Scania World Millennium
Scania World Millennium
Scania World Millennium
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
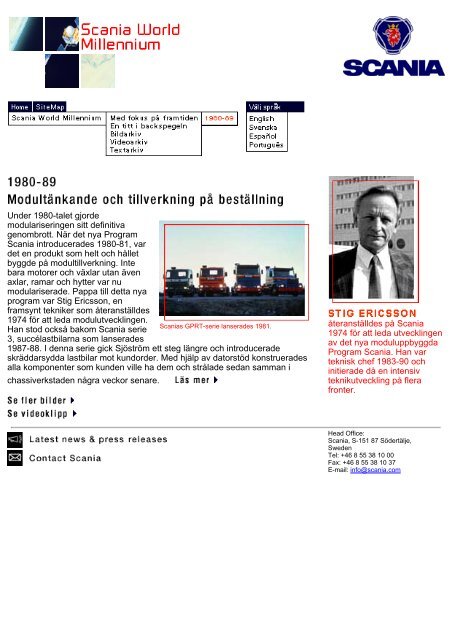
Under 1980-talet gjordemodulariseringen sitt definitivagenombrott. När det nya Program<strong>Scania</strong> introducerades 1980-81, vardet en produkt som helt och hålletbyggde på modultillverkning. Intebara motorer och växlar utan ävenaxlar, ramar och hytter var numodulariserade. Pappa till detta nyaprogram var Stig Ericsson, enframsynt tekniker som återanställdes1974 för att leda modulutvecklingen.<strong>Scania</strong>s GPRT-serie lanserades 1981.Han stod också bakom <strong>Scania</strong> serie3, succélastbilarna som lanserades1987-88. I denna serie gick Sjöström ett steg längre och introduceradeskräddarsydda lastbilar mot kundorder. Med hjälp av datorstöd konstrueradesalla komponenter som kunden ville ha dem och strålade sedan samman ichassiverkstaden några veckor senare.återanställdes på <strong>Scania</strong>1974 för att leda utvecklingenav det nya moduluppbyggdaProgram <strong>Scania</strong>. Han varteknisk chef 1983-90 ochinitierade då en intensivteknikutveckling på flerafronter.Head Office:<strong>Scania</strong>, S-151 87 Södertälje,SwedenTel: +46 8 55 38 10 00Fax: +46 8 55 38 10 37E-mail: info@scania.com
Under 1980-talet introducerade <strong>Scania</strong> två nya moduluppbyggdalastbilsprogram. En intensiv teknikutveckling på många frontergjorde det även möjligt att tillverka "måttbeställda" lastbilar motkundorder.Under åren 1980-81 introducerades nya Program <strong>Scania</strong>. Programmetomfattade lastbilar inom totalviktsområdet 16-36 ton. Det baserades på enlångtgående modularisering, inte endast av motorer, växellådor, drivaxlaroch slutväxlar, utan också av diverse chassikomponenter, till exempelaxlar, ramar och inte minst hytter. Marknadens krav på ändamålsenligalösningar för olika transportbehov kunde nu mötas, samtidigt somtillverkningsekonomiska krav tillgodosågs. Av ett begränsat antalkomponenter och utrustningsdetaljer kunde <strong>Scania</strong> bygga ett oändligt antallastbilsvarianter.Den nya programmet hade föregåtts av ett planmässigt utvecklingsarbete.Redan 1974 hade avdelningen för långsiktsplanering fått uppdraget attutreda dåvarande och framtida marknadskrav inom olikamarknadssegment. När marknadskraven analyserats kunde en tekniskutveckling, som var av avgörande betydelse för <strong>Scania</strong>s fortsattakonkurrenskraft, inledas. Ansvaret åvilade en framsynt tekniker, StigEricsson, som återvände till <strong>Scania</strong> för att tillträda befattningen som chefför konstruktion och tillverkning av chassier.Två <strong>Scania</strong> anläggningsbilar, en T112 E6x2 och enT112 E6x4 från 1981.<strong>Scania</strong> drev utvecklingen av modulerkonsekvent och målmedvetet.Konstruktörerna underordnade sigdisciplinerat de begränsningar sommodultänkandet onekligen lade på derasfrihet. Arbetet bar rik frukt, vilket inte minstdet nya hyttprogrammet vittnade om. Iprincip ersattes tre olika hytter av enmodulariserad hytttyp. Resultatet blev attkunderna erbjöds en ökad variantrikedomsamtidigt som antalet artiklar i helahyttprogrammet reducerades med 70En <strong>Scania</strong> R92 i Brasilien på 80-talet.procent. Antalet olika plåtdetaljer, somkrävde dyrbara investeringar ipressverktyg, nedbringades till ettminimum och den genomsnittliga arbetstiden per hytt minskade med cirka 30procent.
Med nya Program <strong>Scania</strong> blev ett rationellt modultänkande åter en av hörnstenarna i<strong>Scania</strong>s företagsfilosofi. Tack vara den genomarbetade modulariseringenkännetecknades bilarna av hög kvalitet och kostnadseffektiv tillverkning, vilketbanade väg för förhållandevis höga marginaler och branschens bästa lönsamhet.När nya Program <strong>Scania</strong> introducerats tillträdde Stig Ericsson befattningen somteknisk chef på <strong>Scania</strong>. Stig Ericsson blev en oomstridd ledare för hela den tekniskafunktionen, som han ensam företrädde i divisionsledningen. Han hade ett storttekniskt kunnande. Hans visioner omfattade inte endast produktutvecklingen, utanäven förkortade ledtider i produktutvecklingen, datorstödd konstruktion, flexibelautomatisering i tillverkningen, kortare tid från order till leverans, minskadkapitalbindning i förråd och lager och global samordning. Under hans ledning följdesålunda en intensiv teknisk utveckling på många fronter under hela 1980-talet.I slutet av decenniet, åren 1987-88, introducerade <strong>Scania</strong> serie 3, som utsågs till"Truck of the Year 1989". I 3-serien hade <strong>Scania</strong>s modultänkande utvecklatsytterligare. Det var dessutom möjligt att tillverka "måttbeställda" lastbilar motkundorder.I dialog med en återförsäljare kunde varje kund precisera sina krav och tillsammanskunde de bygga upp en bil - komponent för komponent och detalj för detalj.Resultatet blev att de specificerade en bil som var helt unik! En "måttbeställd" bilmed en unik kombination av komponenter och utrustningsdetaljer. I datorerna brötssedan den unika lastbilsordern ner i sina beståndsdelar, vilket omedelbartresulterade i att bland annat rambalkar, axlar, hytt, transmissioner och motoravropades från komponenttillverkarna för att några veckor senare stråla samman påen bestämd dag i någon av <strong>Scania</strong>s chassiverkstäder.I arbetet med 3-serien hade alla komponenter konstruerats meddatorstöd. Då skapades även annan information i datorerna, tillexempel uppgifter om hur varje komponent ska sättas fast: om det skaborras hål i lastbilarnas ramar, vilka bultar, muttrar och brickor sombehövs och så vidare. Utförandet av lastbilsramarna varierar avsevärtfrån en bil till en annan. Ramarna kan därför inte tillverkas förränlastbilen specificerats. Dels varierar dimensionerna på själva balkarna,men framför allt varierar de hundratals hål som ska borras i ramarnasliv och flänsar. Hålens antal, placering och dimensioner bestäms avbiltyp, motor, växellåda, hytt, axlar, axelavstånd, olikautrustningsdetaljer...I Södertälje stod en högautomatiserad anläggning för borrning av hålfärdig redan 1985. Det var ett 170 meter långt, flexibelttillverkningssystem som kunde arbeta helt obemannat timmar i sträck.Sidobalksämnena anlände från Luleå någon dag innan hålen skulleborras. När det var dags att påbörja tillverkningen hämtade enautomatisk plockkran rätt sidobalksämnen på ett "plocktorg" ochdatorerna omvandlade automatiskt orderspecifikationen till den unikahålbild som skulle borras på ramarna. Enkelt uttryckt innebar det attom kunden beställde en viss utrustningsdetalj, så borrade maskinernahelt automatiskt passande hål i ramarna. Efter blästring och målningpasserade de sedan vidare in i monteringsverkstaden, där övrigakomponenter fanns på plats.En <strong>Scania</strong> T112 i Argentina.Head Office:<strong>Scania</strong>, S-151 87 Södertälje,SwedenTel: +46 8 55 38 10 00Fax: +46 8 55 38 10 37E-mail: info@scania.com