

Proprietà nel breve periodo - Solvay Plastics
Proprietà nel breve periodo - Solvay Plastics
Proprietà nel breve periodo - Solvay Plastics

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Metallizzazione sotto vuoto<br />
Metallizzazione sotto vuoto<br />
Le resine RADEL possono essere metallizzate sotto vuoto con<br />
buon esito per far aderire un rivestimento metallico funzionale o<br />
decorativo. Sebbene l’alluminio sia il metallo più frequentemente<br />
usato per il rivestimento, possono essere impiegati anche oro,<br />
argento, rame oppure ottone.<br />
Per la maggior parte dei materiali termoplastici, la prima fase del<br />
processo di metallizzazione sotto vuoto è l’applicazione di primer<br />
di smalto o lacca per livellare la superficie del componente e<br />
migliorarne la brillantezza superficiale. Il primer agisce anche<br />
come adesivo tra il componente stampato ed il rivestimento<br />
metallico.<br />
Il componente viene successivamente posto in una camera a<br />
vuoto (autoclave) dove viene creato il vapore metallico che viene<br />
depositato sul componente. Successivamente, sul sottile strato<br />
metallico viene applicato un rivestimento trasparente e protettivo<br />
per conferirgli resistenza ambientale e all’abrasione. L’elevata<br />
resistenza termica delle resine RADEL consente l’utilizzo di<br />
rivestimenti duraturi, resistenti all’abrasione, che richiedono<br />
condizioni di cottura ad alta temperatura.<br />
L’applicazione di superfici metalliche a componenti stampati tende<br />
ad evidenziare i difetti di stampaggio; pertanto, le superfici devono<br />
essere lucidate benissimo.<br />
Spruzzamento catodico (sputtering)<br />
L’elevata resistenza al calore delle resine RADEL consente l’uso<br />
della tecnica di spruzzamento catodico. I metalli più<br />
frequentemente usati sono quelli a bassa tensione di vapore,<br />
come rame ed argento. Altri metalli accettabili sono il platino, il<br />
palladio e l’oro.<br />
La tecnica di spruzzamento catodico consente un controllo preciso<br />
dello spessore del rivestimento metallico ed una migliore adesione<br />
al componente. Entrambe le proprietà sono determinanti per<br />
alcune applicazioni, per esempio quelle dei circuiti elettrici<br />
subminiaturizzati.<br />
Spruzzatura a fiamma/ad arco<br />
La spruzzatura a fiamma/ad arco di rivestimenti metallici è<br />
utilizzabile con buon esito con le resine RADEL.<br />
Questa tecnica consiste <strong>nel</strong>l’utilizzare polvere d’alluminio, di rame<br />
o zinco puro in quantità misurata con un’idonea pistola a spruzzo.<br />
La polvere metallica fusa da una fiamma o da un arco elettrico<br />
viene spruzzata sul componente per produrre un rivestimento<br />
denso e duro.<br />
Assemblaggio ed accoppiamento<br />
Saldatura ad ultrasuoni<br />
La saldatura ad ultrasuoni è una tecnica d’assemblaggio<br />
impiegata per unire componenti in materiale plastico. Questa<br />
tecnica è molto rapida e può essere interamente automatizzata<br />
per grandi serie assemblate ad alta velocità. La saldatura ad<br />
ultrasuoni richiede attenzione ai dettagli come la progettazione dei<br />
giunti, le variabili di saldatura, il fissaggio e il contenuto d’umidità.<br />
Il principio base della progettazione di un giunto ad ultrasuoni è<br />
quello di concentrare l’energia in una superficie di contatto<br />
limitata. La vibrazione ad alta frequenza fa fondere il materiale, la<br />
pressione viene mantenuta mentre le vibrazioni si arrestano ed il<br />
fuso si solidifica. La saldatura così ottenuta può essere forte tanto<br />
quanto il materiale originale.<br />
La saldabilità dipende dalla concentrazione dell’energia di<br />
vibrazione per area unitaria. Rispetto al policarbonato, le resine<br />
RADEL hanno temperature di fusione superiori e richiedono<br />
maggiore energia per fondere ed ottenere un flusso sul giunto.<br />
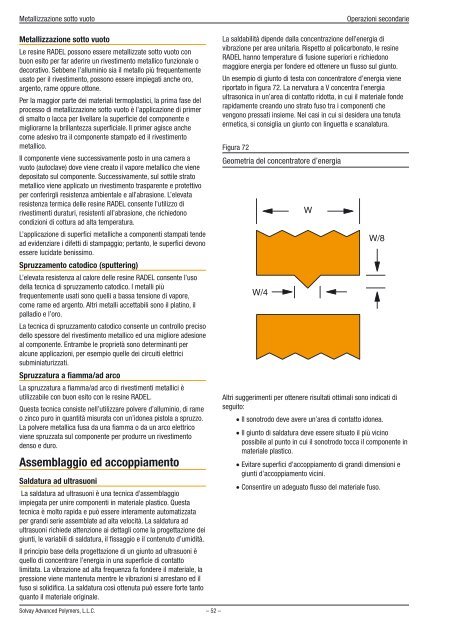
Un esempio di giunto di testa con concentratore d’energia viene<br />
riportato in figura 72. La nervatura a V concentra l’energia<br />
ultrasonica in un’area di contatto ridotta, in cui il materiale fonde<br />
rapidamente creando uno strato fuso tra i componenti che<br />
vengono pressati insieme. Nei casi in cui si desidera una tenuta<br />
ermetica, si consiglia un giunto con linguetta e scanalatura.<br />
Figura 72<br />
Geometria del concentratore d’energia<br />
Operazioni secondarie<br />
Altri suggerimenti per ottenere risultati ottimali sono indicati di<br />
seguito:<br />
Il sonotrodo deve avere un’area di contatto idonea.<br />
Il giunto di saldatura deve essere situato il più vicino<br />
possibile al punto in cui il sonotrodo tocca il componente in<br />
materiale plastico.<br />
Evitare superfici d’accoppiamento di grandi dimensioni e<br />
giunti d’accoppiamento vicini.<br />
Consentire un adeguato flusso del materiale fuso.<br />
<strong>Solvay</strong> Advanced Polymers, L.L.C. – 52 –














