

issue 05/2021
Highlights: Fibres, Textiles, Nonwovens Biocomposites Basics: CO2-based plastics
Highlights:
Fibres, Textiles, Nonwovens
Biocomposites
Basics: CO2-based plastics

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Processing<br />
Early collaboration leads to<br />
fast mass production<br />
application success<br />
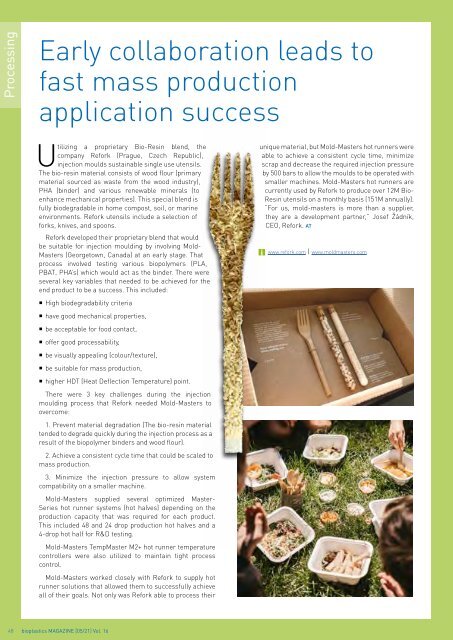
Utilizing a proprietary Bio-Resin blend, the<br />
company Refork (Prague, Czech Republic),<br />
injection moulds sustainable single use utensils.<br />
The bio-resin material consists of wood flour (primary<br />
material sourced as waste from the wood industry),<br />
PHA (binder) and various renewable minerals (to<br />
enhance mechanical properties). This special blend is<br />
fully biodegradable in home compost, soil, or marine<br />
environments. Refork utensils include a selection of<br />
forks, knives, and spoons.<br />
Refork developed their proprietary blend that would<br />
be suitable for injection moulding by involving Mold-<br />
Masters (Georgetown, Canada) at an early stage. That<br />
process involved testing various biopolymers (PLA,<br />
PBAT, PHA’s) which would act as the binder. There were<br />
several key variables that needed to be achieved for the<br />
end product to be a success. This included:<br />
• High biodegradability criteria<br />
• have good mechanical properties,<br />
• be acceptable for food contact,<br />
• offer good processability,<br />
• be visually appealing (colour/texture),<br />
• be suitable for mass production,<br />
• higher HDT (Heat Deflection Temperature) point.<br />
There were 3 key challenges during the injection<br />
moulding process that Refork needed Mold-Masters to<br />
overcome:<br />
1. Prevent material degradation (The bio-resin material<br />
tended to degrade quickly during the injection process as a<br />
result of the biopolymer binders and wood flour).<br />
2. Achieve a consistent cycle time that could be scaled to<br />
mass production.<br />
3. Minimize the injection pressure to allow system<br />
compatibility on a smaller machine.<br />
Mold-Masters supplied several optimized Master-<br />
Series hot runner systems (hot halves) depending on the<br />
production capacity that was required for each product.<br />
This included 48 and 24 drop production hot halves and a<br />
4-drop hot half for R&D testing.<br />
Mold-Masters TempMaster M2+ hot runner temperature<br />
controllers were also utilized to maintain tight process<br />
control.<br />
Mold-Masters worked closely with Refork to supply hot<br />
runner solutions that allowed them to successfully achieve<br />
all of their goals. Not only was Refork able to process their<br />
unique material, but Mold-Masters hot runners were<br />
able to achieve a consistent cycle time, minimize<br />
scrap and decrease the required injection pressure<br />
by 500 bars to allow the moulds to be operated with<br />
smaller machines. Mold-Masters hot runners are<br />
currently used by Refork to produce over 12M Bio-<br />
Resin utensils on a monthly basis (151M annually).<br />
“For us, mold-masters is more than a supplier,<br />
they are a development partner,” Josef Žádník,<br />
CEO, Refork. AT<br />
www.refork.com | www.moldmasters.com<br />
48 bioplastics MAGAZINE [<strong>05</strong>/21] Vol. 16













