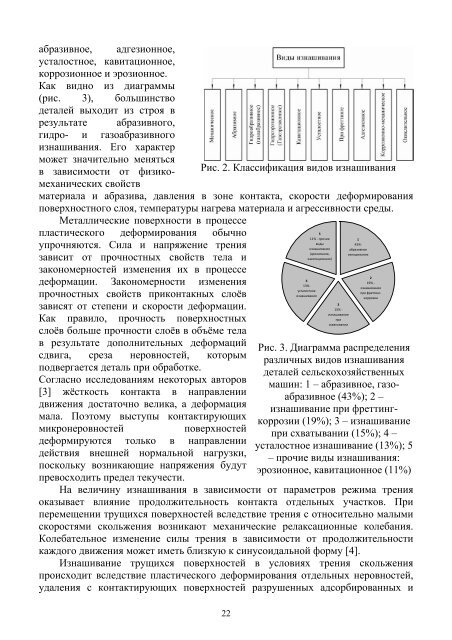
абразивное, адгезионное,усталостное, кавитационное,коррозионное и эрозионное.Как видно из диаграммы(рис. 3), большинстводеталей выходит из строя врезультате абразивного,гидро- и газоабразивногоизнашивания. Его характерможет значительно менятьсяв зависимости от физикомеханическихсвойствРис. 2. Классификация видов изнашиванияматериала и абразива, давления в зоне контакта, скорости деформированияповерхностного слоя, температуры нагрева материала и агрессивности среды.Металлические поверхности в процессепластического деформирования обычноупрочняются. Сила и напряжение трениязависит от прочностных свойств тела изакономерностей изменения их в процесседеформации. Закономерности измененияпрочностных свойств приконтакных слоёвзависят от степени и скорости деформации.Как правило, прочность поверхностныхслоёв больше прочности слоёв в объёме телав результате дополнительных деформацийсдвига, среза неровностей, которымподвергается деталь при обработке.Согласно исследованиям некоторых авторов[3] жёсткость контакта в направлениидвижения достаточно велика, а деформациямала. Поэтому выступы контактирующихмикронеровностейповерхностейдеформируются только в направлениидействия внешней нормальной нагрузки,поскольку возникающие напряжения будутпревосходить предел текучести.511% ‐ прочиевидыизнашивания(эрозионное,кавитационное)413%‐усталостноеизнашивание315% ‐изнашиваниеприсхватывании143%‐абразивноеизнашивание219% ‐изнашиваниепри фреттингкоррозииРис. 3. Диаграмма распределенияразличных видов изнашиваниядеталей сельскохозяйственныхмашин: 1 – абразивное, газоабразивное(43%); 2 –изнашивание при фреттингкоррозии(19%); 3 – изнашиваниепри схватывании (15%); 4 –усталостное изнашивание (13%); 5– прочие виды изнашивания:эрозионное, кавитационное (11%)На величину изнашивания в зависимости от параметров режима тренияоказывает влияние продолжительность контакта отдельных участков. Приперемещении трущихся поверхностей вследствие трения с относительно малымискоростями скольжения возникают механические релаксационные колебания.Колебательное изменение силы трения в зависимости от продолжительностикаждого движения может иметь близкую к синусоидальной форму [4].Изнашивание трущихся поверхностей в условиях трения скольженияпроисходит вследствие пластического деформирования отдельных неровностей,удаления с контактирующих поверхностей разрушенных адсорбированных иISSN 2079.3944. Вісник НТУ “ХПІ». 2012. №44(950)22
окисных плёнок, разрушения металла на отдельных наиболее сближенныхучастках контакта при одновременном протекании окислительных процессов наповерхности трения. Повышение давления или температуры трения до значений,при которых в наиболее сближенных участках контакта металл поверхностногослоя пластически деформируется, приводит сначала к образованию надрывов, азатем к вырыванию частиц металла и переносу их на более прочную поверхностьдругого тела.В диапазоне давлений и скоростей, при которых металл в тонкомповерхностном слое упрочняется и адсорбированная или окисная плёнкиэффективно разделяют трущиеся поверхности, изнашивание деталей происходитза счёт выкрашивания и удаления плёнок, разрушения металла на отдельныхнаиболее сближенных участках контакта, где прочность становитсянедостаточной.В условиях трения при упрочнении металла в тонком поверхностном слоетолщина окисной или адсорбированной плёнок может достичь максимальногозначения, при котором износ трущихся поверхностей становится минимальным.Снижение износа происходит вследствие упрочнения металла при обработке, атакже образования твёрдых плёнок.Нежелательным явлением при трении скольжения является схватывание,зависящее от степени пластичности обрабатываемого материала. Процесссхватывания по мнению П.А. Ребиндера [5] происходит в следующейпоследовательности. В начале на поверхности трения образуются участкиконтакта с рисками, расположенными в направлении контакта. Затем происходитувеличение количества, размеров и глубины рисок. На третьей стадии внаправлении скольжения появляется сравнительно широкий и не глубокий задирс неслившимися между собой бороздками. В дальнейшем задир получаетпоследующее развитие, бороздки сливаются в одно целое, появляются вырывы иперенос частиц металла.Как полагает А.М. Сулима [6], процесс изнашивания можно разделить на тристадии.На первой – происходит изнашивание трущихся поверхностей при малыхскоростях скольжения и под влиянием давления наиболее полно протекаетпластическая деформация металла в тонком поверхностном слое.Во время второй стадии происходит изнашивание в условиях возрастающегоупрочнения металла в активном слое. При этом скорость деформациипревалирует над температурой трения и удаление плёнок компенсируется ихвосстановлением.На третьей стадии изнашивание осуществляется в условиях разупрочнения иповышения пластичности металла в тонком поверхностном слое, при которомтепловое воздействие превалирует над скоростью деформирования.Изучение локальных деформаций и структурных изменений поверхностейтрения имеет большое значение для познания явлений изнашивания, посколькупластическая деформация является тем первичным процессом, который создаётусловия для протекания больших вторичных элементарных процессовизнашивания.ISSN 2079.3944. Вісник НТУ “ХПІ». 2012. №44(950)23
- Page 1 and 2: МІНІСТЕРСТВО ОСВІТ
- Page 3 and 4: УДК 624.04:539.4:519.853ТЕХН
- Page 5 and 6: Расчёт НДС и долгов
- Page 7 and 8: Долговечность конс
- Page 9 and 10: при R 0 16 (кривая 3).
- Page 11 and 12: УДК 629.7.036.001Б. Щ. МАМ
- Page 13 and 14: полном отсутствии
- Page 15: газодинамического
- Page 19 and 20: Согласно выведенно
- Page 21: этапа: образование
- Page 25 and 26: УДК 681.518.3ИНФОРМАЦИ
- Page 27 and 28: програмне забезпеч
- Page 29 and 30: характеризують ста
- Page 31 and 32: ситуацій {K S }, що ві
- Page 33 and 34: Процеси сценарного
- Page 35 and 36: Рис. 3. Узагальнений
- Page 37: ВступДля моделюван
- Page 40 and 41: ТомуGopttH H (3 V V ) tQ Q V V
- Page 42 and 43: является исчерпыва
- Page 44 and 45: выбор частных коэф
- Page 46 and 47: внутри кластеров. В
- Page 48 and 49: 3. Суммарная внутри
- Page 50 and 51: 6x3 0,540780 10,45922 33,84673 0,00
- Page 52 and 53: 23Продолжение табли
- Page 54 and 55: наибольшее примене
- Page 56 and 57: Отримання точних р
- Page 58 and 59: маршрутних мереж м
- Page 60 and 61: моделей маршрутних
- Page 62 and 63: у вільних каналах,
- Page 64 and 65: R 1R1N 2kn1jNXP xk Re. n 1nn210n20N
- Page 66 and 67: Разработка методов
- Page 68 and 69: проблем в протипож
- Page 70 and 71: Таблиця 2- Стан поже
- Page 72 and 73:
УДК 579.61ТЕХНОЛОГИИ
- Page 74 and 75:
Перелік найпопуляр
- Page 76 and 77:
штамів, які є їх осн
- Page 78 and 79:
Микробиол. журн. 2002.
- Page 80 and 81:
превышением предел
- Page 82 and 83:
водопользования, п
- Page 84 and 85:
концентрацию либо
- Page 86 and 87:
серпня 2009 р. за № 767/
- Page 88 and 89:
Анализ последних и
- Page 90 and 91:
Подобная инертност
- Page 92 and 93:
В то же время изопр
- Page 94 and 95:
N-Ацетокси-N-метокси
- Page 96 and 97:
Ключові слова: N-хло
- Page 98 and 99:
MeO 2COAcNOMeMeOHt-BuOHMeO 2COMeNOM
- Page 100 and 101:
алкоксимочевин тре
- Page 102 and 103:
H(2b)…O(1) 2,21 Å, которы
- Page 104 and 105:
диалкокси-N'-арилмо
- Page 106 and 107:
упарили в вакууме 25
- Page 108 and 109:
(6H, NOCHMe 2 , 3 J = 6,4 Гц), 3,
- Page 110 and 111:
9,48 (с 1H, NH), 9,93 (с, 1H, NHO
- Page 112 and 113:
Выводы: Таким образ
- Page 114 and 115:
Ключевые слова: ник
- Page 116 and 117:
аккумуляторов, %; ω[N
- Page 118 and 119:
2. С повышение темпе
- Page 120 and 121:
К- коэффициент гран
- Page 122 and 123:
Данные погрешности
- Page 124 and 125:
очистки от величин
- Page 126 and 127:
S 2 = 10,55рН 3 - 226,5рН 2 + 1
- Page 128 and 129:
природних вод, є по
- Page 130 and 131:
Алколін-МХ, Алколін
- Page 132 and 133:
Як видно із таблиці
- Page 134 and 135:
МПА-А-1МПА-А-2МПА-ДМ-1
- Page 136 and 137:
Розроблено спосіб
- Page 138 and 139:
производства полик
- Page 140 and 141:
кремния от 50 до 300 м
- Page 142 and 143:
В процессе водород
- Page 144 and 145:
10 -12 10 - 11 c [5]. Это об
- Page 146 and 147:
продиффундировавш
- Page 148 and 149:
Emets B., Almazova E. // Bulletin o
- Page 150 and 151:
nw n KБыли сделаны вы
- Page 152 and 153:
y methods of pressure casting for p
- Page 154 and 155:
составляет 32000 л/(м 2
- Page 156 and 157:
В дальнейшем необх
- Page 158 and 159:
Следует отметить в
- Page 160 and 161:
Развитие гигиениче
- Page 162 and 163:
ЗМІСТЛяшенко О. А.,
- Page 164:
НАУКОВЕ ВИДАННЯВІС