Scania World Millennium
Scania World Millennium
Scania World Millennium
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
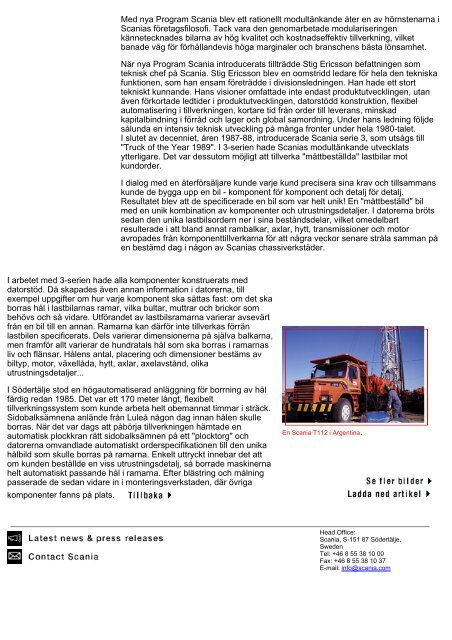
Med nya Program <strong>Scania</strong> blev ett rationellt modultänkande åter en av hörnstenarna i<strong>Scania</strong>s företagsfilosofi. Tack vara den genomarbetade modulariseringenkännetecknades bilarna av hög kvalitet och kostnadseffektiv tillverkning, vilketbanade väg för förhållandevis höga marginaler och branschens bästa lönsamhet.När nya Program <strong>Scania</strong> introducerats tillträdde Stig Ericsson befattningen somteknisk chef på <strong>Scania</strong>. Stig Ericsson blev en oomstridd ledare för hela den tekniskafunktionen, som han ensam företrädde i divisionsledningen. Han hade ett storttekniskt kunnande. Hans visioner omfattade inte endast produktutvecklingen, utanäven förkortade ledtider i produktutvecklingen, datorstödd konstruktion, flexibelautomatisering i tillverkningen, kortare tid från order till leverans, minskadkapitalbindning i förråd och lager och global samordning. Under hans ledning följdesålunda en intensiv teknisk utveckling på många fronter under hela 1980-talet.I slutet av decenniet, åren 1987-88, introducerade <strong>Scania</strong> serie 3, som utsågs till"Truck of the Year 1989". I 3-serien hade <strong>Scania</strong>s modultänkande utvecklatsytterligare. Det var dessutom möjligt att tillverka "måttbeställda" lastbilar motkundorder.I dialog med en återförsäljare kunde varje kund precisera sina krav och tillsammanskunde de bygga upp en bil - komponent för komponent och detalj för detalj.Resultatet blev att de specificerade en bil som var helt unik! En "måttbeställd" bilmed en unik kombination av komponenter och utrustningsdetaljer. I datorerna brötssedan den unika lastbilsordern ner i sina beståndsdelar, vilket omedelbartresulterade i att bland annat rambalkar, axlar, hytt, transmissioner och motoravropades från komponenttillverkarna för att några veckor senare stråla samman påen bestämd dag i någon av <strong>Scania</strong>s chassiverkstäder.I arbetet med 3-serien hade alla komponenter konstruerats meddatorstöd. Då skapades även annan information i datorerna, tillexempel uppgifter om hur varje komponent ska sättas fast: om det skaborras hål i lastbilarnas ramar, vilka bultar, muttrar och brickor sombehövs och så vidare. Utförandet av lastbilsramarna varierar avsevärtfrån en bil till en annan. Ramarna kan därför inte tillverkas förränlastbilen specificerats. Dels varierar dimensionerna på själva balkarna,men framför allt varierar de hundratals hål som ska borras i ramarnasliv och flänsar. Hålens antal, placering och dimensioner bestäms avbiltyp, motor, växellåda, hytt, axlar, axelavstånd, olikautrustningsdetaljer...I Södertälje stod en högautomatiserad anläggning för borrning av hålfärdig redan 1985. Det var ett 170 meter långt, flexibelttillverkningssystem som kunde arbeta helt obemannat timmar i sträck.Sidobalksämnena anlände från Luleå någon dag innan hålen skulleborras. När det var dags att påbörja tillverkningen hämtade enautomatisk plockkran rätt sidobalksämnen på ett "plocktorg" ochdatorerna omvandlade automatiskt orderspecifikationen till den unikahålbild som skulle borras på ramarna. Enkelt uttryckt innebar det attom kunden beställde en viss utrustningsdetalj, så borrade maskinernahelt automatiskt passande hål i ramarna. Efter blästring och målningpasserade de sedan vidare in i monteringsverkstaden, där övrigakomponenter fanns på plats.En <strong>Scania</strong> T112 i Argentina.Head Office:<strong>Scania</strong>, S-151 87 Södertälje,SwedenTel: +46 8 55 38 10 00Fax: +46 8 55 38 10 37E-mail: info@scania.com