

CPT International 01/2015
The leading technical journal for the global foundry industry – Das führende Fachmagazin für die weltweite Gießerei-Industrie
The leading technical journal for the
global foundry industry – Das führende Fachmagazin für die
weltweite Gießerei-Industrie

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
This output comes from vertical parted<br />
flaskless molding lines, horizontal<br />
parted flask or flaskless molding lines<br />
and floor molding. Currently 149 Disamatic-<br />
and 6 Disa Match molding lines<br />
at 91 foundries are making their contribution.<br />
The share of world production<br />
of discs and brake drums on Disamatic<br />
lines is currently around 3.5 million<br />
tons per year (Figure 1). Table 1 below<br />
shows the Disamatic share of production<br />
of these castings.<br />
Of the last 50 molding lines commissioned<br />
for the production of brake<br />
discs, two thirds went to Asia, providing<br />
a clear sign of where the market is<br />
still growing.<br />
Investment costs and future operational<br />
costs carry most weight in new<br />
investment decisions.<br />
Figure 1: Large, ventilated brake drum (truck)<br />
Investment costs<br />
Foundation costs are easily overlooked<br />
in the initial calculation, as plant supplier<br />
quotations do not include civil<br />
works. In many cases a simple foundation<br />
plate with a surface deviation of<br />
+/- 20 mm is sufficient for the vertical<br />
molding process. The maximum deflection<br />
should not exceed 0.1 mm, as this<br />
could have an influence on the mold<br />
mismatch. There is no need for pits below<br />
the molding line, so the required<br />
maximum bending plays a minor role<br />
when installing in natural floor.<br />
The simple and space-saving design<br />
of vertical molding lines offers further<br />
cost advantages, some of which<br />
may only become apparent at second<br />
glance. The great advantage of vertical<br />
molding technology comes from simultaneous<br />
molding of the two mold<br />
halves into a sand mold and their immediate<br />
merging with the previous<br />
mold. This creates a very high production<br />
density on the foundry floor. This<br />
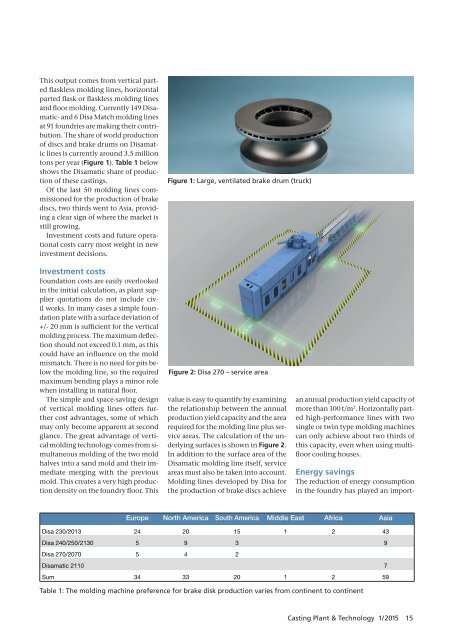
Figure 2: Disa 270 – service area<br />
value is easy to quantify by examining<br />
the relationship between the annual<br />
production yield capacity and the area<br />
required for the molding line plus service<br />
areas. The calculation of the underlying<br />
surfaces is shown in Figure 2.<br />
In addition to the surface area of the<br />
Disamatic molding line itself, service<br />
areas must also be taken into account.<br />
Molding lines developed by Disa for<br />
the production of brake discs achieve<br />
an annual production yield capacity of<br />
more than 100 t/m 2 . Horizontally parted<br />
high-performance lines with two<br />
single or twin type molding machines<br />
can only achieve about two thirds of<br />
this capacity, even when using multifloor<br />
cooling houses.<br />
Energy savings<br />
The reduction of energy consumption<br />
in the foundry has played an import-<br />
Europe North America South America Middle East Africa Asia<br />
Disa 230/2<strong>01</strong>3 24 20 15 1 2 43<br />
Disa 240/250/2130 5 9 3 9<br />
Disa 270/2070 5 4 2<br />
Disamatic 2110 7<br />
Sum 34 33 20 1 2 59<br />
Table 1: The molding machine preference for brake disk production varies from continent to continent<br />
Casting Plant & Technology 1/2<strong>01</strong>5 15














