

SampleChapter_TBG_POLNISCH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
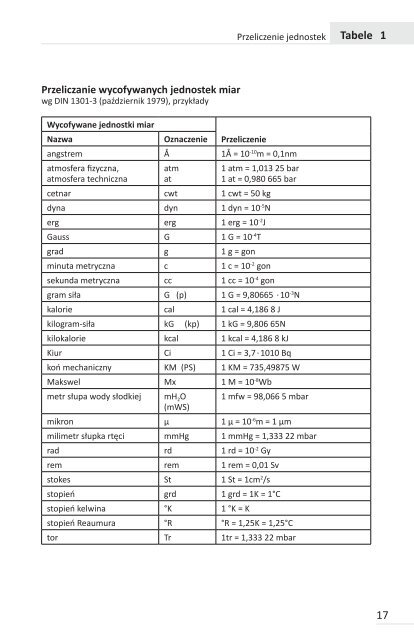
Przeliczenie jednostek<br />
Tabele 1<br />
Przeliczanie wycofywanych jednostek miar<br />
wg DIN 1301-3 (październik 1979), przykłady<br />
Wycofywane jednostki miar<br />
Nazwa<br />
Oznaczenie<br />
Przeliczenie<br />
angstrem Å 1Å = 10 -10 m = 0,1nm<br />
atmosfera fizyczna,<br />
atmosfera techniczna<br />
atm<br />
at<br />
1 atm = 1,013 25 bar<br />
1 at = 0,980 665 bar<br />
cetnar cwt 1 cwt = 50 kg<br />
dyna dyn 1 dyn = 10 -5 N<br />
erg erg 1 erg = 10 -2 J<br />
Gauss G 1 G = 10 -4 T<br />
grad g 1 g = gon<br />
minuta metryczna c 1 c = 10 -2 gon<br />
sekunda metryczna cc 1 cc = 10 -4 gon<br />
gram siła G (p) 1 G = 9,80665 · 10 -3 N<br />
kalorie cal 1 cal = 4,186 8 J<br />
kilogram-siła kG (kp) 1 kG = 9,806 65N<br />
kilokalorie kcal 1 kcal = 4,186 8 kJ<br />
Kiur Ci 1 Ci = 3,7 · 1010 Bq<br />
koń mechaniczny KM (PS) 1 KM = 735,49875 W<br />
Makswel Mx 1 M = 10 -8 Wb<br />
metr słupa wody słodkiej<br />
mH 2 O<br />
(mWS)<br />
1 mfw = 98,066 5 mbar<br />
mikron µ 1 µ = 10 -6 m = 1 µm<br />
milimetr słupka rtęci mmHg 1 mmHg = 1,333 22 mbar<br />
rad rd 1 rd = 10 -2 Gy<br />
rem rem 1 rem = 0,01 Sv<br />
stokes St 1 St = 1cm 2 /s<br />
stopień grd 1 grd = 1K = 1°C<br />
stopień kelwina °K 1 °K = K<br />
stopień Reaumura °R °R = 1,25K = 1,25°C<br />
tor Tr 1tr = 1,333 22 mbar<br />
17
Znaki BHP<br />
Energia, Ochrona środowiska, BHP 2<br />
Znaki BHP wg PN EN ISO 7010:2012-10 i ASR A 1.3: 2013<br />
Znaki ostrzegawcze<br />
Ogólny znak<br />
ostrzegawczy<br />
Ostrzeżenie<br />
przed<br />
substancjami<br />
łatwopalnymi<br />
Ostrzeżenie<br />
przed niebezpieczeństwem<br />
wybuchu<br />
Ostrzeżenie<br />
przed<br />
materiałami<br />
toksycznymi<br />
Ostrzeżenie<br />
przed materiałami<br />
żrącymi<br />
Ostrzeżenie przed<br />
materiałami<br />
radioaktywnymi<br />
lub promieniowaniem<br />
jonizującym<br />
Ostrzeżenie<br />
przed<br />
substancjami o<br />
właściwościach<br />
utleniających<br />
Ostrzeżenie<br />
przed silnym<br />
polem magnetycznym<br />
Ostrzeżenie<br />
przed napięciem<br />
elektrycznym<br />
Ostrzeżenie<br />
przed promieniowaniem<br />
optycznym<br />
Ostrzeżenie<br />
przed wiązką<br />
laserową<br />
Ostrzeżenie przed<br />
promieniowaniem<br />
jonizującym<br />
Ostrzeżenie<br />
przed butlami<br />
pod ciśnieniem<br />
Ostrzeżenie<br />
przed ładowaniem<br />
baterii<br />
Ostrzeżenie<br />
przed niską<br />
temperaturą/<br />
warunkami<br />
zamarzania<br />
Ostrzeżenie<br />
przed<br />
skażeniami<br />
biologicznymi<br />
Ostrzeżenie<br />
przed<br />
substancjami<br />
żrącymi<br />
Ostrzeżenie<br />
przed gorącą<br />
powierzchnią<br />
Ostrzeżenie<br />
przed wiszącym<br />
ciężarem<br />
Ostrzeżenie<br />
przed<br />
urządzeniami<br />
do transportu<br />
poziomego<br />
Ostrzeżenie<br />
przed niebezpieczeństwem<br />
potknięcia się<br />
Ostrzeżenie<br />
przed<br />
spadnięciem<br />
(upadkiem)<br />
Ostrzeżenie<br />
przed śliską<br />
powierzchnią<br />
Ostrzeżenie przed<br />
spadającymi<br />
elementami<br />
Ostrzeżenie<br />
przed<br />
atmosferą<br />
wybuchową<br />
Ostrzeżenie<br />
przed zgnieceniem<br />
bocznym<br />
Ostrzeżenie<br />
przed automatycznym<br />
uruchamianiem<br />
się<br />
Ostrzeżenie<br />
przed ostrymi<br />
elementami<br />
Ostrzeżenie<br />
przed zgnieceniem<br />
dłoni<br />
Ostrzeżenie<br />
przed ruchomymi<br />
rolkami<br />
41
2 Energia, Ochrona środowiska, BHP<br />
Znaki BHP<br />
Znaki BHP wg PN EN ISO 7010:2012-10 i ASR A 1.3: 2013<br />
Znaki nakazu<br />
Ogólny znak<br />
nakazu<br />
Nakaz stosowania<br />
ochrony oczu<br />
Nakaz stosowania<br />
ochrony<br />
głowy<br />
Nakaz stosowania<br />
ochrony<br />
słuchu<br />
Nakaz stosowania<br />
ochrony dróg<br />
oddechowych<br />
Nakaz stosowania<br />
ochrony stóp<br />
Nakaz stosowania<br />
ochrony rąk<br />
Nakaz stosowania<br />
odzieży<br />
ochronnej<br />
Nakaz stosowania<br />
ochrony<br />
twarzy<br />
Nakaz stosowania<br />
pasów<br />
bezpieczeństwa<br />
Nakaz przechodzenia<br />
w<br />
oznakowanym<br />
miejscu<br />
Nakaz stosowania<br />
szelek<br />
bezpieczeństwa<br />
Nakaz<br />
przechodzenia<br />
pomostem<br />
Nakaz odłączenia<br />
urządzenia od<br />
sieci elektrycznej<br />
Odłącz przed<br />
przystąpieniem<br />
do konserwacji<br />
lub naprawy<br />
Nakaz stosowania<br />
fartucha<br />
ochronnego<br />
Nakaz używania<br />
sygnału<br />
dźwiękowego<br />
Przeczytaj<br />
instrukcję<br />
Znaki ewakuacyjne<br />
Kierunek drogi ewakuacyjnej (strzałka<br />
nie jest znakiem objętym)<br />
Pierwsza pomoc Nosze Prysznic<br />
bezpieczeństwa<br />
Prysznic do<br />
przemywania<br />
oczu<br />
Telefon alarmowy<br />
do wezwania<br />
1-szej pomocy<br />
Lekarz Defibrylator Drzwi ewakuacyjne<br />
w prawo<br />
Drzwi ewakuacyjne<br />
w lewo<br />
Miejsce zbiórki<br />
ewakuowanych<br />
Sprzęt ratunkowy<br />
osiągalny po<br />
zbiciu szyby<br />
Okno ewakuacyjne<br />
z drabiną<br />
z lewej<br />
Okno ewakuacyjne<br />
z drabiną z<br />
prawej<br />
Okno ratunkowe<br />
Wyjscie<br />
ewakuacyjne<br />
Ogólnodostępny<br />
sprzęt ratunkowy<br />
42
Znaki BHP<br />
Energia, Ochrona środowiska, BHP 2<br />
Znaki BHP wg PN EN ISO 7010:2012-10 i ASR A 1.3: 2013<br />
Znaki ochrony przeciwpożarowej<br />
Kierunek do miejsca rozmieszczenia<br />
sprzętu pożarniczego lub urządzenia<br />
Hydrant wewnętrzny<br />
Drabina<br />
pożarowa<br />
Gaśnica Telefon do<br />
użycia w stanie<br />
zagrożenia<br />
Zestaw sprzętu<br />
ochrony przeciwpożarowej<br />
Alarm pożarowy<br />
Znaki łączone<br />
Znaki łączone : „ wyjście awaryjne”<br />
i wskazanie kierunku drogi<br />
ewakuacyjnej<br />
Kierunek do wyjścia ewakuacyjnego<br />
schodami w dół w prawo<br />
a) Kierunek do wyjścia ewakuacyjnego<br />
schodami w górę w prawo<br />
b) Przejść wolną powierzchnię skosem<br />
w prawo<br />
Kierunek do wyjścia ewakuacyjnego<br />
schodami w dół w lewo<br />
a) Kierunek do wyjścia ewakuacyjnego<br />
schodami w górę w lewo<br />
b) Przejść wolną powierzchnię skosem<br />
w lewo<br />
a) Kierunek prosto<br />
b) Kierunek do wyjścia drogi ewakuacyjnej<br />
w górę<br />
c) Kierunek schodami prosto w górę<br />
Kierunek do wyjścia ewakuacyjnego<br />
w prawo<br />
Kierunek do wyjścia ewakuacyjnego<br />
w lewo<br />
Kierunek drogi ewakuacyjnej w dół<br />
Wstęp<br />
wzbroniony<br />
Stosuj<br />
ochronę<br />
słuchu<br />
Stosuj<br />
ochronę<br />
słuchu<br />
Stosuj<br />
ochronę<br />
głowy<br />
Chroń głowę<br />
43
2 Energia, Ochrona środowiska, BHP<br />
Zasady Bezpieczeństwa i Higieny Pracy<br />
44<br />
Przegląd przepisów BHP<br />
––<br />
Ustawa z dnia 13 kwietnia 2007 r z późniejszymi zmianami<br />
o Pań stwowej Inspekcji Pracy.<br />
––<br />
Ustawa z dnia 14 marca 1985 r o Państwowej Inspekcji Sanitarnej.<br />
––<br />
Ustawa z dnia 26 czerwca 1974 r. z późniejszymi zmianami –<br />
Kodeks pracy, dział dziesiąty – Bezpieczeństwo i Higiena Pracy:<br />
W odlewnictwie szczególnie istotnymi są poniższe uregulowania<br />
prawne:<br />
––<br />
Dyrektywa Rady 89/656/EWG z dnia 30 listopada 1989 r. w<br />
sprawie minimalnych wymagań w dziedzinie bezpieczeństwa<br />
i ochrony zdrowia pracowników korzystających z wyposażenia<br />
ochronnego.<br />
––<br />
Dyrektywa 2004/37/WE Parlamentu Europejskiego i Rady z<br />
dnia 29 kwietnia 2004 r. w sprawie ochrony pracowników przed<br />
zagrożeniem dotyczącym narażenia na działanie czynników rakotwórczych<br />
lub mutagenów podczas pracy.<br />
––<br />
Dyrektywa Rady 98/24/WE z dnia 7 kwietnia 1998 r. w sprawie<br />
ochrony zdrowia i bezpieczeństwa pracowników przed ryzykiem<br />
związanym ze środkami chemicznymi w miejscu pracy.<br />
––<br />
Dyrektywa 99/92/WE Parlamentu Europejskiego i Rady z dnia 16<br />
grudnia 1999 r. w sprawie minimalnych wymagań dotyczących<br />
bezpieczeństwa i ochrony zdrowia pracowników zatrudnionych<br />
na stanowiskach pracy, na których może wystąpić atmosfera<br />
wybuchowa.<br />
––<br />
Dyrektywa 2002/44/WE Parlamentu Europejskiego i Rady z dnia<br />
25 czerwca 2002 r. w sprawie minimalnych wymagań w zakresie<br />
ochrony zdrowia i bezpieczeństwa dotyczących narażenia pracowników<br />
na ryzyko spowodowane czynnikami fizycznymi (wibracji).<br />
––<br />
Dyrektywa 2003/10/WE Parlamentu Europejskiego i rady z dnia<br />
6 lutego 2003 r. w sprawie minimalnych wymagań w zakresie<br />
ochrony zdrowia i bezpieczeństwa dotyczących narażenia pracowników<br />
na ryzyko spowodowane czynnikami fizycznymi (hałasem).<br />
––<br />
Dyrektywa 2013/35/UE Parlamentu Europejskiego i Rady z dnia<br />
26 czerwca 2013 r. w sprawie minimalnych wymagań w zakresie<br />
ochrony zdrowia i bezpieczeństwa dotyczących narażenia pracowników<br />
na zagrożenia spowodowane czynnikami fizycznymi (pola<br />
elektromagnetyczne).<br />
––<br />
Rozporządzenie (WE) nr 1907/2006 Parlamentu Europejskiego<br />
i Rady z 18 grudnia 2006 r. w sprawie rejestracji, oceny, udziela-
2 Energia, Ochrona środowiska, BHP<br />
Oznakowanie substancji<br />
niebezpiecznych<br />
Materiały<br />
wybuchowe/<br />
mieszaniny i<br />
wyroby z<br />
materiałami<br />
wybuchowymi<br />
Klasyfikacja Oznaczenie<br />
Zagrożenie<br />
Kod Piktogram Słowo<br />
Wskazanie rodzaju zagrożenia<br />
klasa kategoria<br />
Kod<br />
sygnalizujące<br />
Kod Zwrot<br />
wybuchowy,<br />
niestabilny<br />
Unst. Expl.<br />
H200 Wybuchowy niestabilny<br />
podklasa 1.1 podklasa 1.2 Expl. 1.1 Expl. 1.2 GHS01<br />
niebezpie- czeństwo<br />
H201 H202 Wybuchowy; zagrożenie wybuchem masowym<br />
Wybuchowy; poważne zagrożenie rozrzutem<br />
podklasa 1.3 Expl. 1.3<br />
Wybuchowy; zagrożenie pożarem, wybuchem<br />
H203<br />
lub rozrzutem<br />
podklasa 1.4 Expl. 1.4 uwaga H204 Zagrożenie pożarem, wybuchem lub rozrzutem<br />
podklasa 1.5 Expl. 1.5<br />
Nie ma<br />
piktogramu<br />
niebezpieczeństwo<br />
H205 Zagrożenie wybuchem pożarem, wybuchem masowym lub podczas rozrzutem pożaru<br />
podklasa 1.6 Expl. 1.6 – – Brak wskazania zagrożenia<br />
1A gaz łatwopalny Flam.<br />
Gas 1A<br />
H220 Skrajnie łatwopalny gaz<br />
Gazy<br />
łatwopalne<br />
1A gaz<br />
samozapalny<br />
1A chemicznie<br />
niestabilny<br />
gaz A<br />
1A chemicznie<br />
niestabilny<br />
gaz B<br />
1B gaz<br />
łatwopalny<br />
łatwopalny<br />
2<br />
Pyr.Gas 2 H220<br />
GHS02<br />
H221<br />
Chem. Unst.<br />
Gas A<br />
Chem. Unst.<br />
Gas B<br />
Flam.Gas 1B<br />
Flam. Gas 2 Nie ma<br />
piktogramu<br />
niebezpieczeństwo<br />
uwaga<br />
H220<br />
H230<br />
H220<br />
H231<br />
H 221<br />
Skrajnie łatwopalny gaz gaz<br />
Może Skrajnie się zapalić łatwopalny samoistnie gazGaz przy łatwopalny kontakcie z powietrzem<br />
Skrajnie łatwopalny gaz<br />
Może, w kontakcie z powietrzem, reagować<br />
wybuchowo<br />
Skrajnie łatwopalny gaz<br />
Może, w kontakcie z powietrzem, przy zwiększonym<br />
ciśnieniu i/lub zwiększonej temperaturze,<br />
reagować wybuchowo<br />
Gaz Może łatwopalny się zapalić samoistnie przy kontakcie z<br />
powietrzem<br />
2.2<br />
2.1<br />
Rozdz<br />
54
2 Energia, Ochrona środowiska, BHP<br />
Controling w odlewni<br />
––<br />
Wiedza o rozwoju materiałów:<br />
Oznacza dogłębną znajomość określonych materiałów i ich możliwości<br />
innowacyjnych, aby móc klientom zaproponować, albo lepsze<br />
surowce dla procesu odlewniczego, albo nowy gatunek stopu odlewniczego,<br />
dla doskonalszego spełniania funkcji przez wyroby finalne.<br />
––<br />
Otwartość:<br />
Tak w odlewniach rozumie się, gotowość do udostępniania klientom,<br />
firmom siostrzanym i też konkurentom, własnych danych, celem<br />
konstruktywnego uczestnictwa w globalnym procesie zwiększania<br />
potencjału efektywności produkcji. We współdziałaniu zespołów<br />
ds. wymiany doświadczeń i wspólnych analiz, powinny brać udział<br />
przedsiębiorstwa porównywalne do siebie.<br />
––<br />
Zaawansowanie socjalne:<br />
W tym punkcie wskazano na istotność partnerskiego odnoszenia się<br />
do klientów i przede wszystkim do własnych pracowników. Często w<br />
odlewniach można znaleźć pracujących razem, więc znajdujących się<br />
w różnorodnych sytuacjach, zróżnicowanych socjalnie pracowników,<br />
wielu narodowości, o różnorodnych przyzwyczajeniach i o odmiennej<br />
kulturze. W opinii licznych ekspertów, odlewnia nie osiągnie<br />
wysokiej i stabilnej produktywności i jakości bez wykorzystania<br />
specyficznej, stanowiskowej wiedzy własnych pracowników. Takie<br />
twórcze zaangażowanie załogi nie jest możliwe bez zaawansowania<br />
socjalnego.<br />
––<br />
Lokalizacja:<br />
Szczególnie przy produkcji odlewów wymagających dużej pracochłonności,<br />
położenie geograficzne odlewni, dzięki korzystnej siatce<br />
płac, i zachowaniu produktywności, stwarza szansę na sukces.<br />
––<br />
Strategia:<br />
Profesjonalnie opracowana, realna strategia przedsiębiorstwa,<br />
oparta o prawidłowo rozpoznane potrzeby rynku, którą się regularnie<br />
monitoruje i elastycznie koryguje, jest kolejnym czynnikiem<br />
warunkującym powodzenie.<br />
66
Controling w odlewni<br />
Energia, Ochrona środowiska, BHP 2<br />
––<br />
Modelarnia:<br />
Posiadanie własnej, dobrze wyposażonej, modelarni, jest uważane<br />
przez wielu ekspertów, za ważny warunek zapewnienia wysokiej<br />
jakości odlewów i krótkich terminów realizacji, szczególnie nowych<br />
pozycji odlewów.<br />
Podstawowe wskaźniki monitorujące efektywność w odlewniach<br />
straty na brakach<br />
wielkość wysyłek<br />
dostępność urządzeń<br />
koszty<br />
ubytki podczas inwentury<br />
udział kosztów materiałowych<br />
zysk/koszty bezpośrednie<br />
końcowy wynik finansowy<br />
koszty metalu<br />
skuteczność ofertowania<br />
udział nowych uruchomień w obrocie<br />
zysk z pojedynczej maszyny<br />
Partnerzy odlewni<br />
Odlewnia<br />
Pozostałe istotne wskaźniki:<br />
––<br />
struktura załogi;<br />
––<br />
próg rentowności = minimalna opłacalna wielkość serii<br />
(Break Even);<br />
––<br />
dotrzymanie czasów technologicznych;<br />
––<br />
wykorzystanie powierzchni;<br />
––<br />
planowane i nieprzewidywane naprawy odlewów;<br />
––<br />
parametry ciągłego procesu doskonalenia;<br />
––<br />
stan absencji chorobowej;<br />
––<br />
zgodność dostaw z zamówieniem;<br />
––<br />
produktywność (również jako pracochłonność w odniesieniu do<br />
ilości/jednostki ciężaru lub wartości na 1-go pracownika);<br />
––<br />
czasy przygotowawcze i pomocnicze;<br />
67
2 Energia, Ochrona środowiska, BHP<br />
Controling w odlewni<br />
––<br />
ceny zakupu złomu i stopów metali (jako istotna wielkość do<br />
analizy udziału kosztów metalu w kosztach ogólnych);<br />
––<br />
odbiorcy specjalni;<br />
––<br />
miejsca awarii i profesjonalne protokoły o przyczynach przerw<br />
produkcji;<br />
––<br />
dynamika stawki godzinowej (dla pracowników i maszyn);<br />
––<br />
ilość zmian miejsc składowania i parametry magazynowania;<br />
––<br />
wskaźniki nadzoru nad oprzyrządowaniem (częstotliwość regeneracji,<br />
zakres, koszty).<br />
Ogólna koncepcja controllingu dla przedsiębiorstw produkcyjnych<br />
––<br />
zarządzanie zakupami;<br />
––<br />
zarządzanie produkcją;<br />
––<br />
polityka jakości;<br />
––<br />
organizacja marketingu i zbytu;<br />
––<br />
zarządzanie logistyką;<br />
––<br />
polityka kadrowa;<br />
––<br />
controlling finansowy, inwestycyjny i bilans kosztów.<br />
Obszary controllingu istotne w odlewnictwie<br />
––<br />
zarządzanie pracami projektowymi;<br />
––<br />
organizacja badań badawczo rozwojowych;<br />
––<br />
controlling informatyczny;<br />
––<br />
organizacja działań ochrony środowiska naturalnego.<br />
Obszary controlingu o wysokim wpływie na wskaźniki powodzenia<br />
Controllingiem strategii<br />
nazywa się przeprowadzanie systematycznej obserwacji strategicznych<br />
decyzji kadry zarządzającej; Czy strategia firmy jest u Państwa<br />
kontrolowana w jakikolwiek sposób?<br />
Czy istnieje system analizowania strategii?<br />
Controlling rynku<br />
Czy znacie Państwo, ewentualnie regularnie monitorujecie,<br />
zdolności innowacyjne swojego własnego działu rozwoju?<br />
Czy znacie Państwo, ewentualnie regularnie monitorujecie,<br />
zdolności twórcze Waszych konkurentów?<br />
68
Controling w odlewni<br />
Energia, Ochrona środowiska, BHP 2<br />
Czy znacie Państwo, ewentualnie regularnie monitorujecie, rozwój<br />
technologiczny w Waszej branży?<br />
Organizacja inwestycji<br />
Czy istnieje system zarządzania inwestycjami?<br />
Czy przeprowadza się wyliczenia opłacalności?<br />
Czy istotnym jest, w controllingu inwestycyjnym, ukierunkowanie<br />
na strategię firmy?<br />
Czy realizacja inwestycji jest nadzorowana (terminy, koszty,<br />
osiągniecie celów, ryzyko)?<br />
Czy wykonywana jest pełna i miarodajna kalkulacja powykonawcza,<br />
wykazująca czy inwestycja osiągnęła zakładane cele?<br />
Controlling zasobów ludzkich<br />
Czy oceniacie motywacje Waszych pracowników?<br />
Czy oceniacie praktyczną wiedzę Waszych pracowników?<br />
Czy obliczacie fluktuacje załogi?<br />
Czy planujecie szkolenia, doskonalenia i sprawdzacie ich skuteczność?<br />
Czy analizujecie ryzyko nieobecności i zastępstw Waszych pracowników?<br />
Controlling jakości<br />
Czy w Waszym przedsiębiorstwie jest upubliczniona, jasno sprecyzowana,<br />
polityka jakości?<br />
Czy dysponujecie bieżącymi, rzeczywistymi i miarodajnymi danymi<br />
ilościowymi? i czy obliczane są też całościowe (naprawy, transport<br />
dostaw zastępczych, itp.) koszty złej jakości?<br />
Czy wprowadzacie do swoich wyliczeń jakościowych, również dane<br />
uzyskane od Waszych odbiorców?<br />
Czy na Wasze wskaźniki jakościowe mają wpływ aspekty strategiczne<br />
albo kulturowe?<br />
69
2 Energia, Ochrona środowiska, BHP<br />
Efektywność energetyczna<br />
Przejrzystość w odlewni<br />
Czy poniższe parametry są wielkościami rzeczywistymi?<br />
––<br />
Stany produkcji w toku;<br />
––<br />
Zakupy:<br />
··<br />
wartość zakupów;<br />
··<br />
zmienność cen zakupu uwzględniająca różnice cen dla zakupów<br />
planowanych, interwencyjnych lub zmian cen, spowodowanych<br />
przez działania rynkowe lub wymuszonymi przez techniczne/<br />
organizacyjne wykorzystanie materiałów, odmiennie od<br />
założeń.<br />
––<br />
Kapitał ludzki:<br />
··<br />
możliwości rozwoju;<br />
··<br />
jakość i motywacja załogi, szczególnie kadry kierowniczej;<br />
··<br />
ryzyko absencji ze względu na czasową niezdolność, czy odejście<br />
z pracy.<br />
- Koszty produktu:<br />
··<br />
aktualizowanie, na bieżąco, kalkulacja zakładanychplanowanych<br />
i – rzeczywistych kosztów produktu;<br />
··<br />
analiza odstępstw od kosztów kalkulowanych;<br />
··<br />
program produkcji (tzn. zmiany i uzasadnienie zmian);<br />
··<br />
protokoły i analizy zakłóceń procesu produkcyjnego;<br />
··<br />
koszty utrzymania ruchu i analiza ryzyka prac remontowych<br />
(np. spowodowana błędnymi lub prowizorycznie<br />
przeprowadzonymi remontami).<br />
- Controlling projektowania, szczególnie dla:<br />
··<br />
oprzyrządowania;<br />
··<br />
produkcji prototypów;<br />
··<br />
wykonywania nowych uruchomień odlewów i procesów, w<br />
tym przyjęcia do produkcji odlewów o wymaganiach przekraczających<br />
rzeczywiste możliwości techniczno-technologiczne<br />
odlewni;<br />
··<br />
zarządzania inwestycjami i działaniami naprawczymi.<br />
70
Efekty wn o ś ć en ergetyczn a Energia, Ochrona środowiska, BHP 2<br />
- Wskaźniki i koszty jakości.<br />
··<br />
planowane i nieplanowane naprawy odlewów;<br />
··<br />
zakładany i ponad normatywny poziom braków;<br />
··<br />
straty sprzedaży z powodu nieprawidłowości w gospodarowaniu<br />
(podczas sortowania, oczyszczania, rozdrabniania…)<br />
złomem obiegowym;<br />
··<br />
straty sprzedaży z powodu zobowiązań reklamacyjnych;<br />
··<br />
straty spowodowane nie w pełni zapełnionymi transportami;<br />
··<br />
ryzyko strat sprzedaży spowodowany stanem magazynu dla<br />
odlewów do decyzji oczekujących na decyzję.<br />
- Zarządzanie zbytem.<br />
··<br />
spotkania z klientem, ich częstotliwość i treść rozmów;<br />
··<br />
stan ofert i prawdopodobieństwo ich sukcesu;<br />
··<br />
reakcja w przypadkach zmiany wymagań klientów;<br />
··<br />
nowe uruchomienia u klientów; przewidywanie nowych<br />
uruchomień klientów;<br />
··<br />
przewidywanie ilościowych zmian zamawianych odlewów.<br />
Możliwości zwiększenia efektywności w obszarze Controllingu:<br />
––<br />
częstotliwość sprawozdań;<br />
––<br />
kooperatywność sprawozdań, tzn. że poszczególne sprawozdania<br />
należy analizować z uwagi na ich oddziaływanie na comiesięczne<br />
wyniki finansowe;<br />
––<br />
synchronizacja wszystkich elementów controllingu, od narzędzi<br />
organizujących planowanie po instrumenty stwierdzające stan<br />
faktyczny, co umożliwia rozpoznanie rzeczywistych przyczyn<br />
powstawania odchyłek od planu;<br />
––<br />
wprowadzenie wszystkich narzędzi różnorodnych controllingów,<br />
funkcjonujących w przedsiębiorstwie, do jednorodnego, możliwie<br />
prostego wspomaganego komputerowo, programu. Np. system<br />
funkcjonujący w ramach miesięcznych sprawozdań z działalności<br />
przedsiębiorstwa, lub w Balanced Scorecard (miesięczne arkusze<br />
prezentujące osiągnięte wyniki w formie stopnia realizacji strategii<br />
firmy).<br />
Literatura:<br />
Mark M. Rosch; Gießerei-Controlling; Erfolgsfaktoren von Gießereien<br />
und deren Steuerung; Wydawnictwo Schiele & Schön, 2013.<br />
71
2 Energia, Ochrona środowiska, BHP<br />
Efektywność energetyczna<br />
Efektywność energetyczna w odlewniach [5]<br />
Wysokie koszty energii, wzrastające obciążenie środowiska naturalnego<br />
i sytuacja polityczna, są aspektami pobudzającymi przedsiębiorców<br />
do rozważań o efektywności energetycznej i oszczędzaniu<br />
zasobów naturalnych. Przede wszystkim zakłady, o dużej energochłonności,<br />
mają szanse korzystania ze współczesnych programów<br />
wspomagających, organizowanie oszczędnego zarządzania zasobami<br />
energetycznymi. Jedynie tylko ten, kto wie gdzie, ile i w jakim celu<br />
produkcyjnym, zużywana jest energia, może reagować właściwie i<br />
konsekwentnie działać.<br />
Ten rozdział o efektywności energetycznej, daje wgląd w sytuację<br />
energetyczną odlewni, wskazuje potencjał zwiększenia oszczędności<br />
i sposoby prowadzenia działań, zwiększających opłacalność<br />
produkcji.<br />
7,4 %<br />
11,1 % 7,2 %<br />
5,3 %<br />
49 % - węgiel<br />
18 % - pozostałe<br />
nośniki energii<br />
16 % - prąd<br />
14 % - gaz ziemny<br />
3 % - ciepło<br />
(odzyskane)<br />
24,4 %<br />
3,1 %<br />
2,7 %<br />
2,5 %<br />
2,2 %<br />
produkcja wyrobów chemicznych<br />
pozyskiwanie i przeróbka metali<br />
koksownie i przeróbka olei mineralnych<br />
produkcja szkła, ceramiki, przeróbka kamieni i minerałów<br />
produkcja papieru i materiałów papierowych<br />
produkcja żywności dla ludzi i zwierząt<br />
produkcja samochodów i części samochodowych<br />
produkcja wyrobów z drewna, z trzcin, plecionych, z korka<br />
produkcja wyrobów metalowych<br />
produkcja wyrobów z gumy i z tworzyw sztucznych<br />
34,0 %<br />
Rys 1: Zakłady w gałęzi przeróbczej o największym zapotrzebowaniu<br />
na energię w roku 2012.<br />
72
Efekty wn o ś ć en ergetycz n a<br />
Energia, Ochrona środowiska, BHP 2<br />
GWh/rok<br />
250.000<br />
200.000<br />
150.000<br />
100.000<br />
50.000<br />
Całkowite zapotrzebowanie<br />
energii w<br />
GWh/rok<br />
Całkowity koszt energii<br />
w bilionach Euro/rok<br />
Bilion EURO/rok<br />
10.000.000<br />
9.000.000<br />
8.000.000<br />
7.000.000<br />
6.000.000<br />
5.000.000<br />
4.000.000<br />
3.000.000<br />
2.000.000<br />
1.000.000<br />
Produkcja i przeróbka metali<br />
Produkcja wyrobów chemicznych<br />
Koksownie i przeróbka olei mineralnych<br />
Produkcja/przeróbka wyrobów ze<br />
szkła, ceramiki, kamieni, i rzadkich<br />
kopalin<br />
Produkcja papieru , papy i materiałów<br />
podobnych<br />
Produkcja środków żywności i pasz<br />
dla zwierząt<br />
Rys. 2: Całkowite zapotrzebowanie na energie i całkowity koszt energii<br />
dla sześciu najbardziej energochłonnych gałęzi przemysłu w roku 2012<br />
1. Zapotrzebowanie energii w branży odlewniczej<br />
Branża odlewnicza jest jedną z najbardziej energochłonnych dziedzin<br />
w Niemczech. Dostrzegając wpływ proekologicznych nurtów<br />
politycznych i rozwój rynku energii wiele odlewni niemieckich,<br />
organizuje zakupy energii, w ramach spójnego systemu prowadzenia<br />
efektywnej gospodarki.<br />
Rosnące ceny energii, jak również zaostrzająca się międzynarodowa<br />
konkurencja, spowodowały uznanie efektywności energetycznej<br />
odlewni, za istotny temat w ogólnozakładowych programach obniżki<br />
kosztów produkcji.<br />
Branża produkcji i przeróbki metali, z rocznym zużyciem 255 473<br />
GWh (za 2012rok), znajduje się na drugim miejscu, listy dziesięciu<br />
dziedzin przemysłowych o najwyższym zużyciu energii.<br />
73
2 Energia, Ochrona środowiska, BHP<br />
Efektywność energetyczna<br />
GWh/rok<br />
Bilion EURO/rok<br />
węgiel<br />
energia<br />
elektryczna<br />
gaz<br />
ziemny<br />
ciepło<br />
odzyskane<br />
Produkcja i przeróbka metali w GWh/rok<br />
Produkcja i przeróbka metali w bilionach Euro/rok<br />
Rys. 3: Zapotrzebowanie energii i koszty energii dla branży produkcji<br />
i przeróbki metali w roku 2012<br />
Rysunek 1 obrazuje, że produkcja i przeróbka metali, wymaga 24,4 %<br />
całkowitego zużycia energii. Jeżeli się rozważa zestawienie poszczególnych<br />
nośników energii, to charakterystycznym jest bardzo duże<br />
wykorzystanie dostaw energii z węgla. Rysunek 2 obrazuje natomiast<br />
całkowite wykorzystanie energii i całkowite koszty dla istotnych<br />
nośników energii (węgiel, prąd, gaz ziemny i ciepło odzyskane) dla<br />
sześciu najbardziej energochłonnych gałęzi przemysłowych.<br />
Produkcja i przeróbka metali charakteryzuje się, dużymi obciążeniami<br />
finansowymi za energię i dużym zapotrzebowaniem na energię.<br />
Analiza zapotrzebowania na energię i produkcji energii, przedstawiona<br />
na rysunku 3, pozwala na stwierdzenie, że wysokie koszty energii<br />
z węgla, są powiązane z wysokim jej wykorzystaniem a nie przenoszą<br />
się na różnicę cen rynkowych nośników energii. Uderzającym jest,<br />
że mimo wykorzystanie prądu, w porównywalnych ilościach jak gaz<br />
ziemny, to koszty prądu są znacznie wyższe. Można to wynikać z<br />
powiązania wartości pieniądza z nośnikami energii. W następstwie<br />
74
Efekty wn o ś ć en ergetycz n a<br />
Energia, Ochrona środowiska, BHP 2<br />
więc, dla zarządzania gospodarką energetyczną w przedsiębiorstwach<br />
branży produkcji i przeróbki metali, prąd, jako nośnik energii, ma<br />
podwyższone znaczenie.<br />
1.1. Energochłonne procesy w odlewniach<br />
Proces wytwarzania odlewów zalicza się do jednych z najbardziej<br />
złożonych technologicznie procesów. Charakterystycznymi są wysokie<br />
temperatury przeróbki i energochłonne etapy produkcyjne. Analizuje<br />
się pięć podstawowych procesów:<br />
––<br />
wytwarzanie rdzeni i form (łącznie z przygotowaniem mas);<br />
––<br />
topienie;<br />
––<br />
zalewanie;<br />
––<br />
obróbka poodlewnicza wraz z obróbka cieplną (śrutowanie,<br />
zaczyszczanie, sortowanie, wyżarzanie, wstępna obróbka skrawaniem);<br />
––<br />
procesy wspierające produkcję (oświetlenie, sprężone powietrze,<br />
ogrzewanie, odpylanie, sieć informatyczna …).<br />
Niezależnie od stanowiskowego zapotrzebowania na energię okazuje<br />
się, że topienie i procesy wspierające produkcję potrzebują najwięcej<br />
energii. Na rys 4 przedstawiony jest schemat zapotrzebowania na<br />
energię dla typowej odlewni żeliwa.<br />
Z uwagi na wielkość zapotrzebowania na energię, z grupy procesów<br />
wspierających produkcje, w odlewnictwie najbardziej istotnymi są:<br />
––<br />
wytworzenie sprężonego powietrza;<br />
––<br />
odpylanie;<br />
––<br />
zaopatrzenie w energię urządzeń i silników;<br />
––<br />
zasilanie pomp;<br />
––<br />
nawiew, wentylacja klimatyzacja;<br />
––<br />
schładzanie;<br />
––<br />
zasilanie hydrauliki.<br />
W pojedynczym etapie procesu technologicznego odlewu, procesy<br />
wspierające produkcję, nie mają znaczącego udziału w zapotrzebowaniu<br />
na energię. Nie wolno ich jednak pominąć. Sumaryczny udział<br />
licznych małych konsumentów energii, nieodzownych w poszczególnych<br />
operacjach wytwarzania odlewów, stanowi łącznie drugą pozycję,<br />
w całkowitym bilansie energii.<br />
75
2 Energia, Ochrona środowiska, BHP<br />
Efektywność energetyczna<br />
1) Modelarnia/<br />
wytworzenie form<br />
i rdzeni<br />
Zużycie energii w nowoczesnej<br />
odlewni żeliwa<br />
2) Topienie<br />
3) Colada<br />
koks: 337.700 MWh<br />
prąd: 110.000 MWh<br />
gaz ziemny: 72.000 MWh<br />
paliwa: 900 MWh<br />
paliwa: 11.000 MWh<br />
Legenda<br />
prąd<br />
gaz ziemny<br />
paliwa<br />
gaz płynny<br />
koks<br />
4) Obróbka poodlewnicza<br />
i cieplna<br />
5) Procesy wspierające<br />
produkcję<br />
Rys.4: Diagram przepływu energii nowoczesnej odlewni żeliwa [wg Bosse]<br />
Prąd: 1.350 MWh<br />
Gaz ziemny: 1.650 MWh<br />
Prąd: 38.700 MWh<br />
Gaz ziemny: 12.000 MWh<br />
Koks: 337.700 MWh<br />
Prąd: 28.900 MWh<br />
Gaz ziemny: 6.400 MWh<br />
Prąd: 4.000 MWh<br />
Gaz ziemny: 70 MWh<br />
Prąd: 37.600 MWh<br />
Gaz ziemny: 51.800 MWh<br />
Paliwa: 900 MWh<br />
Gaz płynny: 11.000 MWh<br />
76
3 Wykonywanie oprzyrządowania odlewniczego Klasy jakości<br />
Modele spienione dla technologii formy pełnej [4]<br />
Materiał modeli: polistyren piankowy<br />
gęstość 16–18 kg/m 3<br />
Spoiny na modelach: dla modeli segmentowych należy powstałe szczeliny<br />
(np. dla modeli z płyt warstwowych) dokładnie zakleić<br />
Promienie na modelach: ≥ 1/3 grubości ścianki<br />
Naddatki na obróbkę skrawaniem:<br />
Materiał<br />
odlewu<br />
Długość modelu<br />
w mm<br />
Naddatek na obróbkę w zależności<br />
od położenia powierzchni w formie<br />
górne<br />
powierzchnie<br />
GJL/GJS < 2500 10 10<br />
3500–5000 20 15<br />
GS < 2500 20 17<br />
> 3500 25 20<br />
dolne<br />
powierzchnie<br />
Wymiary skurczowe: dla GJL: 1,25 %<br />
dla GJS: 2 %<br />
Minimalne średnice wycięć w ścianach modeli:<br />
Głębokość wcięcia [mm] Minimalna średnica [mm]<br />
< 200 50<br />
200–400 60<br />
> 400 70<br />
114
3 Wykonywanie oprzyrządowania odlewniczego<br />
Tworzywa modelarskie<br />
Materiały stosowane w produkcji oprzyrządowania odlewniczego [5]<br />
Tworzywo modelarskie<br />
Materiały niemetaliczne<br />
Drewno<br />
Tworzywa sztuczne<br />
Kleje<br />
Lakiery<br />
Gips materiały ceramiczne<br />
Zastosowanie<br />
Oprzyrządowanie odlewnicze dla produkcji<br />
jednostkowej lub małoseryjnej, modele o dużych<br />
gabarytach, szablony, duże skrzynie formierskie,<br />
płyty podmodelowe<br />
Dla modeli , innego oprzyrządowania odlewniczego,<br />
elementów wzmocnień modeli/rdzennic,<br />
dla elementów łączących (szkieletów w zestawach<br />
klejowych), modele zgazowywane w technologii<br />
formy pełnej<br />
Materiał łączący dla modeli wielosegmentowych<br />
Materiał na twarde powłoki i do impregnacji<br />
oprzyrządowania drewnianego<br />
Osprzęt płyt podmodelowych, częściowo modele<br />
(np. ochładzalników)<br />
128
Tworzywa modelarskie<br />
Wykonywanie oprzyrządowania odlewniczego 3<br />
Stosowane materiały w produkcji oprzyrządowania odlewniczego [5]<br />
Tworzywo modelarskie<br />
Materiały metalowe<br />
Żeliwo ( szare i sferoidalne)<br />
Stal i staliwo<br />
Stopy metali lekkich<br />
Stopy metali kolorowych<br />
Zastosowanie<br />
Modele, płyty podmodelowe, kokile, rdzennice<br />
Modele , matryce do odlewania pod wysokim<br />
ciśnieniem, matryce do odlewania precyzyjnego,<br />
materiał okuć, wzmocnień, żeber,<br />
elementy oprzyrządowania<br />
Modele, płyty podmodelowe, rdzennice<br />
Do wmontowywanych w modele i rdzennice<br />
wkładek modelowych w trudno odwzorowalne<br />
profile, do modeli w liniach automatycznych,<br />
kokil i matryc do odlewania pod wysokim<br />
ciśnieniem<br />
129
3 Wykonywanie oprzyrządowania odlewniczego<br />
Tworzywa modelarskie<br />
Symbole oznaczenia struktury geometrycznej powierzchni w rysunkach<br />
technicznych wg PN-EN- ISO 1302 [6]<br />
Symbol*)<br />
Znaczenie / objaśnienie<br />
Ten symbol tylko wówczas zawiera obowiązującą treść jeżeli<br />
jest szczególnie objaśniony na rysunku.<br />
Gdy symbol jest zamieszczony wraz z wartością chropowatości<br />
to powierzchnia może być wykonana w dowolnym procesie<br />
wytwórczym , jako surowa lub w drodze dodatkowej obróbki.<br />
Powierzchnia musi być obrabiana metodami ubytkowymi<br />
(skrawanie, wykrawanie lub drążenie)<br />
Gdy symbol jest podany bez dodatkowego oznaczenia,<br />
powierzchnia musi pozostać w stanie po poprzednim procesie<br />
tzn. w stanie dostawy np. półwyrobu, odlewu surowego,<br />
powierzchni odkutej lub w stanie powierzchni po procesie<br />
metodą ubytkową w jakim ją wykonał podwykonawca (wówczas<br />
). Gdy symbolowi towarzyszy dodatkowe oznaczenie,<br />
powierzchnia musi być wykonana bez zastosowania metod<br />
ubytkowych (bez skrawania) np. odlany, podczas przeróbki<br />
plastycznej, nakładania powłok. Niedopuszczalna jest dodatkowa<br />
obróbka skrawaniem.<br />
*) jeżeli są konieczne szczególne parametry o stanie powierzchni, to do dłuższego<br />
ramienia symbolu dołącza się dodatkowa poziomą linię.<br />
Określanie dodatkowych cech powierzchni<br />
Położenie oznaczeń stanów powierzchni na symbolu<br />
a = średnia wysokość chropowatości R a w µm<br />
b = wymagania dotyczące wykonania powierzchni, obróbki lub<br />
powłoki, pozostałe informacje słowne<br />
c = długość odcinka elementarnego, graniczna długość<br />
falistości w mm<br />
d = kierunkowość struktury geometrycznej powierzchni<br />
e = wielkość naddatku na obróbkę<br />
f = inne parametry chropowatości powierzchni (np. R z , R p , R max )<br />
130
Bezdotykowe techniki<br />
pomiarowe<br />
Wykonywanie oprzyrządowania odlewniczego 3<br />
Technika odlewnicza znalazła swoją technikę pomiarową [8]<br />
Bezdotykowa technika pomiarowa dostarcza wyczerpujących informacji<br />
jakościowych i otwiera szerokie perspektywy rozwoju przed<br />
prototypami, częściami wzorcowymi, mało- i wielkoseryjną produkcją<br />
jak i dla oszczędnego wykonywania półproduktów w fazach<br />
wstępnych i pośrednich wytwarzania odlewów.<br />
Optyczna 3D technika pomiarowa umożliwia indywidualizację<br />
przedstawiania niezbędnych zestawów informacji. Na rzeczywistej<br />
bryle wykonywanego modelu można prezentować, zarówno cyfrowo<br />
jak i optycznie, wyniki pomiarów.<br />
Zasada działania – „See What You Measure” (zobacz co mierzysz).<br />
Zdolność kontrastowego przedstawienia efektów pomiarów<br />
skanowanego obiektu, była dotychczas zależna, od właściwości<br />
powierzchni skanowanego obiektu. Kolor skanowanej powierzchni<br />
i jej właściwości odbijania światła, wpływały istotnie na dokładność<br />
wyników pomiarów.<br />
Wykorzystując, cyfrowo przetworzoną technikę pełnokolorowej<br />
projekcji światła strukturalnego, z funkcją kontroli intensywności,<br />
stereoskaner neo, dopasowuje się do właściwości powierzchni mierzonej,<br />
co umożliwia dokładne przetworzenia sygnałów, w modułach<br />
pomiarowych i wartościujących.<br />
Moduły, przetwarzające sygnały w obraz, nie tylko przedstawiają,<br />
bezpośrednio na powierzchni obiektu w kolorach, wzorzec 3D, lecz<br />
także wartości wyników pomiarów. Wyniki pomiarów, łącznie z wartościami<br />
odchyłek od wymiarów nominalnych i wartości tolerancji,<br />
mogą być zaprezentowane kolorami bezpośrednio na powierzchniach<br />
obiektu.<br />
Stereoskaner neo, jest odpowiednim dla wielu zastosowań, między<br />
innymi, do kontroli wymiarowej i nadzorowania przeprowadzanej<br />
obróbki części. Podczas wykonywania modeli i innego oprzyrządowania<br />
odlewniczego, można szybko i precyzyjnie zmierzyć i<br />
zaprezentować odchyłki powierzchni bezpośrednio na części. Poprzez<br />
przetworzony obraz odchyłek, widoczny bezpośrednio na obiekcie,<br />
można niezwłocznie dokonywać korekt obrabianej powierzchni<br />
oprzyrządowania, np. można ręcznie usunąć nadmiar materiału.<br />
131
3 Wykonywanie oprzyrządowania odlewniczego<br />
Bezdotykowe techniki<br />
pomiarowe<br />
Rys. 1: Stereoskaner neo prezentuje wyniki pomiaru bezpośrednio<br />
na korpusie łożyskowym.<br />
Także, odchyłki wymiarowe, spowodowane zużywaniem się narzędzia<br />
skrawającego, mogą być natychmiast, wizualnie, zasygnalizowane,<br />
wraz z dokładnymi wartościami, celem natychmiastowego<br />
skorygowania, miejscowych, zniekształceń powierzchni.<br />
Najwyższa rozdzielczość czujników dla największych stopni dokładności.<br />
Stereoskaner neo, dzięki 8 lub 16 megapikselowym kamerom<br />
cyfrowym, stwarza warunki dla zaprezentowania maksymalnie<br />
Rys. 2:<br />
Odchyłki pomierzonego<br />
korpusu od wymiarów<br />
nominalnych widoczne<br />
bezpośrednio na mierzonym<br />
obiekcie (barwna prezentacja<br />
odchyłek w porównaniu do<br />
wzorca 3D)<br />
132
Bezdotykowe techniki<br />
pomiarowe<br />
Wykonywanie oprzyrządowania odlewniczego 3<br />
Rys. 3: Prezentacja wyników skanowania w przekroju 2D<br />
drobnych szczegółów obiektu mierzonego. Uzyskiwana rozdzielczość<br />
w skanerze strukturalnym, osiąga wartości rzędu kilku mikronów<br />
i dokładności odpowiadające tym wartością. Zmieniając, parametry<br />
obiektywu i długość odcinka elementarnego, można zmieniać<br />
wielkość obszaru pomiarowego od 75 do 1100 mm.<br />
Ta metoda jest stosowana z sukcesem od odlewnictwo precyzyjnego<br />
aż do odlewania ciśnieniowego i zakres stosowania można dalej<br />
rozszerzać.<br />
Stereoskaner neo przekonuje dzięki:<br />
- krótkim czasom wykonania;<br />
- szybkim prezentacjom cyfrowym;<br />
- maksymalnym stopniem wyodrębnienia szczegółów;<br />
- wysokiej wiarygodności i precyzji wyników.<br />
133
3 Wykonywanie oprzyrządowania odlewniczego<br />
Bezdotykowe techniki<br />
pomiarowe<br />
Rys. 4:<br />
Inteligentny obieg<br />
wytwarzania<br />
Przestrzenne modelowanie matematyczne 3D oszczędza czas i<br />
koszty.<br />
Najpierw wykonuje się pojedyncze zdjęcia odlewu za pomocą, programu<br />
OptoCat. Zdjęcia są pozycjonowane i, metodą budowania siatki<br />
wielokątów, tworzy się grafikę 3D. Takie dane zostają następnie<br />
przetworzone, programem inspekcyjnym, celem dokonania oceny<br />
geometrii. Dzięki zastosowaniu stołu obrotowego, cykl skanowania<br />
jest częściowo zautomatyzowany. Za pomocą skanera 3D, kontrolowana<br />
część, zostaje cyfrowo zapisana i porównana z zadanym<br />
wzorcem. W ten sposób można rozpoznać drobne odchyłki szybko<br />
i wygodnie. Za pomocą stereoskanera neo wyniki zostają przedstawione<br />
bezpośrednio na powierzchni odlewu, tak że użytkownik<br />
jednym rzutem oka zauważy, miejsca wymagające poprawy. Taki<br />
proces cyfrowej obróbki rzeczywistych zdjęć z jednoczesnym ich<br />
porównaniem, do konstrukcyjnej bryły 3D, oszczędza czas i koszty<br />
produkcji.<br />
Kontrola jakości jako wyzwanie pomiarowe.<br />
Szczegółowe, dowolnie konfigurowane, protokoły pomiarowe<br />
można wykonywać albo w wersjach 2D lub 3D jako kolorowe obrazy<br />
rozpoznanych odchyłek, albo w wersjach tabelarycznych z podaniem<br />
wartości nominalnych i pól tolerancji lub statystycznych wartości<br />
odstępstw. Nawet najmniejsze odchyłki kształtu można łatwo i<br />
wygodnie rozpoznać i usunąć.<br />
134
Bezdotykowe techniki<br />
pomiarowe<br />
Wykonywanie oprzyrządowania odlewniczego 3<br />
Dzięki bezpośrednio zinterpretowanym wynikom, użytkownik może<br />
natychmiast skorygować stwierdzone błędy, zmieniając ustawienia<br />
parametrów procesu. Tym sposobem AICON skaner wspomaga<br />
działy produkcyjne w ich nieustannym dążeniu do poprawy efektywności<br />
produkcji wysokojakościowych odlewów.<br />
Inteligentny proces wytwarzania: śledzenie – analiza – działanie.<br />
Włącza się idee rozwojowe do aktualnie funkcjonujących technologii,<br />
celem stworzenia zintegrowanego inteligentnego obiegu<br />
wytwórczego. Podstawą tutaj jest motto: śledzenie – analiza –<br />
działanie. Poprzez sprzęganie tych działań, stwarza się spójny krąg<br />
wytwórczy, w którym poprawa jakości prowadzi do zwiększenia<br />
produktywności.<br />
Przykład:<br />
- Śledzenie: Model woskowy koła turbiny sprężarki został za pomocą<br />
skanera AICON zdefiniowany w przestrzeni trójwymiarowej i<br />
utworzono chmurę punktów.<br />
- Analiza: wszystkie otrzymane wyniki zostały przewartościowane<br />
przez program inspekcyjny. Przeprowadzono porównanie do wartości<br />
zadanych wg konstrukcyjnej bryły CAD 3D.<br />
- Działanie: ewentualne odchyłki na modelu woskowym np.<br />
nadmiar, zostały bezpośrednio skorygowane na modelu.<br />
135
3 Wykonywanie oprzyrządowania odlewniczego<br />
Elektrodrążenie<br />
Zastosowanie obróbki elektrochemicznej w wykonawstwie form i<br />
oprzyrządowania odlewniczego [9]<br />
Obróbka elektrochemiczna jest procesem, w którym elektrolitycznemu<br />
rozpuszczeniu ulega powierzchnia o kształcie wiernie<br />
odpowiadającym kształtowi elektrody. Narzędziem jest, kształtowa<br />
elektroda stanowiąca katodę, a surowiec jest podłączony do bieguna<br />
dodatniego (anody), źródła prądu stałego. Agregat dostarcza, pod<br />
wysokim ciśnieniem (ponad 20 bar), elektrolit pomiędzy elektrodę<br />
a obrabiany materiałem. W ciągłym procesie elektrochemicznym,<br />
wypłukiwane są rozpuszczane cząsteczki materiału wiernie odwzorowując<br />
kształt elektrody. W trakcie procesu elektroda, ze stałą<br />
prędkością bezdotykowo, wdrąża się w głąb materiału. Luźne cząsteczki<br />
materiału, powstające w miejscach oddziaływania wyładowań<br />
iskrowych, zostają rozpuszczone elektrochemicznie przez<br />
elektrolit, jak zostało to zaprezentowane na poniższych schematach.<br />
Tą metodą można obrabiać wszystkie materiały przewodzące prąd.<br />
obudowa<br />
katoda<br />
element obrabiany<br />
anoda<br />
isolacia<br />
elektroda<br />
Krok 1: Elektroda zbliża się do obrabianego materiału<br />
elektrolit<br />
katoda<br />
element obrabiany<br />
anoda<br />
Krok 2: Elektrolit przepływa przez szczelinę roboczą,<br />
rozpoczyna się proces.<br />
136
Elektrodrążenie<br />
Wykonywanie oprzyrządowania odlewniczego 3<br />
katoda<br />
element<br />
obrabiany<br />
anoda<br />
Krok 3: Wybranie materiału do żądanej głębokości<br />
katoda<br />
element<br />
obrabiany<br />
anoda<br />
Krok 4: Wycofanie elektrody<br />
EDM znajduje zastosowanie w wykonywaniu wielogniazdowych<br />
wnęk w rdzennicach i matrycach oraz powtarzalnych segmentów<br />
oprzyrządowania jak również np. do obróbki uzębień, łopatek<br />
silników lub obróbki korpusów.<br />
137














