

teknik pengecoran jilid 2 smk
teknik pengecoran jilid 2 smk
teknik pengecoran jilid 2 smk

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Teknik <strong>pengecoran</strong> logam<br />
Tanda pengerjaan khusus<br />
Tanda pengerjaan khusus ialah tanda pengerjaan untuk<br />
permukaan benda kerja hasil <strong>pengecoran</strong> yang diperlukan proses<br />
lanjutan yaitu prosesa pemesinan.<br />
Tanda pengerjaan khusus dicantumkan langsung pada gambar<br />
dimana bidang pekerjaan diperlukan pengerjaan lanjut. Dengan demikian<br />
dengan tanda pengerjaan ini pola (pattern) sudah dipersiapkan dengan<br />
kelebihan ukuran (machine allowance) sesuai dengan ketentuan dan<br />
kebutuhan dalam pembentukan tersebut.<br />
Kekasaran permukaan<br />
Angka kekasaran permukaan dari produk <strong>pengecoran</strong> yang<br />
dimaksud ialah angka kekasaran dimana bidang benda kerja tersebut<br />
dikerjakan lanjut melalui proses pemesinan, oleh kerana itu tanda<br />
kekasaran permukaan ini sama dengan standar kekasaran permukaan<br />
berdasarkan ISO, yang dinyatakan dengan simbol N ; N1; N2 ….dst.<br />
Kekasaran permukaan ini menunjukkan proses machining yang<br />
dipersyaratkan, karena setiap mesin perkakas memiliki hasil pengerjaan<br />
dengan tingkat kekasaran yang berbeda antara mesin yang satu dengan<br />
mesin yang lainnya. Pencantuman angka kekasaran permukaan ini<br />
ditempatkan pada bidang dimana bidang tersebut mempersyaratkan<br />
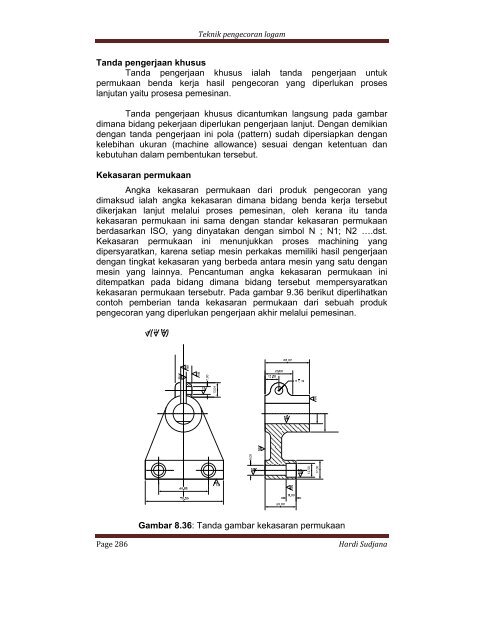
kekasaran permukaan tersebutr. Pada gambar 9.36 berikut diperlihatkan<br />
contoh pemberian tanda kekasaran permukaan dari sebuah produk<br />
<strong>pengecoran</strong> yang diperlukan pengerjaan akhir melalui pemesinan.<br />
N8<br />
N8<br />
N8<br />
7,00<br />
13,04<br />
Gambar 8.36: Tanda gambar kekasaran permukaan<br />
Page 286 Hardi Sudjana<br />
9,00<br />
N8<br />
N8<br />
12,50<br />
N8<br />
17,00














