharpness.<br />
FIGURE 4-7. Total unsharpness as a function of source spotsize.<br />
page 24<br />
Sensitivity and Image Quality<br />
A standard requirement in most high-energy radiography<br />
applications with <strong>Linatron</strong> sources is that the inspection<br />
process demonstrates 2% sensitivity using penetrameter<br />
wires or holes. <strong>Linatron</strong> radiography regularly produces<br />
sensitivities better than 1% through a wide range of<br />
material thicknesses. Many factors determine image<br />
quality in all high-energy <strong>Linatron</strong> radiography<br />
applications. Thickness, wire penetrameter, plaque<br />
penetrameter, and radiographic sensitivity are four kinds of<br />
sensitivity commonly evaluated determine <strong>Linatron</strong><br />
capability.<br />
Thickness Sensitivity. Thickness sensitivity refers to the<br />
ability of the radiographic inspection to demonstrate a<br />
thickness step by seeing the density difference produced on<br />
the film. Under good viewing conditions a trained eye can<br />
reliably perceive 0.006 density units with a reasonably<br />
sharp step edge in the image. This minimum perceptible<br />
density difference varies with energy and object thickness<br />
depending on the energy of the source and the contrast<br />
achieved by the film and screens. All <strong>Linatron</strong> sources can<br />
provide approximately 1% thickness sensitivity from 1 inch<br />
(25.4 mm) of steel up to 10 HVL thicknesses using finegrained<br />
film, lead screens and good scatter control.<br />
Wire Penetrameter Sensitivity. Wire penetrameters are<br />
generally used in Europe, and in several special applications<br />
in the United States. The German D.I.N. wires come in<br />
16 sizes from 3.2 mm to 0.10 mm as follows: 3.2, 2.64,<br />
2.0, 1.6, 1.32, 1.0, 0.8, 0.66, 0.5, 0.4, 0.33, 0.25, 0.20,<br />
0.165, 0.15, and 0.10 mm.<br />
Data shows that all <strong>Linatron</strong> sources should demonstrate<br />
better than 1% sensitivity above 1 inch (24.5 mm) of steel,<br />
and should achieve better than 0.5% for steel thicknesses at<br />
about 6 inches (152.4 mm).<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Drilled Hole Plaque Penetrameter Sensitivity. The<br />
drilled hole plaque is the standard American penetrameter<br />
for all radiography. It consists of a small rectangular strip<br />
of material with three drilled holes. Thickness of the<br />
penetrameter is specified as 1%, 2%, or more, of the object<br />
thickness. The three hole diameters are equal to 1 x T, 2 x<br />
T, and 4 x T where the thickness of the penetrameter “T”.<br />
Sensitivity is described in terms of the thickness percent (1,<br />
2, 4) and the required hole size that must be discerned.<br />
Example<br />
2-2T is the standard way to describe a penetrameter whose<br />
thickness must be 2% of the object thickness and whose 2<br />
x T hole must be seen on the film.<br />
Drilled hole sensitivity data for each <strong>Linatron</strong> show that all<br />
sources should demonstrate better than 1% sensitivity<br />
above 2 inches (50.8 mm) of steel, up to 10 HVLs, and<br />
better than 2% for thicknesses down to 1 inch (25.4 mm).<br />
Radiographic Sensitivity. Radiographic sensitivity refers<br />
to the ability to see and recognize a variety of defects and<br />
other internal conditions in the radiograph in this manual.<br />
Standard penetrameters provide an indicator of the level of<br />
image quality that is achieved with a particular<br />
radiographic technique used. Penetrameters do not,<br />
however, give defect size. Penetrameters must be placed on<br />
the source side of an object since the image improves as the<br />
defect occurs closer to the film.<br />
Exposure Curves<br />
The plot of exposure level that corresponds to a specific<br />
film density (2.0 for example) for each thickness of<br />
material is called an exposure curve. Exposure curves<br />
should be made for the <strong>Linatron</strong> after it is completely<br />
operational for all applications. Such curves represent<br />
operational data that are indicative of the operating<br />
characteristics of the setup. Subsequent exposure curves for<br />
the same setup should provide consistent results.<br />
page 25<br />
Established exposure curves also allow the radiographer to<br />
simplify the exposure calculation process. With these<br />
curves, the radiographer only needs to look up the required<br />
exposure level for that thickness and make the exposure. If<br />
the source-to-film distance must be changed, using the<br />
inverse square law provides the new exposure level. A<br />
change to a different film can lead to an additional<br />
adjustment of exposure level using the relative speed table.<br />
Method for Making Exposure Curves. This process<br />
involves making a series of test exposures of an object with<br />
uniform density but varying thickness. Typically, a wedge<br />
or stair-step shaped block is used in conjunction with<br />
additional slabs of uniform thickness. Because exposure<br />
time can be represented as a straight line on semi-log graph<br />
paper, at least two measurements are needed to establish<br />
this line.<br />
FIGURE 4-8. Wedge-shaped block used for experimentally<br />
obtaining exposure curves. Standardized to a film density of 2.0.<br />
To make an exposure curve for a new material, a step or<br />
wedge-shape block (see Figure 4-8) of the same material<br />
that is being radiographed, and a slab of that material, are<br />
placed together to form the object for the first test exposure.<br />
It is most helpful if the slab thickness and the wedge center<br />
thickness are approximately 1 HVL. Note, the material<br />
used in this work should first be radiographed to assure that<br />
it is uniform and free of defects.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
This wedge block is then radiographed with substantially<br />
the same film, screens, focal-film distance, and<br />
arrangements for the same conditions as future routine<br />
inspection work. It should be noted that good collimation<br />
and shielding must be used for the test exposures to<br />
achieve a low amount of scatter at the film holder. The<br />
film is then inspected to determine where the film density<br />
is 2.0 on the step or wedge image. The total thickness of<br />
the wedge-slab combination corresponding to this spot is<br />
measured and the exposure level is recorded. This data<br />
provides the first point for the exposure curve. The<br />
assembly is then made thicker by adding several slabs, and<br />
the process is repeated to obtain the second point. These<br />
two points should then be plotted on semilog graph paper<br />
and connected by a straight line.<br />
The first check on the accuracy of this exposure curve is to<br />
determine from the slope of the line if the HVL equals the<br />
handbook values or other predicted value for the material.<br />
An accuracy check can be obtained by selecting a third<br />
exposure that should correspond to another point along<br />
the line. The line can be extended down to 1 HVL, and up<br />
to 12 HVLs or greater. The curve provides a good<br />
approximation of exposure times for the entire range of<br />
thickness the <strong>Linatron</strong> can inspect. Since the same wedge<br />
exposure will have a region where the film density is about<br />
3.0, it could provide points for an exposure curve for the<br />
density 3.0. These data also provide important<br />
information about contrast and latitude.<br />
Latitude. A common task in high-energy <strong>Linatron</strong><br />
installations is to radiograph objects that have varying<br />
shapes and thicknesses. A single film exposure can cover a<br />
range of useful film densities where sensitivity and<br />
interpretability are accurate and valid. The thickness range<br />
that corresponds to the range of useful densities, usually<br />
1.5 to 3, is called the latitude of the exposure. Latitude<br />
depends on the film gradient, or contrast, and the<br />
attenuation of the material, or HVL. By noting the points<br />
on the wedge image that correspond to densities 1.5 and 3,<br />
the wedge exposure used to generate the exposure curves<br />
can also be used to provide data for determining latitude.<br />
Figure 4-9 shows a plot of latitude for each energy.<br />
page 26<br />
FIGURE 4-9. Latitude ranges for <strong>Linatron</strong> exposures of steel.<br />
Hint:<br />
While a single film has a limited latitude, two films of<br />
different speed can be combined in one exposure to<br />
increase the total latitude of the exposure.<br />
Exposure Times and Material Densities. When all other<br />
variables remain constant the correct radiographic exposure<br />
time and level for an object depend on its thickness and<br />
density. Two objects with different densities (d 1 and d 2 )<br />
can have approximately the same exposure time, when<br />
their thickness (X 1 and X 2 ) are related by the expression<br />
Example<br />
d 1 X 1 = d 2 X 2<br />
A 1.00-inch-thick (25.4 mm) slab of copper alloy with a<br />
density of 8.8 gm/cc will have approximately the same<br />
exposure time and rads as a 1.13-inch (28.7 mm) thick<br />
slab of steel with a density of 7.87 gm/cc.<br />
Likewise, an object with unknown radiographic exposure<br />
characteristics may be compared with one whose exposure<br />
values are known. To accomplish this, first approximate the<br />
objects linear attenuation coefficient (μ 2 ) from its density<br />
(d2) by<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
μ 1 /d 1 = μ 2 /d 2
and then determining the approximate exposure level from<br />
the known value of exposure for object number 1 (Rl ), by<br />
R2e -μ2X2= R1e -μ1X1 Example<br />
The exposure of a 4-inch-thick (101.6 mm) bronze alloy<br />
(density = 9) may be estimated from the steel exposure<br />
curve at 2 MV by:<br />
μbronze = 0.693/0.8 X 9/7.85 = 1 inch-1 For 4 inches (101.6 mm) of steel, the exposure rads:<br />
R l = 150 rads.<br />
Therefore for bronze: R2 = 150 e-(.866)(4)<br />
e<br />
= 256 rads<br />
-(1)(4)<br />
Thus, an exposure curve for the bronze alloy can be<br />
constructed by calculating the exposure rads at two<br />
thicknesses, plotting these points, and connecting them<br />
with a straight line.<br />
Table 4-4 lists the physical density ratio conversion factors<br />
for converting steel or solid propellant exposure curve into<br />
curves for a wide variety of materials.<br />
• Physical density may be used for a first approximation,<br />
but a more accurate value results from t using linear<br />
attenuation coefficients.<br />
Multiply by factors belowto convert steel<br />
exposures to approximate exposures for these<br />
materials:<br />
Zirconium 0.83<br />
Copper 1.13<br />
Molybdenum 1.3<br />
Silver 1.33<br />
Lead 1.44<br />
Uranium or Tungsten 2.38<br />
Gold 2.45<br />
page 27<br />
Using Film Response Curves to Generate New Exposure<br />
Curves. When an exposure curve is obtained and verified<br />
for one film and at one value of film density, new exposure<br />
curves for other films and for other film densities can be<br />
generated without remaking the entire series of exposures.<br />
To determine response curves for new films, refer to the<br />
film response curves that plot film density versus the<br />
exposure level for X-<strong>ray</strong>s, in the <strong>Linatron</strong> energy ranges.<br />
Example<br />
Table 4-4 Physical Density Ratios for Common Materials When Using <strong>High</strong> <strong>Energy</strong> X-Rays<br />
If an exposure curve for steel is made with AGFA-Gevaert<br />
Type D-2 x-<strong>ray</strong> film for a density of 2.0, and it is desired<br />
to have a similar curve for Type D-4 film at density 2.0,<br />
the film response data of Table 4-3 (presented earlier) and<br />
the characteristic curve plots for x-<strong>ray</strong> film in the AGFA-<br />
Gevaert Handbook supply the data necessary for the new<br />
plot. Table 4-3 shows that at a film density of 2.0, D-2 has<br />
a film speed index of 7 and D-4 has a film speed index of<br />
3. These indices are in proportion to the exposure rads.<br />
Therefore, at each thickness, the factor of the D-4 film<br />
speed index relative to the D-2 film index (or 3/7 when<br />
multiplied by the exposure rads from the D-2 exposure<br />
curve) will determine the correct rad exposure at each<br />
thickness for the D-4 film. the Agfa-Gevaert Handbook<br />
indicates the same relative speed indices for these films, but<br />
with another series of index numbers.<br />
Multiply by factors below to convert propellant<br />
exposures to approximate exposures for these<br />
materials:<br />
Sodium 0.57<br />
Lucite 0.69<br />
Magnesium 1.02<br />
Carbon 1.3<br />
Concrete 1.38<br />
Aluminum 1.6<br />
Titanium 2.67<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Increasing Latitude With Multiple Film Use. The<br />
exposure curves for steel and solid propellant are shown in<br />
Figures 4-10 through 4-21. Figures 4-10 and 4-16 are for<br />
two typical films and a single film speed index (Exposure<br />
Factor) of 1. The remaining figures are for three film<br />
types, with film speed indices of 1,2, and 4. Note the<br />
overlapping of film densities. The densities in the three<br />
films are not equal at any one particular value of thickness<br />
and exposure, since the film speed indices and responses<br />
are unequal. Because the response characteristics of each<br />
film at any thickness and exposure, when the fast film (low<br />
film speed index) shows a density of 3.0, the slower film<br />
exposed to the same level and thickness may show a<br />
density of 1.6 or 1.7.<br />
FIGURE 4-10. <strong>Linatron</strong> tvpical exposure curves for steel.<br />
page 28<br />
Example<br />
The curves for the 9 MeV <strong>Linatron</strong> show a latitude of 2.8<br />
inches (71.12 mm) of steel between film densities of 1.0 to<br />
3.0. This means if an object is made of various<br />
thicknesses, and the range exceeds about 2.5 inches (63.5<br />
mm), the latitude limits of one film are exceeded, and a<br />
second film, either slower or faster (for the thinner or<br />
thicker section), is needed to extend the exposure range.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-11. <strong>Linatron</strong> 1 MeV typical exposure curves for steel.<br />
page 29<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-12. <strong>Linatron</strong> 2 MeV typical exposure curves for steel.<br />
page 30<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-13. <strong>Linatron</strong> 4 MeV typical exposure curves for steel.<br />
page 31<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-14. <strong>Linatron</strong> 9 MeV typical exposure curves for steel.<br />
page 32<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-15. <strong>Linatron</strong> 15 MV typical exposure curves for steel.<br />
page 33<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-16. <strong>Linatron</strong> typical exposure curves for solid propellant.<br />
page 34<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-17. <strong>Linatron</strong> 1 MeV typical exposure curves for solid propellant.<br />
page 35<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-18. <strong>Linatron</strong> 2 MeV typical exposure curves for solid propellant.<br />
page 36<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-19. <strong>Linatron</strong> 4 MeV typical exposure curves for solid propellant.<br />
page 37<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-20. <strong>Linatron</strong> 9 MeV typical exposure curves for solid propellant.<br />
page 38<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 4-21. <strong>Linatron</strong> 15 MeV typical exposure curves for solid propellant.<br />
page 39<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Radiographic Procedures<br />
General Considerations<br />
Practices in radiography of castings, welds, rocket motors,<br />
and assemblies are described in this section. The<br />
information presented here is intended as a general<br />
description only. Specific radiographic facilityoperating<br />
procedures are usually determined by unique facility<br />
requirements. These guidelines must not change, alter,<br />
supercede or take precedence over any controlling<br />
procedures, specifications or standards.<br />
Records and Logs. It is extremely important to keep<br />
careful records of all radiographic work. The daily log<br />
should show the names of the radiographers and the<br />
identification of each part radiographed.<br />
In addition to the job information, a daily log should be<br />
maintained containing information concerning radiation<br />
hazards and operation of all equipment, including all safety<br />
devices, interlocks, warnings. All malfunctions should be<br />
dated and identified. Checks of the equipment after<br />
repairs or adjustments should be logged.<br />
Exposure Room Equipment. In addition to the <strong>Linatron</strong><br />
and its manipulation system, an x-<strong>ray</strong> facility should have<br />
the following:<br />
• Materials handling crane, forklift, or other means to<br />
move and set up the parts that require x-<strong>ray</strong><br />
examination.<br />
• Electrical power outlets.<br />
• Grounding system leading to an outside earth ground.<br />
• Film cassette support and holders.<br />
page 40<br />
A facility designed to examine objects such as large rocket<br />
motors or similar assemblies should include yokes, belt<br />
slings, roller support frames, motorized turntables, and<br />
tangential shielding supports. Other accessories and<br />
supplies for radiography are listed below.<br />
• Image Quality Indicators (IQI) for the applicable<br />
standards and material being radiographed<br />
• Deep block lead numbers and letters<br />
• Film holders (all sizes), rigid cardboard, soft plastic, and<br />
vacuum cassettes<br />
• Lead screens from 0.010 inch (0.25 mm) to 0.030 inch<br />
(0.76 mm) thick, assorted sizes, some unbacked and<br />
some with cardboard backing<br />
• Lead sheets 1/8 inch (3.18 mm) to 1/2 inch (12.7 mm)<br />
thick, in all sizes<br />
• Lead or copper shot in canvas bags<br />
• Lead bricks<br />
• Calipers and other wall-thickness gages<br />
• Survey meters for radiation protection surveys; also Rmeters,<br />
pocket dosimeters, film badges, warning lights,<br />
signs, and other safety equipment<br />
• Automatic temperature-controlled film processing<br />
equipment<br />
• Film viewing equipment with variable intensity viewers<br />
• Magnifying glass, 3x to 5x, for film reading<br />
• Densitometer with capabilities up to density 4.0<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Casting Radiography<br />
Radiography of castings can reveal defects which can be<br />
repaired before expensive machining operations are<br />
performed. Therefore, it can be a very effective tool to<br />
determine the suitability of the casting. Radiography also<br />
reveals how well casting techniques are working.<br />
Most castings inspected by high-energy radiography are<br />
produced in sand mold flasks or in metal-framed<br />
containers. The upper section of the mold is referred to as<br />
the cope, the bottom section as the drag, and the junction<br />
of the two as the parting line. The mold of a large,<br />
complex casting may be assembled from a number of parts<br />
and cores. Radiography may also be required for large<br />
ingots that are cast in permanent molds and for parts<br />
suitably shaped for casting by the centrifugal process.<br />
Listed below are common casting defects that radiography<br />
can reveal.<br />
• COLD SHUTS are areas between two quantities of cast<br />
material that have cooled below the molten state before<br />
coming into contact with each other, thereby causing an<br />
unfused interface.<br />
• HOT TEARS show as crackline indications usually<br />
appearing singly near the surface and at hot spots or<br />
where temperature gradients are high.<br />
• CRACKS show as sharply defined indications, sometimes<br />
with penumbral shadows, caused by metal parting from<br />
itself. These are frequently caused by improper stress<br />
and temperature gradients. Cracks are often created<br />
when a core or mold resists the compression of the<br />
casting as it shrinks on solidification.<br />
• PIPING shows as elongated, cylindrical-shaped<br />
indications located at or near the center of the casting.<br />
These are caused by risers and feeders not being kept hot<br />
and liquefied, which causes a lack of metal flow to the<br />
center of the casting mold.<br />
• SHRINKAGE is generally associated with improper<br />
feeding of metal into the casting mold. Shrinkage<br />
manifests itself in the following three forms:<br />
- Sponge Shrinkage, found in heavier sections, appears<br />
on the radiograph as a dark, lacy area with a diffused<br />
outline.<br />
- Feather Shrinkage, found in thinner sections, appears<br />
on the radiograph as a sponge, with a feathery outline.<br />
page 41<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
- Linear Shrinkage, a continuous structure of connected<br />
lines with branches of variable lengths, widths, and<br />
densities.<br />
• GAS HOLES AND VOIDS are caused by trapped air or<br />
mold gases. They appear on the radiograph as round or<br />
elongated, smooth edged, dark spots and may appear<br />
individually, in clusters, or distributed throughout the<br />
casting.<br />
• DROSS represents oxidized metals. This appears as a<br />
series of lines in a swirl pattern sometimes combined<br />
with agglomerated irregular indications.<br />
• SEGREGATION is the result of certain elements of a<br />
metal to concentrate in the last liquid portion of the<br />
metal. This results in an uneven distribution of the<br />
chemical constituents. These can appear as uneven,<br />
irregularly shaped, dark areas on the radiograph.<br />
• MOLD MATERIAL, SAND, AND OTHER<br />
INCLU SIONS<br />
• UNFUSED CHAPLETS AND CHILLS<br />
• INCOMPLETE DEFECT REMOVAL<br />
• DEFECTIVE REPAIR WELDS<br />
Radiographic Coverage. The coverage on castings may be<br />
specified by the customer or it may be given by casting<br />
specifications. The radiographer is required to select<br />
optimum projections and techniques in the latter case.<br />
Visual inspection of rough-cleaned castings reveals where<br />
risers and gates have been removed. Pattern numbers are<br />
usually on the drag side. Areas typically radiographed<br />
include heavy sections in the drag, the flanges, the<br />
junctions of diaphragms and casting walls in the valve<br />
areas. Among the critical areas are valve seats, steam chest<br />
areas, and other parts where extensive machining is<br />
performed.<br />
Shrinkage defects usually lie in the centerline of cast<br />
sections and, unless they are extensive or in areas to be<br />
machined, are less critical than hot tears or cracks. Both<br />
hot tears and cracks tend to be perpendicular to cooling<br />
stress directions and are often difficult to examine unless<br />
the radiographic projection is parallel to the crack or tear<br />
direction.
When radiographing curved sections, the concave side<br />
should face the source and, when possible, flexible film<br />
holders should be formed to the casting contour. While<br />
this practice tends to improve film/screen contact, it may<br />
increase the image distortion at the edges of the curved<br />
film. To control for this, image quality indicators should<br />
be placed at the extreme widths of the film, and there<br />
should be adequate overlap in adjacent exposures to<br />
ensure complete coverage. While an oblique angle may<br />
be required in some regions, when possible, the X-<strong>ray</strong><br />
beam should enter the casting at right angles to the front<br />
surface, and the film should be set up perpendicular to<br />
the central <strong>ray</strong>.<br />
When the casting thickness varies more than 1/2-inch<br />
(12.7 mm) equivalent steel, the multiple-film technique<br />
can be employed to cope with the varying section<br />
thicknesses. These variations may also create significant<br />
scatter, which can be minimized using special procedures<br />
(see the discussion on scatter control).<br />
Layout and Marking. Radiographic assignments can<br />
involve fairly simple techniques. This can be as simple as<br />
placing the film cassette under or behind the casting and<br />
making the exposure. But, for large, heavy castings such as<br />
turbine bodies, the film placement and radiographic<br />
projections can be complex and may require careful<br />
planning and fixturing.<br />
Crane mounted <strong>Linatron</strong> used to examine large objects.<br />
page 42<br />
The radiographer should be furnished with either a marked<br />
print of the casting, showing the projections and areas to<br />
be covered, or a rough sketch showing the film locations,<br />
markers and other relevant information. The marked print<br />
or sketch should remain with the casting radiographs. The<br />
radiographer should retain a copy to add information<br />
about the film and screens used, image quality indicator<br />
selection and placement, filtration, exposure and resulting<br />
film density, and other pertinent facts about the job.<br />
Casting Radiographic Procedures. When compared with<br />
lower energy systems, <strong>Linatron</strong> radiography of castings can<br />
often produce significantly more readable film images.<br />
The increased latitude and reduced wide angle scatter<br />
provide major advantages not found in lower energy<br />
radiography. However, high-energy radiographs will have<br />
less contrast, and the imaging of fine cracks and<br />
filamentary porosity can be difficult. Cracks usually do<br />
not progress in a straight line and do not present welldefined<br />
edges to the X-<strong>ray</strong> path. This usually causes<br />
images to have penumbral edges, which makes detection<br />
difficult. Cracks which lie at angles to the X-<strong>ray</strong> beam can<br />
be seen if their width exceeds the limit imposed by the<br />
overall radiographic sensitivity, as determined from the<br />
equation;<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
Δx = W/sin ø (see Figure 5-1)<br />
where Δx = the crack width in the direction of the radiation<br />
W = the crack width<br />
ø = the angle of the crack to the x-<strong>ray</strong> beam
FIGURE 5-1. Relationships between crack width (W), projection<br />
angle (ø), and contrast sensitivity (Δx/x).<br />
Almost all castings contain discontinuities of various types<br />
(inclusions, microshrinkage, etc.) that have no effect on the<br />
strength or serviceability of the casting. Repairing these<br />
discontinuities is expensive and sometimes can do more<br />
harm than good. It is the radiographer’s task to determine<br />
the criticality of the various areas and to produce the best<br />
possible radiographs.<br />
• RADIOGRAPHY OF FLANGES. Whenever flanged<br />
areas of a casting are radiographed, the radiograph<br />
should cover the flanges, the cylindrical wall, and the<br />
corner between them. Film should be placed under the<br />
flange and inside the casting, as shown in Figure 5-2.<br />
Two or three projections may be required since an<br />
exposure that shows shrinkage defects might not show<br />
tears. It is important the exposures provide a clear<br />
picture of the junction between the flange and the wall.<br />
The radiographs must show shrinkage completely if<br />
there is shrinkage in the flange and wall areas. Cracks<br />
and tears must be found if they are present in the fillet.<br />
Flange exposures should be made for the average<br />
thickness of the section being radiographed. Multiple<br />
film techniques should be used as necessary if multiple<br />
thicknesses are present in the radiographed section.<br />
page 43<br />
• RADIOGRAPHY OF VALVE BODIES. <strong>High</strong>-energy X<strong>ray</strong>s<br />
can penetrate both outside walls and provide the<br />
necessary sensitivity for demonstrating internal section<br />
defect when applied to small and some large valve<br />
bodies. This is especially true in the critical valve seat<br />
areas. Exposures are made by placing the film behind<br />
the valve body and beaming into the object at the best<br />
angle to project the critical internal section onto the<br />
film. Blocking, filtering, or other scatter reduction<br />
techniques should be used to ensure maximum<br />
sensitivity. A large D/T ratio is needed to minimize<br />
distortion and undesirable enlargement.<br />
FIGURE 5-2. Typical flanged casting exposure plan showing 12<br />
exposures at 30˚ increments for three beam orientations (cr =<br />
central <strong>ray</strong>).<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Radiography of Welds<br />
Radiography is one of the most widely used inspection<br />
techniques and still remains the most reliable choice for<br />
weld inspection. Because radiographic weld inspections are<br />
often controlled by mandatory procedures with codified<br />
accept-reject criteria, the radiographer should know the<br />
specified requirements, and as much as possible about the<br />
specific fabrication before deciding to apply a certain<br />
procedure. To assure the appropriate inspection is<br />
conducted, the radiographer must know the ability of each<br />
radiographic procedure and technique to form images of<br />
defects. For example, the orientation of weld defects is<br />
often known and should determine the optimum<br />
radiographic coverage and angulation to provide the best<br />
inspection.<br />
Frequently, the defect of most concern is the crack, and<br />
small cracks are hardest to detect. The probability of crack<br />
detection by radiography is a function of crack width,<br />
orientation, and X-<strong>ray</strong> machine sensitivity. A<br />
supplementary test such as ultrasonic examination may be<br />
required since it is often not practical to exhaust all<br />
possible angulations of an X-<strong>ray</strong> beam in order to increase<br />
the crack detection probability. The following list describes<br />
defects that are common to most welding and can be<br />
revealed by radiography.<br />
• CRACKS can occur in the weld metal (centerline<br />
shrinkage cracks, root cracks, etc.), in the heat-affected<br />
zone and in the base metal. They appear on the<br />
radiograph as dark lines with sharp distinct edge, or<br />
edges that are fuzzy and diffused.<br />
page 44<br />
• LACK OF PENETRATION is failure to melt the base<br />
metal during the stringer pass weld. It appears on the<br />
radiograph as a straight dark line at the center of the<br />
weld This defect is usually caused by improper heat or<br />
choice of weld rod.<br />
• INCOMPLETE FUSION is failure of the weld metal to<br />
fuse to the base metal. This appears as slightly wavy<br />
lines running parallel to the weld length and off the<br />
centerline of the weld.<br />
• SLAG, TUNGSTEN, AND OTHER INCLUSIONS are<br />
caused by entrapment of foreign material in the weld<br />
metal. This defect appears on the radiograph as<br />
irregularly shaped high or low-density areas depending<br />
upon the material entrapped.<br />
• POROSITY is gas entrapped in the weld metal. This<br />
appears on the radiograph as small, globular shaped dark<br />
voids. This can be linear in nature or can be scattered<br />
throughout the weld metal.<br />
• UNDERCUT is base metal sucked into the cover pass<br />
causing a reduction of thickness at the juncture. This<br />
appears on the radiograph as darker lines along the edges<br />
of the weld.<br />
• CONCAVITY occurs on joints that are welded from one<br />
side only, where excessive melting of the underside<br />
occurs, causing it to be pulled into the joint.<br />
• CENTERLINE CREVICE.<br />
• JOINT DISTORTION, MISMATCH, AND WELD<br />
MISPLACEMENT.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Radiographic Coverage<br />
* There are special requirements for the radiography of all<br />
welds that may not be found in other radiographic<br />
applications. These requirements are as follows.<br />
(1) Film with the highest contrast gradient consistent with<br />
acceptable exposure times should be used.<br />
2) The exposure should obtain the highest film densities<br />
that can be viewed conveniently.<br />
Full Length Of Film<br />
Inches cm<br />
6 15.2<br />
8 20.3<br />
10 25.4<br />
12 30.5<br />
14 35.6<br />
16 40.6<br />
18 45.7<br />
19 48.3<br />
Angle from Central Ray to<br />
Film Edge (degrees)<br />
2.4<br />
3.2<br />
4.0<br />
4.8<br />
5.5<br />
6.3<br />
7.1<br />
7.5<br />
Table 5-3 Angle From Central Ray to Film Edge at 72 Inch (1.83 m) SF<br />
page 45<br />
(3) To demonstrate transverse cracks, longitudinal<br />
coverage per exposure should not exceed the<br />
maximum permissible projection angles that the<br />
radiation source makes with the film ends, unless<br />
otherwise specified. This is shown in Table 5-3 for a<br />
1.83 meter SFD distance as an example.<br />
The sensitivity required to demonstrate cracks at a<br />
projection angle of 3˚ for various crack separation widths<br />
and material thicknesses is shown in Table 5.4. These data<br />
are calculated from the relationship Δx = W/sin ø<br />
(See Figure 5-1).<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
Ratio of Crack Thickness & Width<br />
(T/W) that Presents an Open<br />
Channel For the x-<strong>ray</strong>s<br />
24 to 1<br />
18 to 1<br />
14 to 1<br />
12 to 1<br />
10 to 1<br />
9 to 1<br />
8 to 1<br />
7.6 to 1
The width of separation required for sensitivity<br />
demonstration is increased proportionately if the<br />
projection angle is increased. The demonstrated crack<br />
width is decreased proportionally if the sensitivity is<br />
improved, i.e. from 1% to 0.5%.<br />
The data given in Table 5-4 provide general guidelines<br />
only. Cracks do not follow a single plane and sometimes<br />
portions of the crack edges will not be parallel to the<br />
radiation beam in actual practice.<br />
Weld Thickness<br />
Inches cm<br />
2 5.1<br />
4 10.2<br />
6 15.2<br />
8 20.3<br />
10 25.4<br />
10 25.4<br />
1 30.5<br />
12 30.5<br />
15 38.1<br />
15 38.1<br />
Crack Separations<br />
Mils mm<br />
1.0 0.03<br />
2.0 0.05<br />
1.5 0.04<br />
2.0 0.05<br />
2.5 0.06<br />
5.0 0.13<br />
3.0 0.08<br />
6.0 0.15<br />
3.3 0.08<br />
7.5 0.19<br />
Table 5-4 Sensitivity Needed to Show Cracks at Angles 3˚ to the Beam<br />
page 46<br />
• CIRCUMFERENTIAL BUTT WELDS. Radiographs of<br />
circumferential butt welds in heavy sections usually are<br />
obtained with the source outside the circumference. Care<br />
must be exercised when radiographing curved sections<br />
with this technique. Be aware that small transverse<br />
cracks may be obscured if the projection angles are too<br />
large. Therefore, the film coverage must be reduced to<br />
control the projection angle through the curved section.<br />
Image quality indicator placement should be the same as<br />
linear welds. Distortion from projection is increased<br />
when film holders are made to conform to the inside<br />
curvature. Consequently, the use of rigid cassettes with a<br />
suitable front filter is recommended.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
Sensitivity Required (%)<br />
1.0<br />
1.0<br />
0.5<br />
1.0<br />
0.5<br />
1.0<br />
0.5<br />
1.0<br />
0.5<br />
1.0
• T-SECTIONS. T-Section welds present problems that<br />
are solved only by the radiographer ingenuity. It may be<br />
necessary to take two projections to ensure adequate<br />
examination. For example, when a dome is welded to a<br />
heavy flange (with a double-J bevel), orient one<br />
projection parallel to the flange surface and the other at a<br />
projection angle near the angle of the bevel. A<br />
projection parallel to the surface should be made if the<br />
flange material is rolled stock with the weld attachment<br />
perpendicular to the rolling direction. Many highly<br />
stressed T-weld failures occur because of cracking in the<br />
parent material beneath the weld.<br />
Design and Placement of Image Quality Indicators<br />
(IQI). A typical practice is to require at least two IQls per<br />
exposure area. These are placed at the limits of film<br />
coverage adjacent to the weld. If weld reinforcement is not<br />
removed, the IQI must be shimmed up so that the total<br />
thickness under the IQI is equal to the total thickness<br />
through the weld. This includes backing strips that were<br />
not removed. In the United States, ASTM plaque-type IQI<br />
are usually required. In Europe, DIN, International<br />
lnsitute of Welding (IIW), or AFNOR (French) IQls may<br />
be used. Reports correlating sensitivities of various IQls<br />
are listed in the Bibliography.<br />
FIGURE 5-3. Typical rocket motor configuration.<br />
page 47<br />
Defect Location. The linear extent of defects can be<br />
determined by comparing radiographs with markers placed<br />
adjacent to the welds. It is sometimes necessary to locate<br />
the depth of defects to determine which side of the weld<br />
should be excavated for repair. This is done by making a<br />
double exposure with a shift of the source across the length<br />
of the defect. Defect depth is a simple ratio of the defect<br />
shift compared to the shift of the marker on the surface,<br />
relative to the known weld thickness.<br />
Radiography of Rocket Motors<br />
Solid propellant rocket motors are made with a wide range<br />
of diameters, and with a variety of bore configurations as<br />
shown in Figure 5-3. A solid propellant rocket motor<br />
consists of a rigid case, an internally bonded insulator and<br />
liner, and solid propellant. These are shown in Figure 5-4.<br />
These propellant configurations have a burning surface<br />
area that normally produces a predictable pressure/flight<br />
curve. If this area is increased by the presence of a crack,<br />
void, or separation, overpressurization of the case can<br />
occur, causing a malfunction. One or more nozzles at the<br />
back end complete the basic motor.<br />
FIGURE 5-4. Cross section of front end of solid rocket motor,<br />
showing construction details for radiographic examination.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
The propellant in large motors is often adhesively bonded<br />
to the liner to provide structural support and to restrict the<br />
burning to the bore surfaces and typically provide low<br />
subject contrast when radiographed. Therefore, every<br />
precaution must be taken to increase the radiographic<br />
contrast. This contrast can be greatly enhanced by<br />
selecting the proper X-<strong>ray</strong> energy.<br />
MeV<br />
1<br />
2<br />
6<br />
9<br />
15<br />
Propellant Thickness Range<br />
inches cm<br />
2-25 5.1 - 63.5<br />
6-33 15.2 - 83.8<br />
8-48 20.3 - 121.9<br />
12-65 30.5 - 165.1<br />
16-100+ 40.6 - 254.0+<br />
Table 5-5 Thickness Range for Routine Radiography with<br />
<strong>Linatron</strong> Sources<br />
Table 5-5 lists practical radiography ranges for solid<br />
propellant. The table shows that a <strong>Linatron</strong> providing X<strong>ray</strong><br />
energies of 1, 2, 6, 9, and 15 MeV, covers the<br />
radiographic range for solid propellant from 2 inches (5.1<br />
cm) to over 100 inches (2.54 m) in thickness. Radiography<br />
of the propellant grain and the peripheral bonded regions,<br />
including the front and back domes, is normally required.<br />
Radiographs of the grain should reveal the presence of<br />
cracks, voids, non-uniform mixing, lack of bond between<br />
internal interfaces, bore deformation, foreign material,<br />
excessive porosity, low-density volumes, and other defects<br />
that are characteristic of the propellant type and the<br />
manufacturing process.<br />
Tangential radiography of peripheral areas reveals interpropellant<br />
bond failures, deterioration or separation of the<br />
liner-propellant bond, insulation failure, peripheral<br />
porosity, and other substandard conditions. Radiographs<br />
are also used to judge the quality of repair work in rocket<br />
motors.<br />
page 48<br />
FIGURE 5-5. Typical roll stand to support rocket motor for horizontal<br />
radiography.<br />
Motor Attitude and Support Equipment. Radiography<br />
of many solid propellant rocket motors is best<br />
accomplished with the motor horizontal on a roller<br />
support stand as illustrated in Figure 5-5. The structural<br />
strength of the motor must allow it to be placed in the<br />
horizontal position, and a method used for support during<br />
rotation. An effective arrangement is to position the X-<strong>ray</strong><br />
source above the motor with film for the grain exposures<br />
placed on a shelf below the area to be covered. It is easily<br />
changed to accommodate larger or smaller motors, it<br />
makes the bore accessible, and it allows tangential shields<br />
and film holders to be placed along both sides of the<br />
motor for tangential exposures. The vertical position is<br />
used when the structural strength of the motor case will<br />
not support the weight of the motor in the horizontal<br />
position. This type of radiography requires mounting<br />
equipment such as a turntable (see Figure 5-7). Adapter<br />
rings, handling yokes, belt slings and other specialized<br />
devices.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Rocket Motor Radiographic Procedures. Radiography<br />
of the grain of a solid propellant rocket motor is usually<br />
performed in accordance with an established layout and<br />
exposure plan designed to give complete coverage of the<br />
entire grain. The cylinder is divided into a number of<br />
segments that correspond to the film centers and range.<br />
These segments may be exposed individually, or they may<br />
be grouped into exposure regions, with several films<br />
exposed simultaneously. In addition to specifying the film<br />
locations, the plans should show the exact location and<br />
direction of the central <strong>ray</strong>. A significant amount of film<br />
overlap is used in most plans to ensure complete coverage.<br />
The overlap also allows some of the propellant to be<br />
exposed a second time at a different angle. This offers an<br />
added opportunity to show cracks that may be present but<br />
at an angle that would not show detection in the first<br />
exposure.<br />
FIGURE 5-6. Typical turntable for vertical rocket motor radiography.<br />
page 49<br />
The dome and tangential areas require separate exposures.<br />
Plaque or wire-type image quality indicators should be<br />
placed on the front (source side) of the motor, so that at<br />
least one such image appears on a film in each exposure.<br />
Plaque-type IQI thickness need not be more than 1% of<br />
the average propellant thickness penetrated. The source-tofilm<br />
distance should be as large as practical.<br />
The angle from the central <strong>ray</strong> to the edge of the film<br />
should not exceed 15 degrees when calculating the film<br />
coverage for a grain exposure layout. Lead front and back<br />
screens (or equivalent screens made of other materials such<br />
as tungsten, copper, tantalum, or fluorometallics), at a<br />
thickness of 20 mils (0.51 mm), should be used. In some<br />
instances, cassette filters may be required to control the<br />
effects of this scatter. The film holders should be placed as<br />
close to the back of the motor as possible for the through<br />
body exposures. Ideally they should be enclosed in an<br />
evacuated envelope to ensure film-screen contact. The<br />
film-screen contact should be maintained by springpressure<br />
cassettes or other mechanical means if a vacuum<br />
system is not available.<br />
For x-<strong>ray</strong>ing propellants, ideal film densities are from 1.5<br />
to 3.0. When thicknesses are greater than those that will<br />
render these densities, the multiple (two-speed) film<br />
technique should be used. Although film exposure curves<br />
will normally indicate film combinations that can be used<br />
for various thick- nesses, some experimental exposures are<br />
usually required to finalize film selection and exposure.<br />
Occasionally, a thin lead foil is used as a separator between<br />
films when optimum intensification and definition are<br />
required.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Grain Radiography Coverage Requirements. Contrast<br />
sensitivities of better than 1% can be achieved routinely<br />
with the <strong>Linatron</strong> using optimum radiographic production<br />
techniques. Defects such as voids and gross density<br />
variations in the solid propellant are readily detected at that<br />
sensitivity. The simplest radiographic procedure (e.g., one<br />
exposure through the grain or two exposures, one at 0˚ and<br />
the second at 90˚ may be used when these are the only<br />
concern. However, cracks and separations are also of great<br />
concern in rocket motors.<br />
Cracks with widths of 1 to 5 mils (0.03 - 0.13 mm) are<br />
detected only when they are aligned with the radiation<br />
source. Most propellants with cracks will open to a width<br />
of 10 to 30 mils (0.25 - 0.76 mm) minimum. At these<br />
widths cracks can readily be detected at almost any angle to<br />
the radiation, and through large thicknesses of propellant.<br />
FIGURE 5-7. Visualization of crack-like defects, as a function of<br />
propellant thickness and crack angle, for x/x = 0.2%.<br />
Figure 5-7 illustrates the width of crack-like defects that<br />
can be demonstrated through various thicknesses of<br />
propellant, at various projection angles, with an assumed<br />
contrast sensitivity of 0.2%. Refer to the approximate<br />
relationship Δx = W/ø. It can be seen from Figure 5-7, as<br />
propellant thickness increases, the ratio W/ø increases,<br />
which means that the same width crack will be shown at<br />
smaller angles. For example,<br />
page 50<br />
Propellant Thickness Ratio of Crack Width<br />
to Projection Angle<br />
inches cm<br />
<strong>Varian</strong> <strong>Linatron</strong> applications<br />
30-36 76.2 - 91.4 W/ø ≈ 1.0<br />
40-50 101.6 - 127.0 W/ø ≈ 1.5<br />
50-60 127.0 - 152.4 W/ø ≈ 2.0<br />
To observe the required rocket grain cracks, the number of<br />
exposures must be increased as the diameter increases. If<br />
the technique being used produces contrast sensitivity<br />
other thanAx/x = 0.2%, the procedures must be modified<br />
accordingly to obtain an equivalent defect detectability.<br />
Tangential Radiography. Propellant-to-insulation (liner<br />
separations) in the domes are considered critical defects<br />
wherever they occur in a rocket motor. Separations as small<br />
as 2 mils (0.05 mm) can be shown on the radiograph,<br />
when the separation occurs at the tangential point.<br />
FIGURE 5-8. Probability (P) of detecting propellant to insulation<br />
separation versus number of exposures (N) for various circumferential<br />
lengths of separation (Lc , for 54-inch (137 cm) diameter (D),<br />
rocket motor, P = Lc/n - D N.
Tangential radiography is performed by placing the area of<br />
inspection at nearly right angles to the x-<strong>ray</strong> beam. The x<strong>ray</strong><br />
forming the outermost part of the cone of radiation<br />
will pass through the interfaces formed by the successive<br />
diameters of the propellant, insulator, and case. By placing<br />
the film against the motor case, below the inspection area,<br />
a radiographic image of the tangential points of the<br />
successive interfaces is formed. The detectability of a<br />
separation depends upon the number of tangential<br />
exposures, as illustrated in Figure 5-8.<br />
Example<br />
12 tangential exposures evenly distributed around a 54inch-diameter<br />
(1 37.2 cm) motor have a 50% probability<br />
of showing an area of separation that extends 7 inches (1<br />
7.8 cm) around the periphery and 100% probability of<br />
showing an area extended 15 inches (38.1 cm) or more<br />
around the periphery.<br />
Tangential Radiography Coverage Requirements.<br />
Radiography of the peripheral areas of the dome and<br />
cylindrical areas of a solid propellant rocket motor requires<br />
an exposure plan similar to the plan for the grain. In fact,<br />
the same layout and marking may be used for the<br />
tangential exposures as for the grain. The central <strong>ray</strong><br />
positions depend on the size of the motor and on the<br />
particular source to be used. The grain exposure with<br />
simultaneous bilateral tangential exposures can be made by<br />
directing the central <strong>ray</strong> radially because of the <strong>Linatron</strong>’s<br />
high output intensities and large radiation cones. With a<br />
less powerful source or one with a small cone of radiation,<br />
only one side of the motor can be exposed at a time. In<br />
general there is no need to use the two-film technique,<br />
since one film may have sufficient latitude to show the<br />
critical areas inside the case. Some experimental exposure<br />
tests may be needed to finalize the optimum technique.<br />
Tangential shielding may be required to reduce the forward<br />
scatter that is characteristic tangential radiographs. This<br />
occurs because of the very small angle between the primary<br />
beam and the object during tangential radiography. A lead<br />
shield can be added to the outer surface of the motor at<br />
the tangential point when exposures with very high<br />
contrast sensitivity are required. The attenuation of the<br />
shield should be approximately the same as the average<br />
attenuation of the chord at the propellant interface.<br />
page 51<br />
Wires and slits with thicknesses often less than 1% of the<br />
total equivalent chord at the propellant interface have been<br />
employed in tangential radiography. Lead screen and filters<br />
should be used like grain exposures. The interface image is<br />
a projection since the curvature of a motor prevents the<br />
placement of film close to the tangent point. For this<br />
reason the largest source-to-film distance possible should<br />
be used.<br />
Assembly Radiography<br />
Assemblies such as jet engines, gas turbines, valves, nuclear<br />
fuel elements, and explosive devices (e.g. bombs and fuzes)<br />
are frequently radiographed with high-energy x-<strong>ray</strong>s to<br />
show internal conditions or dimensions. These assemblies<br />
may have material thicknesses that vary by several HVLs at<br />
adjacent regions. Also, many assemblies can have material<br />
and assembly characteristics that produce forward scatter,<br />
which obscures the sharpness of the radiographic image.<br />
The following good radiographic practices should be<br />
observed when establishing the techniques:<br />
• Use the highest practical x-<strong>ray</strong> energy to minimize the<br />
effect of forward scatter.<br />
• Use object-film filters and screen-film combinations that<br />
produce the highest contrast and best sharpness.<br />
• Use large D/T ratios to avoid distortion.<br />
• For radiography of a radioactive object, place the film at a<br />
distance from the object sufficient to reduce fogging of<br />
the film by the object’s radiation. Also, use an object-film<br />
filter in back of the object to further reduce object effects.<br />
• Use multifilm techniques where thickness variations<br />
exceed the range of a single film.<br />
• Exposure times for each film may be obtained from<br />
established exposure curves when the average thickness of<br />
the objects in the area of penetration is known.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Bibliography<br />
Books<br />
Practical Radiography for Industry<br />
H. R. Clauser<br />
Reinhold Publishing Co., N.Y. (1 952)<br />
Applied X- Rays<br />
G. L. Clark<br />
McGraw Hill Book Co., N.Y.<br />
4th Edition, (1 955)<br />
Handbook of Radiology<br />
Editors-R. H. Morgan & K. E. Corrigan<br />
The Year Book Publishers, Chicago (1 955)<br />
A Further Handbook of Industrial Radiology<br />
Editor-W. J. Wilshire<br />
Edward Arnold & Co., London (1957)<br />
Handbook of Nondestructive Testing<br />
Editor-R. C. McMaster<br />
Roland Press, N.Y. (1 960)<br />
Techniques of Nondestructive Testing<br />
Editors-C. A. Hogarth & J. Blitz<br />
Butterworth & Co., London (1 960)<br />
Nondestructive Testing<br />
W. J. McGonnagle<br />
McGraw Hill Book Co., N.Y. (1961)<br />
An Introduction to Industrial Radiology<br />
J. C. Rockley<br />
Butterworth & Co., London (1 964)<br />
Physics of Industrial Radiology<br />
Editor-R. Halmshaw<br />
American Elsevier Publishing Co., N.Y. (1966)<br />
Industrial X-Ray Interpretation<br />
Justin G. Schneeman<br />
lntex Publishing Co., IL (1968)<br />
Radiography in Modern Industry<br />
Eastman Kodak Company, Rochester, N.Y.<br />
4th Edition (1 979)<br />
Industrial Radiology Techniques<br />
R. Halmshaw<br />
Wykeham Publishing Co., London (1 971 )<br />
page 52<br />
Sections of Books and Technical Reports<br />
Radiography with <strong>High</strong>-<strong>Energy</strong> Radiation<br />
C. C. Pollitt<br />
Journal of the British Steel Castings<br />
Research Association, No. 65, Feb. 1962<br />
10-MeV X-Ray Technique<br />
D. T. O’Connor, E. L. Criscuolo, & A. L. Pace<br />
Special Technical Publication No. 96<br />
American Society for Testing & Materials<br />
Radiology with <strong>High</strong>-<strong>Energy</strong> X-Rays<br />
R. Halmshaw & C. C. Pollitt<br />
Progress i n Non- Des t ruct ive Testing<br />
Vol. 2, Heywood & Co., London (1959)<br />
10- MeV Rotating Target Linear Accelerator for<br />
Radiography of Large Rocket Motors<br />
J. H. Cusick & J. Haimson<br />
Proceedings, Missiles & Rockets Symposium,<br />
U.S. Naval Ammunition Depot, Concord, Ca.(1961)<br />
Radiography of Large Missiles<br />
With the Linear Electron Accelerator<br />
J. Haimson<br />
Nondestructive Testing, Mar-Apr 1963<br />
<strong>High</strong> - <strong>Energy</strong> Radiography in the 6- to 30-MeV Range<br />
J. H. Bly & E. A. Burrill<br />
Special Technical Publication No. 278<br />
American Society for Testing & Materials (1959)<br />
<strong>High</strong> Voltage Radiography<br />
Section No. 23 of the “Handbook of Nondestructive<br />
Testing”, Editor R. C. McMaster,<br />
Roland Press, N.Y. (1 960)<br />
Radiographic lnspection<br />
Section in “Metals Handbook”, Vol. 11, 8th<br />
Edition, American Society for Metals, 1978.<br />
Nondestructive Testing Handbook<br />
Editors - Paul Mclntire and Lawrence E. Bryant.<br />
American Society for Nondestructive Testing.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
<strong>High</strong> <strong>Energy</strong> Real-Time Radiographic Imaging<br />
Real Time Radiography can be defined as nondestructive<br />
radiographic testing where an image of the test object is<br />
viewed concurrently with the irradiation. This method of<br />
inspection is relatively new to nondestructive testing but is<br />
an outgrowth of fluoroscopy, which has been used in the<br />
industrial field for many years. The technology has made<br />
great leaps, with improvements in image processing,<br />
development of new fluors and camera designs.<br />
FIGURE 6-1. Typical real-time x-<strong>ray</strong> imaging system.<br />
page 53<br />
Imaging Heads - In general, high energy real time<br />
radiography imaging heads (cameras) have three main<br />
components, the imaging screen, lens system and low-light<br />
video camera. The imaging screen directly converts x-<strong>ray</strong>s<br />
into low-level light, usually in the yellow/green part of the<br />
visible spectrum. The lens system contains one or more<br />
large aperture lenses that couple the light to the low-light<br />
video camera.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Normally, the light generated in the imaging screen is<br />
coupled to the lens-camera system by a front surface mirror<br />
mounted at 45 degrees to the screen. This positions the<br />
camera and lenses outside the cone of direct radiation,<br />
minimizing damage to these components.<br />
In general, two types of low-light video cameras are used in<br />
real-time radiography, Silicon Intensified Target (SIT) and<br />
Image lsocon video tube cameras. SIT cameras have<br />
excellent low-light sensitivity and are compact, rugged and<br />
require no special cooling. Image lsocons have more<br />
dynamic range and spatial resolution but are very position<br />
sensitive and require special cooling.<br />
Because Image lsocons are physically larger tubes, these<br />
cameras are generally larger and vibration sensitive. SIT<br />
tubes are small, low cost and more adaptable to special<br />
applications.<br />
Signal Processing - Signals from real-time cameras are<br />
digitized and stored in digital memory for further<br />
processing or archival storage. The digital memory is part of<br />
an image processor, which is a specialized computer system<br />
designed to process image data, most often in real time.<br />
FIGURE 6-2. Schematic of ER real-time system functional elements.<br />
page 54<br />
Image processors can vary considerably from systems that<br />
only have the ability to acquire individual video frames to<br />
systems that can perform complicated image filtering<br />
and/or transforms. Images stored and processed by the<br />
image processor are displayed on a high resolution video<br />
monitor for interpretation. This is illustrated in Figure 6-2.<br />
Archival Storage - Archival storage is necessary to keep an<br />
image record of inspection procedures performed. Two<br />
basic methods are used to store real-time radiography<br />
images, analog and digital. The most popular, and<br />
presently least expensive, method to store real-time images<br />
is high bandwidth analog video tape. Any image presented<br />
on the video monitor will be recorded on video tape.<br />
Additionally, images can be annotated verbally on the<br />
video tape’s audio track.<br />
Images may also be stored digitally on hard disk, floppy<br />
diskette, magnetic tape and optical laser disk. Magnetic<br />
tape and optical laser disk have the most capacity, but<br />
magnetic tape is classified as a volatile medium with a<br />
definite possibility for the data to be corrupted by<br />
magnetic fields, erased or being overwritten.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Optical disks are classified as non-volatile because they can<br />
be written to once, read as many times as desired and<br />
cannot be erased. Therefore, optical disks are the digital<br />
equivalent to standard film. Additionally, optical disks have<br />
a very high capacity. Present optical disks can store up to<br />
8000 images per disk pack. Since disk packs are removable,<br />
virtually unlimited storage is possible.<br />
Hard disk storage is usually an intermediate digital storage<br />
before transferring the images to optical disk, magnetic<br />
tape or floppy diskette. This is because the hard disk has a<br />
definite limit on storage capacity. Therefore, image data<br />
must be regularly erased to make room for more data.<br />
Operator Control - Early real-time radiography system<br />
operator controls were a collection of the individual<br />
component controls mounted on an operators console.<br />
The trend for present systems is to integrate all of the<br />
controls from the separate components that make up a<br />
real-time system into one centralized control system. This<br />
is most often accomplished by controlling all system<br />
components with a centralized computer system.<br />
Today it is possible to use a real-time radiography system as<br />
the control core of an automated radiographic inspection<br />
system. This requires communication and control<br />
protocols between the imaging system and the parts<br />
handling device (manipulator) - and possibly other<br />
peripherals - and the ability for the imaging system to<br />
perform programmable inspection sequences. Then, after<br />
the part is loaded and the x-<strong>ray</strong> source and camera are<br />
aligned to an initial position, the control computer can<br />
control the rest of the inspection process.<br />
<strong>Applications</strong><br />
Real-time radiography applications can be generally<br />
divided into two subsections, actual real-time imaging<br />
where processes are examined for dynamic function and<br />
automated test sequences where high test throughput and<br />
low-cost is the primary function.<br />
Test procedures such as observing the pattern of metal<br />
filling molds and observing the function of motor<br />
components while the motor is actually running are typical<br />
dynamic function applications. It is also often necessary to<br />
use real-time systems to properly position test objects<br />
where the inner mechanism is unknown or obscure.<br />
page 55<br />
Automated testing has become more important in recent<br />
times because of an emphasis upon 100% testing of critical<br />
components. Real time systems, in conjunction with parts<br />
handling systems (manipulators) and integrated system<br />
control, allow automated test sequencing with higher<br />
throughputs and more coverage than previous film systems.<br />
Figure 6-3 illustrated a real-time automated inspection<br />
system.<br />
The following characteristics should be considered when<br />
planning a real-time radiography application:<br />
X-<strong>ray</strong> energy - Selection of an x-<strong>ray</strong> energy for real-time<br />
imaging should be based upon several considerations.<br />
Selection of an energy that is too great for the part being<br />
inspected can lead to difficulties. When the energy is so<br />
high that the material does not present at least 1.5 half<br />
value layers, small changes in attenuation may be lost.<br />
Additionally, radiation buildup can cause tremendous<br />
scatter problems when x-<strong>ray</strong>ing thin sections. This is<br />
stabilized after approximately 1.5 HVLs. This thickness is<br />
called the “equilibrium” thickness.<br />
Selecting too low an energy also presents problems,<br />
especially when actual real-time images are important. In<br />
general, dynamic real-time radiography is like taking<br />
pictures at a thirtieth of a second per image. If the<br />
radiation energy or output is too low, little detail will be<br />
seen in the image. This imaging time can be lengthened by<br />
averaging two or more frames together. However, enough<br />
radiation must be reaching the imaging screen to provide<br />
the amount of light on the conversion screen needed for<br />
proper image evaluation.<br />
Ideally, x-<strong>ray</strong> energy and output is chosen so that 4 to 7<br />
half value layers are being examined and the radiation to<br />
the imaging screen exceeds 15 to 25 rads/min. However,<br />
real-time systems can be useful at extremes outside of this<br />
ideal envelope.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FIGURE 6-3. Real-time automated inspection system.<br />
page 56<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Real-time inspection applications, using proper technique,<br />
have been successful for up to twelve half value layers.<br />
However, throughput suffers when the long image<br />
exposures for this type of imaging are used.<br />
Collimators - When real-time imaging is being performed,<br />
it is extremely important to restrict the x-<strong>ray</strong> beam to the<br />
area that is being inspected. Remote controlled collimators<br />
are very useful in real-time radiography because the size<br />
and shape of the collimated beam can be seen on the<br />
imaging screen in the control room in “real-time”, allowing<br />
the operator to select the exact area desired for viewing.<br />
Additional collimation may be needed at the object being<br />
inspected to control scattered radiation. This can be<br />
located either on the x-<strong>ray</strong> side of the object or on the<br />
screen side of the object, depending upon the needs of the<br />
situation.<br />
These are termed “pre-collimators” and “postcollimators”,<br />
respectively, and are similar to the practice of “blocking”<br />
except that these collimators restrict the beam to the size of<br />
the imaging screen, while blocking is only shielding placed<br />
around the item being inspected.<br />
Manipulators - A key factor in real-time radiography is the<br />
ability to manipulate the item under inspection<br />
automatically or by remote control.<br />
To inspect complicated items, manipulators (or parts<br />
handling systems) must be accurately controllable and<br />
repeatable. For automated imaging applications,<br />
manipulators are programmed to follow predictable,<br />
planned paths during the inspection.<br />
The design of manipulators is very applications specific<br />
and the system integration needed for automated test<br />
sequences is challenging. In general, the manipulator must<br />
have sufficient flexibility to position the inspected object<br />
under inspection properly for the total x-<strong>ray</strong> inspection.<br />
Control of the manipulator can be a remote manual<br />
console or the controls can be integrated into the imaging<br />
system. Integrating manipulator control with the imaging<br />
system allows completely autamatic inspection sequences.<br />
page 57<br />
Screens/Filters - A distinction should be made between<br />
conversion screens used in real-time radiography, which<br />
directly convert x-<strong>ray</strong>s to visible light, and intensifying<br />
screens, which filter low energy x-<strong>ray</strong>s and emit<br />
intensifying photoelectrons to increase light output.<br />
Real-time radiography uses several different types of<br />
conversion screens. For low energy, these screens can be<br />
used without intensifying filters. However, for higher<br />
energies, intensifying filters (screens) are used to provide<br />
better image contrast. The combination of conversion<br />
screen and filter depend upon the application.<br />
As higher energies are used, image degradation results from<br />
high energy photons passing through the conversion screen<br />
without sufficient interaction with the phosphors in the<br />
screen. By adding a heavy metal intensifying screen on the<br />
x-<strong>ray</strong> side of the fluorescent (conversion) screen, “knock<br />
out” electrons are emitted which interact with the<br />
phosphors of the screen. These intensifying screens are<br />
usually made from tungsten or tantalum. Their thickness<br />
requirement is a function of the x-<strong>ray</strong> energy, but in<br />
practice 0.020 inch (0.50 mm) thick tantalum is used for<br />
energies from 2 to 6 MV and 0.040 inch (1 mm) thick<br />
tantalum for higher energies.<br />
Fused scintillating fiber optic conversion screens are thicker<br />
than conventional fluoroscopic screens and do not<br />
generally need intensifying screens. Fiber optic screens<br />
exhibit excellent conversion efficiency, which is a function<br />
of the screen thickness, and low energy scatter rejection,<br />
which is a function of the collimating effect of the<br />
individual fibers. Fiber optic screens are especially effective<br />
in high scatter, high energy applications.<br />
Field of View - Real-time cameras generally provide more<br />
than one field of view by using two or more optical lenses<br />
to provide magnification. A magnified image results in<br />
higher resolution but with a smaller field of view and lower<br />
throughput. The application will determine which field of<br />
view is appropriate.<br />
Image Acquisition - There are generally three basic<br />
methods of image acquisition used in real-time<br />
radiography, real time, recursive averaging and integration<br />
(summation).<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Real-time image acquisition displays a new image at the<br />
basic frame rate. This is normally an image every thirtieth<br />
of a second. This mode of obtaining images is useful for<br />
observing the proper positioning of a part, collimator setup<br />
and screening applications where plenty of radiation<br />
output is available. Quantum fluctuation can have a large<br />
effect upon the detail that can be observed in an image.<br />
Recursive Averaging is a frame summing procedure that<br />
provides for a moving average image. The result of this<br />
procedure is to accumulate in memory an exponentially<br />
weighted sum of previously input frames. Because the<br />
memory is constantly being refreshed with a new image, it<br />
is possible to conduct motion imaging with an improved<br />
signal to noise ratio.<br />
The random noise will be reduced. However, as more<br />
frames are averaged, the time lag of the image also<br />
increases, making the use of this averaging technique less<br />
useful for motion imaging. Therefore, a balance must be<br />
found between noise improvement and image lag.<br />
Considering random noise only, integration (summation)<br />
increases the signal to noise ratio of the image by a factor<br />
of the square root of the number of integrated frames-<br />
(N) 1/2 . This method of image acquisition compares with<br />
film exposure methods and is widely used to improve<br />
image quality. Integration is used most often for static<br />
imaging rather than dynamic processes. For any given time<br />
of image acquisition, summation improves the image signal<br />
to noise ratio of the image more than recursive averaging.<br />
Image Processing - Real-time radiography provides several<br />
different types of image processing to improve the<br />
detectability of defects in the test object.<br />
page 58<br />
Contrast Enhancement or Stretching is the most common<br />
form of image processing. Often the important<br />
information in an image is contained in a small part of the<br />
contrast range available. Contrast enhancement allows<br />
using the total dynamic contrast range over a small<br />
statistical range. Contrast enhancement does not modifiy<br />
the original image data. It only modifies the way the data is<br />
displayed. Subtraction techniques subtract one image from<br />
another after moving either the x-<strong>ray</strong> source, the test object<br />
(or part of the test object) or the camera between images.<br />
Any data, such as systemic noise, that are common<br />
between the two images is subtracted out of the image.<br />
Several different subtraction methods can be used (shift<br />
subtract, mask subtract, etc.) depending upon the<br />
application. Care must be taken during subtract processes<br />
not to introduce false information into the resultant image.<br />
Additionally, the direction that the x-<strong>ray</strong> source, the object<br />
or the camera is moved is critical.<br />
Digital Filtering can remove high or low spatial frequency<br />
data from an image or Edge Enhancement can sharpen the<br />
representation of internal structure in a test object.<br />
Conclusion<br />
Real-time radiography is a nondestructive testing technique<br />
that is useful for dynamic imaging and automated highthroughput<br />
radiographic testing. Present real-time systems<br />
include an x-<strong>ray</strong> source, test-object manipulator, (partshandling<br />
system) and an imaging system for image<br />
acquisition, processing and archival.<br />
<strong>High</strong> energy applications of real-time radiography are<br />
rocket motor, ordnance and heavy casting inspection.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Glossary<br />
ABSORPTION<br />
Process in which X-<strong>ray</strong> photons, as they pass through a<br />
material, are absorbed in the material. (See<br />
PHOTOELECTRIC ABSORPTION and PAIR<br />
PRODUCTION).<br />
ATTENUATION<br />
Combination of absorption and scattering processes in<br />
which X-<strong>ray</strong>s, as they pass through material, are either<br />
stopped, or diverted from straight and forward travel. Total<br />
Attenuation, depending upon the X-<strong>ray</strong> energy, consists of:<br />
PHOTOELECTRIC ABSORPTION, COMPTON<br />
SCATTERING and PAIR PRODUCTION.<br />
BACKSCATTER<br />
Secondary radiation produced by scattering of X-<strong>ray</strong>s from<br />
their original (forward) direction through angles greater<br />
than 90 degrees.<br />
BEAM FLATTENER<br />
Cone shaped X-<strong>ray</strong> absorber placed centrally in the beam<br />
of a high-energy X-<strong>ray</strong> source, to absorb a relatively greater<br />
proportion of the high-intensity central <strong>ray</strong>s than of the<br />
<strong>ray</strong>s at the edges of the beam, to produce a more uniform<br />
X-<strong>ray</strong> intensity at the plane of the X-<strong>ray</strong> film. Also referred<br />
to as a BEAM COMPENSATOR.<br />
BEAMING<br />
The condition that higher radiation intensity occurs in the<br />
forward, central X-<strong>ray</strong>s from a high-energy X-<strong>ray</strong> source<br />
(target) than is emitted in all other directions. Caused by<br />
the large forward momentum of the accelerated electrons<br />
which strike the target to produce the X-<strong>ray</strong>s.<br />
BLOCKING<br />
Use of lead or other shielding material around the edges of<br />
the object being radiographed, to absorb scattered<br />
radiation that would otherwise expose and excessively<br />
darken areas of the X-<strong>ray</strong> film under the object.<br />
page 59<br />
BROAD BEAM<br />
Arrangement of the source, object and x-<strong>ray</strong> film (or other<br />
radiation detector) in which scattered radiation from the<br />
object contributes to the total exposure (at a given point)<br />
on the film; specifically, scattered radiation at solid angles<br />
greater than 0.01 steradian. The solid angle is formed by<br />
the point on the film and the perimeter of the exposed<br />
cross- sectioned area of the object. NARROW BEAM<br />
arrangements are those where scatter reaching the x-<strong>ray</strong><br />
film or detector is only that scatter radiation within angles<br />
less than 0.01 steradian.<br />
CENTRAL RAY<br />
Line within the x-<strong>ray</strong> beam, coincident with the direction<br />
of peak x-<strong>ray</strong> intensity, the (usually) central axis of the<br />
electron accelerator, and with the axis of the collimator. (It<br />
also coincides with the laser beam indicator in a <strong>Linatron</strong>.)<br />
COLLIMATOR<br />
<strong>High</strong>-density metal absorber with a conical (sometimes<br />
pyramid-shaped) opening for passage of x-<strong>ray</strong>s to produce<br />
a well-defined beam of x-<strong>ray</strong>s from the target.<br />
COMPENSATOR<br />
(See BEAM FLATTENER)<br />
COMPTON SCATIERING<br />
X-<strong>ray</strong> attenuation process in which a photon transfers<br />
energy and momentum to an orbital electron of the<br />
attenuating material, and continues to travel through the<br />
material at an angle to the original photon direction.<br />
CONTRAST<br />
RADIOGRAPHIC CONTRAST is the magnitude of the<br />
difference in density from one area to another on a<br />
radiograph resulting from variation in x-<strong>ray</strong> intensity<br />
transmitted through the corresponding sections<br />
(thicknesses) of the object being radiographed. SUBJECT<br />
CONTRAST refers to the ratio of radiation intensities<br />
transmitted through selected sections of the object, and is<br />
therefore a function of the thicknesses of those sections.<br />
(Also see: FILM CONTRAST)<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
D/T RATIO<br />
Ratio of the distance between the source (<strong>Linatron</strong> target)<br />
and the front surface of the object being radiographed to<br />
the distance from the front surface of the object to the film<br />
(usually the object thickness).<br />
DEFECTS<br />
Usually discontinuities and imperfections in the object<br />
being examined, considered deleterious to the service of the<br />
object, and which are revealed in <strong>Linatron</strong> radiography.<br />
Depending on the object and service requirements, Voids,<br />
Gaps, Separations, Cracks, Misassemblies, and other<br />
homogeneities may be identified as DEFECTS in a<br />
specification. (See Table 5-2, p. , also Table 5-3, p. )<br />
DEFINITION<br />
Fidelity in x-<strong>ray</strong> film images of sharp edges of the object,<br />
and the degree with which the detail of small defects and<br />
discontinuities are clearly shown. (See also:<br />
UNSHARPNESS)<br />
DENSITY (Film)<br />
Degree of blackening of the exposed and developed x-<strong>ray</strong><br />
film; DENSITY is usually expressed in terms of the H&D<br />
scale. (See H&D UNIT)<br />
DENSITY (Film) GRADIENT<br />
Amount of density change in the exposed and developed<br />
film per unit of change in the logarithm of the exposures.<br />
Film manufacturers also refer to density Gradient as the<br />
GAMMA ( y ) of the film at the particular density<br />
specified.<br />
DIFFERENTIAL ABSORPTION<br />
Differences in the x-<strong>ray</strong> absorption (and therefore the<br />
transmission through) various adjacent sections of an<br />
object being radiographed, which result in differences in<br />
the exposure to the film behind those areas.<br />
EDGE ENHANCEMENT<br />
TV scanning and electronic processing of radiographic<br />
(Real-Time or Film) images, that produce highlighting of<br />
edges of the object, defects, etc., in the final image. The<br />
resulting processed (edge-enhanced) images are displayed<br />
on a TV monitor.<br />
page 60<br />
ELECTRON EQUILIBRIUM<br />
Occurs in an x-<strong>ray</strong> measurement arrangement when, for<br />
electrons (set in motion by the x-<strong>ray</strong>s) leaving the<br />
measuring cavity, electrons of equal total energy enter.<br />
ELECTRON LINEAR ACCELERATOR<br />
A system containing an electron source, power supply,<br />
accelerator section, and metal target (when x-<strong>ray</strong>s are to be<br />
produced). The system generates high-energy x-<strong>ray</strong>s by<br />
accelerating the electrons to high energies and by directing<br />
the electrons in a linear path to collide with the metal target<br />
which results in producing x-<strong>ray</strong>s.<br />
ENERGY SPECTRUM (Photon)<br />
Distribution of x-<strong>ray</strong> intensity (or quantity of x-<strong>ray</strong><br />
photons) as a function of the x-<strong>ray</strong> energy in an x-<strong>ray</strong><br />
beam.<br />
EXPOSURE CURVE<br />
Plot of the exposure Rads vs material thickness, that gives<br />
the exposure conditions to obtain a radiograph with<br />
specific film density.<br />
FIELD COVERAGE<br />
Size of the area that can be exposed in a single radiographic<br />
exposure, for a particular source, collimator, and<br />
distance from the x-<strong>ray</strong> target.<br />
FIELD FLATNESS<br />
Degree of constancy of radiation intensity level across the<br />
field of an x-<strong>ray</strong> beam usually measured in a plane normal<br />
to the beam central axis.<br />
FIELD HALF-WIDTH<br />
Distance measured at the film plane outward from the<br />
central <strong>ray</strong> of the x-<strong>ray</strong> beam, to the outer edge of the x-<strong>ray</strong><br />
beam.<br />
FILM CHARACTERISTIC CURVE<br />
Plot of the relationship between exposure time and image<br />
density for a specific film and exposure strength. This term,<br />
in practice, is used only by the film manufacturer as one<br />
specification of the film’s properties. Film users who make<br />
measurements to determine this relationship with their x<strong>ray</strong><br />
source, exposure procedure, and film processing, refer<br />
to their results as: FILM RESPONSE CURVES.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
FILM CONTRAST<br />
Refers to the slope (steepness) of the FILM RESPONSE<br />
CURVE, and the resulting differences in film density<br />
achievable for a particular source, exposure technique, and<br />
processing; same as FILM GRADIENT. (See also<br />
CONTRAST)<br />
FILM GRADIENT<br />
(See FILM CONTRAST)<br />
FILM GRAIN<br />
The size, in general, of the original silver salt particles in<br />
the emulsion of the x-<strong>ray</strong> film. “Fine Grained Film” has<br />
very small silver salt particles. Finer film equates to smaller<br />
particle size and greater resolution. (Also see:<br />
GRAININESS)<br />
FILM RESPONSE CURVE<br />
(See FILM CHARACTERISTIC CURVE)<br />
FILM SPEED<br />
Sensitivity of the emulsion type to an x-<strong>ray</strong> exposure,<br />
expressed as the inverse of the amount of exposure needed<br />
to attain a specified FILM DENSITY.<br />
FILM SPEED INDEX<br />
As used in this Manual, it is a number assigned to each<br />
film type which is proportional to the rad exposure needed<br />
to attain a specified film density. (See Table 4.3, p.23)<br />
FLUORESCENTSCREEN<br />
A thin sheet of material, coated with a fluorescent salt<br />
(Calcium Tungstate, Gadolinium Oxysulfide, etc.), placed<br />
in contact with the front and back of the x-<strong>ray</strong> film in the<br />
film holder, to intensify the effect of the radiation arriving<br />
at the film holder.<br />
FOCAL SPOT SIZE<br />
Size of that area of the target in the electron accelerator<br />
from which x-<strong>ray</strong>s emanate for useful radiography.<br />
FORWARD SCATTER<br />
Secondary x-<strong>ray</strong>s emitted from the object being radiographed<br />
at small angles from the forward direction of the<br />
primary x-<strong>ray</strong> beam.<br />
page 61<br />
GRAININESS<br />
Refers to the “clumping” of the grains of silver that form in<br />
the exposed and developed emulsion of an x-<strong>ray</strong> film<br />
visible when viewing the film.<br />
H&D UNIT<br />
Unit for expressing FILM DENSITY and the scale for<br />
measuring film blackening; named after Hurter and<br />
Driffield who (in 1890) developed it. The film density at a<br />
point on an x-<strong>ray</strong>-exposed and developed film is<br />
determined from:<br />
DENSITY = Log 10 /lt H&D UNITS<br />
Where lo = Visible light intensity incident on the measured<br />
point of the film.<br />
L t = Visible light intensity transmitted through the<br />
measured point of the film.<br />
HALF-VALUE LAYER<br />
That thickness of material required to attenuate the x-<strong>ray</strong><br />
intensity by one-half.<br />
HARD PLATE X-RAY<br />
X-<strong>ray</strong> radiography which produces the radiographic image<br />
on an x-<strong>ray</strong> film.<br />
IMAGE SHARPNESS<br />
Fidelity attained in an x-<strong>ray</strong> image of a step or straight edge<br />
of the imaged object. (See UNSHARPNESS)<br />
INTENSIFYING SCREENS<br />
Thin sheet of lead or other material placed in contact with<br />
the x-<strong>ray</strong> film inside the film holder to increase the effect<br />
of the radiation resulting in a shorter exposure time. (See<br />
FLUORESCENT SCREEN)<br />
IQI<br />
An acronym for IMAGE QUALITY INDICATOR. A<br />
device, consisting of small wires, narrow slits, or a drilled<br />
hole strip of material with the same composition of the<br />
object being radiographed, and whose thickness or<br />
dimensions are a small percentage of the object’s thickness.<br />
When radiographed with the object, the device provides a<br />
measure of the contrast and resolution attained by the x<strong>ray</strong><br />
procedure.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
LINEAR ATTENUATION COEFFICIENT<br />
Constant used to describe the degree of x-<strong>ray</strong> attenuation<br />
per unit path length in a specified material. It is a function<br />
of x-<strong>ray</strong> energy and is usually expressed in units of<br />
reciprocal inch or centimeter.<br />
MAGNIFICATION<br />
Degree of projection and enlargement of regions of the<br />
object being radiographed in the developed film that result<br />
from the choice of distances between the source, object,<br />
and film in the radiography setup.<br />
NARROW BEAM<br />
(See BROAD BEAM)<br />
NDT<br />
An acronym of NONDESTRUCTIVE TESTING, and<br />
the name given to a test, inspection, or examination of<br />
materials to determine specific properties or characteristics,<br />
or to locate defects without causing damage to the object<br />
under test.<br />
PENETRAMETER<br />
Same as IQI.<br />
PAIR PRODUCTION<br />
An absorption process for photons of energies greater than<br />
1.02 MeV, in which the photon transforms into a pair of<br />
particles (an electron and a positron).<br />
PHOTOELECTRIC ABSORPTION<br />
An absorption process for photons of energies under<br />
1 MeV in which the photon loses all of its energy to an<br />
atomic electron. The electron leaves its atomic orbit and<br />
continues to move though the material.<br />
RAD<br />
Unit of radiation dose; 1 rad equals the absorption of 100<br />
ergs of (any form of) radiation per gram of absorbing<br />
material.<br />
RADIOGRAPHIC COVERAGE<br />
That section and area of the object that is radiographed,<br />
exposed and imaged on the x-<strong>ray</strong> film. The<br />
RADIOGRAPHIC COVERAGE is usually stated as part<br />
of the specifications for the radiography work.<br />
page 62<br />
REAL-TIME IMAGING<br />
X-<strong>ray</strong> radiography that produces instantaneous and<br />
continuous images on a TV monitor. The images obtained<br />
can be electronically processed to enhance their quality,<br />
and can be recorded (e.g., on videotape) for later playback.<br />
ROENTGEN<br />
Unit of radiation exposure (the ability of an x-<strong>ray</strong> beam to<br />
ionize air) corresponding to producing 1.610 x 1012 ion<br />
pairs per gram air.<br />
SCATTER mRADIATION<br />
Secondary x-<strong>ray</strong>s and electrons produced whenever a<br />
primary x-<strong>ray</strong> beam irradiates an object. Also includes<br />
objects not being examined such as the floor, walls, tables,<br />
etc. Secondary radiations are emitted in all directions, and<br />
are of lower energy than the primary <strong>ray</strong>s.<br />
SENSlTIVITY<br />
Refers to the degree to which images of wires (Wire<br />
Sensitivity), drilled holes in plaques (Plaque Sensitivity),<br />
steps (Contrast or Thickness Sensitivity), and actual defects<br />
in materials (Radiographic Sensitivity) are displayed and<br />
capable of being discerned in an x-<strong>ray</strong> film or other<br />
imaging device. Sensitivity is usually expressed as a<br />
percentage of the thickness of the object being examined.<br />
SOURCE-TO-FILM DISTANCE<br />
The actual distance between the focal spot of the x-<strong>ray</strong><br />
source and the plane of the x-<strong>ray</strong> film in the specific<br />
exposure. This distance affects the amount of exposure<br />
used in every application of radiography.<br />
22˚ PYRAMID<br />
Refers to the size and shape of the collimator used in the<br />
<strong>Linatron</strong> Model 200A, 400 and 1000. The collimator<br />
provides a cone (four-sided pyramid) of radiation with the<br />
focal spot as apex, the base a square, and with the sides<br />
forming a 22˚ interior angle.<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
UNSHARPNESS<br />
Degree of loss in image fidelity (in the x-<strong>ray</strong> film) of edges<br />
and other features of the object being examined. Appears<br />
as regions of fuzziness or of indefinite location in the image<br />
of the edge. Major contributor to unsharpness are the<br />
geometry of the setup (Geometric Unsharpness), and the<br />
inherent effect of the screens and film used (Film-Screen<br />
Unsharpness).<br />
WHITE RADIATION<br />
The presence and distribution of x-<strong>ray</strong> photons at all<br />
energies up to the maximum emitted by an x-<strong>ray</strong> source.<br />
X-RAY LEAKAGE<br />
Refers to x-<strong>ray</strong> radiation that originates within an x-<strong>ray</strong><br />
machine, and which penetrates the materials of the x-<strong>ray</strong><br />
head in directions other than the opening provided by the<br />
collimator.<br />
X-RAY OUTPUT<br />
The intensity of the useful x-<strong>ray</strong> beam, usually expressed as<br />
rads per minute at l-meter from the x-<strong>ray</strong> source on the<br />
beam CENTRAL <strong>ray</strong>.<br />
page 63<br />
<strong>Varian</strong> <strong>Linatron</strong> applications
Security & Inspection Products<br />
6883 Spencer Street, Las Vegas, NV 89119<br />
tel: 702.938.4859 www.varian.com/sip<br />
fax:702.938.4833 linatron@varian.com<br />
RAD 1936E © <strong>2007</strong> <strong>Varian</strong> Medical Systems, Inc. Printed in USA 7/07(1K)






![[MSDS 126] Dow Corning 200 Fluid, 5 CST Part Number ... - Varian](https://img.yumpu.com/5104917/1/190x245/msds-126-dow-corning-200-fluid-5-cst-part-number-varian.jpg?quality=85)