

CPT International 01/2015
The leading technical journal for the global foundry industry – Das führende Fachmagazin für die weltweite Gießerei-Industrie
The leading technical journal for the
global foundry industry – Das führende Fachmagazin für die
weltweite Gießerei-Industrie

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
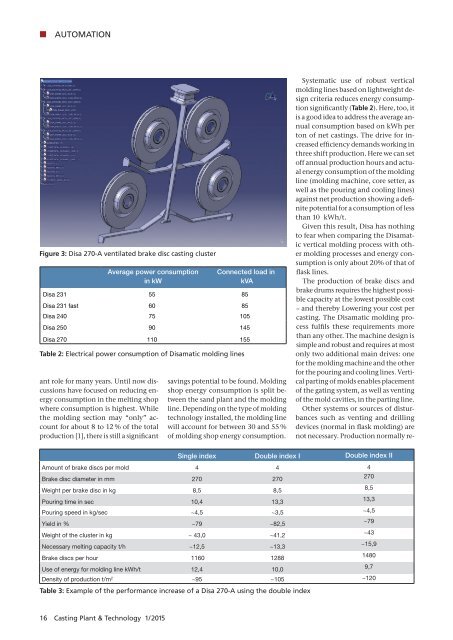
AUTOMATION<br />
Figure 3: Disa 270-A ventilated brake disc casting cluster<br />
Average power consumption<br />
in kW<br />
ant role for many years. Until now discussions<br />
have focused on reducing energy<br />
consumption in the melting shop<br />
where consumption is highest. While<br />
the molding section may “only” account<br />
for about 8 to 12 % of the total<br />
production [1], there is still a significant<br />
Connected load in<br />
kVA<br />
Disa 231 55 85<br />
Disa 231 fast 60 85<br />
Disa 240 75 105<br />
Disa 250 90 145<br />
Disa 270 110 155<br />
Table 2: Electrical power consumption of Disamatic molding lines<br />
savings potential to be found. Molding<br />
shop energy consumption is split between<br />
the sand plant and the molding<br />
line. Depending on the type of molding<br />
technology installed, the molding line<br />
will account for between 30 and 55 %<br />
of molding shop energy consumption.<br />
Systematic use of robust vertical<br />
molding lines based on lightweight design<br />
criteria reduces energy consumption<br />
significantly (Table 2). Here, too, it<br />
is a good idea to address the average annual<br />
consumption based on kWh per<br />
ton of net castings. The drive for increased<br />
efficiency demands working in<br />
three shift production. Here we can set<br />
off annual production hours and actual<br />
energy consumption of the molding<br />
line (molding machine, core setter, as<br />
well as the pouring and cooling lines)<br />
against net production showing a definite<br />
potential for a consumption of less<br />
than 10 kWh/t.<br />
Given this result, Disa has nothing<br />
to fear when comparing the Disamatic<br />
vertical molding process with other<br />
molding processes and energy consumption<br />
is only about 20% of that of<br />
flask lines.<br />
The production of brake discs and<br />
brake drums requires the highest possible<br />
capacity at the lowest possible cost<br />
– and thereby Lowering your cost per<br />
casting. The Disamatic molding process<br />
fulfils these requirements more<br />
than any other. The machine design is<br />
simple and robust and requires at most<br />
only two additional main drives: one<br />
for the molding machine and the other<br />
for the pouring and cooling lines. Vertical<br />
parting of molds enables placement<br />
of the gating system, as well as venting<br />
of the mold cavities, in the parting line.<br />
Other systems or sources of disturbances<br />
such as venting and drilling<br />
devices (normal in flask molding) are<br />
not necessary. Production normally re-<br />
Single index Double index I Double index II<br />
Amount of brake discs per mold 4 4 4<br />
Brake disc diameter in mm 270 270<br />
270<br />
Weight per brake disc in kg 8,5 8,5<br />
8,5<br />
Pouring time in sec 10,4 13,3<br />
13,3<br />
Pouring speed in kg/sec ~4,5 ~3,5 ~4,5<br />
Yield in % ~79 ~82,5<br />
~79<br />
Weight of the cluster in kg ~ 43,0 ~41,2<br />
~43<br />
Necessary melting capacity t/h ~12,5 ~13,3<br />
~15,9<br />
Brake discs per hour 1160 1288<br />
1480<br />
Use of energy for molding line kWh/t 12,4 10,0<br />
9,7<br />
Density of production t/m 2 ~95 ~105 ~120<br />
Table 3: Example of the performance increase of a Disa 270-A using the double index<br />
16 Casting Plant & Technology 1/2<strong>01</strong>5














