Rieter İplikçilik El Kitabı
Rieter İplikçilik El Kitabı
Rieter İplikçilik El Kitabı

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
2.7.3. Hammadde gereksinimleri<br />
Sargı liflerinin nispi olarak oldukça yüksek yüzdeye sahip<br />
olmaları nedeniyle, hava jetli iplik eğirme prosesi 1˝ uzunluktan<br />
itibaren %100 oranında pamuk elyafını eğirmeye uygundur.<br />
İnce iplik numaraları için pamuk lifinin taranması gerekir,<br />
şüphesiz, sentetik elyaf (40 mm’ye kadar) ve pamuk/<br />
sentetik elyaf karışımları da sorunsuz olarak işlenebilir.<br />
Ancak, ring iplikçiliğindeki gibi hemen hemen tüm iplik karakteristikleri<br />
daha ince ve daha uzun lifler kullanılarak iyileştirilir.<br />
Hava jetli iplik eğirme sisteminde, lifler oryantasyonlarını<br />
tüm eğirme prosesi süresince muhafaza ederler. Özellikle öz<br />
lifleri elyaf akış eksenine olan paralelliklerini mutlak korurlar.<br />
Bu nedenle, eğirme sonuçlarının optimizasyonu için, çok<br />
iyi bir şekilde paralelleştirilmiş şeritlerin işlenmesi tavsiye<br />
edilir. Bu, aynı zamanda çekim sisteminin performansının<br />
gelişmesine de yardımcı olur. Bunun anlamı tarama işleminden<br />
sonra üç pasaj cer işleminin yapılmasıdır. Hava jetli iplik<br />
makinalarında toplam çekim sınırlı olduğu için (180 – 220 kat,<br />
teknolojik açıdan) 2.5 ktex inceliğinde ve hatta daha ince iplik<br />
numaraları için daha da ince şeritlerin kullanılması gerekebilir.<br />
2.7.4. Çekim ünitesi<br />
İki düzeli hava jetli iplikçilikte olduğu gibi, hava jetli iplikçilikte<br />
de çekim ünitesi çok önemli bir elemandır. Çok yüksek<br />
üretim hızlarında, çok yüksek Çekimlerin çok düzgün<br />
elyaf akışı ve liflerin mükemmel oryantasyonu ile yapılması<br />
gerekir. Bu amaçları gerçekleştirmek için, gerek <strong>Rieter</strong> ve<br />
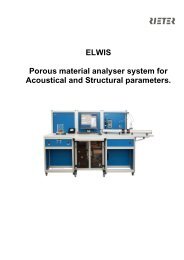
Çıkış<br />
silindiri<br />
Üst<br />
Alt<br />
Apron<br />
silindiri<br />
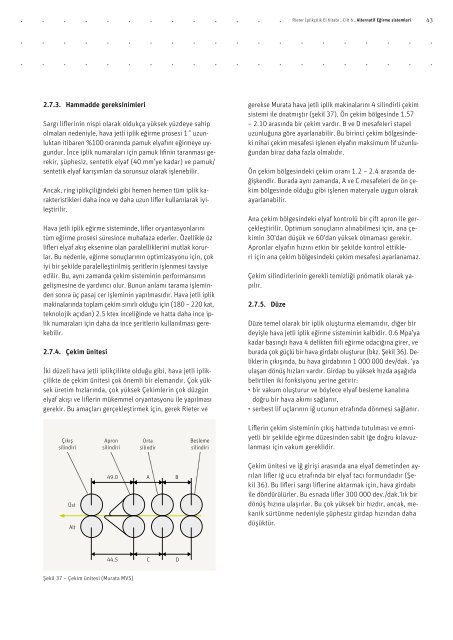
Şekil 37 – Çekim ünitesi (Murata MVS)<br />
Orta<br />
silindir<br />
49.0 A B<br />
44.5 C D<br />
Besleme<br />
silindiri<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
gerekse Murata hava jetli iplik makinalarını 4 silindirli çekim<br />
sistemi ile dnatmıştır (şekil 37). Ön çekim bölgesinde 1.57<br />
– 2.10 arasında bir çekim vardır. B ve D mesafeleri stapel<br />
uzunluğuna göre ayarlanabilir. Bu birinci çekim bölgesindeki<br />
nihai çekim mesafesi işlenen elyafın maksimum lif uzunluğundan<br />
biraz daha fazla olmalıdır.<br />
Ön çekim bölgesindeki çekim oranı 1.2 – 2.4 arasında değişkendir.<br />
Burada aynı zamanda, A ve C mesafeleri de ön çekim<br />
bölgesinde olduğu gibi işlenen materyale uygun olarak<br />
ayarlanabilir.<br />
Ana çekim bölgesindeki elyaf kontrolü bir çift apron ile gerçekleştirilir.<br />
Optimum sonuçların alınabilmesi için, ana çekimin<br />
30’dan düşük ve 60’dan yüksek olmaması gerekir.<br />
Apronlar elyafın hızını etkin bir şekilde kontrol ettikleri<br />
için ana çekim bölgesindeki çekim mesafesi ayarlanamaz.<br />
Çekim silindirlerinin gerekli temizliği pnömatik olarak yapılır.<br />
2.7.5. Düze<br />
Düze temel olarak bir iplik oluşturma elemanıdır, diğer bir<br />
deyişle hava jetli iplik eğirme sisteminin kalbidir. 0.6 Mpa’ya<br />
kadar basınçlı hava 4 delikten fiili eğirme odacığına girer, ve<br />
burada çok güçlü bir hava girdabı oluşturur (bkz. Şekil 36). Deliklerin<br />
çıkışında, bu hava girdabının 1 000 000 dev/dak. ‘ya<br />
ulaşan dönüş hızları vardır. Girdap bu yüksek hızda aşağıda<br />
belirtilen iki fonksiyonu yerine getirir:<br />
• bir vakum oluşturur ve böylece elyaf besleme kanalına<br />
doğru bir hava akımı sağlanır,<br />
• serbest lif uçlarının iğ ucunun etrafında dönmesi sağlanır.<br />
Liflerin çekim sisteminin çıkış hattında tutulması ve emniyetli<br />
bir şekilde eğirme düzesinden sabit iğe doğru kılavuzlanması<br />
için vakum gereklidir.<br />
Çekim ünitesi ve iğ girişi arasında ana elyaf demetinden ayrılan<br />
lifler iğ ucu etrafında bir elyaf tacı formundadır (Şekil<br />
36). Bu lifleri sargı liflerine aktarmak için, hava girdabı<br />
ile döndürülürler. Bu esnada lifler 300 000 dev./dak.’lık bir<br />
dönüş hızına ulaşırlar. Bu çok yüksek bir hızdır, ancak, mekanik<br />
sürtünme nedeniyle şüphesiz girdap hızından daha<br />
düşüktür.<br />
43