

Quergewalzte Hohlwellen für den Fahrzeugbau
Quergewalzte Hohlwellen für den Fahrzeugbau
Quergewalzte Hohlwellen für den Fahrzeugbau

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Aus ökologischer und energiepolitischer<br />
Sicht sind Leichtbaukonzeptionen <strong>für</strong> die<br />
Automobilindustrie zu einem Wettbewerbsfaktor<br />
gewor<strong>den</strong>. Bei der Realisierung<br />
dieser Forderungen, die ohne Einbuße an<br />
Lebensdauer und Zuverlässigkeit umgesetzt<br />
wer<strong>den</strong> müssen, zeichnen sich prinzipiell zwei<br />
Wege ab. Einerseits der Einsatz neuer<br />
Werkstoffe oder Werkstoffverbunde, die bei<br />
gleichen Werkstoffeigenschaften kleinere<br />
Massen zulassen und andererseits die beanspruchungsgerechte<br />
Auslegung von Bauteilen<br />
mit Stahlwerkstoffen.<br />
Im Bereich der Fahrzeuggetriebe stellt das<br />
Leistungsgewicht eines Getriebes (Verhältnis<br />
zwischen Baugröße und Leistungswerten)<br />
eine entschei<strong>den</strong>de Maßzahl<br />
dar. Die Verbesserung des<br />
Wirkungsgrads, die Verringerung<br />
der Getriebegröße oder die Minimierung<br />
des Gewichts bei gleicher<br />
Baugröße sind Ziele des Konstrukteurs.<br />
Seit mehreren Jahren wer<strong>den</strong><br />
Untersuchungen zur Anwendung<br />
und Herstellung von Getriebe-<br />
<strong>Hohlwellen</strong> durchgeführt. Einen<br />
Überblick zu bisherigen Entwicklungsrichtungen<br />
gibt [1].<br />
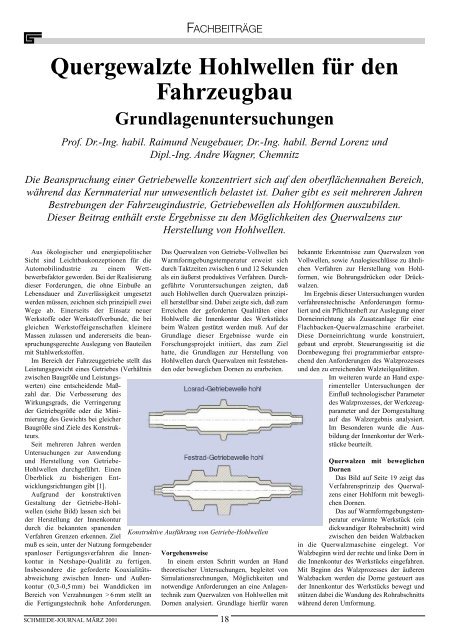
Aufgrund der konstruktiven<br />
Gestaltung der Getriebe-<strong>Hohlwellen</strong><br />
(siehe Bild) lassen sich bei<br />
der Herstellung der Innenkontur<br />
durch die bekannten spanen<strong>den</strong><br />
Verfahren Grenzen erkennen. Ziel<br />
muß es sein, unter der Nutzung formgebender<br />
spanloser Fertigungsverfahren die Innenkontur<br />
in Netshape-Qualität zu fertigen.<br />
Insbesondere die geforderte Koaxialitätsabweichung<br />
zwischen Innen- und Außenkontur<br />
(0,3-0,5 mm) bei Wanddicken im<br />
Bereich von Verzahnungen > 6 mm stellt an<br />
die Fertigungstechnik hohe Anforderungen.<br />
FACHBEITRÄGE<br />
<strong>Quergewalzte</strong> <strong>Hohlwellen</strong> <strong>für</strong> <strong>den</strong><br />
<strong>Fahrzeugbau</strong><br />
Grundlagenuntersuchungen<br />
Prof. Dr.-Ing. habil. Raimund Neugebauer, Dr.-Ing. habil. Bernd Lorenz und<br />
Dipl.-Ing. Andre Wagner, Chemnitz<br />
Die Beanspruchung einer Getriebewelle konzentriert sich auf <strong>den</strong> oberflächennahen Bereich,<br />
während das Kernmaterial nur unwesentlich belastet ist. Daher gibt es seit mehreren Jahren<br />
Bestrebungen der Fahrzeugindustrie, Getriebewellen als Hohlformen auszubil<strong>den</strong>.<br />
Dieser Beitrag enthält erste Ergebnisse zu <strong>den</strong> Möglichkeiten des Querwalzens zur<br />
Herstellung von <strong>Hohlwellen</strong>.<br />
SCHMIEDE-JOURNAL MÄRZ 2001<br />
Das Querwalzen von Getriebe-Vollwellen bei<br />
Warmformgebungstemperatur erweist sich<br />
durch Taktzeiten zwischen 6 und 12 Sekun<strong>den</strong><br />
als ein äußerst produktives Verfahren. Durchgeführte<br />
Voruntersuchungen zeigten, daß<br />
auch <strong>Hohlwellen</strong> durch Querwalzen prinzipiell<br />
herstellbar sind. Dabei zeigte sich, daß zum<br />
Erreichen der geforderten Qualitäten einer<br />
Hohlwelle die Innenkontur des Werkstücks<br />
beim Walzen gestützt wer<strong>den</strong> muß. Auf der<br />
Grundlage dieser Ergebnisse wurde ein<br />
Forschungsprojekt initiiert, das zum Ziel<br />
hatte, die Grundlagen zur Herstellung von<br />
<strong>Hohlwellen</strong> durch Querwalzen mit feststehen<strong>den</strong><br />
oder beweglichen Dornen zu erarbeiten.<br />
Konstruktive Ausführung von Getriebe-<strong>Hohlwellen</strong><br />
Vorgehensweise<br />
In einem ersten Schritt wur<strong>den</strong> an Hand<br />
theoretischer Untersuchungen, begleitet von<br />
Simulationsrechnungen, Möglichkeiten und<br />
notwendige Anforderungen an eine Anlagentechnik<br />
zum Querwalzen von <strong>Hohlwellen</strong> mit<br />
Dornen analysiert. Grundlage hier<strong>für</strong> waren<br />
18<br />
bekannte Erkenntnisse zum Querwalzen von<br />
Vollwellen, sowie Analogieschlüsse zu ähnlichen<br />
Verfahren zur Herstellung von Hohlformen,<br />
wie Bohrungsdrücken oder Drückwalzen.<br />
Im Ergebnis dieser Untersuchungen wur<strong>den</strong><br />
verfahrenstechnische Anforderungen formuliert<br />
und ein Pflichtenheft zur Auslegung einer<br />
Dorneinrichtung als Zusatzanlage <strong>für</strong> eine<br />
Flachbacken-Querwalzmaschine erarbeitet.<br />
Diese Dorneinrichtung wurde konstruiert,<br />
gebaut und erprobt. Steuerungsseitig ist die<br />
Dornbewegung frei programmierbar entsprechend<br />
<strong>den</strong> Anforderungen des Walzprozesses<br />
und <strong>den</strong> zu erreichen<strong>den</strong> Walzteilqualitäten.<br />
Im weiteren wurde an Hand experimenteller<br />
Untersuchungen der<br />
Einfluß technologischer Parameter<br />
des Walzprozesses, der Werkzeugparameter<br />
und der Dorngestaltung<br />
auf das Walzergebnis analysiert.<br />
Im Besonderen wurde die Ausbildung<br />
der Innenkontur der Werkstücke<br />
beurteilt.<br />
Querwalzen mit beweglichen<br />
Dornen<br />
Das Bild auf Seite 19 zeigt das<br />
Verfahrensprinzip des Querwalzens<br />
einer Hohlform mit beweglichen<br />
Dornen.<br />
Das auf Warmformgebungstemperatur<br />
erwärmte Werkstück (ein<br />
dickwandiger Rohrabschnitt) wird<br />
zwischen <strong>den</strong> bei<strong>den</strong> Walzbacken<br />
in die Querwalzmaschine eingelegt. Vor<br />
Walzbeginn wird der rechte und linke Dorn in<br />
die Innenkontur des Werkstücks eingefahren.<br />
Mit Beginn des Walzprozesses der äußeren<br />
Walzbacken wer<strong>den</strong> die Dorne gesteuert aus<br />
der Innenkontur des Werkstücks bewegt und<br />
stützen dabei die Wandung des Rohrabschnitts<br />
während deren Umformung.
Die gewalzten Versuchsproben wur<strong>den</strong> in<br />
der Qualität der Außen- und Innenkontur<br />
beurteilt. Es zeigte sich, daß sich in der<br />
Ausbildung der Außenkontur gegenüber<br />
bekannten Erkenntnissen vom Querwalzen<br />
von Vollteilen prinzipiell keine Unterschiede<br />
ergeben. Die maßliche Qualität der Außenkontur<br />
ist bei Voll- und Hohlteilen in die gleiche<br />
Toleranzgruppe einzuordnen.<br />
Ausgehend von der Wanddicke der Anfangsformen<br />
zeigt sich, daß beim Querwalzen<br />
der Hohlformen mit beweglichen Dornen<br />
immer eine Wanddickenverringerung auftritt.<br />
Diese ist maßgeblich abhängig von der<br />
Dornsteuerung. Neben einem radialen Werkstoffluß,<br />
dem Einziehen der Hohlform, tritt<br />
auch ein axialer Werkstoffluß auf. Dieser<br />
axiale Werkstoffluß bewirkt die Wanddickenverringerung,<br />
die um so<br />
größer ist, je später, im Vergleich<br />
zu <strong>den</strong> äußeren wirken<strong>den</strong><br />
Walzkeilen, die Dorne gezogen<br />
wer<strong>den</strong>. Es zeigte sich, daß bei<br />
größeren Wanddickenreduzierungen<br />
die Qualität der Innenkontur<br />
schlechter wurde. Im Extremfall<br />
führte es zum Versagen<br />
(Zerreißen) des Walzteils.<br />
Die Oberfläche der Innenkontur<br />
ist gekennzeichnet von der Ausbildung<br />
von Sekundärzunder. Der<br />
typische Primärzunder, wie er aus<br />
Warmformgebungsprozessen<br />
bekannt ist, tritt in der Innenkontur<br />
trotz einer Erwärmung der Anfangsformen<br />
auf bis zu 1250 °C<br />
nicht auf.<br />
Die Geometrie der Dorne zeigte<br />
bei <strong>den</strong> durchgeführten Untersuchungen<br />
keinen bedeuten<strong>den</strong><br />
Einfluß auf die Ausbildung der<br />
Innenkontur. Daß aber eine Beeinflussung<br />
der Innenkontur durch die<br />
Dorne und deren Steuerung gegeben<br />
ist, zeigt sich in Unter-<br />
suchungen zum Walzen unterschiedlicher<br />
Qualitäten der Anfangsformen.<br />
Einerseits wur<strong>den</strong><br />
Anfangsformen mit unterschiedlichen<br />
Rauheitswerten der Innenkontur, gebohrte und<br />
ausgedrehte Anfangsformen (Ra=20-25µm)<br />
und Anfangsformen mit unterschiedlichen<br />
Exzentrizitäten zwischen Außen- und Innendurchmesser<br />
(0,4-0,8mm) eingesetzt. In allen<br />
Fällen sind diese Abweichungen in <strong>den</strong><br />
Anfangsformen im Walzteil nicht mehr nachweisbar.<br />
Die Oberflächenrauheit der Innenkontur<br />
wird während des Walzens durch <strong>den</strong> Einsatz<br />
der Dorne merklich verbessert. Rauheitsmessungen<br />
in der Innenkontur nach dem<br />
Walzen ergaben bei optimierten Walzparametern<br />
mit einem Mittenrauheitswert von<br />
Ra=8,0 µm <strong>für</strong> die Warmumformung sehr<br />
gute Werte. Haupteinflußfaktoren auf die<br />
Oberflächenrauheit sind die Umform-<br />
FACHBEITRÄGE<br />
temperatur und der Keilwinkel des Querwalzwerkzeugs.<br />
Auch die Exzentrizitäten in <strong>den</strong> Anfangsformen<br />
sind nach dem Walzen nicht mehr<br />
nachweisbar. Dies wird zurückgeführt auf die<br />
federnde Lagerung der Dorne in Verbindung<br />
mit deren Parallelführungsmechanismus, die<br />
es erlauben, eine radiale Auslenkung der<br />
Dorne während des Walzens von bis zu<br />
1,5 mm aufzunehmen. Durch <strong>den</strong> kombinierten<br />
radialen und axialen Werkstoffluß<br />
während des Walzens im Werkstück wer<strong>den</strong><br />
ursächlich die Abweichungen in der<br />
Anfangsform beeinflußt.<br />
Koaxialitätsmessungen zwischen Außenund<br />
Innenkontur der Walzteile ergaben bei<br />
optimierten Walzparametern Wanddickenunterschiede<br />
von ∆s=0,28 mm.<br />
Verfahrensprinzip des Querwalzens<br />
einer Hohlform mit beweglichen Dornen Bilder: Fraunhofer IWU<br />
Festigkeitsmessungen an gewalzten Versuchsproben<br />
ergaben gegenüber <strong>den</strong> Anfangsformen<br />
keine relevanten Unterschiede, was<br />
<strong>für</strong> eine Umformung oberhalb der Rekristallisationstemperatur<br />
des Stahls typisch ist.<br />
Querwalzen mit feststehendem Dorn<br />
Für das Stützen der Innenkontur einer<br />
Hohlform beim Querwalzen ist neben dem<br />
Einsatz von beweglichen Dornen auch die<br />
Verwendung eines feststehen<strong>den</strong> Dorns möglich.<br />
Dabei wird in die erwärmte Anfangsform<br />
eine Dornstange eingeführt, die während des<br />
Walzens ortsfest in der Bohrung verbleibt.<br />
Der Dorndurchmesser entspricht dabei dem<br />
Innendurchmesser der Anfangsform. Während<br />
des Walzens wird der Werkstoff nur durch<br />
axialen Werkstoffluß verdrängt. Dies ent-<br />
spricht prinzipiell dem Querwalzen von<br />
Vollmaterial. Durchgeführte Versuche zeigten,<br />
daß diese Variante des Querwalzens einer<br />
Hohlform nicht zu positiven Ergebnissen<br />
führt. Bereits kurz nach Walzbeginn kommt es<br />
zur Ovalisierung der Werkstücke. Dieses<br />
äußert sich darin, daß sich die Innenkontur der<br />
Hohlform, die durch <strong>den</strong> feststehen<strong>den</strong> Dorn<br />
gestützt wer<strong>den</strong> soll, in ihrem Durchmesser<br />
vergrößert. Bei zu starker Ovalisierung und<br />
gleichzeitiger Wanddickenreduzierung durch<br />
<strong>den</strong> vorherrschen<strong>den</strong> axialen Werkstofffluß<br />
kommt es zum Versagen (Aufreißen) des<br />
Werkstücks.<br />
Die dargestellten Ergebnisse sind Grundlagenerkenntnisse<br />
auf einem ingenieurtechnisch<br />
bisher nicht betrachteten Gebiet der<br />
Fertigungstechnik. Es hat sich<br />
gezeigt, daß die Ergebnisse beim<br />
Querwalzen von <strong>Hohlwellen</strong> mit<br />
beweglichem Dorn wesentlich<br />
besser sind als mit einem feststehen<strong>den</strong><br />
Dorn. In einem Projektdatenblatt<br />
wur<strong>den</strong> Richtlinien<br />
formuliert, aus <strong>den</strong>en <strong>für</strong> Werkstücke<br />
ähnlicher Größe und Form<br />
Parameter <strong>für</strong> die Anfangsform,<br />
<strong>für</strong> die Werkzeugkonstruktion des<br />
Querwalzwerkzeugs und <strong>für</strong> die<br />
Dorne sowie <strong>für</strong> die technologischen<br />
Größen und Empfehlungen<br />
zum Einsatz einer Querwalzmaschine<br />
entnommen wer<strong>den</strong> können.<br />
Für die zukünftigen Arbeiten<br />
zum Thema Herstellung von <strong>Hohlwellen</strong><br />
durch Querwalzen sind<br />
weitere vertiefende Arbeiten geplant.<br />
Schwerpunkte dabei sind die<br />
Modifikation, Optimierung und<br />
Verifizierung der Verfahrensparameter<br />
sowie Wirtschaftlichkeitsbetrachtungen<br />
zum Verfahren<br />
und daran angrenzender Gebiete.<br />
Literatur:<br />
[1] Landgrebe, D., H. Nägele und<br />
B. Lorenz:<br />
Umformtechnische Innovationen bei der<br />
Herstellung von Getriebewellen. 7. Sächsische<br />
Fachtagung Umformtechnik, Chemnitz, 2000,<br />
S. 357/369.<br />
Dieses Forschungsprojekt AVIF A 126<br />
wurde gefördert von der Stiftung<br />
Stahlanwendungsforschung im Stifterverband<br />
<strong>für</strong> die Deutsche Wissenschaft<br />
e.V. über <strong>den</strong> Wirtschaftsverband<br />
Stahlumformung e.V. Die Langfassung<br />
des Abschlußberichts kann über die FSV<br />
beim Wirtschaftsverband Stahlumformung,<br />
Gol<strong>den</strong>e Pforte 1, 58093<br />
Hagen, angefordert wer<strong>den</strong>.<br />
19 SCHMIEDE-JOURNAL MÄRZ 2001














