

Catalogo Prodotti mecBolt - MecBolt SpA
Catalogo Prodotti mecBolt - MecBolt SpA
Catalogo Prodotti mecBolt - MecBolt SpA

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ISO UNI DIN<br />
7.8.1 Metodi di misurazione<br />
7.8.1.1 Metodo microscopico<br />
Indice precedente<br />
Caratteristiche meccaniche degli elementi di collegamento<br />
Viti e viti prigioniere<br />
Tale metodo permette la determinazione di entrambe le grandezze<br />
E e G.<br />
La provetta da utilizzare è ricavata da una sezione longitudinale<br />
passante per l’asse di filettatura, distante un diametro nominale<br />
(1d) dall’estremità della vite, dopo il completamento di tutte le<br />
operazioni di trattamento termico della vite. Per la molatura e la<br />
lucidatura, le provette devono essere montate in un dispositivo<br />
di serraggio preferibilmente inglobate in materiale plastico.<br />
Si prepara la provetta, lucidata secondo la pratica metallografica,<br />
generalmente impiegando un attacco con soluzione al 3% di nital<br />
per mettere in evidenza l’alterazione della microstruttura causata<br />
dalla decarburazione.<br />
Salvo diversi accordi fra le parti, l’ingrandimento deve essere<br />
100X.<br />
7.8.1.2 Metodo di microdurezza<br />
Il metodo della microdurezza è applicabile solamente per<br />
filettature con passo maggiore o uguale a 1,25 mm.<br />
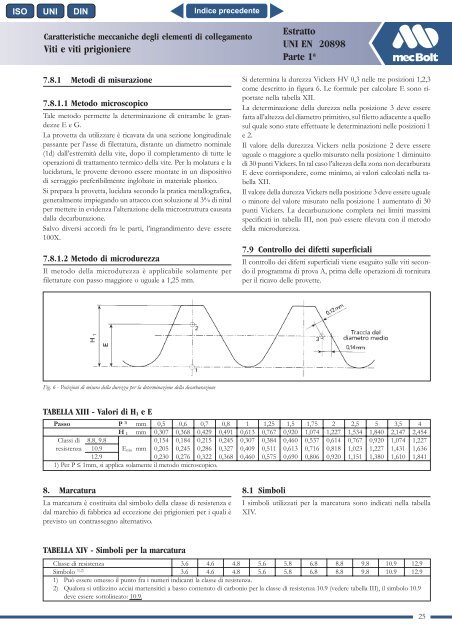
Fig. 6 - Posizioni di misura della durezza per la determinazione della decarburazione<br />
TABELLA XIII - Valori di H1 e E<br />
Si determina la durezza Vickers HV 0,3 nelle tre posizioni 1,2,3<br />
come descritto in figura 6. Le formule per calcolare E sono riportate<br />
nella tabella XII.<br />
La determinazione della durezza nella posizione 3 deve essere<br />
fatta all’altezza del diametro primitivo, sul filetto adiacente a quello<br />
sul quale sono state effettuate le determinazioni nelle posizioni 1<br />
e 2.<br />
Il valore della durezzza Vickers nella posizione 2 deve essere<br />
uguale o maggiore a quello misurato nella posizione 1 diminuito<br />
di 30 punti Vickers. In tal caso l’altezza della zona non decarburata<br />
E deve corrispondere, come minimo, ai valori calcolati nella tabella<br />
XII.<br />
Il valore della durezza Vickers nella posizione 3 deve essere uguale<br />
o minore del valore misurato nella posizione 1 aumentato di 30<br />
punti Vickers. La decarburazione completa nei limiti massimi<br />
specificati in tabella III, non può essere rilevata con il metodo<br />
della microdurezza.<br />
7.9 Controllo dei difetti superficiali<br />
Il controllo dei difetti superficiali viene eseguito sulle viti secondo<br />
il programma di prova A, prima delle operazioni di tornitura<br />
per il ricavo delle provette.<br />
Passo P 1) mm 0,5 0,6 0,7 0,8 1 1,25 1,5 1,75 2 2,5 5 3,5 4<br />
H 1 mm 0,307 0,368 0,429 0,491 0,613 0,767 0,920 1,074 1,227 1,534 1,840 2,147 2,454<br />
Classi di 8.8, 9.8 0,154 0,184 0,215 0,245 0,307 0,384 0,460 0,537 0,614 0,767 0,920 1,074 1,227<br />
resistenza 10.9 Emin mm 0,205 0,245 0,286 0,327 0,409 0,511 0,613 0,716 0,818 1,023 1,227 1,431 1,636<br />
12.9 0,230 0,276 0,322 0,368 0,460 0,575 0,690 0,806 0,920 1,151 1,380 1,610 1,841<br />
1) Per P 1mm, si applica solamente il metodo microscopico.<br />
8. Marcatura<br />
La marcatura è costituita dal simbolo della classe di resistenza e<br />
dal marchio di fabbrica ad eccezione dei prigionieri per i quali è<br />
previsto un contrassegno alternativo.<br />
TABELLA XIV - Simboli per la marcatura<br />
Estratto<br />
UNI EN 20898<br />
Parte 1 a<br />
8.1 Simboli<br />
I simboli utilizzati per la marcatura sono indicati nella tabella<br />
XIV.<br />
Classe di resistenza 3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9<br />
Simbolo 1),2) 3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9<br />
1) Può essere omesso il punto fra i numeri indicanti la classe di resistenza.<br />
2) Qualora si utilizzino acciai martensitici a basso contenuto di carbonio per la classe di resistenza 10.9 (vedere tabella III), il simbolo 10.9<br />
deve essere sottolineato: 10.9.<br />
25