

Proprietà nel breve periodo - Solvay Plastics
Proprietà nel breve periodo - Solvay Plastics
Proprietà nel breve periodo - Solvay Plastics

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Assemblaggio ed accoppiamento<br />
Saldatura rotazionale<br />
La saldatura rotazionale è una tecnica rapida per unire<br />
componenti dotati di giunti con interfacce circolari. La parte<br />
rotante entra in contatto con l’altra parte tenuta fissa, ad una<br />
pressione stabilita. Tra le superfici al punto di giunzione si genera<br />
calore per attrito. Dopo la fusione, il movimento relativo viene<br />
interrotto e la saldatura viene lasciata solidificare sotto pressione.<br />
Incollaggio<br />
I componenti in RADEL possono essere accoppiati ad altri<br />
componenti in RADEL o ad altri materiali utilizzando adesivi<br />
disponibili in commercio. La buona realizzazione dell’incollaggio<br />
dipende in larga misura dai fattori ambientali <strong>nel</strong>l’utilizzo finale,<br />
come la temperatura d’impiego, la progettazione del giunto, lo<br />
sforzo applicato e l’esposizione ad agenti chimici.<br />
Gli adesivi frequentemente raccomandati per i materiali<br />
termoplastici sono adesivi epossidici, acrilici, fenolici, poliuretanici,<br />
poliesteri e vinilici. Raccomandazioni specifiche sugli adesivi<br />
possono essere ottenute dai fabbricanti. Tuttavia, il progettista<br />
deve verificare la prestazione del giunto <strong>nel</strong>l’ambiente d’utilizzo<br />
finale.<br />
Un fattore cruciale per il processo è che la superficie da unire sia<br />
esente da contaminanti quali grasso, olio, impronte o distaccanti<br />
che possano indebolire l’accoppiamento. In alcuni casi, le superfici<br />
da accoppiare devono essere attaccate chimicamente o sgrossate<br />
meccanicamente per consentire una buona presa dell’adesivo. La<br />
pressione tra le parti deve essere tale da garantire un adeguato<br />
contatto d’interfaccia, ma non troppo elevata da deformare i<br />
componenti o da forzare l’adesivo fuori dal giunto.<br />
Saldatura rotazionale<br />
L’area del giunto deve essere progettata in modo che i due<br />
componenti si accoppino perfettamente. In figura 73 vengono<br />
riportate le geometrie raccomandate per giunti che devono essere<br />
incollati. I componenti devono essere stampati in modo da avere<br />
basse tensioni residue e dimensioni accurate.<br />
Dispositivi di fissaggio meccanici<br />
I dispositivi di fissaggio meccanici frequentemente impiegati con i<br />
componenti in materiale plastico stampato ad iniezione includono<br />
viti, bulloni, dadi, rosette e controdadi. Quando si utilizzano<br />
dispositivi di fissaggio meccanici in metallo, è necessario eseguire<br />
una buona progettazione per evitare il sovraccarico dei<br />
componenti in materiale plastico.<br />
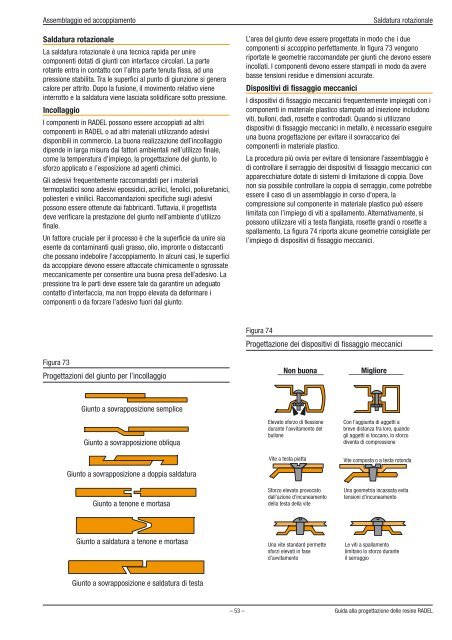
La procedura più ovvia per evitare di tensionare l’assemblaggio è<br />
di controllare il serraggio dei dispositivi di fissaggio meccanici con<br />
apparecchiature dotate di sistemi di limitazione di coppia. Dove<br />
non sia possibile controllare la coppia di serraggio, come potrebbe<br />
essere il caso di un assemblaggio in corso d’opera, la<br />
compressione sul componente in materiale plastico può essere<br />
limitata con l’impiego di viti a spallamento. Alternativamente, si<br />
possono utilizzare viti a testa flangiata, rosette grandi o rosette a<br />
spallamento. La figura 74 riporta alcune geometrie consigliate per<br />
l’impiego di dispositivi di fissaggio meccanici.<br />
Figura 74<br />
Progettazione dei dispositivi di fissaggio meccanici<br />
Figura 73<br />
Progettazioni del giunto per l’incollaggio<br />
Non buona<br />
Migliore<br />
Giunto a sovrapposizione semplice<br />
Giunto a sovrapposizione obliqua<br />
Giunto a sovrapposizione a doppia saldatura<br />
Giunto a tenone e mortasa<br />
Elevato sforzo di flessione<br />
durante l’avvitamento del<br />
bullone<br />
Vite a testa piatta<br />
Sforzo elevato provocato<br />
dall’azione d'incuneamento<br />
della testa della vite<br />
Con l’aggiunta di aggetti a<br />
<strong>breve</strong> distanza fra loro, quando<br />
gli aggetti si toccano, lo sforzo<br />
diventa di compressione<br />
Vite composta o a testa rotonda<br />
Una geometria incassata evita<br />
tensioni d’incuneamento<br />
Giunto a saldatura a tenone e mortasa<br />
Una vite standard permette<br />
sforzi elevati in fase<br />
d'avvitamento<br />
Le viti a spallamento<br />
limitano lo sforzo durante<br />
il serraggio<br />
Giunto a sovrapposizione e saldatura di testa<br />
– 53 – Guida alla progettazione delle resine RADEL














