Rieter İplikçilik El Kitabı
Rieter İplikçilik El Kitabı
Rieter İplikçilik El Kitabı

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Şekil 28’de görüldüğü gibi, kovadan (1) beslenen bir cer şeridi<br />
çekim düzeneğine (2) geçer, burada 100 – 200 arasında<br />
çekime uğrar. Çıkan elyaf demeti daha sonra hemen çekim<br />
düzeneğini takiben yerleştirilmiş iki hava jetine (3 ve 4)<br />
doğru ilerler. İkinci jet (4) esas yalancı büküm elemanıdır.<br />
Bu jette 2 milyon dev/dak’dan daha fazla açısal hız ile oluşturulan<br />
hava girdabı elyafa büküm verir, elyaf demeti jetin içinde<br />
yaklaşık 250 000 dev/dak. hızlarına ulaşan dönme hızıyla<br />
vidaya benzer yol izler. Sıkıştırılmış hava, yalancı büküm elemanının<br />
ana kanalına girerken ses hızına ulaşır. Bu dönme<br />
hareketi esnasında eksenel kuvvetler çok düşük olduğundan<br />
iplikte sadece düşük bir gerginlik oluşur.<br />
Girdabın tork yaratma olasılığı o kadar yüksektir ki iplikteki<br />
büküm çekim düzeneğine kadar geri gelir. Bu sebeple pratikte<br />
elyaf tutamı ön silindirlerden çıkar çıkmaz tam dönme<br />
hızına ivmelendirilir. İpliği bir arada tutan kenar lifleri azınlıktadır.<br />
İşlemsel sebeplerle bu liflerin tüm iplik kütlesindeki<br />
oranı %5i geçmez. Bu kenar lifleri, yalancı büküme sahip<br />
özdeki liflerin büküm yönüyle aynı yönde görece çok düşük<br />
büküme, ya da hatta tam tersi yönde biraz büküme sahip<br />
olabilir. Bu, kısmen tutamın kıstırma noktasından yaygın bir<br />
formda geçmesiyle ama genelde birinci jette (3) ikinci jetteki<br />
(4) girdaba ters yönde girdap oluşturarak sağlanır.<br />
Aslında yoğunluk açısından birinci jetteki girdap ikincidekine<br />
göre daha zayıftır ve gerçekten özdeki lifleri etkileyemez<br />
ama kenardaki liflerin demetin bir ucundan dışarı çıkmasını<br />
engeller. Birinci girdap ikinci jetin dönüşüne ters yönde davrandığı<br />
için kenardaki liflerin ipliğin merkezine doğru bükülmesini<br />
engeller ve hatta özdeki liflerin etrafına aksi yönde<br />
bükebilir. <strong>El</strong>yaf ikinci jetten geçerken aşağıda belirtilenler<br />
gerçekleşir.<br />
Jet (4) tarafından verilen büküm yalancı büküm kuralları çerçevesinde<br />
sıfırlanır. Merkezdeki liflerde, yani liflerin çoğunluğunda,<br />
hiç büküm yoktur; bu lifler paralel bir şekilde durmaktadır.<br />
Diğer yandan yalancı büküm kanunu çerçevesinde<br />
kenardaki lifler (ki bunlarda önceden hiç büküm yoktur, yada<br />
düşük hatta tersi yönde büküm vardır) jet’in (4) dönüş yönüyle<br />
aynı yönde büküm alır; bu sebeple bu lifler paralel elyaf<br />
demetinin etrafına sarılır. Lifleri birbirine bağlar ve kohezyonu<br />
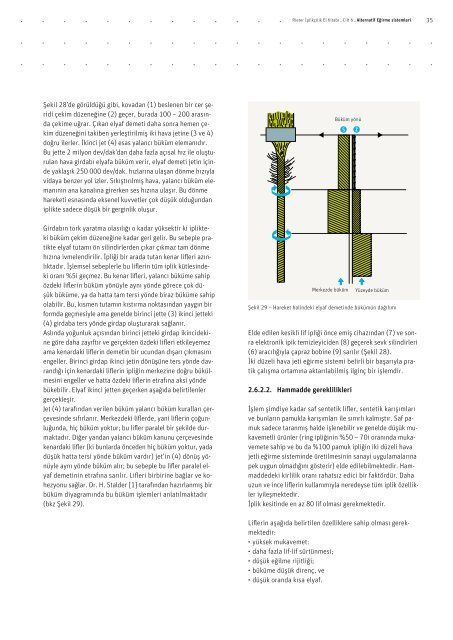
sağlar. Dr. H. Stalder [1] tarafından hazırlanmış bir<br />
büküm diyagramında bu büküm işlemleri anlatılmaktadır<br />
(bkz Şekil 29).<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Büküm yönü<br />
Merkezde büküm<br />
S Z<br />
Şekil 29 – Hareket halindeki elyaf demetinde bükümün dağılımı<br />
<strong>El</strong>de edilen kesikli lif ipliği önce emiş cihazından (7) ve sonra<br />
elektronik ipik temizleyiciden (8) geçerek sevk silindirleri<br />
(6) aracılığıyla çapraz bobine (9) sarılır (Şekil 28).<br />
İki düzeli hava jeti eğirme sistemi belirli bir başarıyla pratik<br />
çalışma ortamına aktarılabilmiş ilginç bir işlemdir.<br />
2.6.2.2. Hammadde gereklilikleri<br />
Yüzeyde büküm<br />
İşlem şimdiye kadar saf sentetik lifler, sentetik karışımları<br />
ve bunların pamukla karışımları ile sınırlı kalmıştır. Saf pamuk<br />
sadece taranmış halde işlenebilir ve genelde düşük mukavemetli<br />
ürünler (ring ipliğinin %50 – 70i oranında mukavemete<br />
sahip ve bu da %100 pamuk ipliğin iki düzeli hava<br />
jetli eğirme sisteminde üretilmesinin sanayi uygulamalarına<br />
pek uygun olmadığını gösterir) elde edilebilmektedir. Hammaddedeki<br />
kirlilik oranı rahatsız edici bir faktördür. Daha<br />
uzun ve ince liflerin kullanımıyla neredeyse tüm iplik özellikler<br />
iyileşmektedir.<br />
İplik kesitinde en az 80 lif olması gerekmektedir.<br />
Liflerin aşağıda belirtilen özelliklere sahip olması gerekmektedir:<br />
• yüksek mukavemet:<br />
• daha fazla lif-lif sürtünmesi;<br />
• düşük eğilme rijitliği;<br />
• büküme düşük direnç, ve<br />
• düşük oranda kısa elyaf.<br />
35