Methoden en technieken van kwaliteitszorg
Methoden en technieken van kwaliteitszorg
Methoden en technieken van kwaliteitszorg

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Inhoud leere<strong>en</strong>heid 2<br />
<strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
Introductie<br />
Leerkern<br />
1 Controlespecificatie<br />
2 Productcontrole<br />
3 Procescontrole<br />
3.1 Storingstyp<strong>en</strong><br />
3.1.1 Niveauverschuiving<br />
3.1.2 Tr<strong>en</strong>d<br />
3.1.3 Fout<strong>en</strong>cluster<br />
3.1.4 Uitschieters<br />
3.1.5 Periodiciteit<br />
3.1.6 Heterog<strong>en</strong>iteit<br />
3.2 Regelkaart<strong>en</strong><br />
4 E<strong>en</strong> tweetal method<strong>en</strong> voor (fout<strong>en</strong>)analyse<br />
4.1 Pareto-analyse<br />
4.2 Het visgraatdiagram<br />
5 Kwaliteitskost<strong>en</strong><br />
6 Sam<strong>en</strong>vatting<br />
Terugkoppeling<br />
1 Uitwerking <strong>van</strong> de opgav<strong>en</strong>
Kwaliteitszorg<br />
Leere<strong>en</strong>heid 2<br />
<strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
I N T R O D U C T I E<br />
In de vorige leere<strong>en</strong>heid is de nadruk gelegd op <strong>kwaliteitszorg</strong> als<br />
‘georganiseerde zorgvuldigheid <strong>van</strong> werk<strong>en</strong>’ <strong>en</strong> de taak die e<strong>en</strong>ieder<br />
daarvoor op zich moet nem<strong>en</strong>. We hebb<strong>en</strong> gezi<strong>en</strong> dat <strong>kwaliteitszorg</strong> uit<br />
vier deelgebied<strong>en</strong> bestaat: normstelling, controle, beheersing <strong>en</strong> borging.<br />
In deze leere<strong>en</strong>heid zull<strong>en</strong> we e<strong>en</strong> aantal method<strong>en</strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong><br />
<strong>kwaliteitszorg</strong> besprek<strong>en</strong>. Hierbij zal het acc<strong>en</strong>t ligg<strong>en</strong> op het deelgebied<br />
controle. We zull<strong>en</strong> aandacht sch<strong>en</strong>k<strong>en</strong> aan product- <strong>en</strong> procescontrole<br />
<strong>en</strong> daarbij de begripp<strong>en</strong> ‘attributieve meting’ <strong>en</strong> ‘variabele meting’<br />
introducer<strong>en</strong>. Hierbij zal e<strong>en</strong> aantal statistische term<strong>en</strong> <strong>en</strong><br />
kansverdeling<strong>en</strong> word<strong>en</strong> gehanteerd, waar<strong>van</strong> we aannem<strong>en</strong> dat ze u<br />
bek<strong>en</strong>d zijn (de door ons veronderstelde voork<strong>en</strong>nis is wiskunde- <strong>en</strong><br />
statistiekk<strong>en</strong>nis op havo-niveau).<br />
Tot slot komt e<strong>en</strong> tweetal vaak toegepaste method<strong>en</strong> t<strong>en</strong> behoeve <strong>van</strong><br />
(fout<strong>en</strong>)analyse <strong>en</strong> e<strong>en</strong> model voor kwaliteitskost<strong>en</strong> aan de orde.<br />
LEERDOELEN<br />
Na het bestuder<strong>en</strong> <strong>van</strong> deze leere<strong>en</strong>heid wordt <strong>van</strong> u verwacht dat u<br />
– weet wat onder product- <strong>en</strong> procescontrole wordt verstaan<br />
– de begripp<strong>en</strong> ‘attributieve meting’ <strong>en</strong> ‘variabele meting’ k<strong>en</strong>t<br />
– e<strong>en</strong> keuringskarakteristiek kunt hanter<strong>en</strong><br />
– de begripp<strong>en</strong> ‘procesinher<strong>en</strong>te variatie’ <strong>en</strong> ‘incid<strong>en</strong>tele variatie’ k<strong>en</strong>t<br />
– e<strong>en</strong> aantal storingstyp<strong>en</strong> kunt herk<strong>en</strong>n<strong>en</strong> <strong>en</strong> omschrijv<strong>en</strong><br />
– de principes <strong>en</strong> toepassing<strong>en</strong> <strong>van</strong> regelkaart<strong>en</strong> kunt beschrijv<strong>en</strong> <strong>en</strong><br />
e<strong>en</strong> gegev<strong>en</strong> regelkaart kunt interpreter<strong>en</strong><br />
– de Pareto-analyse kunt toepass<strong>en</strong><br />
– de principes <strong>en</strong> toepassing<strong>en</strong> <strong>van</strong> visgraatdiagramm<strong>en</strong> kunt<br />
beschrijv<strong>en</strong> <strong>en</strong> e<strong>en</strong> gegev<strong>en</strong> visgraatdiagram kunt interpreter<strong>en</strong><br />
– weet in welke groep<strong>en</strong> kwaliteitskost<strong>en</strong> kunn<strong>en</strong> word<strong>en</strong> verdeeld,<br />
<strong>van</strong> elke hoofdgroep voorbeeld<strong>en</strong> kunt gev<strong>en</strong> <strong>en</strong> het verloop <strong>van</strong> de<br />
kwaliteitskost<strong>en</strong> bij to<strong>en</strong>em<strong>en</strong>de kwaliteit kunt schets<strong>en</strong><br />
– e<strong>en</strong> omschrijving kunt gev<strong>en</strong> <strong>van</strong> de volg<strong>en</strong>de begripp<strong>en</strong>:<br />
belangrijkheidsclassificatie, ont<strong>van</strong>gstcontrole, eindcontrole, partij,<br />
steekproefkeuring, keuringsschema, fout <strong>van</strong> de eerste soort, fout<br />
<strong>van</strong> de tweede soort, keuringskarakteristiek, kwaliteitskring.
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
L E E R K E R N<br />
1 Controlespecificatie<br />
In de vorige leere<strong>en</strong>heid is gesteld dat <strong>kwaliteitszorg</strong> vier deelgebied<strong>en</strong><br />
omvat: normstelling, controle, beheersing <strong>en</strong> borging.<br />
In deze paragraaf gaat het over controle (inspecter<strong>en</strong>): het met<strong>en</strong> <strong>van</strong> één<br />
(of meer) k<strong>en</strong>merk<strong>en</strong> <strong>en</strong> het vergelijk<strong>en</strong> <strong>van</strong> de gevond<strong>en</strong><br />
meetuitkomst<strong>en</strong> met de daarvoor geld<strong>en</strong>de norm<strong>en</strong>. Aan de hand <strong>van</strong><br />
vrag<strong>en</strong> die beantwoord moet<strong>en</strong> word<strong>en</strong> bij het specificer<strong>en</strong> <strong>van</strong> e<strong>en</strong><br />
controle zull<strong>en</strong> e<strong>en</strong> aantal begripp<strong>en</strong> word<strong>en</strong> geïntroduceerd. Deze<br />
begripp<strong>en</strong> kom<strong>en</strong> terug in de volg<strong>en</strong>de paragraf<strong>en</strong> <strong>van</strong> deze leere<strong>en</strong>heid<br />
waarin e<strong>en</strong> aantal method<strong>en</strong> <strong>en</strong> techniek<strong>en</strong> zull<strong>en</strong> word<strong>en</strong> behandeld.<br />
De doeltreff<strong>en</strong>dheid <strong>van</strong> controle wordt grot<strong>en</strong>deels bepaald door e<strong>en</strong><br />
goede specificatie <strong>en</strong> uitvoering er<strong>van</strong>. Bij de controlespecificatie kunt u<br />
uitgaan <strong>van</strong> het beantwoord<strong>en</strong> <strong>van</strong> de volg<strong>en</strong>de vrag<strong>en</strong>:<br />
a welke eig<strong>en</strong>schapp<strong>en</strong> <strong>van</strong> het product of onderdeel word<strong>en</strong><br />
b waar<br />
c door wie<br />
d waarmee <strong>en</strong><br />
e hoe vaak gecontroleerd?<br />
In deze paragraaf gaan we nader in op deze vrag<strong>en</strong>.<br />
De controlespecificatie begint met het bepal<strong>en</strong> <strong>van</strong> de eig<strong>en</strong>schapp<strong>en</strong> die<br />
gecontroleerd di<strong>en</strong><strong>en</strong> te word<strong>en</strong>. De beantwoording <strong>van</strong> deze vraag<br />
hangt af <strong>van</strong> het doel <strong>van</strong> de controle.<br />
E<strong>en</strong> eerste doelstelling kan zijn het beoordel<strong>en</strong> of product<strong>en</strong> goed g<strong>en</strong>oeg<br />
zijn voor gebruik. Controle met e<strong>en</strong> dergelijk doel noem<strong>en</strong> we<br />
Productcontrole productcontrole. E<strong>en</strong> voorbeeld is de eindcontrole. Bij<br />
eindcontroles word<strong>en</strong> product<strong>en</strong> voor levering geïnspecteerd<br />
Belangrijkheidsclassificatie<br />
om te voorkom<strong>en</strong> dat klant<strong>en</strong> slechte product<strong>en</strong> ont<strong>van</strong>g<strong>en</strong>.<br />
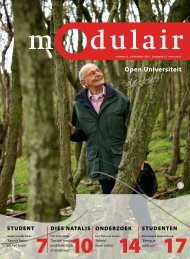
Als er sprake is <strong>van</strong> productcontrole, kan e<strong>en</strong><br />
belangrijkheidsclassificatie gebruikt word<strong>en</strong> als hulpmiddel bij<br />
het bepal<strong>en</strong> <strong>van</strong> te controler<strong>en</strong> eig<strong>en</strong>schapp<strong>en</strong>. E<strong>en</strong><br />
belangrijkheidsclassificatie houdt in dat eig<strong>en</strong>schapp<strong>en</strong><br />
word<strong>en</strong> ingedeeld in klass<strong>en</strong>: kritisch, zeer belangrijk, <strong>van</strong><br />
ondergeschikt belang. Het indel<strong>en</strong> in die klass<strong>en</strong> vindt plaats<br />
op grond <strong>van</strong> de gevolg<strong>en</strong> <strong>van</strong> afwijking<strong>en</strong> (fout<strong>en</strong>) <strong>van</strong><br />
eig<strong>en</strong>schapp<strong>en</strong> voor veiligheid, gebruik, verwisselbaarheid <strong>en</strong><br />
uiterlijk.<br />
In figuur 2.1 ziet u e<strong>en</strong> voorbeeld <strong>van</strong> e<strong>en</strong> belangrijkheidsclassificatie.<br />
3
Kwaliteitszorg<br />
FIGUUR 2.1 E<strong>en</strong> voorbeeld <strong>van</strong> belangrijkheidsclassificatie<br />
Bron: S. Wiegersma, 1973<br />
E<strong>en</strong> tweede doelstelling <strong>van</strong> controle kan zijn het beheers<strong>en</strong> <strong>van</strong><br />
process<strong>en</strong>. M<strong>en</strong> wil erachter kom<strong>en</strong> wat de toestand <strong>van</strong> het proces is.<br />
Procescontrole Dergelijke controles noem<strong>en</strong> we procescontroles. Door<br />
procescontrole verkreg<strong>en</strong> informatie wordt gebruikt om,<br />
indi<strong>en</strong> nodig, process<strong>en</strong> zodanig in of bij te stell<strong>en</strong> dat de<br />
product<strong>en</strong> aan de norm<strong>en</strong> (blijv<strong>en</strong>) voldo<strong>en</strong>.<br />
Bij procescontrole is het belangrijk dat díe eig<strong>en</strong>schapp<strong>en</strong> word<strong>en</strong><br />
gemet<strong>en</strong> die informatie verschaff<strong>en</strong> over het proces.<br />
De plaats waar bepaalde eig<strong>en</strong>schapp<strong>en</strong> gecontroleerd word<strong>en</strong>, ligt bij<br />
voorkeur zo dicht mogelijk bij het (deel)proces waar die eig<strong>en</strong>schapp<strong>en</strong><br />
word<strong>en</strong> gerealiseerd of voor het eerst goed beoordeelbaar zijn. Dit in<br />
verband met de mogelijke invloed <strong>van</strong> afwijking<strong>en</strong> op het verdere<br />
verloop <strong>van</strong> het proces.<br />
Naast controles tijd<strong>en</strong>s het productieproces zi<strong>en</strong> we de ingangs- of<br />
Ont<strong>van</strong>gstcontrole ont<strong>van</strong>gstcontrole <strong>en</strong> de eindcontrole. De functie <strong>van</strong> de<br />
ont<strong>van</strong>gstcontrole is tweeledig: t<strong>en</strong> eerste het verifiër<strong>en</strong> of<br />
conform de specificaties is geleverd (door leveranciers), t<strong>en</strong><br />
tweede het voorkom<strong>en</strong> dat afwijk<strong>en</strong>de material<strong>en</strong> het proces<br />
kunn<strong>en</strong> verstor<strong>en</strong> c.q. dat bijtijds maatregel<strong>en</strong> kunn<strong>en</strong> word<strong>en</strong><br />
g<strong>en</strong>om<strong>en</strong> om het proces adequaat in te stell<strong>en</strong><br />
(stuurinformatie).<br />
Eindcontrole Eig<strong>en</strong>lijk zou eindcontrole (dat wil zegg<strong>en</strong>: controle op de<br />
output <strong>van</strong> het proces) bij e<strong>en</strong> optimaal functioner<strong>en</strong>d<br />
<strong>kwaliteitszorg</strong>systeem overbodig moet<strong>en</strong> zijn. Controles<br />
zull<strong>en</strong> veelal echter word<strong>en</strong> uitgevoerd om de effectiviteit <strong>van</strong><br />
het kwaliteitssysteem te bewak<strong>en</strong> <strong>en</strong> de afnemer alsmede de<br />
eig<strong>en</strong> organisatie hierover te informer<strong>en</strong>.<br />
De keuze wie controleert (bijvoorbeeld productiemedewerkers of<br />
kwaliteitsfunctionaris) is afhankelijk <strong>van</strong> overweging<strong>en</strong> als:<br />
– de noodzakelijke specifieke k<strong>en</strong>nis <strong>en</strong> vaardigheid<br />
– de mate waarin de beoordelingsmaatstav<strong>en</strong> objectief <strong>en</strong> duidelijk zijn<br />
vastgelegd
Attributieve<br />
meting<br />
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
– de tijd die productiemedewerkers voor controles beschikbaar hebb<strong>en</strong>,<br />
gezi<strong>en</strong> het productietempo <strong>en</strong> de eis<strong>en</strong> aan de nauwkeurigheid <strong>en</strong><br />
betrouwbaarheid <strong>van</strong> de meting <strong>en</strong> de registratie <strong>van</strong> de meetuitkomst<strong>en</strong><br />
– de mate waarin productiemedewerkers betrokk<strong>en</strong> zijn bij de regeling<br />
c.q. beheersing <strong>van</strong> het betreff<strong>en</strong>de (deel)proces.<br />
Het antwoord op de vraag waarmee wordt gecontroleerd, wordt bepaald<br />
door:<br />
– de kost<strong>en</strong> <strong>van</strong> aanschaf, gebruik <strong>en</strong> onderhoud <strong>van</strong> de<br />
meetinstrum<strong>en</strong>t<strong>en</strong><br />
– de vereiste k<strong>en</strong>nis <strong>en</strong> vaardigheid alsmede het gebruik dat <strong>van</strong> de<br />
meetinformatie wordt gemaakt.<br />
– de aard <strong>van</strong> de te met<strong>en</strong> eig<strong>en</strong>schapp<strong>en</strong>.<br />
Het onderscheid tuss<strong>en</strong> attributieve <strong>en</strong> variabele meting<strong>en</strong> is hierbij <strong>van</strong><br />
belang. Bij attributieve meting<strong>en</strong> wordt er alle<strong>en</strong> op gelet of e<strong>en</strong><br />
product aan de eis<strong>en</strong> voldoet of niet. E<strong>en</strong> product is óf goed óf<br />
fout. E<strong>en</strong> geheug<strong>en</strong>chip werkt wel of niet, e<strong>en</strong> pak suiker<br />
voldoet aan de minimale gewichtseis of niet.<br />
Variabele meting Bij variabele meting<strong>en</strong> wordt erop gelet hoever de gemet<strong>en</strong><br />
waarde afligt <strong>van</strong> e<strong>en</strong> bepaalde normwaarde. Hoeveel wijkt<br />
het gewicht <strong>van</strong> e<strong>en</strong> pak suiker af <strong>van</strong> de nominale waarde.<br />
Veel producteig<strong>en</strong>schapp<strong>en</strong> kunn<strong>en</strong> niet of zeer moeilijk met behulp <strong>van</strong><br />
e<strong>en</strong> instrum<strong>en</strong>t word<strong>en</strong> gemet<strong>en</strong>. In die gevall<strong>en</strong> fungeert de m<strong>en</strong>s als<br />
meetinstrum<strong>en</strong>t.<br />
De frequ<strong>en</strong>tie <strong>van</strong> de controle ofwel: hoe vaak wordt gecontroleerd, is<br />
sterk afhankelijk <strong>van</strong>:<br />
– gew<strong>en</strong>ste nauwkeurigheid, toegestane risico’s<br />
– de productiewijze: bijvoorbeeld stuk-, serie- of massaproductie.<br />
Bij stuk-/kleinserieproductie zal vaak elk product gecontroleerd word<strong>en</strong><br />
(100%-controle).<br />
Bij serie- <strong>en</strong> massaproductie wordt meestal steekproefsgewijs<br />
gecontroleerd. Op basis <strong>van</strong> meting<strong>en</strong> <strong>van</strong> e<strong>en</strong> steekproef wil m<strong>en</strong> zich<br />
e<strong>en</strong> oordeel vorm<strong>en</strong> over de kwaliteit <strong>van</strong> e<strong>en</strong> partij product<strong>en</strong>. In de<br />
volg<strong>en</strong>de paragraaf zal verder ingegaan word<strong>en</strong> op het keur<strong>en</strong> <strong>van</strong><br />
partij<strong>en</strong> aan de hand <strong>van</strong> steekproev<strong>en</strong>.<br />
2 Productcontrole<br />
Als we te mak<strong>en</strong> hebb<strong>en</strong> met grote aantall<strong>en</strong> product<strong>en</strong> is 100%-controle<br />
(controle <strong>van</strong> alle product<strong>en</strong>) vrij kostbaar. We zi<strong>en</strong> dan ook dat deze<br />
vorm <strong>van</strong> controle, behalve in die gevall<strong>en</strong> waar ge<strong>en</strong> fout<strong>en</strong> zijn<br />
toegestaan, zeld<strong>en</strong> wordt toegepast . Het alternatief voor 100%-controle<br />
is het keur<strong>en</strong> <strong>van</strong> e<strong>en</strong> beperkt aantal product<strong>en</strong> uit e<strong>en</strong> partij <strong>en</strong> op basis<br />
<strong>van</strong> deze meting<strong>en</strong> e<strong>en</strong> uitspraak prober<strong>en</strong> te do<strong>en</strong> over de kwaliteit <strong>van</strong><br />
Steekproefkeuring de hele partij. We sprek<strong>en</strong> dan over steekproefkeuring.<br />
De principes <strong>van</strong> steekproefkeuring kunn<strong>en</strong> zowel gebruikt word<strong>en</strong> bij<br />
attributieve meting<strong>en</strong> als bij variabele meting<strong>en</strong>. In deze leere<strong>en</strong>heid<br />
zull<strong>en</strong> we ons beperk<strong>en</strong> tot de attributieve meting<strong>en</strong>.<br />
OPGAVE 2.1<br />
Als er sprake is <strong>van</strong> grote aantall<strong>en</strong> gelijksoortige product<strong>en</strong>, wordt<br />
meestal op basis <strong>van</strong> kost<strong>en</strong>overweging<strong>en</strong> gekoz<strong>en</strong> voor<br />
steekproefkeuring in plaats <strong>van</strong> 100%-keuring.<br />
5
Kwaliteitszorg<br />
Welke red<strong>en</strong>, behalve lagere kost<strong>en</strong>, kan e<strong>en</strong> bedrijf nog meer hebb<strong>en</strong> om<br />
steekproefkeuring toe te pass<strong>en</strong>?<br />
Uitgangspunt bij steekproefkeuring is dat de kwaliteit <strong>van</strong> de product<strong>en</strong><br />
in de steekproef, repres<strong>en</strong>tatief is voor de kwaliteit <strong>van</strong> de gehele partij. In<br />
e<strong>en</strong> repres<strong>en</strong>tatieve steekproef uit e<strong>en</strong> partij moet<strong>en</strong> de k<strong>en</strong>merk<strong>en</strong> of<br />
eig<strong>en</strong>schapp<strong>en</strong> in de zelfde verhouding voorkom<strong>en</strong> als in de gehele<br />
partij. Daarom is het bij steekproefkeuring noodzakelijk om product<strong>en</strong><br />
sam<strong>en</strong> te voeg<strong>en</strong> tot partij<strong>en</strong> die gemaakt zijn bij e<strong>en</strong>zelfde bron onder<br />
dezelfde omstandighed<strong>en</strong>. Bijvoorbeeld exemplar<strong>en</strong> die afkomstig zijn<br />
<strong>van</strong> dezelfde machine <strong>en</strong>/of productiemedewerker, <strong>en</strong> gemaakt zijn <strong>van</strong><br />
Partij dezelfde grondstof. Met e<strong>en</strong> partij bedoel<strong>en</strong> we dan ook e<strong>en</strong><br />
verzameling gelijksoortige product<strong>en</strong> <strong>van</strong> dezelfde afkomst,<br />
die onder dezelfde omstandighed<strong>en</strong> zijn vervaardigd.<br />
Steekproefkeuring kan om verschill<strong>en</strong>de red<strong>en</strong><strong>en</strong> <strong>en</strong> op verschill<strong>en</strong>de<br />
manier<strong>en</strong> word<strong>en</strong> uitgevoerd. In paragraaf 3 zull<strong>en</strong> we<br />
steekproefkeuring t<strong>en</strong> behoeve <strong>van</strong> procescontrole teg<strong>en</strong>kom<strong>en</strong>.<br />
De steekproefkeuring die we in deze paragraaf besprek<strong>en</strong>, is e<strong>en</strong> vorm<br />
<strong>van</strong> productcontrole, het is e<strong>en</strong> beslissingsmethode om onderscheid te<br />
mak<strong>en</strong> tuss<strong>en</strong> partij<strong>en</strong> die wel aan de eis<strong>en</strong> voldo<strong>en</strong> <strong>en</strong> partij<strong>en</strong> die niet<br />
aan de eis<strong>en</strong> voldo<strong>en</strong>. De eis<strong>en</strong> die gesteld word<strong>en</strong> aan e<strong>en</strong> partij, moet<strong>en</strong><br />
hiertoe word<strong>en</strong> vertaald in eis<strong>en</strong> aan de uitkomst<strong>en</strong> <strong>van</strong> de steekproef.<br />
Bijvoorbeeld: E<strong>en</strong> fabrikant <strong>van</strong> suiker heeft met zijn afnemers<br />
afgesprok<strong>en</strong> dat e<strong>en</strong> partij suiker <strong>van</strong> 1000 pakk<strong>en</strong> maximaal 50 pakk<strong>en</strong><br />
mag bevatt<strong>en</strong> met e<strong>en</strong> gewicht lager dan de nominale waarde <strong>van</strong> 1 kg.<br />
Om te controler<strong>en</strong> of e<strong>en</strong> partij voldoet aan deze norm, keurt hij e<strong>en</strong><br />
steekproef <strong>van</strong> 20 pakk<strong>en</strong> suiker. De eis aan de partij kan vertaald<br />
word<strong>en</strong> in de volg<strong>en</strong>de eis aan de steekproef: maximaal 1 pak in de<br />
steekproef mag e<strong>en</strong> gewicht lager dan 1 kg hebb<strong>en</strong>. Vind<strong>en</strong> we in de<br />
steekproef (20 stuks) ge<strong>en</strong> of één <strong>en</strong>kel pak dat niet voldoet, dan wordt<br />
de partij goedgekeurd. Zijn er twee of meer pakk<strong>en</strong> met e<strong>en</strong> te laag<br />
gewicht dan wordt de partij afgekeurd.<br />
Wordt op basis <strong>van</strong> e<strong>en</strong> steekproef geconcludeerd dat e<strong>en</strong> partij niet aan<br />
de eis<strong>en</strong> voldoet dan zijn de volg<strong>en</strong>de acties mogelijk:<br />
– de partij wordt vernietigd<br />
– de partij wordt hersteld/gerepareerd: e<strong>en</strong> gedeelte <strong>van</strong> het<br />
productieproces wordt opnieuw uitgevoerd<br />
– de partij wordt gesorteerd. Alle product<strong>en</strong> uit de partij word<strong>en</strong><br />
gekeurd <strong>en</strong> de foutieve verwijderd/gerepareerd.<br />
De eis<strong>en</strong> waaraan e<strong>en</strong> steekproef moet voldo<strong>en</strong>, wordt vastgelegd in e<strong>en</strong><br />
Keuringsschema keuringsschema. In e<strong>en</strong> keuringsschema wordt in ieder geval<br />
vastgelegd:<br />
– hoe groot de steekproefom<strong>van</strong>g (n) is<br />
– wat het goedkeuringscriterium (c) is. Dit betek<strong>en</strong>t dat e<strong>en</strong> partij wordt<br />
goedgekeurd als het aantal foutieve product<strong>en</strong> in de steekproef ≤ c is.<br />
Voor bov<strong>en</strong>staand voorbeeld over de suikerfabrikant geldt het volg<strong>en</strong>de<br />
keuringschema:<br />
– Neem e<strong>en</strong> steekproef <strong>van</strong> 20 exemplar<strong>en</strong> uit e<strong>en</strong> partij (n = 20).<br />
– Keur de partij goed indi<strong>en</strong> in de steekproef hoogst<strong>en</strong>s 1 fout exemplaar<br />
wordt gevond<strong>en</strong> (c = 1).<br />
– Keur de partij af indi<strong>en</strong> er meer dan 1 fout exemplaar in de steekproef<br />
voorkomt.
Fout <strong>van</strong> de eerste<br />
soort<br />
Fout <strong>van</strong> de tweede<br />
soort<br />
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
Omdat m<strong>en</strong> bij steekproefkeuring niet alle product<strong>en</strong> controleert, is de<br />
betrouwbaarheid <strong>van</strong> de keuring beperkt. M<strong>en</strong> loopt het risico dat de<br />
uitkomst <strong>van</strong> de steekproef niet gelijk is aan de werkelijke kwaliteit <strong>van</strong><br />
e<strong>en</strong> partij. De steekproef kan proc<strong>en</strong>tueel minder of meer fout<strong>en</strong> bevatt<strong>en</strong><br />
dan de totale partij. Bij keuring op basis <strong>van</strong> steekproev<strong>en</strong> zijn er twee<br />
soort<strong>en</strong> foutieve conclusies mogelijk:<br />
Wordt e<strong>en</strong> partij t<strong>en</strong> onrechte afgekeurd dan sprek<strong>en</strong> we <strong>van</strong><br />
e<strong>en</strong> fout <strong>van</strong> de eerste soort. In ons ‘suiker’-voorbeeld: als e<strong>en</strong><br />
steekproef 2 of meer foute exemplar<strong>en</strong> bevat, maar de totale<br />
partij 50 of minder.<br />
Wordt e<strong>en</strong> partij t<strong>en</strong> onrechte goedgekeurd dan sprek<strong>en</strong> we<br />
<strong>van</strong> e<strong>en</strong> fout <strong>van</strong> de tweede soort. De steekproef bevat minder<br />
dan 2 foute pakk<strong>en</strong> suiker, maar de totale partij meer dan 50.<br />
Leveranciers/produc<strong>en</strong>t<strong>en</strong> will<strong>en</strong> onterechte afkeur tot e<strong>en</strong> minimum<br />
beperk<strong>en</strong>. Het afkeur<strong>en</strong> <strong>van</strong> e<strong>en</strong> relatief goede partij betek<strong>en</strong>t immers<br />
extra kost<strong>en</strong>/nadeel voor de leverancier. De kans op e<strong>en</strong> fout <strong>van</strong> de<br />
Leveranciersrisico eerste soort wordt ook wel leveranciersrisico g<strong>en</strong>oemd.<br />
De afnemers daar<strong>en</strong>teg<strong>en</strong> will<strong>en</strong> e<strong>en</strong> zo laag mogelijke kans op e<strong>en</strong> fout<br />
<strong>van</strong> de tweede soort. Het goedkeur<strong>en</strong> <strong>van</strong> relatief slechte partij<strong>en</strong> is<br />
nadelig voor afnemers. De kans op onterechte goedkeur wordt<br />
Afnemersrisico afnemersrisico g<strong>en</strong>oemd.<br />
Keuringskarakteristiek<br />
De grootte <strong>van</strong> de risico’s voor leverancier/produc<strong>en</strong>t <strong>en</strong> afnemer<br />
kunn<strong>en</strong> beïnvloed word<strong>en</strong> door de manier waarop de keuring<br />
plaatsvindt. Van belang zijn in dit verband de om<strong>van</strong>g <strong>van</strong> de steekproef<br />
<strong>en</strong> het zog<strong>en</strong>aamde goedkeuringscriterium.<br />
– Hoe groter de steekproef, hoe betrouwbaarder de keuring. De kans op<br />
foutieve conclusies (zowel fout<strong>en</strong> <strong>van</strong> de eerste soort als fout<strong>en</strong> <strong>van</strong> de<br />
tweede soort) wordt lager.<br />
– Het goedkeuringscriterium geeft aan waaraan de uitkomst <strong>van</strong> de<br />
steekproef moet voldo<strong>en</strong>, wil m<strong>en</strong> overgaan tot goedkeuring <strong>van</strong> de<br />
partij. In ons voorbeeld is het goedkeurcriterium (c) 1. Bij (maximaal) 1<br />
foutief exemplaar in de steekproef vindt goedkeuring plaats.<br />
Door str<strong>en</strong>gere eis<strong>en</strong> te stell<strong>en</strong> met betrekking tot de uitkomst <strong>van</strong> de<br />
steekproef, word<strong>en</strong> minder partij<strong>en</strong> goedgekeurd. De kans op onterechte<br />
goedkeuring wordt kleiner. Het leveranciersrisico wordt echter groter.<br />
Merk op dat de eis<strong>en</strong> die gesteld word<strong>en</strong> aan e<strong>en</strong> steekproef, niet in<br />
overe<strong>en</strong>stemming hoev<strong>en</strong> te zijn met de eis<strong>en</strong> die geld<strong>en</strong> voor de<br />
werkelijke partij. In het ‘suikervoorbeeld’ wordt aan partij<strong>en</strong> de eis<br />
gesteld dat maximaal 5% <strong>van</strong> de exemplar<strong>en</strong> e<strong>en</strong> gewicht lager dan 1 kg<br />
mag hebb<strong>en</strong>. De overe<strong>en</strong>komstige eis aan de steekproef is maximaal 1<br />
foutief exemplaar (5% <strong>van</strong> 20). We kunn<strong>en</strong> echter ook e<strong>en</strong> str<strong>en</strong>gere eis<br />
kiez<strong>en</strong> voor de steekproef. Bijvoorbeeld alle<strong>en</strong> goedkeur<strong>en</strong> als het<br />
gewicht <strong>van</strong> alle pakk<strong>en</strong> bov<strong>en</strong> de 1 kg ligt (goedkeuringscriterium = 0).<br />
Het afnemersrisico wordt hierdoor lager. Het leveranciersrisico wordt<br />
echter groter.<br />
E<strong>en</strong> hulpmiddel om de afnemers- <strong>en</strong> leveranciersrisico’s bij e<strong>en</strong> bepaald<br />
keuringsschema zichtbaar te mak<strong>en</strong>, is de zog<strong>en</strong>oemde<br />
keuringskarakteristiek. De keuringskarakteristiek geeft op<br />
grafische wijze de kans op goedkeuring als functie <strong>van</strong> de<br />
werkelijke kwaliteit weer.<br />
7
De hier g<strong>en</strong>oemde<br />
kansverdeling<strong>en</strong><br />
word<strong>en</strong> niet verder<br />
uitgelegd. We gaan<br />
er<strong>van</strong> uit dat u<br />
statistiekk<strong>en</strong>nis op<br />
havo-niveau bezit.<br />
Kwaliteitszorg<br />
De grafiek wordt berek<strong>en</strong>d voor e<strong>en</strong> bepaalde steekproefgrootte (n) <strong>en</strong><br />
goedkeuringscriterium (c).<br />
Deze berek<strong>en</strong>ing is gebaseerd op kansrek<strong>en</strong>ing. Voor e<strong>en</strong> attributieve<br />
meting wordt gebruik gemaakt <strong>van</strong> discrete kansverdeling<strong>en</strong> als de<br />
Poisson-verdeling <strong>en</strong> de binomiale verdeling. Bij e<strong>en</strong> variabele meting<br />
wordt meestal de normale verdeling toegepast. De normale verdeling is<br />
e<strong>en</strong> continue verdeling. Op de precieze wijze waarop e<strong>en</strong><br />
keuringskarakteristiek wordt berek<strong>en</strong>d gaan we hier niet in. Wel moet<br />
u e<strong>en</strong> gegev<strong>en</strong> karakteristiek kunn<strong>en</strong> interpreter<strong>en</strong> (zie de opgav<strong>en</strong> 2.2,<br />
2.3 <strong>en</strong> 2.4).<br />
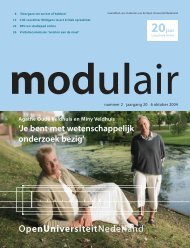
Als voorbeeld vindt u in figuur 2.2 e<strong>en</strong> keuringskarakteristiek<br />
– <strong>van</strong> e<strong>en</strong> attributieve meting: product<strong>en</strong> zijn óf goed óf fout.<br />
– bij e<strong>en</strong> steekproefgrootte <strong>van</strong> 50: n = 50<br />
– <strong>en</strong> e<strong>en</strong> goedkeuringscriterium <strong>van</strong> 1: c = 1. Bij maximaal 1 foutief<br />
exemplaar in de steekproef wordt de partij goedgekeurd.<br />
FIGUUR 2.2 De keuringskarakteristiek voor n = 50 <strong>en</strong> c = 1<br />
Langs de X-as ziet u het werkelijke perc<strong>en</strong>tage fout<strong>en</strong> in de partij. Dit<br />
perc<strong>en</strong>tage is gelijk aan 100p, waarin p de fractie fout<strong>en</strong> weergeeft.<br />
Langs de Y-as vindt u de goedkeuringskans P G bij n = 50 <strong>en</strong> c = 1.<br />
OPGAVE 2.2<br />
Gegev<strong>en</strong> is de keuringskarakteristiek in figuur 2.2.<br />
a Als het fout<strong>en</strong>perc<strong>en</strong>tage 3 bedraagt, hoe groot is dan de<br />
goedkeuringskans?<br />
b Welk fout<strong>en</strong>perc<strong>en</strong>tage hoort bij e<strong>en</strong> goedkeuringskans <strong>van</strong> 95%?<br />
c Als de goedkeuringskans 10% is, welk perc<strong>en</strong>tage fout<strong>en</strong> hoort daar<br />
dan bij?<br />
OPGAVE 2.3<br />
Gegev<strong>en</strong> is de keuringskarakteristiek in figuur 2.2. De betreff<strong>en</strong>de<br />
leverancier heeft, op basis <strong>van</strong> marktonderzoek, beslot<strong>en</strong> dat het<br />
maximaal acceptabele fout<strong>en</strong>perc<strong>en</strong>tage in e<strong>en</strong> partij 2% is.<br />
a Wat is de kans op e<strong>en</strong> fout <strong>van</strong> de eerste soort bij e<strong>en</strong> werkelijke<br />
partijkwaliteit <strong>van</strong> 2% foutieve product<strong>en</strong>?
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
b Wat is de kans op e<strong>en</strong> fout <strong>van</strong> de eerste soort bij e<strong>en</strong> werkelijke<br />
partijkwaliteit <strong>van</strong> 1% foutieve product<strong>en</strong>?<br />
c Wat is de kans op e<strong>en</strong> fout <strong>van</strong> de tweede soort bij e<strong>en</strong> werkelijke<br />
partijkwaliteit <strong>van</strong> 3% foutieve product<strong>en</strong>?<br />
d Wat is de kans op e<strong>en</strong> fout <strong>van</strong> de tweede soort bij e<strong>en</strong> werkelijke<br />
partijkwaliteit <strong>van</strong> 6% foutieve product<strong>en</strong>?<br />
OPGAVE 2.4<br />
Gegev<strong>en</strong>:<br />
De eis aan die aan partij<strong>en</strong> wordt gesteld, is maximaal 6% foutieve<br />
product<strong>en</strong>. In de nu volg<strong>en</strong>de tabel vindt u de goedkeuringskans<strong>en</strong> bij<br />
attributieve partijkeuring met n = 50, c = 3, resp. n = 50, c = 2.<br />
Gevraagd:<br />
a Tek<strong>en</strong> de keuringskarakteristiek bij n = 50 <strong>en</strong> c = 3.<br />
Wat is de kans op e<strong>en</strong> fout <strong>van</strong> de eerste soort als het werkelijke<br />
fout<strong>en</strong>perc<strong>en</strong>tage 6% is?<br />
Wat is de kans op e<strong>en</strong> fout <strong>van</strong> de tweede soort als het werkelijke<br />
fout<strong>en</strong>perc<strong>en</strong>tage 6% is?<br />
b Tek<strong>en</strong> de keuringskarakteristiek bij n = 50 <strong>en</strong> c = 2.<br />
c Tek<strong>en</strong> de keuringskarakteristiek bij 100%-controle.<br />
d In welke situatie n = 50 <strong>en</strong> c = 3, n = 50 <strong>en</strong> c = 2 of 100%-keuring zijn<br />
de leveranciersrisico’s resp. de afnemersrisico’s het kleinst?<br />
e In welke situatie n = 50 <strong>en</strong> c = 3, n = 50 <strong>en</strong> c = 2 of 100%-keuring zijn<br />
de leveranciersrisico’s resp. de afnemersrisico’s het grootst?<br />
3 Procescontrole<br />
In het nu volg<strong>en</strong>de komt het gebruik <strong>van</strong> steekproefkeuring t<strong>en</strong> behoeve<br />
<strong>van</strong> procescontrole aan de orde. Het doel <strong>van</strong> de keuring is nu niet het<br />
beoordel<strong>en</strong> of e<strong>en</strong> partij voldoet aan de eis<strong>en</strong>, maar het beoordel<strong>en</strong> of het<br />
proces verstoord is <strong>en</strong> ingrijp<strong>en</strong> al dan niet noodzakelijk is.<br />
Soms zal het mogelijk zijn procescontrole (gedeeltelijk) te baser<strong>en</strong> op<br />
meting<strong>en</strong> <strong>van</strong> de procesinstelling<strong>en</strong>. Hier zull<strong>en</strong> we verder niet op<br />
ingaan. We conc<strong>en</strong>trer<strong>en</strong> ons op meting<strong>en</strong> aan de output <strong>van</strong> het proces,<br />
de product<strong>en</strong>. Dergelijke meting<strong>en</strong> kunn<strong>en</strong> zowel attributief of variabel<br />
zijn. Bij attributieve meting is de uitkomst <strong>van</strong> de steekproef het aantal<br />
foutieve product<strong>en</strong> of perc<strong>en</strong>tage foutieve product<strong>en</strong> in de steekproef. Bij<br />
variabele meting wordt de waarde <strong>van</strong> e<strong>en</strong> bepaalde producteig<strong>en</strong>schap<br />
gemet<strong>en</strong>. Als steekproefuitkomst wordt dan het gemiddelde, range <strong>en</strong>/of<br />
spreiding <strong>van</strong> de gemet<strong>en</strong> waard<strong>en</strong> g<strong>en</strong>om<strong>en</strong>.<br />
9
Procesinher<strong>en</strong>te<br />
variatie<br />
Kwaliteitszorg<br />
De kwaliteit <strong>van</strong> product<strong>en</strong> wordt door e<strong>en</strong> groot aantal factor<strong>en</strong><br />
beïnvloed. D<strong>en</strong>k aan de kwaliteit <strong>van</strong> grondstoff<strong>en</strong> <strong>en</strong> onderdel<strong>en</strong>,<br />
nauwkeurigheid <strong>van</strong> machines, vergissing<strong>en</strong> door<br />
productiemedewerkers, slijtage aan machine, <strong>en</strong>zovoorts. De kwaliteit<br />
<strong>van</strong> product<strong>en</strong> is hierdoor nooit precies hetzelfde, er is sprake <strong>van</strong><br />
variatie in het fout<strong>en</strong>perc<strong>en</strong>tage of waarde <strong>van</strong> e<strong>en</strong> producteig<strong>en</strong>schap.<br />
E<strong>en</strong> onderneming zal altijd e<strong>en</strong> zekere variatie in de kwaliteit <strong>van</strong><br />
product<strong>en</strong> accepter<strong>en</strong> <strong>en</strong> als normaal beschouw<strong>en</strong>. Het betreft proces-<br />
inher<strong>en</strong>te variatie die het gevolg is <strong>van</strong> de wijze waarop het<br />
proces wordt uitgevoerd. Bijvoorbeeld variatie t<strong>en</strong> gevolge<br />
<strong>van</strong> de nauwkeurigheid <strong>van</strong> machines of vrijheid <strong>van</strong><br />
handel<strong>en</strong> binn<strong>en</strong> e<strong>en</strong> procedure. Ter beperking <strong>van</strong> deze vorm<br />
<strong>van</strong> variatie zijn structurele maatregel<strong>en</strong> nodig: er moet e<strong>en</strong><br />
andere machine kom<strong>en</strong>, de procedures moet<strong>en</strong> word<strong>en</strong><br />
veranderd. Dit type variatie kan dan ook alle<strong>en</strong> word<strong>en</strong><br />
gereduceerd door ingrijp<strong>en</strong> <strong>van</strong> het managem<strong>en</strong>t.<br />
Incid<strong>en</strong>tele variatie Behalve procesinher<strong>en</strong>te variatie kunn<strong>en</strong> ook incid<strong>en</strong>tele<br />
variaties plaatsvind<strong>en</strong>, als gevolg <strong>van</strong> verstoring<strong>en</strong> op het<br />
proces. Bijvoorbeeld e<strong>en</strong> overgang op grondstoff<strong>en</strong> <strong>van</strong> e<strong>en</strong><br />
andere leverancier of e<strong>en</strong> bedi<strong>en</strong>ingsfout. Met procescontrole<br />
wil m<strong>en</strong> achterhal<strong>en</strong> wanneer er sprake is <strong>van</strong> e<strong>en</strong> dergelijke<br />
verstoring <strong>van</strong> het proces <strong>en</strong> e<strong>en</strong> ingreep noodzakelijk is om<br />
de variatie te beperk<strong>en</strong>. Voor het reducer<strong>en</strong> <strong>van</strong> incid<strong>en</strong>tele<br />
variatie zijn ge<strong>en</strong> structurele procesverandering<strong>en</strong> nodig.<br />
Vaak kan ter plekke direct actie word<strong>en</strong> ondernom<strong>en</strong> door de<br />
operators.<br />
Niveauverschuiving<br />
E<strong>en</strong> hulpmiddel bij het ontdekk<strong>en</strong> <strong>van</strong> verstoring<strong>en</strong> (incid<strong>en</strong>tele<br />
variaties) is het grafisch uitzett<strong>en</strong> <strong>van</strong> steekproefuitkomst<strong>en</strong>. In paragraaf<br />
3.1 wordt e<strong>en</strong> aantal typische storingspatron<strong>en</strong> in ope<strong>en</strong>volg<strong>en</strong>de<br />
steekproefuitkomst<strong>en</strong> g<strong>en</strong>oemd. Paragraaf 3.2 gaat over het gebruik <strong>van</strong><br />
zog<strong>en</strong>aamde regelkaart<strong>en</strong>.<br />
3.1 STORINGSTYPEN<br />
We hebb<strong>en</strong> hierbov<strong>en</strong> gezi<strong>en</strong> dat er e<strong>en</strong> groot aantal verschill<strong>en</strong>de<br />
verstoring<strong>en</strong> kunn<strong>en</strong> optred<strong>en</strong>, bijvoorbeeld bedi<strong>en</strong>ingsfout<strong>en</strong>, andere<br />
grondstoff<strong>en</strong>, <strong>en</strong>zovoorts. De aard <strong>van</strong> e<strong>en</strong> optred<strong>en</strong>de verstoring kan in<br />
bepaalde gevall<strong>en</strong> word<strong>en</strong> afgeleid uit de wijze waarop<br />
steekproefuitkomst<strong>en</strong> zich in de tijd gedrag<strong>en</strong>.<br />
De diverse verstoring<strong>en</strong> zull<strong>en</strong> het verloop <strong>van</strong> de kwaliteit <strong>van</strong><br />
product<strong>en</strong> op verschill<strong>en</strong>de manier<strong>en</strong> beïnvloed<strong>en</strong>. Er tred<strong>en</strong><br />
verschill<strong>en</strong>de storingspatron<strong>en</strong> op. Daarom is het vaak nuttig de<br />
uitkomst<strong>en</strong> <strong>van</strong> e<strong>en</strong> reeks ope<strong>en</strong>volg<strong>en</strong>de steekproev<strong>en</strong> in e<strong>en</strong> grafiek uit<br />
te zett<strong>en</strong>.<br />
Hieronder word<strong>en</strong> zes typ<strong>en</strong> verstoring<strong>en</strong> beschrev<strong>en</strong> <strong>en</strong> grafisch<br />
weergegev<strong>en</strong>. Het gaat hierbij veelal om e<strong>en</strong> variabele meting:<br />
bijvoorbeeld de diameter <strong>van</strong> asjes.<br />
3.1.1 Niveauverschuiving<br />
Dit type verstoring wordt gek<strong>en</strong>merkt door e<strong>en</strong> plotselinge<br />
wijziging <strong>van</strong> e<strong>en</strong> producteig<strong>en</strong>schap als gevolg <strong>van</strong><br />
bijvoorbeeld de overgang op andere grondstoff<strong>en</strong> of
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
material<strong>en</strong>, of de wijziging <strong>van</strong> e<strong>en</strong> procesinstelling<br />
(ploegwisseling!).<br />
FIGUUR 2.3 Niveauverschuiving<br />
3.1.2 Tr<strong>en</strong>d<br />
Tr<strong>en</strong>d E<strong>en</strong> tr<strong>en</strong>d is e<strong>en</strong> geleidelijke verandering <strong>van</strong> de waarde <strong>van</strong><br />
e<strong>en</strong> producteig<strong>en</strong>schap. Dit wordt vaak veroorzaakt door<br />
slijtage <strong>van</strong> gereedschapp<strong>en</strong>, <strong>van</strong> hulpwerktuig<strong>en</strong> of <strong>van</strong><br />
meetgereedschapp<strong>en</strong>, waardoor de afwijking steeds groter<br />
wordt. E<strong>en</strong> tr<strong>en</strong>d treedt veelal ook op bij het opstart<strong>en</strong> <strong>van</strong><br />
process<strong>en</strong> of het opwarm<strong>en</strong> <strong>van</strong> ov<strong>en</strong>s.<br />
FIGUUR 2.4 Tr<strong>en</strong>d<br />
3.1.3 Fout<strong>en</strong>cluster<br />
Fout<strong>en</strong>cluster Als er plotseling <strong>en</strong> tijdelijk sprake is <strong>van</strong> e<strong>en</strong> (relatief groot)<br />
aantal extreme waard<strong>en</strong>, spreekt m<strong>en</strong> <strong>van</strong> e<strong>en</strong> fout<strong>en</strong>cluster.<br />
FIGUUR 2.5 Fout<strong>en</strong>cluster<br />
3.1.4 Uitschieters<br />
Uitschieters E<strong>en</strong> uitschieter is e<strong>en</strong> uitkomst die sterk <strong>van</strong> de normwaarde<br />
afwijkt. Uitschieters zijn vaak het gevolg <strong>van</strong> e<strong>en</strong> incid<strong>en</strong>tele<br />
11
Kwaliteitszorg<br />
onoplett<strong>en</strong>dheid of fout bij de bedi<strong>en</strong>ing <strong>van</strong> het proces, <strong>van</strong><br />
e<strong>en</strong> meetfout of <strong>van</strong> e<strong>en</strong> plotseling optred<strong>en</strong>d (<strong>en</strong> snel<br />
ontdekt) technisch mankem<strong>en</strong>t.<br />
FIGUUR 2.6 Uitschieters<br />
3.1.5 Periodiciteit<br />
Periodiciteit Periodiciteit wordt gek<strong>en</strong>merkt door e<strong>en</strong> regelmatig<br />
optred<strong>en</strong>de fluctuatie in de waarde <strong>van</strong><br />
producteig<strong>en</strong>schapp<strong>en</strong>.<br />
Periodiciteit kan diverse oorzak<strong>en</strong> hebb<strong>en</strong>, zoals exc<strong>en</strong>triciteit of andere<br />
afwijking<strong>en</strong> aan cilinders <strong>en</strong> wals<strong>en</strong>, pulswerking <strong>van</strong> pomp<strong>en</strong> <strong>en</strong><br />
traagheid in e<strong>en</strong> regelkring.<br />
FIGUUR 2.7 Periodiciteit<br />
3.1.6 Heterog<strong>en</strong>iteit<br />
Heterog<strong>en</strong>iteit Dit verschijnsel treedt op als partij<strong>en</strong> word<strong>en</strong> beschouwd,<br />
waar<strong>van</strong> niet ieder product afkomstig is <strong>van</strong> hetzelfde proces.<br />
E<strong>en</strong> dergelijke situatie kan zich bijvoorbeeld voordo<strong>en</strong> bij<br />
parallel werk<strong>en</strong>de process<strong>en</strong>, zoals bij meerkoppige<br />
vulmachines <strong>en</strong> meerassige boormachines. Ook kan e<strong>en</strong><br />
heterog<strong>en</strong>iteit optred<strong>en</strong> bij process<strong>en</strong> die parallel word<strong>en</strong><br />
gevoed, zoals bij e<strong>en</strong> slijpbank waar product<strong>en</strong> <strong>van</strong> meerdere<br />
draaibank<strong>en</strong> bewerkt word<strong>en</strong>.
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
FIGUUR 2.8 Heterog<strong>en</strong>iteit<br />
Het grafisch uitzett<strong>en</strong> <strong>van</strong> steekproefuitkomst<strong>en</strong> kan word<strong>en</strong><br />
gestandaardiseerd met e<strong>en</strong> regelkaart waar<strong>van</strong> de toepassing in de<br />
volg<strong>en</strong>de paragraaf wordt behandeld.<br />
3.2 REGELKAARTEN<br />
Regelkaart E<strong>en</strong> regelkaart is e<strong>en</strong> grafisch hulpmiddel, waarmee op<br />
e<strong>en</strong>voudige wijze kan word<strong>en</strong> vastgesteld of e<strong>en</strong><br />
steekproefuitkomst aanleiding geeft om e<strong>en</strong> procesverstoring<br />
te veronderstell<strong>en</strong>.<br />
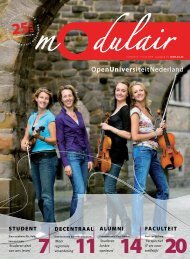
In figuur 2.9 is e<strong>en</strong> voorbeeld <strong>van</strong> e<strong>en</strong> regelkaart opg<strong>en</strong>om<strong>en</strong>.<br />
FIGUUR 2.9 E<strong>en</strong> regelkaart<br />
Regelgr<strong>en</strong>z<strong>en</strong> Op e<strong>en</strong> regelkaart zijn meestal e<strong>en</strong> c<strong>en</strong>trale lijn <strong>en</strong> e<strong>en</strong> of twee<br />
C<strong>en</strong>trale lijn regelgr<strong>en</strong>z<strong>en</strong> aangegev<strong>en</strong>. De c<strong>en</strong>trale lijn geeft de<br />
normwaarde aan voor de controlegrootheid. Ligt e<strong>en</strong><br />
steekproefuitkomst binn<strong>en</strong> de regelgr<strong>en</strong>z<strong>en</strong>, dan nem<strong>en</strong> we<br />
aan dat het proces niet verstoord is. Bij overschrijding is dat<br />
wel het geval <strong>en</strong> zal m<strong>en</strong> het proces moet<strong>en</strong> corriger<strong>en</strong>. De<br />
regelgr<strong>en</strong>z<strong>en</strong> word<strong>en</strong> daarom ook wel actiegr<strong>en</strong>z<strong>en</strong> g<strong>en</strong>oemd.<br />
Waarschuwingsgr<strong>en</strong>z<strong>en</strong><br />
E<strong>en</strong> regelkaart kan word<strong>en</strong> uitgebreid door toevoeging <strong>van</strong><br />
waarschuwingsgr<strong>en</strong>z<strong>en</strong>. Zie figuur 2.10. Bij e<strong>en</strong> dergelijke,<br />
uitgebreide regelkaart wordt e<strong>en</strong> procesverstoring niet alle<strong>en</strong><br />
verondersteld als één steekproefuitkomst buit<strong>en</strong> de<br />
regelgr<strong>en</strong>z<strong>en</strong> ligt, maar óók als e<strong>en</strong> aantal ope<strong>en</strong>volg<strong>en</strong>de<br />
steekproefuitkomst<strong>en</strong> dezelfde regelgr<strong>en</strong>s overschrijdt.<br />
E<strong>en</strong> overschrijding <strong>van</strong> e<strong>en</strong> waarschuwingsgr<strong>en</strong>s att<strong>en</strong>deert deg<strong>en</strong>e die<br />
het proces moet regel<strong>en</strong>, op e<strong>en</strong> mogelijke verandering. Hij/zij kan<br />
daarover zekerheid krijg<strong>en</strong> door bijvoorbeeld direct daarop nog e<strong>en</strong><br />
steekproef te nem<strong>en</strong>. Valt het gemiddelde daar<strong>van</strong> weer buit<strong>en</strong> de<br />
waarschuwingsgr<strong>en</strong>z<strong>en</strong>, dan kan met e<strong>en</strong> bepaalde (berek<strong>en</strong>bare)<br />
zekerheid word<strong>en</strong> aang<strong>en</strong>om<strong>en</strong> dat het proces inderdaad is verstoord.<br />
13
Kwaliteitszorg<br />
FIGUUR 2.10 E<strong>en</strong> regelkaart met bov<strong>en</strong>ste <strong>en</strong> onderste regelgr<strong>en</strong>z<strong>en</strong><br />
(BRG <strong>en</strong> ORG) <strong>en</strong> waarschuwingsgr<strong>en</strong>z<strong>en</strong> (BWG <strong>en</strong><br />
OWG)<br />
Het concept <strong>van</strong> regelkaart<strong>en</strong> is gebaseerd op de veronderstelling dat, als<br />
e<strong>en</strong> proces niet verstoord is, de procesuitkomst<strong>en</strong> beschrev<strong>en</strong> kunn<strong>en</strong><br />
word<strong>en</strong> door e<strong>en</strong> stabiele kansverdeling. Deze kansverdeling beschrijft<br />
dan de variatie rond de gew<strong>en</strong>ste waarde <strong>van</strong> e<strong>en</strong> producteig<strong>en</strong>schap die<br />
als ‘normaal’ wordt beschouwd (procesinher<strong>en</strong>te variatie).<br />
E<strong>en</strong> regelkaart is dan e<strong>en</strong> hulpmiddel om te controler<strong>en</strong> of e<strong>en</strong><br />
procesuitkomst binn<strong>en</strong> de geponeerde kansverdeling verklaard kan<br />
word<strong>en</strong> (<strong>en</strong> dus als ‘normaal’ moet word<strong>en</strong> beschouwd), of dat e<strong>en</strong><br />
verstoring verondersteld moet word<strong>en</strong> (<strong>en</strong> ingrijp<strong>en</strong> dus noodzakelijk is).<br />
Hiertoe word<strong>en</strong> de regelgr<strong>en</strong>z<strong>en</strong> bij e<strong>en</strong> zodanig waarde <strong>van</strong> de<br />
producteig<strong>en</strong>schap gelegd, dat het optred<strong>en</strong> <strong>van</strong> e<strong>en</strong> dergelijke waarde<br />
volg<strong>en</strong>s de geponeerde verdeling zeer onwaarschijnlijk is.<br />
Het vor<strong>en</strong>staande wordt hieronder toegelicht aan de hand <strong>van</strong> e<strong>en</strong><br />
voorbeeld. Het is niet noodzakelijk dat u statistische berek<strong>en</strong>ing<strong>en</strong> zoals<br />
in het voorbeeld word<strong>en</strong> g<strong>en</strong>oemd, kunt mak<strong>en</strong>. Wel di<strong>en</strong>t u de<br />
gedacht<strong>en</strong>gang te kunn<strong>en</strong> volg<strong>en</strong>.<br />
Als voorbeeld nem<strong>en</strong> we de controle <strong>van</strong> de diameter <strong>van</strong> asjes. T<strong>en</strong><br />
gevolge <strong>van</strong> procesinher<strong>en</strong>te variaties is de diameter niet constant, maar<br />
fluctueert deze <strong>en</strong>igzins rond de gew<strong>en</strong>ste waarde <strong>van</strong> 10mm.<br />
Bekijk<strong>en</strong> we e<strong>en</strong> groot aantal steekproefuitkomst<strong>en</strong> (gemiddelde<br />
diameter <strong>van</strong> 5 asjes) dan lijkt de variatie <strong>van</strong> deze uitkomst beschrev<strong>en</strong><br />
te kunn<strong>en</strong> word<strong>en</strong> door e<strong>en</strong> zog<strong>en</strong>aamde ‘normale verdeling’ met<br />
gemiddelde (μ) <strong>van</strong> 10,0 mm <strong>en</strong> e<strong>en</strong> standaarddeviatie (σ) <strong>van</strong> 0,5 mm.<br />
De standaarddeviatie is e<strong>en</strong> maat voor de variatie rond de gemiddelde<br />
waarde. De normale verdeling is grafisch weergegev<strong>en</strong> in figuur 2.11.
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
FIGUUR 2.11 De ‘normale verdeling’<br />
Waard<strong>en</strong> rond het gemiddelde hebb<strong>en</strong> e<strong>en</strong> grote kans <strong>van</strong> optred<strong>en</strong>. Hoe<br />
meer de steekproefuitkomst<strong>en</strong> afwijk<strong>en</strong> <strong>van</strong> het gemiddelde, hoe lager<br />
de kans <strong>van</strong> optred<strong>en</strong>. De kans op optred<strong>en</strong> <strong>van</strong> e<strong>en</strong> uitkomst kleiner,<br />
resp. groter dan e<strong>en</strong> bepaalde waarde kan berek<strong>en</strong>d word<strong>en</strong> uitgaande<br />
<strong>van</strong> tabell<strong>en</strong> <strong>van</strong> de standaardnormale verdeling (deze tabell<strong>en</strong> zijn te<br />
vind<strong>en</strong> in statistische handboek<strong>en</strong>). In tabel 2.1 zijn <strong>en</strong>kele kans<strong>en</strong><br />
opg<strong>en</strong>om<strong>en</strong> voor ons voorbeeld <strong>van</strong> de diameter <strong>van</strong> asjes.<br />
TABEL 2.1<br />
De kans op e<strong>en</strong> waarde kleiner dan 9.0 mm of groter dan 11.0 mm is bij<br />
e<strong>en</strong> normale verdeling met μ = 10 mm <strong>en</strong> σ = 0.5 mm, onwaarschijnlijk<br />
klein. We legg<strong>en</strong> dan ook de regelgr<strong>en</strong>z<strong>en</strong> bij 9,0 <strong>en</strong> 11,0 mm. Dat wil<br />
zegg<strong>en</strong> dat we het proces als verstoord beschouw<strong>en</strong> als we e<strong>en</strong><br />
steekproefuitkomst kleiner dan 9.0 mm of groter dan 11.0 mm<br />
teg<strong>en</strong>kom<strong>en</strong>. Vaak word<strong>en</strong> regelgr<strong>en</strong>z<strong>en</strong> gekoz<strong>en</strong> <strong>van</strong> μ ± 2σ. Ook in het<br />
voorbeeld <strong>van</strong> de diameter <strong>van</strong> de asjes: 10 mm ± 1 mm.<br />
Bij de gekoz<strong>en</strong> regelgr<strong>en</strong>z<strong>en</strong> is de kans op onterecht ingrijp<strong>en</strong> (uitkomst<br />
valt door procesinher<strong>en</strong>te variatie buit<strong>en</strong> de regelgr<strong>en</strong>z<strong>en</strong>) klein.<br />
Uitkomst<strong>en</strong> die binn<strong>en</strong> de gr<strong>en</strong>z<strong>en</strong> vall<strong>en</strong> gev<strong>en</strong> echter ge<strong>en</strong> garantie dat<br />
het proces niet verstoord is. Om de kans op het signaler<strong>en</strong> <strong>van</strong><br />
verstoring<strong>en</strong> te vergrot<strong>en</strong>, gaan we bij de regelkaart voor de diameter<br />
<strong>van</strong> asjes naast de regelgr<strong>en</strong>z<strong>en</strong> gebruik mak<strong>en</strong> <strong>van</strong><br />
waarschuwingsgr<strong>en</strong>z<strong>en</strong>.<br />
Deze waarschuwingsgr<strong>en</strong>z<strong>en</strong> legg<strong>en</strong> we bij 9.5 mm <strong>en</strong> 10.5 mm. Dit komt<br />
overe<strong>en</strong> met μ ± σ.<br />
Bij e<strong>en</strong> onverstoord proces is de kans dat twee ope<strong>en</strong>volg<strong>en</strong>de<br />
steekproefuitkomst<strong>en</strong> buit<strong>en</strong> de(zelfde) waarschuwingsgr<strong>en</strong>s vall<strong>en</strong>,<br />
klein (± 2.5%) We nem<strong>en</strong> dan ook aan dat er in dat geval sprak is <strong>van</strong> e<strong>en</strong><br />
verstoring.<br />
Hoewel e<strong>en</strong> regelkaart e<strong>en</strong> zeer e<strong>en</strong>voudig hulpmiddel is voor de<br />
uitvoer<strong>en</strong>de productiemedewerkers, is het ontwerp<strong>en</strong> <strong>van</strong> e<strong>en</strong> dergelijk<br />
controlesysteem e<strong>en</strong> complexe zaak.<br />
Er zal e<strong>en</strong> afweging gemaakt moet<strong>en</strong> word<strong>en</strong> tuss<strong>en</strong>:<br />
– de kost<strong>en</strong> <strong>van</strong> het opspor<strong>en</strong> <strong>van</strong> procesverstoring<strong>en</strong><br />
– de kost<strong>en</strong>/gevolg<strong>en</strong> <strong>van</strong> het niet tijdig signaler<strong>en</strong> <strong>van</strong><br />
procesverstoring<strong>en</strong>.<br />
Deze kost<strong>en</strong> kunn<strong>en</strong> word<strong>en</strong> beïnvloed door de grootte <strong>van</strong> de<br />
steekproev<strong>en</strong>, de frequ<strong>en</strong>tie waarmee steekproev<strong>en</strong> word<strong>en</strong> uitgevoerd<br />
<strong>en</strong> de ligging <strong>van</strong> de regelgr<strong>en</strong>z<strong>en</strong>/waarschuwingsgr<strong>en</strong>z<strong>en</strong>.<br />
15
Kwaliteitszorg<br />
De beste procescontrole, <strong>van</strong>uit het oogpunt <strong>van</strong> tijdig signaler<strong>en</strong> <strong>van</strong><br />
verstoring<strong>en</strong>, is het frequ<strong>en</strong>t keur<strong>en</strong> <strong>van</strong> grote steekproev<strong>en</strong>. Dit leidt<br />
echter tot hoge controlekost<strong>en</strong>.<br />
Ook bij de keuze <strong>van</strong> de regelgr<strong>en</strong>z<strong>en</strong> hebb<strong>en</strong> we te mak<strong>en</strong> met<br />
teg<strong>en</strong>strijdige eis<strong>en</strong>. Aan de <strong>en</strong>e kant will<strong>en</strong> we krappe regelgr<strong>en</strong>z<strong>en</strong><br />
zodat we snel, alle verstoring<strong>en</strong> kunn<strong>en</strong> signaler<strong>en</strong> <strong>en</strong> kunn<strong>en</strong> corriger<strong>en</strong>.<br />
Aan de andere kant is bij krappe regelgr<strong>en</strong>z<strong>en</strong> de kans op onjuiste actie<br />
groter. Het zal dan immers vaker voorkom<strong>en</strong> dat e<strong>en</strong> steekproefuitkomst<br />
buit<strong>en</strong> de regelgr<strong>en</strong>z<strong>en</strong> valt als gevolg <strong>van</strong> procesinher<strong>en</strong>te variaties, <strong>en</strong><br />
onterecht e<strong>en</strong> verstoring wordt verondersteld.<br />
Het minimaliser<strong>en</strong> <strong>van</strong> de kans op onterechte acties leidt tot ruime<br />
regelgr<strong>en</strong>z<strong>en</strong>, terwijl het minimaliser<strong>en</strong> <strong>van</strong> de kans dat e<strong>en</strong> verstoring<br />
niet ontdekt wordt, leidt tot krappe regelgr<strong>en</strong>z<strong>en</strong>.<br />
Bij de keuze <strong>van</strong> de regelgr<strong>en</strong>z<strong>en</strong>, steekproefgrootte <strong>en</strong> frequ<strong>en</strong>tie zal e<strong>en</strong><br />
inschatting <strong>van</strong> <strong>en</strong> afweging tuss<strong>en</strong> de rele<strong>van</strong>te kost<strong>en</strong> uiteindelijk de<br />
doorslag moet<strong>en</strong> gev<strong>en</strong>.<br />
Voor we nader in zull<strong>en</strong> gaan op de kost<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong> (paragraaf<br />
5), zull<strong>en</strong> eerst in paragraaf 4 twee method<strong>en</strong> word<strong>en</strong> besprok<strong>en</strong> voor het<br />
analyser<strong>en</strong> <strong>van</strong> fout<strong>en</strong>.<br />
4 E<strong>en</strong> tweetal method<strong>en</strong> voor (fout<strong>en</strong>)analyse<br />
Voordat op basis <strong>van</strong> gesignaleerde fout<strong>en</strong> acties kunn<strong>en</strong> word<strong>en</strong><br />
ondernom<strong>en</strong>, is vaak nadere analyse <strong>en</strong> onderzoek noodzakelijk. De<br />
Pareto-analyse <strong>en</strong> het visgraatdiagram zijn e<strong>en</strong>voudige <strong>en</strong> inzichtelijke<br />
hulpmiddel<strong>en</strong> in dit verband. Beide method<strong>en</strong> blijk<strong>en</strong> zeer succesvol te<br />
zijn <strong>en</strong> word<strong>en</strong> onder andere veel gebruikt door zog<strong>en</strong>aamde<br />
‘kwaliteitskring<strong>en</strong>’.<br />
Kwaliteitskring E<strong>en</strong> kwaliteitskring is e<strong>en</strong> op vrijwillige basis gevormde groep<br />
<strong>van</strong> 5 à 15 productiemedewerkers onder leiding <strong>van</strong> e<strong>en</strong> baas<br />
of voorman. Zo’n kring komt e<strong>en</strong>s per e<strong>en</strong> of twee wek<strong>en</strong><br />
gedur<strong>en</strong>de korte tijd (1 à 1 1 ⁄ 2 uur) bije<strong>en</strong> om e<strong>en</strong> door h<strong>en</strong>zelf<br />
gekoz<strong>en</strong> probleem nader te onderzoek<strong>en</strong>. De groep wordt<br />
betrokk<strong>en</strong> bij het analyser<strong>en</strong> <strong>van</strong> productiegegev<strong>en</strong>s, bij het<br />
zoek<strong>en</strong> naar oorzak<strong>en</strong> <strong>van</strong> verstoring<strong>en</strong> <strong>en</strong> het bed<strong>en</strong>k<strong>en</strong> <strong>en</strong><br />
invoer<strong>en</strong> <strong>van</strong> technische <strong>en</strong> organisatorische verbetering<strong>en</strong>.<br />
Door opleiding <strong>en</strong> training wordt h<strong>en</strong> geleerd hun eig<strong>en</strong><br />
werksituatie kritisch te beoordel<strong>en</strong> <strong>en</strong> te analyser<strong>en</strong>, onder<br />
andere door het gebruik <strong>van</strong> processchema’s, histogramm<strong>en</strong><br />
(of kolomm<strong>en</strong>diagramm<strong>en</strong>), regelkaart<strong>en</strong> <strong>en</strong> de hieronder<br />
behandelde Pareto-analyse <strong>en</strong> het visgraatdiagram.<br />
Pareto-analyse<br />
(20-80-regel)<br />
4.1 PARETO-ANALYSE<br />
Zowel voor het vaststell<strong>en</strong> <strong>van</strong> de noodzakelijke controleactiviteit<strong>en</strong>, als<br />
voor het stell<strong>en</strong> <strong>van</strong> prioriteit<strong>en</strong> bij onderzoek <strong>en</strong> prev<strong>en</strong>tieve<br />
maatregel<strong>en</strong>, is inzicht nodig in de frequ<strong>en</strong>tie waarmee bepaalde (typ<strong>en</strong>)<br />
fout<strong>en</strong> optred<strong>en</strong>, <strong>en</strong> in de relatieve ernst <strong>van</strong> de fout<strong>en</strong>. E<strong>en</strong> e<strong>en</strong>voudig<br />
hulpmiddel hierbij is de zog<strong>en</strong>aamde Pareto-analyse, vaak ook<br />
ABC-analyse of 20-80-regel g<strong>en</strong>oemd. Laatstg<strong>en</strong>oemde<br />
b<strong>en</strong>aming duidt op het verschijnsel dat zeer dikwijls het<br />
overgrote deel <strong>van</strong> bepaalde gebeurt<strong>en</strong>iss<strong>en</strong> door e<strong>en</strong>
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
betrekkelijk gering aantal oorzak<strong>en</strong> wordt veroorzaakt.<br />
Hierna vindt u e<strong>en</strong> voorbeeld <strong>van</strong> toepassing <strong>van</strong> de Pareto-analyse in de<br />
<strong>kwaliteitszorg</strong>. Het betreft e<strong>en</strong> onderzoek naar de frequ<strong>en</strong>tie waarmee<br />
bepaalde fout<strong>en</strong> voorkom<strong>en</strong> in printpanel<strong>en</strong>.<br />
Bij de controle <strong>van</strong> e<strong>en</strong> groot aantal printpanel<strong>en</strong> is e<strong>en</strong> ti<strong>en</strong>tal (typ<strong>en</strong>)<br />
fout<strong>en</strong> vastgesteld, die elk tot afkeuring leid<strong>en</strong>. Tabel 2.2 geeft hier<strong>van</strong><br />
e<strong>en</strong> overzicht.<br />
TABEL 2.2 Fout<strong>en</strong> in printpanel<strong>en</strong><br />
In deze tabel zijn de waarg<strong>en</strong>om<strong>en</strong> fout<strong>en</strong> gerangschikt naar frequ<strong>en</strong>tie<br />
<strong>van</strong> voorkom<strong>en</strong>. Per type fout is het proc<strong>en</strong>tuele aandeel in het totaal<br />
vermeld. In de laatste kolom zijn deze perc<strong>en</strong>tages opgeteld, dit steeds<br />
tot <strong>en</strong> met die <strong>van</strong> het betrokk<strong>en</strong> type. Deze cumulatieve perc<strong>en</strong>tages zijn<br />
in figuur 2.12 uitgezet teg<strong>en</strong> de desbetreff<strong>en</strong>de fout<strong>en</strong>typ<strong>en</strong>.<br />
FIGUUR 2.12 Pareto-diagram <strong>van</strong> fout<strong>en</strong> in printpanel<strong>en</strong><br />
Ook in dit geval blijkt dat slechts e<strong>en</strong> gering aantal typ<strong>en</strong> fout<strong>en</strong><br />
verantwoordelijk is voor e<strong>en</strong> groot deel <strong>van</strong> de afkeuring<strong>en</strong>. De fout<strong>en</strong> 1,<br />
2 <strong>en</strong> 3 veroorzak<strong>en</strong> in dit geval sam<strong>en</strong> 78% <strong>van</strong> de totale afkeuring<strong>en</strong>.<br />
Het lijkt dus <strong>van</strong> belang de aandacht primair te richt<strong>en</strong> op het<br />
verminder<strong>en</strong> <strong>van</strong> deze fout<strong>en</strong>.<br />
17
Kwaliteitszorg<br />
Afhankelijk <strong>van</strong> het beoogde doel kan m<strong>en</strong> de fout<strong>en</strong>, in plaats <strong>van</strong> naar<br />
frequ<strong>en</strong>tie, ook rangschikk<strong>en</strong> naar hun aandeel in de kost<strong>en</strong>, in de<br />
reparatietijd, <strong>en</strong>zovoorts.<br />
Bij het zoek<strong>en</strong> naar oplossing<strong>en</strong> voor fout<strong>en</strong> moet m<strong>en</strong> inzicht zi<strong>en</strong> te<br />
verkrijg<strong>en</strong> in de mogelijke oorzak<strong>en</strong>. Om die op e<strong>en</strong> gestructureerde<br />
manier te inv<strong>en</strong>tariser<strong>en</strong> kan met vrucht gebruik word<strong>en</strong> gemaakt <strong>van</strong><br />
het zog<strong>en</strong>aamde ‘visgraatdiagram’.<br />
4.2 HET VISGRAATDIAGRAM<br />
Het visgraatdiagram is e<strong>en</strong> e<strong>en</strong>voudig <strong>en</strong> handig hulpmiddel om<br />
(kwalitatief) inzicht te krijg<strong>en</strong> in de sam<strong>en</strong>hang <strong>van</strong> factor<strong>en</strong> die fout<strong>en</strong><br />
Ishikawadiagram kunn<strong>en</strong> veroorzak<strong>en</strong>. Het wordt ook wel e<strong>en</strong> ishikawadiagram<br />
g<strong>en</strong>oemd, naar de Japanse propagandist <strong>van</strong> deze methode, of<br />
Oorzaak-gevolg-<br />
diagram<br />
oorzaak-gevolgdiagram.<br />
FIGUUR 2.13 Visgraatdiagram<br />
Het diagram is opgebouwd uit e<strong>en</strong> aantal gerichte pijl<strong>en</strong>. Figuur 2.13<br />
geeft e<strong>en</strong> voorbeeld <strong>van</strong> e<strong>en</strong> <strong>van</strong> de vele uitvoeringsvorm<strong>en</strong>. Dit<br />
voorbeeld heeft betrekking op de mogelijke oorzak<strong>en</strong> <strong>van</strong> de meest<br />
voorkom<strong>en</strong>de fout uit het voorbeeld <strong>van</strong> printpanel<strong>en</strong> in paragraaf 4.1,<br />
namelijk kortsluiting.<br />
De grote horizontale pijl is gericht op het object <strong>van</strong> onderzoek. De<br />
belangrijkste invloedfactor<strong>en</strong> zijn vermeld in de ‘hokk<strong>en</strong>’ aan de<br />
uiteind<strong>en</strong> <strong>van</strong> de diagonale pijl<strong>en</strong>. Elk daar<strong>van</strong> is verder ontleed naar
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
mogelijke directe of indirecte oorzak<strong>en</strong> <strong>van</strong> afwijking<strong>en</strong>. Die ontleding<br />
wordt doorgezet, totdat alle rele<strong>van</strong>te aspect<strong>en</strong> in beeld zijn gebracht. Zo<br />
zi<strong>en</strong> we in dit voorbeeld dat fout<strong>en</strong> t<strong>en</strong> gevolge <strong>van</strong> het ets<strong>en</strong><br />
veroorzaakt kunn<strong>en</strong> word<strong>en</strong> door e<strong>en</strong> te lage etssnelheid, die op haar<br />
beurt veroorzaakt kan zijn door e<strong>en</strong> verkeerde instelling <strong>van</strong> de machine<br />
of door e<strong>en</strong> verkeerde sam<strong>en</strong>stelling <strong>van</strong> het etsmiddel.<br />
Het uitwerk<strong>en</strong> <strong>van</strong> e<strong>en</strong> dergelijk diagram blijkt in de praktijk e<strong>en</strong> goed<br />
middel bij de inv<strong>en</strong>tarisatie <strong>van</strong> mogelijke verstor<strong>en</strong>de invloed<strong>en</strong>. Het<br />
geeft e<strong>en</strong> aangrijpingspunt om invloed<strong>en</strong> in relatie tot elkaar te<br />
bestuder<strong>en</strong>. Dit zowel als basis voor verder onderzoek, als om alvast die<br />
maatregel<strong>en</strong> te nem<strong>en</strong>, die direct mogelijk <strong>en</strong> nuttig zijn. Het is overig<strong>en</strong>s<br />
e<strong>en</strong> nuttige methode bij elke vorm <strong>van</strong> probleemanalyse.<br />
OPGAVE 2.5<br />
Wat is het wez<strong>en</strong>lijke verschil tuss<strong>en</strong> e<strong>en</strong> Pareto-analyse <strong>en</strong> e<strong>en</strong><br />
visgraatdiagram?<br />
OPGAVE 2.6<br />
Geef comm<strong>en</strong>taar op de stelling: M<strong>en</strong> di<strong>en</strong>t eerst e<strong>en</strong> visgraatdiagram uit<br />
te werk<strong>en</strong> alvor<strong>en</strong>s e<strong>en</strong> Pareto-analyse uit te voer<strong>en</strong>.<br />
5 Kwaliteitskost<strong>en</strong><br />
Kwaliteitskost<strong>en</strong> Onder de verzamelnaam kwaliteitskost<strong>en</strong> verstaan we de<br />
kost<strong>en</strong> <strong>van</strong> het voorkóm<strong>en</strong> <strong>van</strong> kwaliteitsafwijking<strong>en</strong>, de<br />
kost<strong>en</strong> <strong>van</strong> het vaststell<strong>en</strong> <strong>van</strong> kwaliteitsafwijking<strong>en</strong> <strong>en</strong> de<br />
kost<strong>en</strong> als gevolg <strong>van</strong> kwaliteitsafwijking<strong>en</strong>. De meest<br />
gebruikelijke b<strong>en</strong>aming<strong>en</strong> voor deze hoofdgroep<strong>en</strong> <strong>van</strong><br />
kwaliteitskost<strong>en</strong> zijn: prev<strong>en</strong>tiekost<strong>en</strong>, beoordelingskost<strong>en</strong> <strong>en</strong><br />
fout<strong>en</strong>kost<strong>en</strong>. Deze laatste groep wordt vaak opgesplitst in<br />
interne <strong>en</strong> externe fout<strong>en</strong>kost<strong>en</strong>.<br />
Prev<strong>en</strong>tiekost<strong>en</strong> De prev<strong>en</strong>tiekost<strong>en</strong> word<strong>en</strong> gemaakt om de kans op<br />
kwaliteitsafwijking<strong>en</strong> te verklein<strong>en</strong>, bijvoorbeeld proces- <strong>en</strong><br />
fout<strong>en</strong>analyses, leveranciersselectie, opleiding <strong>en</strong> training.<br />
Deze kost<strong>en</strong> zijn vooral <strong>van</strong> belang omdat de mate <strong>van</strong><br />
prev<strong>en</strong>tie bepal<strong>en</strong>d is voor de om<strong>van</strong>g <strong>van</strong> de overige<br />
kwaliteitskost<strong>en</strong>.<br />
Beoordelingskost<strong>en</strong> De beoordelingskost<strong>en</strong> houd<strong>en</strong> verband met inspecties,<br />
controles, beproeving <strong>en</strong> andere beoordelingsactiviteit<strong>en</strong> <strong>van</strong><br />
material<strong>en</strong>, process<strong>en</strong> <strong>en</strong> product<strong>en</strong>.<br />
Fout<strong>en</strong>kost<strong>en</strong> De fout<strong>en</strong>kost<strong>en</strong> zijn de kost<strong>en</strong> <strong>en</strong> de gederfde opbr<strong>en</strong>gst<strong>en</strong> als<br />
gevolg <strong>van</strong> kwaliteitsafwijking<strong>en</strong>. De interne fout<strong>en</strong>kost<strong>en</strong><br />
ontstaan als gevolg <strong>van</strong> afwijking<strong>en</strong> die tijd<strong>en</strong>s het<br />
voortbr<strong>en</strong>gingsproces word<strong>en</strong> geconstateerd (bijvoorbeeld<br />
afval, uitval, herbewerking, productieverlies e.d.) dus nog<br />
voor de levering aan de afnemer. De externe fout<strong>en</strong>kost<strong>en</strong><br />
ontstaan als gevolg <strong>van</strong> het optred<strong>en</strong> of ontdekk<strong>en</strong> <strong>van</strong><br />
kwaliteitsafwijking<strong>en</strong> bij de gebruikers, bijvoorbeeld<br />
retourz<strong>en</strong>ding<strong>en</strong>, schade- <strong>en</strong> garantieclaims.<br />
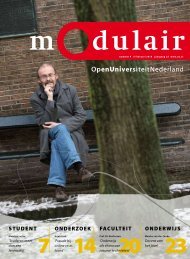
In figuur 2.14 wordt het zog<strong>en</strong>aamde kwaliteitskost<strong>en</strong>model<br />
weergegev<strong>en</strong>. Uitgangspunt bij dit model is dat door meer te invester<strong>en</strong><br />
in prev<strong>en</strong>tieve maatregel<strong>en</strong> het aantal fout<strong>en</strong>/afwijking<strong>en</strong> <strong>en</strong> de daarmee<br />
19
Kwaliteitszorg<br />
sam<strong>en</strong>hang<strong>en</strong>de kost<strong>en</strong> aanzi<strong>en</strong>lijk afnem<strong>en</strong> <strong>en</strong> (op d<strong>en</strong> duur) e<strong>en</strong><br />
minder int<strong>en</strong>sieve controle noodzakelijk zal zijn. De totale<br />
kwaliteitskost<strong>en</strong> zull<strong>en</strong> afnem<strong>en</strong>.<br />
FIGUUR 2.14 Het verloop <strong>van</strong> kwaliteitskost<strong>en</strong><br />
U interpreteert figuur 2.14 als volgt. De verticale as geeft de kost<strong>en</strong> als<br />
perc<strong>en</strong>tage <strong>van</strong> de omzet. Langs de horizontale as is de kwaliteit afgezet.<br />
Aan<strong>van</strong>kelijk zull<strong>en</strong> bij e<strong>en</strong> to<strong>en</strong>em<strong>en</strong>de kwaliteit de totale<br />
kwaliteitskost<strong>en</strong> dal<strong>en</strong>.<br />
Helemaal rechts is de kwaliteit ‘volmaakt’. In dat geval zijn de<br />
beoordelings- <strong>en</strong> fout<strong>en</strong>kost<strong>en</strong> nihil, doch de prev<strong>en</strong>tiekost<strong>en</strong> stijg<strong>en</strong> tot<br />
‘astronomische’ hoogte. De totale kost<strong>en</strong> do<strong>en</strong> dat ev<strong>en</strong>e<strong>en</strong>s.<br />
Bij e<strong>en</strong> bepaalde kwaliteit, tuss<strong>en</strong> lage kwaliteit <strong>en</strong> volmaakte kwaliteit,<br />
zijn de totale kost<strong>en</strong> optimaal.<br />
In figuur 2.14 zijn de optimale kwaliteitskost<strong>en</strong> gelijk aan 6% <strong>van</strong> de<br />
omzet. Die 6% bestaan uit: 1% beoordelingskost<strong>en</strong>, 2% fout<strong>en</strong>kost<strong>en</strong> <strong>en</strong><br />
3% prev<strong>en</strong>tiekost<strong>en</strong>. Deze perc<strong>en</strong>tages zijn niet algeme<strong>en</strong> geld<strong>en</strong>d, ze zijn<br />
bedoeld als illustratie. Het is niet mogelijk e<strong>en</strong> norm te gev<strong>en</strong> voor de<br />
kwaliteitskost<strong>en</strong> bij e<strong>en</strong> doelmatig kwaliteitssysteem. De hoogte <strong>van</strong> de<br />
optimale kwaliteitskost<strong>en</strong> is namelijk sterk afhankelijk <strong>van</strong> situationele<br />
factor<strong>en</strong> als soort product, eis<strong>en</strong> die aan het product gesteld word<strong>en</strong>,<br />
productiehoeveelhed<strong>en</strong>, <strong>en</strong>zovoorts.<br />
Door de invloed <strong>van</strong> situationele factor<strong>en</strong> is bij het vergelijk<strong>en</strong> <strong>van</strong> de<br />
kwaliteitskost<strong>en</strong> <strong>van</strong> verschill<strong>en</strong>de organisaties grote verzichtigheid<br />
gebod<strong>en</strong>.<br />
Dit geldt ook voor het beoordel<strong>en</strong> <strong>van</strong> de kwaliteitskost<strong>en</strong> <strong>van</strong><br />
ope<strong>en</strong>volg<strong>en</strong>de period<strong>en</strong>. De effect<strong>en</strong> <strong>van</strong> maatregel<strong>en</strong> op het gebied <strong>van</strong><br />
kwaliteit zull<strong>en</strong> namelijk vaak pas met <strong>en</strong>ige vertraging zichtbaar<br />
word<strong>en</strong>. Zo zull<strong>en</strong> de kost<strong>en</strong> <strong>van</strong> prev<strong>en</strong>tiemaatregel<strong>en</strong> vaak voor de<br />
bat<strong>en</strong> (verlaging <strong>van</strong> beoordelings- <strong>en</strong> fout<strong>en</strong>kost<strong>en</strong>) uitgaan.<br />
Ondanks deze bezwar<strong>en</strong> kan het kwantificer<strong>en</strong> <strong>van</strong> kwaliteitskost<strong>en</strong><br />
grote voordel<strong>en</strong> bied<strong>en</strong> bij het verkrijg<strong>en</strong> <strong>van</strong> inzicht in <strong>en</strong> het vestig<strong>en</strong><br />
<strong>van</strong> aandacht op kwaliteitsproblem<strong>en</strong>, bij het uitstippel<strong>en</strong> <strong>van</strong>
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
kwaliteitsbeleid <strong>en</strong> het stell<strong>en</strong> <strong>van</strong> prioriteit<strong>en</strong> <strong>en</strong> doel<strong>en</strong> t<strong>en</strong> aanzi<strong>en</strong> <strong>van</strong><br />
verbeteringsproject<strong>en</strong> <strong>en</strong> bij het beoordel<strong>en</strong> <strong>van</strong> resultat<strong>en</strong> <strong>van</strong><br />
verbetering<strong>en</strong>.<br />
We will<strong>en</strong> u erop att<strong>en</strong>der<strong>en</strong> dat <strong>van</strong> het kwaliteitskost<strong>en</strong>model zoals<br />
weergegev<strong>en</strong> in figuur 2.14 nog e<strong>en</strong> andere variant bestaat. In die variant<br />
wordt er<strong>van</strong> uitgegaan dat ook de prev<strong>en</strong>tiekost<strong>en</strong> zull<strong>en</strong> dal<strong>en</strong> bij<br />
to<strong>en</strong>em<strong>en</strong>de kwaliteitsverbetering<strong>en</strong> <strong>en</strong> kwaliteitsbewustzijn. Er is ge<strong>en</strong><br />
optimale kwaliteit waarbij de totale kost<strong>en</strong> minimaal zijn. Bij to<strong>en</strong>em<strong>en</strong>de<br />
kwaliteit zull<strong>en</strong> de kost<strong>en</strong> steeds verder afnem<strong>en</strong>.<br />
In figuur 2.15 is dit weergegev<strong>en</strong>.<br />
FIGUUR 2.15 Variant <strong>van</strong> het kwaliteitskost<strong>en</strong>model<br />
6 Sam<strong>en</strong>vatting<br />
In deze leere<strong>en</strong>heid hebb<strong>en</strong> we aandacht besteed aan product- <strong>en</strong><br />
procescontrole. Hierbij is het <strong>van</strong> belang om onderscheid te mak<strong>en</strong><br />
tuss<strong>en</strong> attributieve <strong>en</strong> variabele meting <strong>en</strong> moet m<strong>en</strong> bedacht zijn op de<br />
risico’s die inher<strong>en</strong>t zijn aan steekproefcontrole. Deze risico’s zijn het t<strong>en</strong><br />
onrechte afkeur<strong>en</strong> c.q. ingrijp<strong>en</strong> (fout <strong>van</strong> de eerste soort) <strong>en</strong> het t<strong>en</strong><br />
onrechte goedkeur<strong>en</strong> c.q. niet-ingrijp<strong>en</strong> (fout <strong>van</strong> de tweede soort). Bij de<br />
productcontrole hebb<strong>en</strong> we aandacht besteed aan attributieve<br />
steekproefkeuring. Het hanter<strong>en</strong> <strong>van</strong> e<strong>en</strong> keuringsschema <strong>en</strong><br />
keuringskarakteristiek spel<strong>en</strong> daarbij e<strong>en</strong> belangrijke rol.<br />
Bij de procescontrole hebb<strong>en</strong> we aandacht besteed aan typ<strong>en</strong><br />
procesverstoring<strong>en</strong> zoals niveauverschuiving, tr<strong>en</strong>d, fout<strong>en</strong>cluster,<br />
uitschieters, periodiciteit <strong>en</strong> heterog<strong>en</strong>iteit <strong>en</strong> aan regelkaart<strong>en</strong>.<br />
We zi<strong>en</strong> bij e<strong>en</strong> regelkaart één c<strong>en</strong>trale lijn <strong>en</strong> één of twee regelgr<strong>en</strong>z<strong>en</strong>.<br />
Met als mogelijke uitbreiding waarschuwingsgr<strong>en</strong>z<strong>en</strong>.<br />
Als hulpmiddel<strong>en</strong> bij de (fout<strong>en</strong>)analyse hebb<strong>en</strong> we k<strong>en</strong>nisgemaakt met<br />
de Pareto-analyse <strong>en</strong> het visgraat- ofwel ishikawadiagram. T<strong>en</strong> slotte<br />
hebb<strong>en</strong> we aangegev<strong>en</strong> dat e<strong>en</strong> drietal kost<strong>en</strong>categorieën, te wet<strong>en</strong><br />
prev<strong>en</strong>tie-, beoordelings- <strong>en</strong> fout<strong>en</strong>kost<strong>en</strong> de totale kwaliteitskost<strong>en</strong><br />
vorm<strong>en</strong>. Om die totale kost<strong>en</strong> te verlag<strong>en</strong>, verdi<strong>en</strong>t het aanbeveling om<br />
veel aandacht te sch<strong>en</strong>k<strong>en</strong> aan prev<strong>en</strong>tie <strong>en</strong> daardoor de beoordelings-<br />
<strong>en</strong> fout<strong>en</strong>kost<strong>en</strong> te reducer<strong>en</strong>.<br />
21
Kwaliteitszorg<br />
T E R U G K O P P E L I N G<br />
1 Uitwerking <strong>van</strong> de opgav<strong>en</strong><br />
2.1 E<strong>en</strong> red<strong>en</strong> om niet elk product te keur<strong>en</strong> kan zijn dat de keuring<br />
destructief is of de kwaliteit <strong>van</strong> de product<strong>en</strong> vermindert door de<br />
keuring. Als voorbeeld kunt u d<strong>en</strong>k<strong>en</strong> aan het test<strong>en</strong> <strong>van</strong> de kreukelzone<br />
<strong>van</strong> e<strong>en</strong> auto door middel <strong>van</strong> e<strong>en</strong> proefbotsing.<br />
Steekproefkeuring is ook noodzakelijk als ge<strong>en</strong> afzonderlijke product<strong>en</strong><br />
zijn te onderscheid<strong>en</strong>, bijvoorbeeld bij vloeistoff<strong>en</strong>.<br />
2.2 a Bij e<strong>en</strong> fout<strong>en</strong>perc<strong>en</strong>tage <strong>van</strong> 3% bedraagt de goedkeuringskans<br />
ongeveer 54%. Zie figuur 2.16.<br />
b Bij e<strong>en</strong> goedkeuringskans <strong>van</strong> 95% hoort e<strong>en</strong> fout<strong>en</strong>perc<strong>en</strong>tage <strong>van</strong><br />
0.8%.<br />
Zie figuur 2.16.<br />
c Bij e<strong>en</strong> goedkeuringskans <strong>van</strong> 10% hoort e<strong>en</strong> fout<strong>en</strong>perc<strong>en</strong>tage <strong>van</strong><br />
ongeveer 7.5%. Zie figuur 2.16.<br />
FIGUUR 2.16<br />
2.3 a De kans op e<strong>en</strong> fout <strong>van</strong> de eerste soort bij e<strong>en</strong> partij met 2% foutieve<br />
product<strong>en</strong> is ongeveer 30% (100 – de kans op goedkeuring). Zie figuur<br />
2.17.<br />
b De kans op e<strong>en</strong> fout <strong>van</strong> de eerste soort bij e<strong>en</strong> partij met 1% foutieve<br />
product<strong>en</strong> is ongeveer 9% (100 – 91). Zie figuur 2.17.<br />
c De kans op e<strong>en</strong> fout <strong>van</strong> de tweede soort bij e<strong>en</strong> partij met 3%<br />
foutieve product<strong>en</strong> is ongeveer 53%. Zie figuur 2.17.<br />
d De kans op e<strong>en</strong> fout <strong>van</strong> de tweede soort bij e<strong>en</strong> partij met 6%<br />
foutieve product<strong>en</strong> is ongeveer 20%. Zie figuur 2.17.
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
FIGUUR 2.17<br />
2.4 a De kans op e<strong>en</strong> fout <strong>van</strong> de eerste soort bij 6% foutieve product<strong>en</strong> is<br />
35.3% (100%-goedkeuringskans).<br />
Van e<strong>en</strong> fout <strong>van</strong> de tweede soort kan m<strong>en</strong> in dit geval niet sprek<strong>en</strong>. E<strong>en</strong><br />
fout <strong>van</strong> de tweede soort treedt immers op als e<strong>en</strong> ‘slechte’ partij wordt<br />
goedgekeurd. E<strong>en</strong> partij met 6% foutieve product<strong>en</strong> is niet ‘slecht’.<br />
FIGUUR 2.18<br />
23
Kwaliteitszorg<br />
b<br />
FIGUUR 2.19<br />
c<br />
FIGUUR 2.20<br />
d Bij 100%-keuring zijn er ge<strong>en</strong> risico’s voor leverancier <strong>en</strong> afnemer. De<br />
kans op e<strong>en</strong> onjuiste beslissing is 0.<br />
e Het afnemersrisico, d.w.z. de kans op goedkeuring <strong>van</strong> partij<strong>en</strong> met<br />
meer dan 6% foutieve product<strong>en</strong> is het grootst voor keuring met n = 50,<br />
c = 3. Zie figuur 2.21.<br />
Het leveranciersrisico, d.w.z. de kans op afkeuring <strong>van</strong> partij<strong>en</strong> met 6%<br />
of minder foutieve product<strong>en</strong>, is het groots bij keuring met n = 50, c = 2.<br />
Zie figuur 2.21.
Leere<strong>en</strong>heid 2 <strong>Method<strong>en</strong></strong> <strong>en</strong> techniek<strong>en</strong> <strong>van</strong> <strong>kwaliteitszorg</strong><br />
FIGUUR 2.21<br />
2.5 De Pareto-analyse is e<strong>en</strong> kwantitatieve analyse, gericht op het ord<strong>en</strong><strong>en</strong><br />
<strong>van</strong> fout<strong>en</strong> naar belangrijkheid. Bij het visgraatdiagram gaat het om het<br />
inv<strong>en</strong>tariser<strong>en</strong> <strong>van</strong> mogelijke oorzaak-gevolg-relaties.<br />
E<strong>en</strong> visgraatdiagram is e<strong>en</strong> kwalitatief hulpmiddel.<br />
2.6 Via de Pareto-analyse krijgt m<strong>en</strong> inzicht in de om<strong>van</strong>g <strong>van</strong> het type<br />
afwijking (in frequ<strong>en</strong>tie <strong>van</strong> voorkom<strong>en</strong>, kost<strong>en</strong>, productieverlies e.d.).<br />
E<strong>en</strong> logische stap is om na e<strong>en</strong> dergelijke analyse in eerste instantie die<br />
aspect<strong>en</strong> nader te onderzoek<strong>en</strong> die de hoogste score hebb<strong>en</strong> gehaald.<br />
Het is dus beter om eerst e<strong>en</strong> Pareto-analyse uit te voer<strong>en</strong> <strong>en</strong> daarna pas<br />
e<strong>en</strong> visgraatdiagram op te stell<strong>en</strong>.<br />
25