2/2005 Trends & Markets Technology Product News Info - Rieter
2/2005 Trends & Markets Technology Product News Info - Rieter
2/2005 Trends & Markets Technology Product News Info - Rieter

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Rieter</strong> Link 2/05<br />
La rivista per i clienti della <strong>Rieter</strong><br />
Spun Yarn Systems<br />
17° anno / No. 45<br />
Maggio <strong>2005</strong><br />
2/<strong>2005</strong><br />
<strong>Trends</strong> & <strong>Markets</strong><br />
Il cliente di sistemi Brennet AG – Filati fini con<br />
la carda C 60 e filatoi ComforSpin K 44<br />
<strong>Technology</strong><br />
La sfida delle fibre sintetiche –<br />
Un successo grazie ai filatoi ad alte prestazioni<br />
<strong>Product</strong> <strong>News</strong><br />
Filatoi ad anello –<br />
Sviluppo ulteriore su misura<br />
<strong>Info</strong><br />
<strong>Rieter</strong> Textile System tra i protagonisti del 10°<br />
International Izmir Textil and Apparel Symposium
2<br />
Editorial<br />
Gentili clienti, gentili lettori,<br />
le innovazioni celano spesso grandi rischi. Esse possono fallire per svariate ragioni:<br />
la soluzione tecnica è sì innovativa, ma non soddisfa le esigenze dei clienti. L’innovazione<br />
non può interfacciarsi con le infrastrutture esistenti. Le condizioni quadro sono<br />
cambiate. Non è ancora possibile fornire assistenza o viene fornita troppo lentamente,<br />
mancando la relativa formazione. L’azienda è finanziariamente troppo debole per<br />
l’innovazione. Le innovazioni hanno di regola un elevato fabbisogno di capitale per lo<br />
sviluppo del prodotto, per nuovi impianti o strumenti di produzione e per il relativo<br />
marketing.<br />
In considerazione di questi rischi sussistono pertanto molte ragioni per cui si dovrebbero<br />
evitare le innovazioni.<br />
Naturalmente la valutazione è prettamente teorica. Noi tutti sappiamo bene che soltanto<br />
grazie alle nuove idee ed alle soluzioni innovative è possibile assicurare la continuità<br />
di un’azienda. Ovviamente c’è bisogno di coraggio imprenditoriale e fiducia nel futuro,<br />
orecchie ed occhi sempre bene aperti, disponibilità ad imparare e comprendere, molto<br />
impegno ed una solida base finanziaria di riferimento.<br />
Quando introduciamo un’innovazione, ci impegniamo allo stesso tempo intensamente<br />
per ridurre il più possibile i rischi per i nostri clienti, testando accuratamente il prodotto<br />
ed assistendo con attenzione i primi clienti. Il successo dei nostri clienti è infatti la<br />
garanzia del nostro successo.<br />
Le innovazioni rappresentano un investimento e costano denaro. Ogni azienda innovativa<br />
deve pertanto proteggere le sue innovazioni da chi cerca di copiarle, affinché siano<br />
garantite finanziariamente anche le successive generazioni del prodotto.<br />
La protezione con brevetti e la tutela dei modelli costituiscono la garanzia alla base di<br />
un’industria innovativa ed assicurano una diffusione capillare in tutto il mondo. Supportiamo<br />
pertanto le iniziative orientate in tal senso, anche a servizio e nell’interesse dei<br />
nostri clienti.<br />
Cordialmente Vostro<br />
Dr. Martin Folini<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Highlights<br />
<strong>Trends</strong> & <strong>Markets</strong><br />
Il cliente di sistemi Brennet AG –<br />
Filati fini con la carda C 60<br />
e filatoi ComforSpin K 44<br />
<strong>Technology</strong><br />
La sfida delle fibre sintetiche –<br />
Un successo grazie ai filatoi ad alte<br />
prestazioni di <strong>Rieter</strong><br />
<strong>Product</strong> <strong>News</strong><br />
Filatoi ad anello –<br />
Sviluppo ulteriore su misura<br />
<strong>Info</strong><br />
<strong>Rieter</strong> Textile System: ancora una volta<br />
tra i protagonisti del 10° International<br />
Izmir Textil and Apparel Symposium<br />
4<br />
8<br />
18<br />
28<br />
Contenuto<br />
Il cliente di sistemi Brennet AG –<br />
Filati fini con la carda C 60<br />
e filatoi ComforSpin K 44 4<br />
La sfida delle fibre sintetiche –<br />
Un successo grazie ai filatoi<br />
ad alte prestazioni di <strong>Rieter</strong> 8<br />
I sistemi anello/cursore –<br />
Esigenze qualitative per<br />
prestazioni di punta 14<br />
Filatoi ad anello –<br />
Sviluppo ulteriore su misura 18<br />
AEROpiecing –<br />
Grande successo in termini<br />
di qualità dei riattacchi 22<br />
Soluzioni per l’ammodernamento<br />
economiche e a misura<br />
di cliente 24<br />
<strong>Info</strong>rmazioni 28<br />
Impressum<br />
Editore:<br />
Marketing Spun Yarn Systems<br />
Heiner Eberli<br />
Caporedazione:<br />
Marketing <strong>Rieter</strong> Textile Systems<br />
Edda Walraf<br />
Copyright:<br />
Copyright © <strong>2005</strong> by<br />
Fabbrica di Macchine <strong>Rieter</strong> SA<br />
Klosterstrasse 20<br />
CH-8406 Winterthur<br />
www.rieter.com<br />
<strong>Rieter</strong>-link@rieter.com<br />
Ristampa consentita solo dietro<br />
approvazione. Sono gradite le<br />
copie d’obbligo.<br />
Creazione e produzione:<br />
<strong>Rieter</strong> CZ a.s., Marketing<br />
Pavel Bielik<br />
Stampa:<br />
HRG, Repubblica Ceca<br />
3
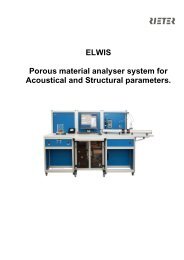
Sguardo nella moderna filatura<br />
ComforSpin della Brennet AG<br />
www.brennet.de<br />
4<br />
Il cliente di sistemi Brennet AG –<br />
Filati fini con la carda C 60<br />
e filatoi ComforSpin K 44<br />
Gli investimenti in nuove macchine ed<br />
in nuovi sistemi rappresentano in ogni<br />
azienda una delle decisioni più difficili<br />
e richiedono riflessioni adeguate ed<br />
accurate. Se si vuole garantire il successo<br />
economico nel tempo deve essere<br />
considerato e valutato l’intero processo<br />
di produzione, dalla filatura al prodotto<br />
finale. La società tedesca Brennet AG ha<br />
effettuato tutte le valutazioni in tal senso<br />
ed ha deciso di investire in una filatura<br />
completa <strong>Rieter</strong> con 17.000 fusi K 44 e 9<br />
carde C 60, al fine di produrre filati nella<br />
gamma da Nm 64 a Nm 100.<br />
E’ passato un anno dalla messa in esercizio<br />
della nuova filatura nello stabilimento di<br />
Hausen. E’ pertanto una buona occasione per<br />
analizzare a fondo le ragioni del successo<br />
dell’investimento effettuato. E’ il momento<br />
adatto per riconsiderare quanto è stato fatto,<br />
per analizzare il successo sperato nonché le<br />
idee e le aspettative alla base della buona<br />
riuscita del progetto.<br />
Breve ritratto della società Brennet<br />
La Brennet AG è un’azienda a produzione<br />
completa nella Germania meridionale che<br />
si avvale di un proprio reparto di sviluppo<br />
dei tessuti e di reparti di filatura, tessitura e<br />
nobilitazione. Brennet lavora prevalentemente<br />
filati di cotone e filati misti di cotone di<br />
prima qualità in 16,5 milioni di metri lineari<br />
all’anno di tessuti colorati funzionali ed alla<br />
moda e di articoli tinti in pezza per camicie,<br />
camicette, abbigliamento professionale e<br />
tessili casalinghi.<br />
Gli ingredienti di un’azienda di successo<br />
Tre sono i fattori essenziali per il successo: la<br />
materia prima, il parco macchine ed il fattore<br />
umano.<br />
La materia prima costituisce con la sua<br />
qualità ed omogeneità la base di riferimento<br />
ed il fattore d’influsso fondamentale per le<br />
caratteristiche del filato. Il criterio decisivo<br />
continua ad essere l’acquisto delle fibre<br />
nella qualità adeguata e nel momento giusto,<br />
ovvero al giusto prezzo. L’acquisto di cotone è<br />
molto importante dal punto di vista economico,<br />
perché esso si ripercuote direttamente<br />
sui costi di produzione del filato ed influenza<br />
pertanto il margine di profitto. Conseguentemente<br />
in molte aziende queste decisioni<br />
spettano alla dirigenza, poiché in questo caso<br />
sono essenziali la tempestività e la capacità<br />
di guardare avanti.<br />
Il parco macchine determina assieme alle<br />
tecnologie impiegate le caratteristiche del filato<br />
fino ai minimi dettagli. L’aspetto del filato<br />
viene direttamente influenzato, allo stesso<br />
modo di quanto accade per le caratteristiche<br />
di funzionamento e per la redditività nei<br />
processi seguenti. Le macchine devono poter<br />
realizzare il massimo dalla materia prima<br />
utilizzata, mantenere integre le caratteristiche<br />
positive, eliminare le caratteristiche non<br />
richieste, selezionare ed ordinare le fibre e<br />
perfezionarle fino al processo di legatura.<br />
Esse devono in tal senso produrre anche fra<br />
dieci anni filati che soddisfano le più elevate<br />
esigenze dei processi seguenti, filati che<br />
per l’aspetto sanno entusiasmare i clienti.<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Il presupposto per assicurare tale efficienza<br />
è che i processi devono essere controllati<br />
in qualsiasi momento, perché i clienti non<br />
tollerano oscillazioni di qualità nel filato.<br />
Soltanto le tecnologie più avanzate, come ad<br />
es. nel caso del filatoio ComforSpin ® K 44<br />
o della carda C 60, possono soddisfare tutti<br />
questi requisiti. E solo così un parco macchine<br />
è in grado, anche dopo dieci anni di<br />
utilizzo, di realizzare un prodotto concorrenziale.<br />
Le prestazioni delle macchine possono<br />
essere garantite da un partner innovativo che<br />
conosce l’intero processo e che migliora<br />
costantemente le macchine dal punto di vista<br />
tecnologico. Tali modifiche non assicurano<br />
solo il valore di uno stabilimento di filatura<br />
ma anche la capacità concorrenziale per un<br />
lungo periodo di tempo.<br />
Il valore di un filato non sta soltanto nella<br />
sua capacità di determinare o influenzare le<br />
peculiarità del prodotto finito, ma soprattutto<br />
nel suo contributo economico all’andamento<br />
in lavorazione nei processi successivi. Il<br />
filato è pertanto corresponsabile, nella sua<br />
determinante qualità di “base di riferimento”,<br />
per il successo dell’intera catena tessile.<br />
Malgrado i criteri ed i fattori citati rivestano<br />
una grande importanza, l’elemento centrale<br />
di successo è il fattore umano. Nella società<br />
Brennet il personale è responsabile per lo<br />
sviluppo, la produzione e la distribuzione di<br />
prodotti alla moda, funzionali e concorrenziali<br />
di primissima qualità. L’azienda non ha in<br />
tal senso bisogno soltanto di collaboratori<br />
preparati, motivati e flessibili, disposti a<br />
prestazioni maggiori di quanto richiesto, ma<br />
anche e soprattutto di persone che mirano<br />
alla perfezione, alla qualità, alle massime<br />
prestazioni e ad un continuo miglioramento.<br />
Le difficoltà costituiscono uno stimolo, le<br />
prestazioni ed i prodotti esistenti vengono<br />
costantemente verificati ed analizzati.<br />
Le attività si orientano sempre in base al<br />
successo dell’intero processo sia dal punto<br />
di vista qualitativo che da quello economico.<br />
Il risultato è il livello qualitativo e produttivo<br />
straordinariamente elevato di questa azienda.<br />
Rudolf Meier<br />
Management di prodotto<br />
pulitura/carde<br />
L’automazione integrata dimostra il modo<br />
di pensare integrale in termini di qualità<br />
persistente e abbassamento dei costi.<br />
5
Gli investimenti nelle filature<br />
hanno abbassato sensibilmente le<br />
rotture dei fili nelle tessiture.<br />
6<br />
Rotture del filo / 100.000 trame<br />
3.5<br />
3<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0<br />
Filato COM4 ® Nm 64/80<br />
Brennet punta, allo stesso modo di <strong>Rieter</strong>, su<br />
una stretta collaborazione con i suoi clienti<br />
per consentire lo sviluppo di prodotti di<br />
successo sul mercato.<br />
<strong>Rieter</strong> mette in tal senso a disposizione dei<br />
suoi clienti il pacchetto complessivo di un<br />
fornitore di sistemi. L’offerta non comprende<br />
soltanto tutte le macchine per l’intero processo<br />
di filatura ma anche:<br />
• Il know-how tecnico e tecnologico ed<br />
il supporto dall’inizio del processo alle<br />
ottimizzazioni attraverso l’intera catena<br />
di processo fino alla lavorazione a valle.<br />
Le conoscenze così acquisite creano la<br />
determinante consapevolezza ed una<br />
chiara prospettiva sugli sviluppi ulteriori<br />
dell’industria tessile.<br />
• Uno sviluppo globale del progetto<br />
dalla pianificazione del layout macchina<br />
all’integrazione di un sistema di trasporto.<br />
Dal calcolo del fabbisogno di personale<br />
all’analisi della redditività. Dal montaggio<br />
all’avvio efficace e puntuale della produzione.<br />
prima dopo<br />
Rotture fili di trama Rotture fili di catena<br />
• Il supporto in questioni finanziarie, dai<br />
calcoli di filatura e produzione all’effettivo<br />
finanziamento del progetto.<br />
• L’assistenza post-vendita, dall’assistenza<br />
prima, durante e dopo la messa in esercizio<br />
fino alla fornitura dei pezzi di ricambio<br />
ed agli interventi di modernizzazione.<br />
• Il supporto relativo al marketing per<br />
l’introduzione di nuovi filati come il filato<br />
compatto COM4 ® .<br />
• Un interlocutore competente in grado di<br />
soddisfare le esigenze dei clienti.<br />
Innovazione e rivoluzione, il sistema<br />
nell’impiego pratico<br />
Questo investimento può essere considerato<br />
e valutato, sulla base di numeri e fatti consolidati,<br />
dopo ca. 12 mesi di impiego pratico.<br />
Le questioni che si pongono sono le seguenti:<br />
che cos’ha modificato il nuovo investimento?<br />
Quali sono i vantaggi che ci si può<br />
attendere da questo passo? Si devono in tal<br />
senso valutare non tanto i miglioramenti qualitativi,<br />
sufficientemente noti, ma ben di più<br />
gli aspetti economici dell’investimento. Nella<br />
filatura ha potuto essere sensibilmente ridotto<br />
il personale mantenendo lo stesso numero di<br />
giri del fuso. Per un’azienda centroeuropea si<br />
tratta di un vantaggio concorrenziale assolutamente<br />
decisivo.<br />
Il filato COM4 ® consente un risparmio di<br />
coloranti pari al 7%. Il prodotto finito ha<br />
peraltro un aspetto brillante, chiaro e intenso.<br />
Se nella valutazione di ordine economico si<br />
valutasse soltanto il processo di filatura, il<br />
filato risulterebbe, a causa dei maggiori costi<br />
di investimento, leggermente più costoso.<br />
Se invece si considera il sistema completo,<br />
ovvero dalla balla fino al prodotto finito,<br />
l’investimento nel filato compatto risulta<br />
chiaramente conveniente. Qui di seguito<br />
ulteriori elementi positivi riscontrati dalla<br />
società Brennet:<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
• La bassa pelosità del filato compatto consente<br />
un risparmio dal 15 al 30 % sulle<br />
sostanze di bozzima. Questo risparmio si<br />
ripercuote positivamente in 3 modi: da un<br />
lato nella quantità delle sostanze di bozzima<br />
impiegate, dall’altro nel togliere la<br />
bozzima e nella preparazione delle acque<br />
di rifiuto.<br />
• Con 172 macchine per tessere il rendimento<br />
nella tessitura è aumentato del 3%.<br />
Le macchine per tessere a getto d’aria<br />
producono con una velocità di 840 trama/<br />
min. con prestazioni d’inserzione di 1500<br />
m/min. Il miglioramento del rendimento<br />
è stato ottenuto grazie al dimezzamento<br />
delle rotture di filo. Nella catena da 3 a<br />
1.5 per 100.000 di trama e nella trama da<br />
1.1 a 0.8 per 100.000 trama. In considerazione<br />
del dimezzamento dei fermi<br />
macchina migliora allo stesso tempo<br />
anche la qualità dei tessuti, dal momento<br />
che ogni fermo macchina implica sempre<br />
un potenziale errore.<br />
• Con prestazioni d’inserzione elevate, le<br />
rotture di filo si ripercuotono in modo<br />
più intenso sul rendimento rispetto alle<br />
macchine più lente. Risulta pertanto<br />
ancora più sorprendente che l’incremento<br />
di rendimento sia stato ottenuto in tutti gli<br />
ambiti con una contemporanea riduzione<br />
del personale.<br />
Consideriamo ancora un attimo la tessitura.<br />
Con queste prestazioni di inserzione e<br />
lavorando filati della gamma Nm 100, la<br />
macchina per tessere diventa il vero gradimetro<br />
per la qualità di un filato. L’andamento<br />
in lavorazione evidenzia direttamente e senza<br />
alcuna incertezza il grado di controllo del<br />
processo nella filatura. La carda C 60 fornisce<br />
un contributo determinante, in quanto cuore<br />
del processo di filatura, grazie alla sua geometria<br />
unica. La grande larghezza di lavoro di<br />
1500 mm consente di cardare il cotone con<br />
una produzione di 60 kg/h anche per questa<br />
finezza di filato, ovvero di prepararlo ottima-<br />
mente per il processo di filatura. Il potenziale<br />
della carda si esprime pienamente già<br />
nell’andamento in lavorazione nella filatura.<br />
Non sono pertanto rare per la carda da 4 a 5<br />
turni senza rottura del nastro.<br />
La storia del successo in breve<br />
I prodotti del nuovo stabilimento di filatura<br />
sono destinati esclusivamente al fabbisogno<br />
interno dell’azienda. I maggiori costi di<br />
produzione nella filatura vengono compensati<br />
grazie alle ottimizzazioni ed al risparmio sui<br />
costi nei processi seguenti. Il risultato è un<br />
prodotto di primissima qualità con costi di<br />
materiale e processo uguali o inferiori.<br />
L’investimento nella nuova filatura ha superato<br />
a pieni voti l’esame dopo 12 mesi di produzione.<br />
I fatti economici citati evidenziano<br />
chiaramente i vantaggi della nuova filatura. La<br />
chiave del successo è semplice: si tratta delle<br />
persone coinvolte, capaci di lavorare unite,<br />
apertamente e con competenza e senza mai<br />
perdere di vista l’obiettivo comune. L’obiettivo<br />
è il prodotto finito ed il cliente soddisfatto.<br />
La carda C 60 è un componente importante<br />
quando si tratta di aumentare la produzione<br />
à parità di affidabilità di funzionamento<br />
garantendo quindi la qualità.<br />
7
Fig.1<br />
La produzione ed il consumo di materiale<br />
fibroso sintetico sono continuamente<br />
cresciuti.<br />
Fig. 2<br />
Le fibre in poliestere vengono prodotte<br />
in tutto il mondo e precisamente in 278<br />
punti di produzione e da 231 produttori<br />
(particolarmente in Asia)<br />
8<br />
Produzione di fibre corte in tutto il mondo<br />
Produzione (mio. tonnellate)<br />
22<br />
20<br />
18<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
1990 1992 1994 1996 1998 2000 2002<br />
Fibre corte sintetiche<br />
Cotone<br />
Lana<br />
La sfida delle fibre sintetiche –<br />
Un successo grazie ai filatoi ad alte<br />
prestazioni di <strong>Rieter</strong><br />
Nel 2003 sono state prodotte ca. 36.5<br />
milioni di tonnellate di fibre sintetiche,<br />
per il 43%, (15.7 milioni di tonnellate), si<br />
tratta di fibre a taglio cotoniero. <strong>Rieter</strong><br />
offre in tutto il mondo avanzate macchine<br />
per filature per la produzione di filati<br />
a taglio cotoniero sia da fibre naturali<br />
che da fibre sintetiche. La continua elaborazione<br />
del know-how nel settore delle<br />
tecnologie di processo relative alle fibre<br />
sintetiche a taglio cotoniero consente<br />
un’ottimizzazione costante dei relativi<br />
stadi di processo e dei contributi alla<br />
filatura. Ciò consente ai clienti di <strong>Rieter</strong><br />
di usufruire di un vantaggio decisivo<br />
sulla concorrenza.<br />
L’importanza delle fibre sintetiche<br />
L’impiego nel settore tecnico, nel mercato dei<br />
tessili casalinghi e nel settore abbigliamento,<br />
di articoli tessili ottenuti da fibre sintetiche è<br />
divenuto negli ultimi 15 anni un fatto estremamente<br />
naturale grazie alla loro eccellente<br />
funzionalità. La fibra sintetica occupa un<br />
posto rilevante nel settore abbigliamento<br />
professionale, sportivo e per il tempo libero.<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
13 12<br />
La produzione di fibre sintetiche a taglio cotoniero<br />
ammonta attualmente a ca. 13 milioni<br />
di tonnellate annue, ovvero più del 50 % in<br />
più rispetto al 1990 (fig. 1). La produzione<br />
complessiva di microfibre a taglio cotoniero<br />
da tutte le materie prime è oggi pari a ca.<br />
600.000 tonnellate annue. Nel 1991 il valore<br />
era pari a sole 3.000 - 4.000 tonnellate<br />
annue. Fra le fibre sintetiche, il ruolo più<br />
importante lo riveste il poliestere con 11<br />
milioni di tonnellate annue, la Cina è in tal<br />
senso il paese che ha i più grandi produttori<br />
e con il 37% le maggiori capacità produttive.<br />
In India si registra un massiccio aumento<br />
della produzione di fibre in poliestere a taglio<br />
cotoniero. Su 670.000 tonnellate, la sola<br />
Reliance ha una quota del 68%.<br />
Il numero totale di 237 produttori mondiali di<br />
fibre in poliestere a taglio cotoniero (fig. 2),<br />
distribuiti in 278 diverse sedi di produzione,<br />
fa sì che la filatura a taglio cotoniero si debba<br />
confrontare con una grande sfida, poiché<br />
le caratteristiche di lavorazione e del filato<br />
dipendono fortemente dalla materia prima<br />
poliestere impiegata nonché dall’avvivagio.<br />
Produttori di poliestere in tutto il mondo nel 2003<br />
Numero di produttori<br />
America del Nord<br />
America Latina<br />
21<br />
Europa Occidentale<br />
14<br />
Europa Orientale<br />
9 7<br />
Afria<br />
& Medio Oriente<br />
India<br />
27<br />
Asia del Sud<br />
231 produttori in 278 punti di produzione<br />
109<br />
Cina &<br />
Hong Kong<br />
Taiwan<br />
7 5 7<br />
Corea del Sud<br />
Giappone<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Per quanto concerne il poliestere, la gamma<br />
di titoli della fibra va da 0.6 dtex a 6.6 dtex.<br />
Nella filatura classica del cotone vengono<br />
attualmente gestite molto bene finezze di<br />
fibra da 0.9 dtex a 3.3 dtex, con lunghezze di<br />
fibra fino a 60 mm. Le maggiori forze di stiro<br />
risultanti dalle più elevate forze di aderenza<br />
ed attrito, nonché la tendenza delle fibre<br />
sintetiche ad annodarsi ed alla formazione di<br />
neps, devono essere considerate con particolare<br />
attenzione.<br />
Adeguamento delle macchine<br />
<strong>Rieter</strong> equipaggia i suoi sistemi per un ampio<br />
ambito applicativo. L’apertura delle fibre e la<br />
mischia corretta rivestono un ruolo importante<br />
nella lavorazione delle fibre sintetiche,<br />
non è necessaria una stribbiatura. <strong>Rieter</strong> offre<br />
sulle sue macchine di preparazione un grado<br />
di apertura regolabile con precisione. Particolarmente<br />
efficace è l’Uniblend A 81, che<br />
consente di mischiare con precisione fino a<br />
8 materie prime diverse con percentuali da<br />
1 a 99 %.<br />
Il processo di cardatura rappresenta il cuore<br />
dell’intero processo di filatura. Al fine di<br />
eliminare danneggiamenti della fibra e la formazione<br />
di neps nelle fibre sintetiche, risulta<br />
determinante la scomposizione accurata ed<br />
ottimale in fibre singole. La produzione della<br />
carda deve essere adeguata a seconda del<br />
tipo di fibra e della finezza al fine di evitare<br />
forze di cardatura troppo elevate sul tamburo.<br />
Il rischio di tendenza all’avvolgimento, in<br />
particolare con gruppi di stiro con elevate<br />
velocità di consegna e nella lavorazione di<br />
poliestere, è considerevole. Esso può essere<br />
provocato da aderenza eccessiva nel gruppo<br />
di stiro, avvivagio o carica elettrostatica. Per<br />
contrastare la tendenza deve essere assicurata<br />
una possibilmente buona conduzione<br />
della fibra nel gruppo di stiro. Una geometria<br />
appropriata del pressavasi ed una superficie<br />
corretta della piastra garantisce un deposito<br />
ottimale del nastro nello stiratoio, circostanza<br />
che costituisce il presupposto per un’uscita<br />
efficace del nastro.<br />
Il filatoio ad anello può essere in tal senso<br />
equipaggiato con adeguati rivestimenti<br />
dei rulli superiori e con cinghiette. Per la<br />
lavorazione di fibre sintetiche con il sistema<br />
ComforSpin sono stati sviluppati componenti<br />
tecnologici specifici che garantiscono<br />
l’efficacia della compattazione. Sui filatoi ad<br />
anello <strong>Rieter</strong> è possibile ridurre brevemente<br />
la torsione del filato prima della levata dei<br />
cops durante l’incannatura posteriore. Ciò<br />
consente, malgrado l’elevatissima resistenza<br />
di fibra e filato, di assicurare una rottura definita<br />
del filato per il procedimento di levata<br />
dei cops.<br />
Anche il box di filatura SC-R sul filatoio a<br />
rotore R 40 offre una soluzione costruttiva per<br />
la lavorazione ottimale delle fibre sintetiche.<br />
A causa del maggiore attrito fibra-metallo<br />
deve essere garantita una migliore apertura<br />
delle fibre sintetiche dalla cardina, al fine<br />
di evitare fibre circolanti. L’unità di apertura<br />
presenta un chiaro allargamento per consen-<br />
Harald Schwippl<br />
Direttore Tecnologia<br />
Fig. 3:<br />
Il presupposto più importante per<br />
effettuare test di laboratorio affidabili<br />
è la competenza del personale<br />
9
Fig. 4 + 5:<br />
I filati COM4 ® sono caratterizzati da<br />
un’irregolarità inferiore anche con le<br />
microfibre.<br />
10<br />
Irregolarità del filato, capacitivo e ottico<br />
CVm [%]<br />
17<br />
17<br />
16.5<br />
16<br />
16<br />
15<br />
15.5<br />
14<br />
15<br />
13<br />
14.5<br />
12<br />
14<br />
11<br />
13.5<br />
10<br />
13<br />
9<br />
7 8 9 10<br />
COM4 ® , αm 108 capacitivo CVm<br />
COM4 ® Titolo dei filati in tex (g/1000m)<br />
, αm 97 capacitivo CVm<br />
Convenzionale αm 108 capacitivo CVm<br />
COM4 ® , αm 108 ottico CV2D<br />
COM4 ® , αm 97 capacitivo CV2D<br />
Convenzionale αm 108 ottico CV2D<br />
Poliestere Reliance 0.9 dtex 40 mm, stoppino 400 tex<br />
tire una migliore conduzione della fibra prima<br />
dell’entrata nel canale di guida della stessa.<br />
Con il poliestere va prestata in tal senso<br />
soprattutto attenzione, in caso di velocità<br />
elevate di uscita, affinché non si verifichino<br />
danneggiamenti al filato, come fusioni della<br />
fibra, attraverso l’ugello di uscita. Per una<br />
buona costanza di qualità è importante un<br />
ugello di uscita resistente all’usura. Ciò viene<br />
ottenuto grazie all’impiego di nuovi materiali<br />
in ceramica ed alle nuove geometrie.<br />
La cooperazione con Reliance<br />
Industries Ltd.<br />
Al fine di elaborare ulteriormente le conoscenze<br />
tecnologiche di processo, <strong>Rieter</strong><br />
collabora intensamente con produttori di<br />
fibre sintetiche. Reliance Industries Limited<br />
(RIL) (www.ril.com) è con un fatturato annuo<br />
di 17 miliardi di USD la più grande società<br />
per azioni in India. Nel laboratorio prove di<br />
Reliance è stato installato un impianto di produzione<br />
pilota di <strong>Rieter</strong>. L’azienda cerca in tal<br />
modo, mediante test tecnologici, di influire<br />
ancora più intensamente sullo sviluppo delle<br />
fibre e delle macchine.<br />
CV 2D [%]<br />
17<br />
16.5<br />
16<br />
15.5<br />
15<br />
14.5<br />
14<br />
13.5<br />
13<br />
Un esempio di progetto comune<br />
Negli ultimi anni le microfibre a taglio cotoniero<br />
sono diventate sempre più importanti.<br />
L’impiego di microfibre consente la produzione<br />
di filati finissimi. Le superfici tessili<br />
in microfibra assicurano una mano setata<br />
e soffice nonché caratteristiche di utilizzo<br />
particolarmente interessanti.<br />
I risultati del test qui presentato si riferiscono<br />
ad una microfibra Reliance con 0.9 dtex ed<br />
una lunghezza di taglio di 40 mm.<br />
Sono stati lavorati rispettivamente filati ad<br />
anello e COM4 ® in 3 diversi titoli, il filato<br />
COM4 ® è stato ulteriormente filato con 2<br />
coefficienti diversi di torsione. Grazie alla<br />
scelta di due diversi titoli di stoppino e del<br />
conseguente carico di aderenza dello stesso,<br />
viene evidenziato l’influsso degli stiri sul<br />
gruppo di stiro del filatoio ad anello (Fig. 3).<br />
Irregolarità del filato, capacitivo e ottico<br />
CVm [%]<br />
7 8 9 10<br />
Titolo dei filati in tex (g/1000m)<br />
COM4 ® , αm 108 capacitivo CVm<br />
COM4 ® , αm 97 capacitivo CVm<br />
Convenzionale αm 108 capacitivo CVm<br />
Poliestere Reliance 0.9 dtex 40 mm, stoppino 530 tex<br />
17<br />
16<br />
15<br />
14<br />
13<br />
12<br />
11<br />
10<br />
9<br />
CV 2D [%]<br />
COM4 ® , αm 108 ottico CV2D<br />
COM4 ® , αm 97 capacitivo CV2D<br />
Convenzionale αm 108 ottico CV2D<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Caratteristiche di preparazione<br />
nella filatura<br />
Poiché l’asportazione automatica delle balle<br />
mediante l’UNIfloc A 11 assicura un’asportazione<br />
fine ed uniforme della fibra, sono stati<br />
impiegati per i processi successivi soltanto<br />
un mescolatore ed un punto di apertura<br />
(B3/3S).<br />
I parametri della carda, assieme ad una<br />
sollecitazione minima della fibra e ad una<br />
buona qualità di cardatura, rappresentano<br />
un elemento chiave per l’aumento delle<br />
prestazioni nel processo di filatura. Al fine di<br />
contenere al massimo le forze di cardatura,<br />
è stata dapprima impiegata una guarnizione<br />
Punti grossi dei filati<br />
Punti grossi +50% (per 1000 m)<br />
200<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
7 8 9 10<br />
Titoli del filato in tex (g/1000m)<br />
COM4 ® αm 108<br />
COM4 ® αm 97<br />
Convenzionale αm 108<br />
Poliestere Reliance 0.9 dtex, stoppino 400 tex<br />
del tamburo tipica per le microfibre da 640<br />
picchi per pollice quadrato e con 30 gradi<br />
di angolo di spoglia superiore. E’ risultato<br />
evidente un trasferimento non ottimale delle<br />
fibre dal tamburo al briseur, le fibre fini<br />
tendono infatti a fermarsi nei canali della<br />
guarnizione. L’aumento del numero di picchi<br />
a 720 ha consentito ottime caratteristiche di<br />
corsa. Sullo stiratoio non sono state misurate<br />
forze di stiro eccessive. Sul banco a fusi va<br />
prestata particolare attenzione alla trasmissione<br />
della torsione influenzata dalle forze di<br />
attrito fibra-metallo.<br />
Test di controllo qualità del filato<br />
Come previsto i filati COM4 ® evidenziano<br />
migliori fattori di irregolarità del filato rispetto<br />
ai filati tradizionali ad anello, nella misurazione<br />
capacitiva da 0.3 a 0.8 punti percentuali<br />
(Fig. 4 + 5). Per quanto riguarda le<br />
imperfezioni, grazie alla compattazione sono<br />
stati ridotti fino al 20 % i punti fini nel filato<br />
(Fig. 6). Per quanto concerne gli ingrossamenti,<br />
il sistema ComforSpin consente di<br />
ottenere valori migliori fino al 20 % rispetto<br />
al filato ad anello. Quest’ultimo reagisce<br />
decisamente con maggiore sensibilità alle<br />
caratteristiche dello stoppino (Fig. 7).<br />
Fig. 6:<br />
Il laboratorio moderno e climatizzato a<br />
Winterthur dispone di tutti gli apparecchi<br />
di prova per fibre e filati.<br />
Fig. 7<br />
11
Fig. 8: Sotto il microscopio si riconosce<br />
la forma tipica delle microfibre<br />
Fig. 9 + 10: I filati COM4 ® sono caratterizzati<br />
da una bassa pelosità anche<br />
con le microfibre. Ciò diminuisce la<br />
formazione di palline (pilling)<br />
12<br />
Pelosità del filato<br />
Pelosità H<br />
4<br />
100<br />
3.85<br />
90<br />
3.7<br />
80<br />
3.55<br />
70<br />
3.4<br />
60<br />
3.25<br />
50<br />
3.1<br />
40<br />
2.95<br />
30<br />
2.8<br />
20<br />
2.65<br />
10<br />
2.5<br />
0<br />
7 8 9 10<br />
COM4 ® , αm 108 H<br />
COM4 ® Titoli del filato tex (g/1000m)<br />
, αm 97 H<br />
Convenzionale αm 108 H<br />
COM4 ® , αm 108 Zweigle<br />
COM4 ® , αm 97 Zweigle<br />
Convenzionale αm 108 Zweigle<br />
Poliestere Reliance 0.9 dtex 40 mm, stoppino 400 tex<br />
I sistemi di filatura finale non hanno evidenziato<br />
differenze nei neps. La maggiore massa<br />
dello stoppino provoca, per contro, un maggiore<br />
stiro sul filatoio ad anello, con conseguente<br />
ripercussione positiva sul numero dei<br />
neps. Per quanto riguarda le imperfezioni è<br />
pertanto risultato che il sistema ComforSpin<br />
offre interessanti opportunità per il prodotto<br />
finito, con un buon comportamento di stiro<br />
ed una buona legatura della fibra nel triangolo<br />
di filatura.<br />
La maggiore compattezza sezionale della<br />
fibra e la migliore legatura della stessa nel<br />
sistema ComforSpin hanno consentito un incremento<br />
della resistenza di 1 cN/tex. Il filato<br />
COM4 ® non evidenzia fra le posizioni con<br />
fattore di torsione di αm 108 risp. αm 97<br />
alcuna riduzione della resistenza media.<br />
Ciò rappresenta pertanto un’opportunità di<br />
incremento della produzione senza perdite di<br />
qualità.<br />
Il raffronto dei diversi stoppini ha evidenziato<br />
che con bassi stiri su entrambi i sistemi di<br />
filatura ha potuto essere misurato un aumento<br />
della resistenza del filato.<br />
Pelosità Zweigle 1 + 2 mm (1/m)<br />
Pelosità del filato<br />
Pelosità H<br />
4<br />
3.85<br />
3.7<br />
3.55<br />
3.4<br />
3.25<br />
3.1<br />
2.95<br />
2.8<br />
2.65<br />
2.5<br />
Nel Reliance Micro Polyester (Fig. 8) è oltremodo<br />
evidente, misurata secondo Uster UT4,<br />
la bassa pelosità del filato COM4 ® rispetto al<br />
filato ad anello convenzionale. Con un titolo<br />
del filato maggiore le differenze si riducono<br />
(Fig. 9 + 10).<br />
Se si considera il valore S3 secondo Zweigle,<br />
si riscontra in ambedue i processi di filatura<br />
un numero relativamente basso di peli per<br />
metro di filato. Tuttavia la superiorità del<br />
processo di compattazione è visibile. Nel<br />
processo di roccatura successivo la bassa<br />
pelosità si ripercuote positivamente, a causa<br />
del ridotto numero di differimenti della fibra,<br />
sui valori dei neps.<br />
L’usura del filato nei filati ad anello rappresenta<br />
una misura indiretta di riferimento per<br />
la pelosità del filato. Fra quest’ultima ed il<br />
processo di pilling sussiste una determinante<br />
correlazione. Elevati valori di pelosità<br />
conducono ad una tendenza maggiore ed<br />
indesiderata al pilling (Fig. 11).<br />
7 8 9 10<br />
Titoli del filato tex (g/1000m)<br />
COM4 ® , αm 108 H<br />
COM4 ® , αm 97 H<br />
Convenzionale αm 108 H<br />
Poliestere Reliance 0.9 dtex 40 mm, stoppino 530 tex<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
COM4 ® , αm 108 Zweigle<br />
COM4 ® , αm 97 Zweigle<br />
Convenzionale αm 108 Zweigle<br />
Pelosità Zweigle 1 + 2 mm (1/m)<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
COM4 ® , αm = 108<br />
COM4 ® , αm = 97<br />
Convenzionale, αm = 108<br />
Per mezzo del tester tessile di Reutling è stata<br />
simulata la sollecitazione dei fili di catena<br />
nella tessitura ed esaminata la tendenza al<br />
differimento. I valori consentono di valutare la<br />
legatura della fibra. Il metodo di misurazione<br />
ha consentito di evidenziare che, rispetto ai<br />
filati con lo stesso coefficiente di torsione, i<br />
filati COM4 ® consentono un numero sensibilmente<br />
più elevato di giri di sfregamento<br />
fino alla rottura del filo. Il sistema di filatura<br />
finale può avere una maggiore influenza<br />
sulla resistenza allo sfregamento rispetto alla<br />
torsione del filato. Si tratta di una consapevolezza<br />
estremamente importante che evidenzia<br />
bene quale sia anche per le microfibre in<br />
poliestere il potenziale rappresentato dalla<br />
costruzione della struttura del filato con<br />
torsione costante dello stesso.<br />
Riepilogo<br />
Nonostante le esperienze evidenzino che il<br />
poliestere rappresenta in genere la più grande<br />
sfida per quanto concerne una conduzione<br />
controllata del filato nella tecnologia di compattazione,<br />
sono stati rilevati chiari vantaggi<br />
nell’impiego della tecnologia ComforSpin.<br />
Grazie alla migliore legatura della fibra il<br />
sistema ComforSpin evidenzia anche con le<br />
microfibre PES impiegate sensibili vantaggi<br />
per quanto riguarda i punti fini e gli ingrossamenti<br />
del filato. La scelta adeguata del<br />
processo preliminare dalla carda al banco<br />
a fusi influenza in tal senso chiaramente il<br />
risultato di compattazione.<br />
Fig. 11:<br />
Un paragone tra le strutture del filato<br />
mette in luce le nette differenze in<br />
termini di pelosità<br />
13
Fig. 1<br />
L’anello ed il cursore devono rispondere<br />
alle più elevate esigenze<br />
14<br />
I sistemi anello/cursore – Esigenze<br />
qualitative per prestazioni di punta<br />
Il compito svolto dall’anello e dal<br />
cursore nella filatura per fibre corte<br />
L’anello di filatura ed il cursore (fig. 1) hanno<br />
il compito di conferire una torsione alle fibre<br />
nel triangolo di filatura, di creare una tensione<br />
di filatura e di avvolgere il filato su una<br />
bobina. Il cursore sviluppa, perciò, l’attrito<br />
necessario. In termini di usura e calore, le<br />
elevate velocità richiedono un’elevata resistenza<br />
dei componenti che devono, quindi,<br />
soddisfare esigenze molto elevate.<br />
Il cursore scorre sull’anello con delle velocità<br />
da 32 a 40 m/s (115 fino a 144 km/h) e viene<br />
lubrificato unicamente dalle particelle di<br />
fibra le quali vengono sbriciolate tra l’anello<br />
ed il cursore. La composizione delle fibre<br />
influenza le caratteristiche di funzionamento<br />
e la durata dei due partner di attrito. In questo<br />
processo l’anello deve essere il componente<br />
con la più elevata resistenza all’usura<br />
in quanto l’acquisto e la sostituzione degli<br />
anelli sono molto più dispendiosi.<br />
L’attrito è una funzione importante<br />
Il cursore esercita una grande pressione<br />
sull’anello. A seconda della pellicola prodotta<br />
dalle fibre, risulta un attrito più o meno forte<br />
(coefficiente di attrito). Questo attrito viene<br />
influenzato sia dalla composizione delle<br />
fibre che dallo sfruttamento del potenziale di<br />
lubrificazione disponibile. Da ciò risulta che<br />
i filati con una pelosità più elevata producono<br />
una lubrificazione migliore rispetto ai<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
filati compatti. L’influenza dell’avvivagio è di<br />
particolare importanza soprattutto nel caso<br />
di filati misti e sintetici. In linea di massima<br />
l’avvivagio riduce sempre l’attrito.<br />
Per rilegare le fibre in modo ottimale nel<br />
corpo del filo, l’attrito non deve essere né<br />
troppo alto, né troppo basso. L’obiettivo non<br />
è quindi quello di ridurre drasticamente<br />
l’attrito nel sistema anello/cursore. Il sistema<br />
anello/cursore deve quindi inevitabilmente<br />
avere una funzione di freno.<br />
L’anello di filatura e le sue esigenze<br />
qualitative<br />
L’anello costituisce la superficie di scorrimento<br />
del cursore. Le tolleranze delle misure<br />
in termini di forma, rotondità, superficie piana<br />
ecc. sono molto strette. Di grande importanza<br />
è anche il centraggio del fuso. Ciò vale<br />
naturalmente anche per l’anello di riduzione<br />
del ballone e per il guida-filo.<br />
Con un anello di 40 mm di diametro e con un<br />
regime di giri di 20.000 giri/min. vengono a<br />
svilupparsi delle differenze di velocità pari a<br />
2.09 m/s (7,5 km/h) entro 0.003 sec (fig. 2).<br />
Ciò conduce ad alti picchi di tensione i quali<br />
conducono a rotture del filo e ad una elevata<br />
pelosità del filo.<br />
La forma della flangia viene adattata al campo<br />
dei titoli di filato:<br />
• flangia 1 (3.2 mm) per filati Ne 16 e più<br />
fini.<br />
• flangia 2 (4,0 mm) per filati Ne 24 e più<br />
grossi.<br />
• gli anelli a flangia inclinata Orbit vengono<br />
utilizzati nel campo delle alte velocità per<br />
filati da Ne 30 fino a 80.<br />
• il profilo normale ed il profilo Antiwedge<br />
(asimmetrico) non sono più molto diversi<br />
al giorno d’oggi. I migliori risultati si<br />
ottengono con la flangia 1 profilo N98<br />
utilizzato sempre più spesso.<br />
La superficie di scorrimento ideale del cursore<br />
ha una struttura della superficie molto<br />
definita: la profondità di ruvidità di 0.002 mm<br />
(fig. 3) non deve essere oltrepassata.<br />
La pressione esercitata dal cursore sull’anello<br />
di filatura dipende dal titolo del filato, dal<br />
peso del cursore, dal diametro dell’anello<br />
e dal numero di giri del fuso. Le superfici<br />
di contatto di entrambi i partner di attrito<br />
sono protette da una pellicola di lubrificazione<br />
intatta. Esistono tuttavia delle fasi in<br />
cui la pellicola di lubrificazione si consuma<br />
generando un contatto tra metallo e metallo.<br />
In queste fasi, nei punti di contatto sorgono<br />
delle temperature molto elevate, le quali<br />
possono condurre a delle saldature (microsaldature).<br />
Ciò comporta un saltare fuori dei<br />
cursori, uno scorrimento instabile dei cursori,<br />
delle perdite di qualità e un’usura precoce<br />
dell’anello.<br />
Per mantenere stabili (per un periodo molto<br />
lungo ed anche tra un fuso e l’altro) le strette<br />
tolleranze che abbiamo menzionato all’inizio<br />
ed in particolare la ruvidità delle superfici<br />
di scorrimento, gli anelli dispongono di una<br />
particolare nobilitazione. I migliori risultati<br />
Velocità del cursore<br />
Velocità cursore in m/s<br />
1.5<br />
1<br />
0.5<br />
0<br />
-0.5<br />
-1<br />
-1.5<br />
Un giro di cursore = 0,003 sec<br />
Cambiamento con un’eccentricità di 0,5 mm<br />
Anello da 40 mm, 20.000 giri/min.<br />
Franz Oberholzer<br />
Direttore realizzazione anelli e cursori,<br />
Bräcker AG Svizzera<br />
Fig. 2<br />
I picchi di tensione e quindi le rotture del<br />
filo vengono eliminati solamente quando<br />
il fuso e l’anello sono centrati in modo<br />
ottimale<br />
15
Fig. 3<br />
Il rapporto delle proporzioni con una fibra<br />
di cotone mette in luce la precisione di<br />
fabbricazione necessaria per produrre<br />
anelli ad alte prestazioni<br />
Fig. 4<br />
Anche i cursori devono rispondere alle<br />
più elevate esigenze qualitative in modo<br />
da ottenere un’elevata velocità dei fusi,<br />
una lunga durata di funzionamento ed<br />
un’ottima qualità del filato.<br />
16<br />
si ottengono con gli anelli in titanio della<br />
Bräcker. La superficie viene dotata di un<br />
particolare rivestimento antiusura, il quale<br />
impedisce l’attaccarsi di metallo liquido<br />
sull’anello e quindi la formazzione di crateri,<br />
ciò che alla fine comporterebbe la totale<br />
distruzione delle superfici di scorrimento.<br />
Un fattore particolare di questo sviluppo è il<br />
fatto che gli anelli di titanio non necessitano<br />
più di un tradizionale rodaggio degli anelli.<br />
Nella fase di avvio deve unicamente comporsi<br />
la pellicola di lubrificazione.<br />
Il cursore e le sue esigenze qualitative<br />
La tolleranza per l’esattezza della forma del<br />
cursore ammonta a 0.05 mm (fig. 4). I pesi<br />
dei cursori hanno una tolleranza di +/– 3%,<br />
il che significa che con un cursore ISO 31.5<br />
(6/0) la massima deviazione ammissibile è di<br />
0.000945g.<br />
Il materiale di base per il cursore viene nobilitato<br />
in modo da poter impiegare i cursori<br />
senza che essi si deformino (proprietà di<br />
elasticità), oltre che ad aumentare la durata di<br />
funzionamento. I punti di contatto tra cursore<br />
ed anello sono comunque sottoposti alle<br />
medesime forze termiche e meccaniche.<br />
La superficie (risp. il materiale di base) viene<br />
ulteriormente nobilitata in modo da ridurre<br />
l’attrito e quindi l’usura. In quanto i cursori<br />
presentano delle tracce di usura nelle zone<br />
marginali già dopo poco tempo, i trattamenti<br />
di diffusione quali “Saphir” danno i risultati<br />
migliori. I cursori vengono prodotti in lotti<br />
che vanno fino a 2 milioni di unità. Nonostante<br />
la produzione di massa, ogni singolo<br />
cursore deve essere fabbricato osservando<br />
le tolleranze più strette e quindi presentare la<br />
massima regolarità.<br />
Durata degli anelli e dei cursori<br />
A seconda del tipo di fibre, del titolo del<br />
filato e delle prestazioni, i cursori hanno una<br />
durata tra i 7 – 21 giorni. Il cursore percorre<br />
in questo tempo una distanza di 22.000<br />
– 60.000 km.<br />
Gli anelli hanno invece una durata di 2 – 6<br />
anni. Con un filato Ne 30 si possono filare in<br />
5 anni ca. 50 milioni di metri risp. 1.000 kg<br />
di filato con un anello.<br />
L’anello ed il cursore influenzano<br />
la qualità del filato<br />
L’anello ed il cursore influenzano la pelosità,<br />
i bottoni (bottoni prodotti durante la produzione,<br />
gli accumuli di fibre), l’elasticità<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
come anche le rotture del filo. I parametri non<br />
influenzabili sono: resistenza, massa, punti<br />
fini e grossi.<br />
Aumentare le prestazioni<br />
con il cursore giusto<br />
Con la giusta scelta del cursore è possibile<br />
sfruttare il massimo potenziale delle<br />
prestazioni. Nonostante le buone direttive<br />
di applicazione, in alcuni casi difficili non<br />
c’è alternativa che ricorrere a delle prove di<br />
filatura. Solo nella propria filatura e quindi<br />
dal vivo si possono testare nel loro insieme<br />
tutte le influenze importanti esercitate dalla<br />
materia prima, dal clima e dalle registrazioni<br />
delle macchine.<br />
Per ogni costellazione applicativa esistono<br />
sempre solo alcuni accoppiamenti validi tra<br />
l’anello ed il cursore. E’ più facile, infatti,<br />
scegliere la combinazione sbagliata. Una<br />
costellazione applicativa può essere costituita<br />
da una determinata geometria di filatura, da<br />
un certo titolo del filato oppure da una particolare<br />
velocità. La scelta del cursore è quindi<br />
determinante per ottenere la qualità ottimale<br />
sfruttando al massimo le capacità produttive.<br />
Influenza sull’economicità<br />
Nella produzione di filati, i costi per gli anelli<br />
ed i cursori hanno un’importanza secondaria.<br />
Rispetto al prezzo del filato questi costi<br />
sono veramente piccolissimi. L’influenza che<br />
l’anello ed il cursore esercita sul prezzo del<br />
filato è inferiore al 0.15%. D’altra parte, una<br />
scelta sbagliata di questi componenti può<br />
causare, in una filatura, dei costi estremamente<br />
elevati a causa dell’aumento delle<br />
rotture dei fili oppure per via di una cattiva<br />
qualità del filato.<br />
Sviluppo<br />
Con l’anello in titanio della Bräcker è stato<br />
introdotto sul mercato un prodotto che prevale<br />
sotto ogni aspetto su ogni tipo di anello<br />
convenzionale. Inoltre stanno per essere<br />
lanciati sul mercato dei cursori a prestazioni<br />
elevate con dei rivestimenti in materiale<br />
ceramico (Zirkon) e con altri trattamenti a<br />
diffusione (Pyrit). I cursori del giorno d’oggi<br />
sono in grado di lavorare a velocità elevatissime<br />
per un totale di 1.000 ore.<br />
Riepilogo<br />
Gli anelli ed i cursori vengono prodotti<br />
con delle tolleranze molto strette e con la<br />
maggiore uniformità possibile. Il presupposto<br />
per ottenere il massimo in termini di<br />
qualità e prestazioni è costituito dal giusto<br />
accoppiamento tra anello e cursore, sempre<br />
tenendo conto della costellazione applicativa.<br />
Le massime prestazioni nella filatura sono<br />
garantite solamente dalla giusta combinazione<br />
tra questi componenti chiave.<br />
Profilo aziendale<br />
La produzione e realizzazione:<br />
Anelli, cursori, apparecchi di applicazione,<br />
supporti filato GRETENER.<br />
Consulenza in tutto il mondo mediante<br />
esperti specialisti.<br />
Contatto<br />
Bräcker AG<br />
Obermattstrasse 65<br />
CH-8330 Pfäffikon-Zürich<br />
Switzerland<br />
Tel. +41 44 953 14 14<br />
Fax +41 44 953 14 90<br />
E-mail sales@bracker.ch<br />
Web www.bracker.ch<br />
17
Fig. 1<br />
Asservimento semplice grazie alla nuova<br />
superficie grafica.<br />
Fig. 2<br />
La rappresentazione grafica semplifica<br />
l’immissione e la supervisione dei dati<br />
18<br />
Filatoi ad anello –<br />
Sviluppo ulteriore su misura<br />
Il filatoio ad anello G 33 ed il filatoio<br />
Comfor K 44 della <strong>Rieter</strong> sono leader<br />
nel settore. Anche se la denominazione<br />
del modello rimane invariata i filatoi<br />
vengono migliorati costantemente passo<br />
dopo passo. Vi presentiamo i vantaggi<br />
delle macchine più recenti.<br />
Con questo esempio la <strong>Rieter</strong> intende<br />
dimostrare che l’assistenza tecnica e l’ottimizzazione<br />
del prodotto non finisce con il<br />
lancio sul mercato della macchina. I prodotti<br />
vengono sottoposti ad un continuo ed intenso<br />
processo d’innovazione. In questo articolo vi<br />
proponiamo tutte le novità offerte dai filatoi<br />
G 33 e K 44 e con ciò tutti i vantaggi che ne<br />
risultano.<br />
Asservimento centrale e semplice<br />
Una novità che subito si nota all’esterno è<br />
la nuova superficie di asservimento con una<br />
visualizzazione mediante grafici (fig. 1). Da<br />
base funge il comando <strong>Rieter</strong> standardizzato<br />
che presto sarà montato su tutte le macchine<br />
<strong>Rieter</strong>. Il comando è stato sviluppato assieme<br />
agli utenti e guida l’operatore attraverso<br />
i menu d’immissione secondo un ordine<br />
molto logico. Le manipolazioni sono inoltre<br />
supportate da rappresentazioni grafiche. La<br />
determinazione della curva delle velocità<br />
nonché la comprensione dei valori d’immissione,<br />
giusto per fare un esempio, vengono<br />
sensibilmente semplificate (fig. 2). Le<br />
comunicazioni degli errori appaiono usando<br />
grafici e testi in chiaro, ciò che facilita la loro<br />
localizzazione ed eliminazione.<br />
MEMOset –<br />
salva e trasmette le registrazioni<br />
MEMOset è una funzione software mediante<br />
la quale si possono salvare 18 diversi<br />
parametri di filatura che possono essere<br />
richiamati ed elaborati in qualsiasi momento.<br />
Il trasferimento dati su altre macchine è<br />
possibile. Per le filature con soventi cambi di<br />
partita ciò costituisce un contributo quando<br />
si tratta di aumentare l’economicità e tenere<br />
costante la qualità.<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Cambio delle bobine –<br />
veloce, sicuro, efficace<br />
Il cambio delle bobine senza filo di sottoincannatura<br />
mediante SERVOgrip è stato<br />
presentato per la prima volta con il lancio<br />
sul mercato del filatoio G 33 ed è rimasto<br />
ineguagliato fino al giorno d’oggi (fig. 3).<br />
La corona di serraggio SERVOgrip brevettata<br />
dalla <strong>Rieter</strong> costituisce la soluzione convincente<br />
quando si tratta di effettuare una levata<br />
pulita e quindi povera di volaglia. L’opportunità<br />
di poter fare a meno della sottoincannatura<br />
non solo conduce ad un certo risparmio<br />
di filato, ma in particolare ad una sensibile<br />
riduzione in termini di formazione di volaglia.<br />
La levata non costituisce problemi nemmeno<br />
nella lavorazione di filati grossi risp.<br />
altamente resistenti oppure di filati con una<br />
bassa torsione. Una nuova funzione (brevetto<br />
<strong>Rieter</strong>), capace di adattare le torsioni, riduce<br />
risp. aumenta le torsioni del filato alla fine<br />
del ciclo di filatura in modo da poter effettuare<br />
la levata strappando i fili in modo affidabile<br />
e definito (fig. 4).<br />
Il taglio manuale dei filati mediante forbice,<br />
in particolare in caso di filati altamente<br />
resistenti, non è più necessario. La levata<br />
ROBOdoff della <strong>Rieter</strong> dispone di un autocontrollo<br />
ed è quindi caratterizzata da un’elevata<br />
affidabilità e da tempi di levata brevissimi<br />
(1 min. 40 sec.).<br />
Cambio partite facilitato<br />
Il G 33 è stato il primo filatoio ad anello<br />
equipaggiato con il concetto di azionamento<br />
flessibile FLEXIdraft, il che vuol dire azionamenti<br />
separati per il gruppo di stiro e i<br />
fusi. Fino ad oggi, gli altri costruttori hanno<br />
integrato solo parzialmente questo sistema<br />
sulle loro macchine.<br />
Gli azionamenti separati per il gruppo di stiro<br />
e per i fusi permette di cambiare il titolo del<br />
filato premendo solamente un pulsante. Sulla<br />
base di FLEXIdraft e grazie agli ulteriori sviluppi<br />
nel campo elettronico ed elettrotecnico<br />
è stato messo a punto l’opzione FLEXIstart.<br />
Con questa funzione brevettata dalla <strong>Rieter</strong> è<br />
possibile avviare e fermare individualmente<br />
ciascheduno dei 4 sistemi di azionamento<br />
del gruppo di stiro (testata, piede, lato macchina<br />
sinistro e destro) (fig. 5). I vantaggi per<br />
il cliente sono i seguenti: inizio e fine filatura<br />
divisibile in quattro e quindi a vantaggio del<br />
Fig. 4<br />
Incannatura posteriore<br />
con torsioni<br />
ridotte/aumentate<br />
Serraggio<br />
dell’estremità del<br />
filato con delle<br />
torsioni adattate mediante<br />
la corona di<br />
serraggio SERVOgrip<br />
Anja Knick<br />
Management di prodotto<br />
filatura ad anello<br />
Fig. 3<br />
La levata priva di sottoincannatura<br />
con SERVOgrip riduce la volaglia<br />
e le rotture del filato<br />
Fig. 4<br />
L’adattamento delle torsioni durante la<br />
filatura finale permette di strappare il<br />
filato in modo definito<br />
Posizione di<br />
rottura definita<br />
19
Fig. 5<br />
FLEXIdraft per una filatura quadripartita<br />
20<br />
consumo di materiale, utilizzo ottimizzato del<br />
personale, presupposto ideale per la filatura<br />
di provini.<br />
Aumento della qualità e della produttività<br />
grazie al sensore individuale per fusi<br />
ISM<br />
Il sensore individuale per fusi ISM messo a<br />
punto dalla <strong>Rieter</strong> costituisce un contributo<br />
importante in termini di aumento della<br />
qualità e della produzione. Ogni singolo<br />
fuso viene supervisionato singolarmente e<br />
continuamente per individuare le rotture del<br />
filo ed i fusi lenti. Attraverso una guida mirata<br />
dell’operatore si possono ottimizzare i cicli<br />
di lavoro nonché localizzare ed eliminare<br />
velocemente gli errori. Abbinando ISM al<br />
sistema di rilevazione dei dati SPIDERweb si<br />
ottiene un’analisi dei dati molto completa.<br />
Il rilevamento a lunga scadenza delle rotture<br />
del filato consentono per es. un adattamento<br />
ottimale della velocità dei fusi. I rendimenti<br />
dei singoli punti di filatura risp. dell’intero<br />
filatoio ad anello possono essere richiamati<br />
in ogni momento.<br />
Consumo energetico ridotto<br />
Il consumo energetico riveste un’importanza<br />
sempre maggiore. Il sistema di raffreddamento<br />
INTERcool montato sulle macchine <strong>Rieter</strong><br />
è veramente singolare. Si tratta infatti di un<br />
circuito di raffreddamento chiuso il quale<br />
conduce il calore proveniente dai motori<br />
e dall’invertitore di frequenza direttamente<br />
ai canali di aria tecnologica dell’impianto<br />
di climatizzazione servendosi di un proprio<br />
scambiatore di calore. In questo modo si<br />
riduce sensibilmente il riscaldamento della<br />
sala di filatura dovuto al calore prodotto dalle<br />
macchine, il che conduce ad una minore<br />
circolazione d’aria sgravando così l’impianto<br />
di climatizzazione. Ma non finisce qui: anche<br />
l’azionamento a nastro a quattro fusi, in<br />
combinazione con un piccolo diametro della<br />
noce, permette di risparmiare energia (fig. 6).<br />
L’attorniamento molto più ampio della noce<br />
ed il diametro più piccolo della stessa conferisce<br />
all’azionamento a nastro a quattro fusi<br />
delle caratteristiche di azionamento molto<br />
più costanti rispetto alla trazione a cinghia<br />
tangenziale. Il consumo energetico minore è<br />
calcolabile.<br />
Un effetto secondario positivo di questo<br />
azionamento a quattro fusi e costituito dal<br />
semplice e veloce cambio del nastro.<br />
Con ECOdrive è stata messa a punto un’ulteriore<br />
funzione che permette, in termini<br />
di energia, un funzionamento ideale degli<br />
azionamenti dei fusi e delle banchine portaanelli.<br />
Nel loro campo applicativo principale,<br />
tutti gli azionamenti lavorano con ciò con un<br />
rendimento ottimale.<br />
Aspirazione ottimizzata<br />
I costi energetici in continuo aumento hanno<br />
indotto i tecnici <strong>Rieter</strong> a migliorare anche il<br />
sistema d’aspirazione. Grazie ad una sottopressione<br />
maggiore rispetto ad altri sistemi,<br />
il consumo energetico ha potuto essere<br />
ridotto di ulteriori 2.9 kW. Con un impianto di<br />
filatura di 10 filatoi ad anello e con un costo<br />
energetico di CHF 0.086/kW il risparmio<br />
annuo in termini di energia ammonta a CHF<br />
21.000.--.<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Interruzione senza rottura del filato<br />
Le cadute della rete sono normalmente la<br />
causa di rotture del filato, perdite di produzione,<br />
qualità inferiore ed interventi del personale.<br />
Non è così, invece, con i filatoi della<br />
<strong>Rieter</strong>. Un sistema di controllo supervisiona<br />
l’approvvigionamento di corrente. Nel caso<br />
di una caduta della rete il motore di azionamento<br />
dei fusi viene commutato a generatore<br />
alimentando tutti gli altri azionamenti durante<br />
la messa fuori servizio della macchina (brevetto<br />
<strong>Rieter</strong>). L’energia dinamica è sufficiente<br />
per superare delle cadute della rete di ca. 2<br />
secondi. Se in questo periodo la macchina<br />
riceve di nuovo corrente, essa torna a funzionare<br />
a regime senza subire un’interruzione.<br />
Se la caduta della rete oltrepassa i 2 secondi,<br />
la macchina viene arrestata sistematicamente<br />
analogamente ad un arresto macchina normale.<br />
Con ciò si evitano le rotture del filato<br />
durante il riavvio della macchina.<br />
Successo misurabile<br />
Già nel mese di maggio del 2004 il duemillesimo<br />
G 33 ha lasciato gli stabilimenti<br />
<strong>Rieter</strong> – destinazione Tailandia. La società<br />
Phiphatanakit Textile Co. (PTC) è da molti<br />
anni cliente della <strong>Rieter</strong> e dispone di un<br />
impianto di pulitura, di carde, pettinatrici e<br />
filatoi ad anello <strong>Rieter</strong>. Nella propria tessitura<br />
vengono tessuti prodotti qualitativamente<br />
altolocati, i quali vengono esportati per l’80%<br />
in paesi quali la Germania, la Gran Bretagna,<br />
l’Italia, la Francia e gli USA. L’anno scorso è<br />
stato fornito un impianto intero con ulteriori<br />
20 filatoi ad anello G 33 e 4 filatoi Comfor<br />
K 44. L’impianto è stato messo in funzione<br />
alla fine del 2004 ed inaugurato ufficialmente<br />
all’inizio del <strong>2005</strong>. L’acquisto di un nuovo<br />
impianto completo è andato a favore della<br />
<strong>Rieter</strong> non solo per le funzioni che abbiamo<br />
appena descritto, ma anche per le esperienze<br />
positive che Phiphatanakit ha accumulato<br />
assieme alla <strong>Rieter</strong> in termini di assistenza e<br />
supporto tecnologico.<br />
Fig. 6<br />
Condizioni di azionamento costanti ed<br />
un consumo energetico minore<br />
21
Fig. 1<br />
I riatacchi AEROpiecing sono invisibili.<br />
Solamente sotto la luce ultravioletta<br />
sono riconoscibili le fibre aggiuntive<br />
che marcano le giunte.<br />
Fig. 2<br />
La pulitura affidabile del rotore mediante<br />
VARIOclean: il migliore presupposto per<br />
un’elevata qualità del riattacco<br />
22<br />
R 40 AEROpiecing – Grande successo<br />
in termini di qualità dei riattacchi<br />
La lavorazione ulteriore su macchine<br />
per tessere o per maglieria ad alte<br />
prestazioni richiede dei filati con delle<br />
caratteristiche molto particolari. Nel<br />
recente passato sono andate in dimenticanza<br />
le caratteristiche positive dei filati<br />
a rotore, quali la regolarità e la bassa<br />
abrasione. Si sopravalutava, invece, la<br />
mano più dura dei filati, anche se questa<br />
caratteristica poteva essere influenzata<br />
ampiamente con la nobilitazione.<br />
Adesso anche una caratteristica negativa del<br />
filato a rotore fa parte del passato: le giunture<br />
visibili con una resistenza eventualmente<br />
inferiore. Con la nuova tecnologia di riattacco<br />
AEROpiecing, la <strong>Rieter</strong> ha rivoluzionato<br />
l’ottica e la resistenza delle giunture. L’esatto<br />
comando di tutti i parametri attraverso il robot<br />
del filatoio R 40 permette di ottenere delle<br />
giunture praticamente invisibili per via del<br />
loro aumento di massa ridottissimo. E’ stata<br />
aumentata anche l’esattezza della riproducibilità,<br />
in modo che la resistenza della giuntura<br />
è entrata a far parte del normale campo di<br />
dispersione del filato normale.<br />
I filati a rotore –<br />
produttività su tutta la linea<br />
I filatoi a rotore automatici, equipaggiati con<br />
delle stribbie integrate, possono produrre in<br />
una sola fase di lavoro delle bobine incrociate<br />
a partire dal nastro da carda oppure da<br />
stiratoio. Il filato a rotore così prodotto offre<br />
una regolarità ottica veramente stupefacente.<br />
Le spole di filato provenienti dal filatoio a rotore<br />
contengono normalmente meno di 1/15<br />
giunture rispetto alle bobine con filato ad<br />
anello. Le spole incrociate di filato ad anello<br />
sono costituite da più singole bobine: ogni<br />
bobina vuol dire tuttavia anche una giuntura<br />
nella spola. I filati ad anello hanno solitamente<br />
anche più punti grossi rispetto al filato a<br />
rotore e questo fa aumentare il numero delle<br />
giunture.<br />
Con il filato a rotore è addirittura possibile<br />
– ammesso che il numero di rotture sia<br />
basso – di produrre delle spole che non<br />
contengono nemmeno una giuntura.<br />
La giuntura: l’arte particolare del filare<br />
a rotore<br />
Il processo di filatura a rotore richiede il<br />
riattacco. Per l’avvio di filatura, l’estremità del<br />
filato nella scanalatura del rotore deve essere<br />
riattaccato alle fibre che vengono alimentate<br />
nel rotore. Inizialmente, tutte le attenzioni<br />
erano rivolte al fatto di poter realizzare un<br />
riattacco di questo genere. Queste giunture<br />
visibili e quindi non desiderate dovevano poi<br />
essere eliminate manualmente dai tessuti.<br />
L’elevata produttività richiede filatoi<br />
automatici<br />
I box di filatura moderni dispongono di un<br />
potenziale produttivo nettamente superiore, il<br />
che richiede una tale precisione per produrre<br />
riattacchi utilizzabili da rendere necessario<br />
un sistema di riattacco automatico. Con<br />
l’avvio sul tubetto vuoto, il filatoio a rotore<br />
automatico R 40 della <strong>Rieter</strong> toglie il primo<br />
riattacco con il filo ausiliario e sul tubetto<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
giunge solamente filato nuovo. La qualità di<br />
questo riattacco non costituisce quindi alcun<br />
problema. Per i riattacchi che vengono a<br />
verificarsi durante la produzione della spola,<br />
dovuti ad un intervento della stribbia oppure<br />
a causa di una rottura del filato, la qualità<br />
deve essere di primo ordine. Il riattacco deve<br />
quindi raggiungere l’optimum tra un’ottica<br />
possibilmente invisibile e tra una resistenza<br />
sufficientemente elevata per una lavorazione<br />
ulteriore sicura. Il processo di riattacco deve<br />
funzionare anche in modo affidabile.<br />
La massima qualità del riattacco grazie<br />
alla tecnologia avanzata<br />
La massima qualità del riattacco richiede, il<br />
che è valido anche per il processo di filatura,<br />
la massima precisione e quindi le medesime<br />
condizioni di lavorazione. Prima d’iniziare il<br />
processo di riattacco ha inizio la pulitura del<br />
rotore. Sul filatoio R 40, ciò avviene con il<br />
sistema VARIOclean costituito da una testina<br />
di soffiatura roteante che pulisce la scanalatura<br />
del rotore per alcuni secondi (fig. 2).<br />
La testina può essere equipaggiata opzionalmente<br />
con due raschietti. Dopodiché viene<br />
preparata accuratamente l’estremità del filato,<br />
in modo che il processo di riattacco possa<br />
iniziare con delle fibre intatte.<br />
Grande successo grazie alla riproducibilità<br />
Il rotore pulito viene poi avviato fino ad<br />
ottenere una velocità registrabile e definita,<br />
la quale è esattamente la stessa con ogni<br />
ripetizione. Per quanto riguarda le velocità di<br />
rotazione, il robot R 40 comanda il processo<br />
di riattacco con una precisione di 1/1000 di<br />
secondo. Con i sistemi della concorrenza,<br />
che cercano di produrre il riattacco mentre la<br />
macchina aumenta la velocità, la lunghezza<br />
e l’aumento della massa del riattacco hanno<br />
una dispersione che oltrepassa più volte<br />
quella ottenuta dalle macchine <strong>Rieter</strong>. Con<br />
il sistema R 40 l’estremità del filato viene<br />
convogliata nella scatola di filatura e poi condotta<br />
alla scanalatura scegliendo la distanza<br />
più corta. L’alimentazione delle fibre ed il<br />
richiamo del filato avvengono velocemente e<br />
con grande esattezza formando un riattacco<br />
pressoché invisibile.<br />
Riatacchi AEROpiecing uguali al filato<br />
Il risultato ottenuto con AEROpiecing producendo<br />
riattacchi uguali al filato è a dir poco<br />
pionieristico: l’aumento della massa nel<br />
riattacco R 40 può essere molto esiguo. Tali<br />
riattacchi sono praticamente invisibili anche<br />
nei tessuti a maglia Single-Jersey che, come<br />
sappiamo, sono molto delicati. Le analisi<br />
effettuate in laboratorio dimostrano che i riattacchi<br />
AEROpiecing sono caratterizzati da una<br />
dispersione minimale per quanto concerne<br />
il diametro e l’aumento della massa. La cosa<br />
più importante è che la dispersione della<br />
resistenza del riattacco rimanga nei limiti<br />
validi anche per il filato normale (fig. 3). Il<br />
salto quantico nella qualità del riattacco del<br />
filatoio a rotore R 40 significa che i riattacchi<br />
AEROpiecing si possono lavorare con<br />
più facilità rispetto ad altri filati. I riattacchi<br />
sono praticamente invisibili e la loro qualità<br />
corrisponde quasi a quella del filato stesso.<br />
I tessitori ed i maglieristi non ci metteranno<br />
molto tempo a riconoscere questi vantaggi.<br />
Nuovo sistema AEROpiecing per riattacchi uguali al filato<br />
Allungamento (%)<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Filato<br />
< 60 %<br />
10 20 30 40 50 60 70 80 90<br />
Resistenza (%)<br />
Filato Riattacco<br />
Ne 20, 100% cotton<br />
100 110 120 130<br />
Dr. Stephan Weidner-Bohnenberger<br />
Management di prodotto<br />
Rotore Ingolstadt<br />
Fig. 3<br />
Caratteristiche qualitative del<br />
riattacco analoghe al filato<br />
23
Fig. 1:<br />
Il sistema di aspirazione superiore del<br />
gruppo di stiro sull’UNIlap.<br />
Fig. 2:<br />
Il vecchio sistema di aspirazione inferiore<br />
dell’UNIlap a confronto con il nuovo<br />
modello, che combinato al nuovo sistema<br />
di aspirazione superiore garantisce risultati<br />
di gran lunga migliori.<br />
24<br />
Soluzioni per l’ammodernamento<br />
economiche e a misura di cliente<br />
Per soddisfare i desideri e le esigenze<br />
dei singoli clienti, e il loro bisogno di<br />
ammodernare gli impianti già disponibili,<br />
la <strong>Rieter</strong> sviluppa pratiche soluzioni<br />
facilmente installabili che garantiscono<br />
l’investimento nel tempo e incrementano<br />
la redditività degli impianti. Come<br />
per es. quelle proposte qui di seguito,<br />
sviluppate pensando innanzitutto alla<br />
produttività, alla qualità e alla sicurezza.<br />
Un nuovo sistema di pulitura del gruppo<br />
di stiro per l’UNIlap E 32<br />
La preparazione alla pettinatura è una fase<br />
cruciale del processo di pettinatura. La qualità<br />
impeccabile dei rotoli prodotti sull’UNIlap<br />
è determinata in larga misura dall’adduzione<br />
e dalla testa di avvolgimento. Ma altrettanto<br />
importante per la qualità della teletta è il<br />
gruppo di stiro.<br />
Una semplice applicazione per<br />
un grande risultato<br />
I dispositivi d’aspirazione superiore e inferiore<br />
del gruppo di stiro sono stati completamente<br />
ridisegnati. Moderni cilindri superiori<br />
in gomma con scanalature per la pulitura e<br />
appositi raschiatori hanno preso il posto del<br />
tradizionale telo di pulitura (fig. 1). Anche<br />
il dispositivo d’aspirazione inferiore è stato<br />
opportunamente rielaborato (fig. 2).<br />
Vantaggi e pregi più che evidenti<br />
• I cilindri superiori in gomma dotati di<br />
scanalatura per la pulitura hanno già<br />
dato eccellenti risultati su altre macchine<br />
(stiratoi e pettinatrici).<br />
• Combinate ai raschiatori, le scanalature<br />
per la pulitura garantiscono una pulitura<br />
perfetta del cilindro di pressione.<br />
• L’ottimale guida dell’aria garantisce<br />
un’aspirazione efficiente sull’intero campo<br />
del gruppo di stiro.<br />
• In questo modo l’alimentazione del rotolo<br />
non rischia più di essere contaminata dal<br />
distacco di accumuli di impurità.<br />
Il passaggio al nuovo sistema di aspirazione<br />
per il gruppo di stiro consente di migliorare<br />
in misura considerevole il comportamento<br />
dell’aria, ridurre le spese di manutenzione e<br />
incrementare il rendimento della macchina.<br />
Un nuovo azionamento del cilindro<br />
alimentatore per le carde dalla<br />
C4 alla C10<br />
Di anno in anno le macchine vengono perfezionate<br />
attraverso l’introduzione di innovazioni<br />
tecniche. Vengono sviluppati modelli<br />
sempre più efficienti, che costituiscono un<br />
fattore chiave per riuscire a vincere la sempre<br />
più agguerrita lotta con la concorrenza e<br />
mantenere le proprie quote di mercato. Il<br />
nuovo azionamento del cilindro alimentatore<br />
per carde è tra queste innovazioni chiave<br />
(fig. 3).<br />
Sfruttare le innovazioni tecniche per<br />
incrementare la funzionalità e sicurezza<br />
degli impianti<br />
Il preesistente azionamento del cilindro alimentatore<br />
(motore, ruotismo, tachimetro) può<br />
essere sostituito con un nuovo sistema di<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
azionamento, molto più preciso, che richiede<br />
interventi di manutenzione meno elaborati ed<br />
è basato su un motoriduttore azionato da un<br />
convertitore di frequenza. La funzionalità del<br />
cilindro di alimentazione influisce in misura<br />
determinante sulla qualità del nastro di carda.<br />
Ecco perché il comando di questa unità deve<br />
essere assolutamente impeccabile. Tale funzione<br />
è affidata a un convertitore di frequenza.<br />
La conversione continua e diretta del segnale<br />
consente un adeguamento istantaneo della<br />
velocità del cilindro alimentatore.<br />
Nastri di carda con una qualità uniforme:<br />
un vantaggio anche per i processi<br />
successivi<br />
L’intervallo intercorrente tra la registrazione<br />
della deviazione del segnale e la conversione<br />
dello stesso sul cilindro alimentatore è un<br />
fattore determinante per la realizzazione di<br />
nastri di carda perfetti. Il nuovo azionamento<br />
del cilindro alimentatore è studiato ad hoc<br />
per ottimizzare questo fattore chiave. Il<br />
nuovo azionamento del cilindro alimentatore<br />
garantisce non solo la produzione di nastri<br />
di carda con una qualità uniforme, ma anche<br />
un sensibile incremento del rendimento delle<br />
macchine nei processi successivi.<br />
L’installazione del nuovo efficientissimo<br />
sistema di azionamento del cilindro alimentatore<br />
è realizzabile in tempi brevi e può essere<br />
eseguita dagli stessi tecnici ed elettrotecnici<br />
dell’azienda del cliente.<br />
Nuove soluzioni per il filatoio a rotore R1<br />
Per il filatoio a rotore R1 la <strong>Rieter</strong> ha sviluppato<br />
due nuovi elementi di trasformazione<br />
che consentono di semplificare gli interventi<br />
di manutenzione e incrementare la sicurezza<br />
dell’impianto: il sistema di posizionamento<br />
del robot guidato da laser LGPS e la nuova<br />
unità agganciabile AIRtransfer per la pulitura<br />
del rotore.<br />
Entrambi i dispositivi sono stati concepiti<br />
e strutturati ad hoc per consentire al cliente<br />
di provvedere autonomamente alla loro<br />
installazione, utilizzando il proprio personale<br />
tecnico.<br />
Centratura del robot senza contatto con<br />
il sistema LGPS<br />
Il Laser Guided Positioning System (LGPS)<br />
sviluppato dalla <strong>Rieter</strong> consente di eseguire<br />
la centratura del robot senza contatto grazie<br />
all’ausilio della più avanzata tecnologia laser.<br />
Sui tradizionali filatoi R1 la centratura del<br />
robot nella posizione di filatura avviene<br />
mediante un dispositivo di arresto meccanico<br />
collocato sulla guida. Col tempo, però, gli<br />
incavi si logorano e il conseguente arrotondamento<br />
dei bordi della scanalatura di guida<br />
rende più problematico l’esatto posiziona-<br />
Hans Speich<br />
<strong>Rieter</strong> Parts Winterthur<br />
Jörg Feigl<br />
<strong>Rieter</strong> Parts Ingolstadt<br />
Fig. 3:<br />
La conversione del nuovo azionamento<br />
del cilindro alimentatore consente di<br />
incrementare la sicurezza dell’impianto<br />
e l’uniformita della qualita del nastro.<br />
25
Fig.4:<br />
La centratura del robot senza contatto, mediante<br />
laser, garantisce un posizionamento<br />
costante, efficace e preciso.<br />
26<br />
mento del robot viaggiante all’altezza della<br />
posizione di filatura.<br />
Il sistema <strong>Rieter</strong> LGPS permette di evitare<br />
questo inconveniente sostituendo la centratura<br />
meccanica con una tecnologia laser priva<br />
di contatto.<br />
Una centratura precisa sulla scatola<br />
di filatura<br />
Per posizionarsi, all’avviamento della filatura,<br />
il robot si orienta affidandosi a un raggio laser<br />
(fig. 4) puntato su un riflettore fissato alla<br />
scatola di filatura. Il laser a diodi integrato<br />
nel robot garantisce la massima sicurezza e<br />
affidabilità.<br />
Un servomotore azionato da un convertitore<br />
di frequenza garantisce una centratura<br />
perfetta di fronte alla posizione di filatura, e<br />
quindi un avviamento della filatura più sicuro<br />
ed efficiente. L’incremento della quota di<br />
successi eleva il rendimento della macchina.<br />
Detta soluzione permette di eliminare i pro-<br />
blemi creati dall’usura delle rotaie di guida<br />
del robot. E di conseguenza anche l’elevato<br />
carico sulla frizione per il motore di trazione,<br />
nonché la presenza nel filato di impurità date<br />
da polveri metalliche.<br />
Un ammodernamento facilmente implementabile<br />
L’installazione del dispositivo di ammodernamento<br />
<strong>Rieter</strong> LGPS prevede:<br />
• La sostituzione del motore di trazione a<br />
due stadi con un servomotore azionato da<br />
un convertitore di frequenza.<br />
• L’installazione del sensore laser e di un<br />
comando supplementare.<br />
• L’applicazione di riflettori alle posizioni<br />
di filatura mediante apposite dime di<br />
foratura.<br />
• La sostituzione del trasformatore per il<br />
robot.<br />
Il nuovo comando supplementare polifunzionale<br />
MULTIcontrol permette di controllare<br />
anche l’unità di ammodernamento <strong>Rieter</strong><br />
AIRtransfer descritta qui di seguito. Con un<br />
solo comando, quindi, è possibile gestire<br />
entrambi i dispositivi di ammodernamento.<br />
As regards the additional MULTIcontrol<br />
control unit, it should be pointed out that this<br />
can also be used to control the <strong>Rieter</strong> AIRtransfer<br />
conversion described in the following<br />
paragraph. Only one control unit is therefore<br />
needed for both conversion solutions.<br />
AIRtransfer: per una pulitura del rotore<br />
più efficiente<br />
Il filatoio a rotore R1 è dotato di un sistema di<br />
pulitura del rotore ad azionamento pneumatico.<br />
L’aria compressa viene erogata attraverso<br />
l’unità pneumatica della testata terminale.<br />
L’attivazione della pulitura del rotore avviene<br />
attraverso singole valvole inserite nelle scatole<br />
di filatura. Con il nuovo sistema AIRtransfer,<br />
l’aria compressa utilizzata per la pulitura<br />
viene erogata direttamente dal robot. Il livello
di pulitura può essere inoltre opportunamente<br />
tarato per ottimizzare l’efficienza dell’operazione.<br />
Il robot si autocentra appena viene a trovarsi<br />
di fronte alla posizione di filatura. Quindi fa<br />
scivolare fuori l’unità pneumatica e si aggancia<br />
a un connettore direttamente antistante la<br />
posizione di filatura. Il comando polifunzionale<br />
MULTIcontrol, opportunamente integrato<br />
nel robot, provvede quindi a regolare ed<br />
eseguire la pulitura del rotore all’altezza della<br />
posizione di filatura.<br />
AIRtransfer riduce le fughe di aria compressa<br />
Uno dei principali vantaggi offerti dal sistema<br />
AIRtransfer della <strong>Rieter</strong> è l’eliminazione delle<br />
fughe di aria compressa provocate da valvole<br />
difettose o condutture pneumatiche porose/<br />
deteriorate. Il sistema infatti non richiede<br />
l’impiego di condutture per trasportare l’aria<br />
compressa per la pulitura del rotore dall’unità<br />
pneumatica della testata terminale attraverso<br />
la macchina.<br />
L’aria compressa usata per la pulitura del<br />
rotore è erogata direttamente dal robot. Un ulteriore<br />
vantaggio è che la pressione all’altezza<br />
di tutte le posizioni di filatura è uniforme.<br />
Con le lunghe condutture flessibili utilizzate<br />
nei sistemi tradizionali, l’aria compressa<br />
tendeva a diminuire all’altezza delle varie<br />
posizioni di filatura in misura proporzionale<br />
alla distanza dalla testata terminale.<br />
AIRtransfer: nuovi programmi di pulitura per<br />
un risparmio di aria compressa<br />
L’AIRtransfer <strong>Rieter</strong> consente di scegliere<br />
tra una gamma di programmi studiati per<br />
garantire un’efficace pulitura del rotore con<br />
aria compressa:<br />
• Pulitura standard<br />
• AIRpulse: getti d’aria compressa puliscono<br />
il rotore a intervalli regolari.<br />
• AIRsave: il sistema di pulitura pneumatico<br />
si attiva solo quando il rotore gira<br />
lentamente.<br />
• PREclean: la pulitura del rotore è eseguita<br />
con la copertura leggermente aperta<br />
(applicazione consigliata se si coperchi a<br />
falce).<br />
AIRtransfer: installabile con facilità<br />
L’installazione richiede solo poche semplici<br />
operazioni. Innanzitutto è indispensabile<br />
disattivare il sistema di pulitura del rotore<br />
preesistente. Non è necessario smontare le<br />
valvole del sistema di pulitura inserite nella<br />
scatola di filatura.<br />
Quindi si fissano i supporti e gli elementi di<br />
agganciamento (fig. 5) alle apposite sezioni.<br />
Infine non resta che installare sul robot le<br />
unità per l’erogazione dell’aria compressa, le<br />
condutture per l’aria compressa, le valvole<br />
pneumatiche e l’apposito comando. Le applicazioni<br />
già eseguite mostrano chiaramente<br />
come bastano pochi piccoli interventi di ammodernamento<br />
per apportare considerevoli<br />
migliorie alle macchine già installate.<br />
Fig. 5<br />
Il sistema AIRtransfer si monta con<br />
estrema facilità, e oltre ad abbattere le<br />
perdite di aria compressa garantisce<br />
una compressione uniforme e costante<br />
su tutte le posizioni di filatura dell’R1.<br />
27
28<br />
<strong>Rieter</strong> Textile System:<br />
ancora una volta tra i protagonisti<br />
del 10° International Izmir Textil<br />
and Apparel Symposium<br />
Dal 27 al 30 ottobre 2004 si è svolta a<br />
Cesme la 10° edizione dell’International Izmir<br />
Textil and Apparel Symposium. Cesme è<br />
una ridente cittadina della provincia di Izmir<br />
che si affaccia sul mare Egeo. Il congresso,<br />
ormai divenuto un tradizionale appuntamento<br />
triennale, è stato organizzato come sempre<br />
dall’Università EGE di Izmir, il principale<br />
campus di tecnologia tessile della Turchia.<br />
Anche quest’anno la manifestazione ha<br />
riscosso un grande successo di pubblico<br />
e ha visto la partecipazione di oltre 1000<br />
operatori. In occasione della cerimonia di<br />
apertura di mercoledì sera, accanto ai vari discorsi<br />
inaugurali, ha avuto luogo la presentazione<br />
delle macchine simbolicamente offerte<br />
da vari produttori all’istituto. I numerosi ospiti<br />
e visitatori hanno fatto da festoso contorno<br />
alla consegna degli impianti.<br />
Fritz Morger (direttore regionale) ha avuto<br />
l’onore di donare a nome della <strong>Rieter</strong> al polo<br />
universitario EGE un filatoio a rotore R 40<br />
che è stato già installato nel laboratorio per<br />
esercitazioni ed è stato consegnato all’istituto<br />
alla fine del 2004. La consegna ufficiale,<br />
prevista per il primo trimestre del <strong>2005</strong>, sarà<br />
celebrata con un piccolo festeggiamento.<br />
Nell’ambito del congresso i portavoce della<br />
<strong>Rieter</strong> Textile Systems hanno presentato<br />
due relazioni ad alto contenuto tecnico. Il<br />
signor Radoslav Jirgens della <strong>Rieter</strong> Usti ha<br />
presentato il nuovo filatoio a rotore semiautomatico<br />
BT 923, mentre il signor Urs Flach ha<br />
proposto una relazione sulla nuova carda ad<br />
alto rendimento C 60. Entrambi i contributi<br />
hanno riscosso un buon successo di pubblico<br />
e sono stati seguiti da un interessante<br />
dibattito che ha visto la partecipazione di<br />
clienti e relatori.<br />
La <strong>Rieter</strong> alle esposizioni del <strong>2005</strong><br />
Anche nel <strong>2005</strong> la <strong>Rieter</strong> parteciperà a una<br />
serie di importanti manifestazioni fieristiche<br />
del settore. Dal 3 al 7 giugno <strong>2005</strong> sarà<br />
presente alla Shanghaitex presso il padiglione<br />
7, stand 7D11; dal 17 al 21 ottobre <strong>2005</strong><br />
prenderà parte all’ITMA Asia di Singapore<br />
(padiglione 2, stand n. 2D-25). Venite a<br />
trovarci! Saremo lieti di accogliervi nel nostro<br />
stand.<br />
<strong>Rieter</strong> Link 2/05