

Proprietà nel breve periodo - Solvay Plastics
Proprietà nel breve periodo - Solvay Plastics
Proprietà nel breve periodo - Solvay Plastics

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Spessore di parete<br />
Progettazione per lo stampaggio ad<br />
iniezione<br />
Poiché molte applicazioni per le resine RADEL saranno<br />
componenti ottenuti per stampaggio ad iniezione, <strong>nel</strong>la<br />
progettazione di un componente è necessario considerare i fattori<br />
che ne influenzano la stampabilità. Questi fattori includono lo<br />
spessore di parete e le transizioni di spessore di parete, spoglia,<br />
nervature, aggetti ed inserti.<br />
Spessore di parete<br />
In generale, è necessario progettare i componenti in modo che la<br />
parete più sottile abbia una resistenza strutturale sufficiente da<br />
sopportare i carichi previsti, che mantenga la deformazione entro i<br />
limiti dei criteri di progetto, che abbia un flusso adeguato e<br />
soddisfi i requisiti di autoestinguenza e d’urto. I componenti<br />
progettati in questo modo avranno il peso minimo, richiederanno il<br />
più <strong>breve</strong> ciclo di stampaggio e pertanto avranno il costo più<br />
basso.<br />
Occasionalmente, per lo stampaggio sono necessari spessori di<br />
parete maggiori di quelli richiesti dall’analisi meccanica del<br />
progetto. Il flusso delle resine RADEL, come quello di altri materiali<br />
termoplastici, dipende dallo spessore di parete nonché dal<br />
progetto dello stampo e dalle variabili del processo, come la<br />
velocità d’iniezione, la temperatura dello stampo, la temperatura<br />
del fuso e la pressione d’iniezione. I limiti pratici per lo spessore di<br />
parete rientrano generalmente tra 0,7 e 6,5 mm. Pareti di 0,25<br />
mm di spessore possono essere stampate se le lunghezze di<br />
flusso sono corte. Informazioni specifiche sulla lunghezza di flusso<br />
in relazione allo spessore di parete per i diversi tipi di RADEL sono<br />
riportate a pagina 46.<br />
Variazione dello spessore di parete<br />
Sebbene spessori di parete uniformi siano ideali, può essere<br />
necessario variare lo spessore di parete per considerazioni<br />
strutturali, estetiche e di spoglia. Quando risulta necessario variare<br />
lo spessore della sezione di parete, il progettista deve considerare<br />
una transizione graduale, come per esempio il rapporto di<br />
rastremazione 3:1 riportato in figura 51. Transizioni rapide<br />
possono creare problemi estetici e di stabilità dimensionale, dovuti<br />
a velocità di raffreddamento differenziali e a flusso turbolento.<br />
Informazioni sulla progettazione<br />
Inoltre, da un punto di vista strutturale, una transizione rapida può<br />
causare una concentrazione di sforzi che può influire in modo<br />
negativo sulla prestazione del componente sotto carico o in caso<br />
d’urto.<br />
Angolo di spoglia<br />
Per facilitare l’estrazione dallo stampo, i componenti sono<br />
generalmente progettati con una rastremazione <strong>nel</strong>la direzione del<br />
movimento dello stampo. La rastremazione crea uno spazio libero<br />
non appena lo stampo comincia a muoversi, consentendo<br />
l’estrazione del componente. La rastremazione è generalmente<br />
nota come "spoglia" e la quantità di rastremazione come "angolo<br />
di spoglia". L’uso della spoglia viene illustrato in figura 52.<br />
Per consentire l’estrazione facile del componente dallo stampo è<br />
necessario un opportuno angolo di spoglia. Generalmente, per le<br />
resine RADEL, il progettista deve considerare un angolo di spoglia<br />
compreso fra 1 e 2° per lato sia per le pareti interne che per<br />
quelle esterne. In alcuni casi particolari, sono stati utilizzati angoli<br />
di spoglia inferiori con finitura lucida della superficie dello stampo.<br />
Una spoglia maggiore deve essere usata per sformi profondi o<br />
quando sono utilizzati inserti. Finiture a rilievo richiedono spoglie<br />
superiori di almeno 1° per lato per ogni 0,025 mm di profondità di<br />
rilievo.<br />
Figura 52<br />
Spoglia – Progettazione per distacco dallo stampo<br />
Variazione dimensionale dovuta alla spoglia<br />
Profondità<br />
dello sformo<br />
Angolo di spoglia<br />
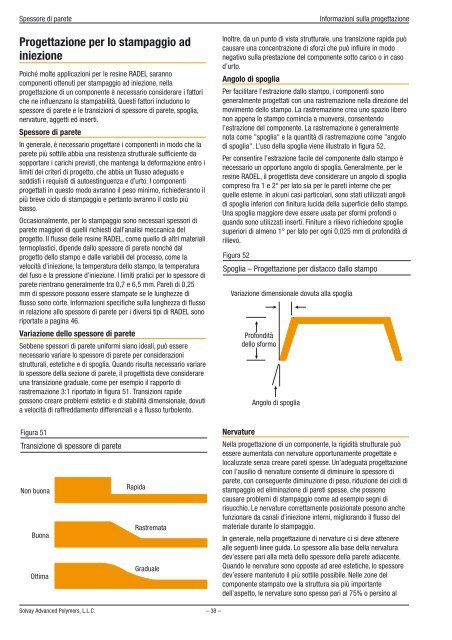
Figura 51<br />
Transizione di spessore di parete<br />
Non buona<br />
Buona<br />
Ottima<br />
Rapida<br />
Rastremata<br />
Graduale<br />
Nervature<br />
Nella progettazione di un componente, la rigidità strutturale può<br />
essere aumentata con nervature opportunamente progettate e<br />
localizzate senza creare pareti spesse. Un’adeguata progettazione<br />
con l’ausilio di nervature consente di diminuire lo spessore di<br />
parete, con conseguente diminuzione di peso, riduzione dei cicli di<br />
stampaggio ed eliminazione di pareti spesse, che possono<br />
causare problemi di stampaggio come ad esempio segni di<br />
risucchio. Le nervature correttamente posizionate possono anche<br />
funzionare da canali d’iniezione interni, migliorando il flusso del<br />
materiale durante lo stampaggio.<br />
In generale, <strong>nel</strong>la progettazione di nervature ci si deve attenere<br />
alle seguenti linee guida. Lo spessore alla base della nervatura<br />
dev’essere pari alla metà dello spessore della parete adiacente.<br />
Quando le nervature sono opposte ad aree estetiche, lo spessore<br />
dev’essere mantenuto il più sottile possibile. Nelle zone del<br />
componente stampato ove la struttura sia più importante<br />
dell’aspetto, le nervature sono spesso pari al 75% o persino al<br />
<strong>Solvay</strong> Advanced Polymers, L.L.C. – 38 –














