
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
76 MAKALE<br />
işlem basamaklarını doğru ölçümlemeyi yapacak<br />
şekilde adımlara ayırmaktadır. İzlemeyi bitirdikten<br />
sonra 20 adet ölçümleme sonucu belirlenmiştir.<br />
Daha sonra randıman tahmini yapılıp operasyonun<br />
gerçekleşme süresi bulunmuştur. Aşağıda zaman<br />
etüt çalışmalarının sonuçları gösterilmektedir.<br />
Yan çatma operasyonunu incelendiğinde, şekil<br />
17 de gösterilen, işlem süprem kumaşta gerçekleşmektedir.<br />
Operasyon iki adıma ayrılmaktadır.<br />
Operasyon etiketli ve 85 cm operasyon özelliğine<br />
sahiptir. %85 randıman tahmini ile 0,53 saniyede<br />
gerçekleştiği görülmektedir.<br />
Kol ağzı büzgü operasyonu incelendiğinde, şekil<br />
18 de gösterilen işlem futter kumaşta gerçekleşmektedir.<br />
Operasyon iki adıma ayrılmaktadır.<br />
Operasyon silikonlu ve 10 cm özelliğine sahiptir.<br />
%95 randıman tahmini ile 0,11 saniyede gerçekleştiği<br />
görülmektedir.<br />
Kemer takma operasyonu incelendiğinde, şekil 19<br />
de gösterilen işlem futter kumaşta gerçekleşmektedir.<br />
Operasyon iki adıma ayrılmaktadır. Operasyon<br />
60 cm özelliğine sahiptir. %90 randıman tahmini<br />
ile 0,77 saniyede gerçekleştiği görülmektedir.<br />
Ara çatma operasyonu incelendiğinde, şekil 20 de<br />
gösterilen işlem futter kumaşta gerçekleşmektedir.<br />
Operasyon iki adıma ayrılmaktadır. Operasyon tek<br />
taraf özelliğine sahiptir. %95 randıman tahmini ile<br />
0,22 saniyede gerçekleştiği görülmektedir. Yapılan<br />
zaman etütleri çalışması sonrası doğruluğunu tespit<br />
etmek için follow up çalışması gerçekleşmiştir. 1<br />
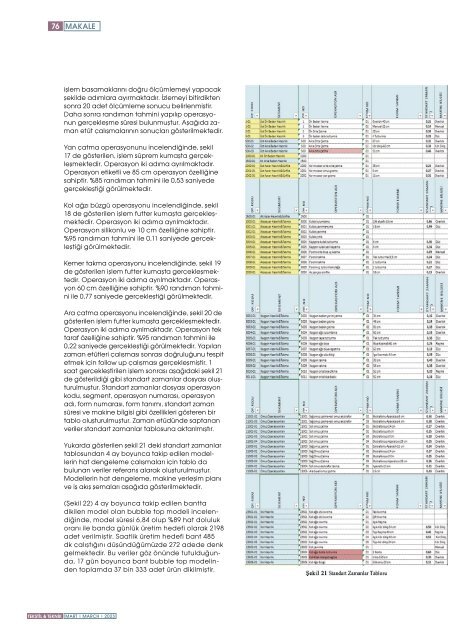
saat gerçekleştirilen işlem sonrası aşağıdaki şekil 21<br />
de gösterildiği gibi standart zamanlar dosyası oluşturulmuştur.<br />
Standart zamanlar dosyası operasyon<br />
kodu, segment, operasyon numarası, operasyon<br />
adı, form numarası, form tanımı, standart zaman<br />
süresi ve makine bilgisi gibi özellikleri gösteren bir<br />
tablo oluşturulmuştur. Zaman etüdünde saptanan<br />
veriler standart zamanlar tablosuna aktarılmıştır.<br />
Yukarda gösterilen şekil 21 deki standart zamanlar<br />
tablosundan 4 ay boyunca takip edilen modellerin<br />
hat dengeleme çalışmaları için tablo da<br />
bulunan veriler referans alarak oluşturulmuştur.<br />
Modellerin hat dengeleme, makine yerleşim planı<br />
ve iş akış şemaları aşağıda gösterilmektedir.<br />
(Şekil 22) 4 ay boyunca takip edilen bantta<br />
dikilen model olan bubble top modeli incelendiğinde,<br />
model süresi 6,84 olup %89 hat doluluk<br />
oranı ile banda günlük üretim hedefi olarak 2198<br />
adet verilmiştir. Saatlik üretim hedefi bant 485<br />
dk çalıştığını düşündüğümüzde 272 adede denk<br />
gelmektedir. Bu veriler göz önünde tutulduğunda,<br />
17 gün boyunca bant bubble top modelinden<br />
toplamda 37 bin 333 adet ürün dikilmiştir.<br />
TEKSTİL & TEKNİK MART | MARCH | <strong>2023</strong>