Pintura automatizada Dürr - Mecatrônica Atual
Pintura automatizada Dürr - Mecatrônica Atual
Pintura automatizada Dürr - Mecatrônica Atual

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
supervisão<br />
técnicos da área, que o tempo médio para<br />
este tipo de atendimento ficava em torno<br />
de 20 minutos.<br />
<strong>Atual</strong>mente, com a implantação desta<br />
conversão das variáveis para o tipo global,<br />
é necessário forçar apenas um ponto em<br />
uma task já definida (MS_018) para que<br />
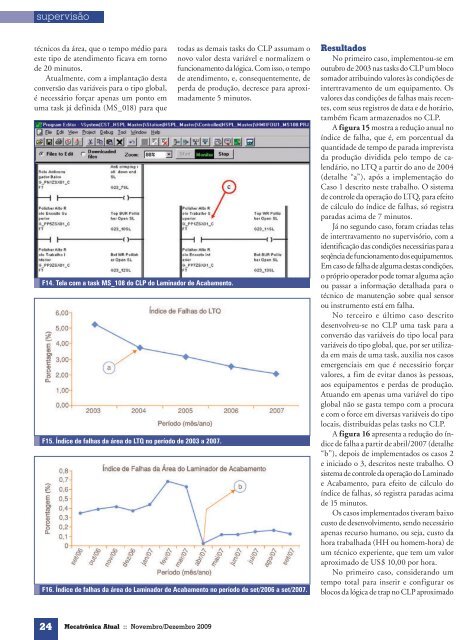
F14. Tela com a task MS_108 do CLP do Laminador de Acabamento.<br />
F15. Índice de falhas da área do LTQ no período de 2003 a 2007.<br />
24 <strong>Mecatrônica</strong> <strong>Atual</strong> :: Novembro/Dezembro 2009<br />
todas as demais tasks do CLP assumam o<br />
novo valor desta variável e normalizem o<br />
funcionamento da lógica. Com isso, o tempo<br />
de atendimento, e, consequentemente, de<br />
perda de produção, decresce para aproximadamente<br />
5 minutos.<br />
F16. Índice de falhas da área do Laminador de Acabamento no período de set/2006 a set/2007.<br />
Resultados<br />
No primeiro caso, implementou-se em<br />
outubro de 2003 nas tasks do CLP um bloco<br />
somador atribuindo valores às condições de<br />
intertravamento de um equipamento. Os<br />
valores das condições de falhas mais recentes,<br />
com seus registros de data e de horário,<br />
também ficam armazenados no CLP.<br />
A figura 15 mostra a redução anual no<br />
índice de falha, que é, em porcentual da<br />
quantidade de tempo de parada imprevista<br />
da produção dividida pelo tempo de calendário,<br />
no LTQ a partir do ano de 2004<br />
(detalhe “a”), após a implementação do<br />
Caso 1 descrito neste trabalho. O sistema<br />
de controle da operação do LTQ, para efeito<br />
de cálculo do índice de falhas, só registra<br />
paradas acima de 7 minutos.<br />
Já no segundo caso, foram criadas telas<br />
de intertravamento no supervisório, com a<br />
identificação das condições necessárias para a<br />
seqência de funcionamento dos equipamentos.<br />
Em caso de falha de alguma destas condições,<br />
o próprio operador pode tomar alguma ação<br />
ou passar a informação detalhada para o<br />
técnico de manutenção sobre qual sensor<br />
ou instrumento está em falha.<br />
No terceiro e último caso descrito<br />
desenvolveu-se no CLP uma task para a<br />
conversão das variáveis do tipo local para<br />
variáveis do tipo global, que, por ser utilizada<br />
em mais de uma task, auxilia nos casos<br />
emergenciais em que é necessário forçar<br />
valores, a fim de evitar danos às pessoas,<br />
aos equipamentos e perdas de produção.<br />
Atuando em apenas uma variável do tipo<br />
global não se gasta tempo com a procura<br />
e com o force em diversas variáveis do tipo<br />
locais, distribuídas pelas tasks no CLP.<br />
A figura 16 apresenta a redução do índice<br />
de falha a partir de abril/2007 (detalhe<br />
“b”), depois de implementados os casos 2<br />
e iniciado o 3, descritos neste trabalho. O<br />
sistema de controle da operação do Laminado<br />
e Acabamento, para efeito de cálculo do<br />
índice de falhas, só registra paradas acima<br />
de 15 minutos.<br />
Os casos implementados tiveram baixo<br />
custo de desenvolvimento, sendo necessário<br />
apenas recurso humano, ou seja, custo da<br />
hora trabalhada (HH ou homem-hora) de<br />
um técnico experiente, que tem um valor<br />
aproximado de US$ 10,00 por hora.<br />
No primeiro caso, considerando um<br />
tempo total para inserir e configurar os<br />
blocos da lógica de trap no CLP aproximado