Rockwell Software programska oprema - Avtomatika
Rockwell Software programska oprema - Avtomatika
Rockwell Software programska oprema - Avtomatika

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
AVTOMATIKA<br />
Za nakup stroja brez elektro-komandne<br />
in merilno-regulacijske opreme so se<br />
odločili tudi pri domačem opekarskem<br />
podjetju. Od nemškega proizvajalca<br />
opekarske opreme so kupili kolodrob,<br />
izvedbo vodenja in integracijo le-tega v<br />
sistem transportnih poti pa so zaupali<br />
podjetju INEA d.o.o..<br />
Kolodrob, imenovan tudi kolni mlin, je namenjen<br />
drobljenju gline in se v seriji mlinov<br />
za obdelavo gline nahaja kot prvi. S<br />
stališča vodenja in elektro opreme je sestavljen<br />
iz naslednjih delov:<br />
• glavnega pogonskega motorja za pogon<br />
drobilnih valjev (90 kW),<br />
• motorja ventilatorja za hlajenje glavnega<br />
motorja (1,1 kW),<br />
• oljne črpalke,<br />
• pogonskega motorja zbirnega obroča<br />
(7,5 kW),<br />
• glavnega EM ventila vode in zaporedno<br />
vgrajenega dozirnega EM ventila<br />
za regulirano dodajanje vode,<br />
• pomožnega EM ventila vode za ročno<br />
dodajanje vode.<br />
Glino dovajamo v kolodrob preko dovoznega<br />
transporterja, katerega polnijo štirje<br />
dozatorji. Na koncu traku, t.j. tik preden<br />
pade glina v kolodrob, je nameščena loputa<br />
za kontrolo prisotnosti materiala.<br />
Glavni pogonski motor poganja drobilne<br />
valje, ki potiskajo glino skozi sito pod<br />
valji. Motor se napaja preko frekvenčnega<br />
regulatorja, kot rezerva pa je na voljo<br />
Avtor: Peter Nemèek, univ. dipl. inž. el., INEA Domžale<br />
AVTOMATIZACIJA - Izvedba vodenja kolodroba<br />
Izvedba vodenja KOLODROBA<br />
Avtomatizacija v opekarski industriji<br />
AVedno več slovenskih proizvodnih podjetij<br />
se pri posodabljanju proizvodnje z novimi<br />
stroji odloča za nakup le-teh brez elektrokomandne<br />
in merilno-regulacijske opreme.<br />
Vzrok temu so pozni in zelo dragi odzivi tujih<br />
dobaviteljev na razne servisne potrebe. V podjetju<br />
INEA d.o.o. se lahko pohvalimo, da smo od<br />
leta 1980, poleg ostalih sistemov, instalirali<br />
tudi okoli 150 sistemov za vodenje pretežno<br />
diskretnih procesov (predelovalni, montažni in<br />
pakirni stroji, transportne in lakirne linije,<br />
itd.), kar nas uvršča v sam vrh med srednje-evropskimi podjetji za<br />
informatizacijo in vodenje industrijskih procesov.<br />
tudi mehki zagon.<br />
Za hlajenje motorja<br />
se uporablja ventilator<br />
z neodvisnim<br />
pogonom.<br />
Za prenos vrtljajev<br />
iz glavnega motorja<br />
na drobilne valje<br />
skrbi reduktor, ki<br />
motorjevih 50 Hz<br />
pretvori v 13 obr./<br />
min. Tlak olja, ki je<br />
potreben za konstantno<br />
mazanje reduktorja,<br />
zagotavlja<br />
oljna črpalka,<br />
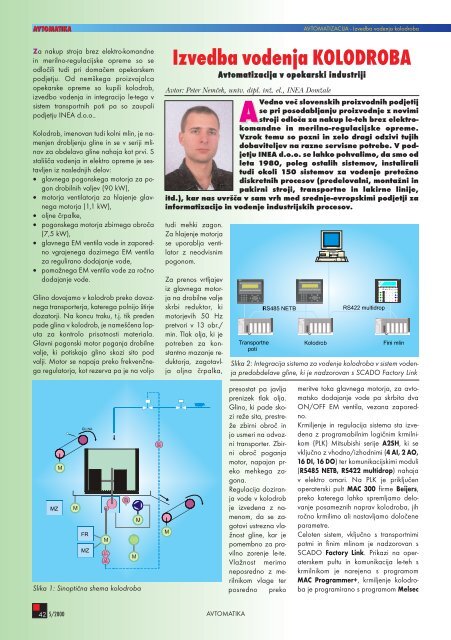
Slika 2: Integracija sistema za vodenje kolodroba v sistem vodenja<br />
predobdelave gline, ki je nadzorovan s SCADO Factory Link<br />
Slika 1: Sinoptična shema kolodroba<br />
presostat pa javlja<br />
prenizek tlak olja.<br />
Glino, ki pade skozi<br />
reže sita, prestreže<br />
zbirni obroč in<br />
jo usmeri na odvozni<br />
transporter. Zbirni<br />
obroč poganja<br />
motor, napajan preko<br />
mehkega zagona.<br />
Regulacija doziranja<br />
vode v kolodrob<br />
je izvedena z namenom,<br />
da se zagotovi<br />
ustrezna vlažnost<br />
gline, kar je<br />
pomembno za pravilno<br />
zorenje le-te.<br />
Vlažnost merimo<br />
neposredno z merilnikom<br />
vlage ter<br />
posredno preko<br />
meritve toka glavnega motorja, za avtomatsko<br />
dodajanje vode pa skrbita dva<br />
ON/OFF EM ventila, vezana zaporedno.<br />
Krmiljenje in regulacija sistema sta izvedena<br />
z programabilnim logičnim krmilnikom<br />
(PLK) Mitsubishi serije A2SH, ki se<br />
vključno z vhodno/izhodnimi (4 AI, 2 AO,<br />
16 DI, 16 DO) ter komunikacijskimi moduli<br />
(RS485 NETB, RS422 multidrop) nahaja<br />
v elektro omari. Na PLK je priključen<br />
operaterski pult MAC 300 firme Beijers,<br />
preko katerega lahko spremljamo delovanje<br />
posameznih naprav kolodroba, jih<br />
ročno krmilimo ali nastavljamo določene<br />
parametre.<br />
Celoten sistem, vključno s transportnimi<br />
potmi in finim mlinom je nadzorovan s<br />
SCADO Factory Link. Prikazi na operaterskem<br />
pultu in komunikacija le-teh s<br />
krmilnikom je narejena s programom<br />
MAC Programmer+, krmiljenje kolodroba<br />
je programirano s programom Melsec<br />
42 5/2000<br />
AVTOMATIKA