

Thermomechanisches Gesenkschmieden von 100Cr6
Thermomechanisches Gesenkschmieden von 100Cr6
Thermomechanisches Gesenkschmieden von 100Cr6

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Im Rahmen einer Forschungsarbeit der<br />
Technischen Universität Dresden, Institut für<br />
Werkstoffwissenschaft, und dem Press- und<br />
Schmiedewerk Brand-Erbisdorf wurden Versuchsschmiedungen<br />
unter seriennahen<br />
Produktionsbedingungen durchgeführt. Als<br />
Versuchsschmiedeteil wurde ein Modellradflansch<br />
(Einsatzmasse 7,0 kg) ausgewählt<br />
und als Werkstoff der Wälzlagerstahl <strong>100Cr6</strong><br />
verwendet. Dies ist durch den Einsatz der<br />
neuen Generation <strong>von</strong> Radflanschen mit<br />
Doppelachslagern begründet.<br />
Die Vormaterialzuschnitte wurden in einem<br />
Induktionsofen erwärmt und auf einer<br />
Schmiedelinie in vier Prozessstufen (Stauchen,<br />
Vorschmieden, Fertigschmieden, Lochen/Abgraten)<br />
umgeformt.<br />
Das Vor- und Fertigschmieden erfolgte mit<br />
einer 31,5 MN Exzenterpresse der Fa. Hasenclever.<br />
Mehrere Versuchsschmiedungen wurden<br />
mit variierten Austenitisier- und Umformtemperaturen,<br />
veränderten Zeit-Umform-<br />
Regimen sowie einer dem Schmieden<br />
unmittelbar angeschlossenen Wärmebehandlung<br />
durchgeführt. Während der Schmiedeversuche<br />
wurden an allen Proben sowohl an 6<br />
Stellen des Schmiedezyklusses<br />
die Schmiedeteiloberflächentemperatur<br />
mit Pyrometern erfasst als<br />
auch die Presskräfte beim<br />
Stauchen, Vor- und Fertigschmieden<br />
und die Zeitintervalle<br />
zwischen den<br />
Umformschritten gemessen.<br />
Ergebnisse<br />
Für das Prozessfenster<br />
des thermomechanischen<br />
<strong>Gesenkschmieden</strong>s des<br />
Modellradflansches erwies<br />
sich als optimale Kombination<br />
der Umformparameter<br />
die im Bild rechts<br />
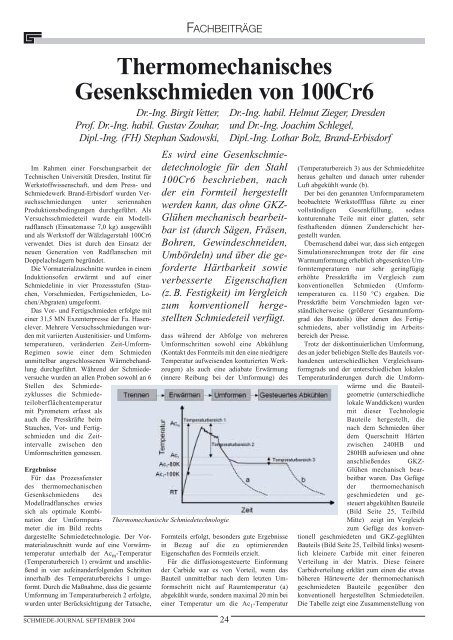
dargestellte Schmiedetechnologie. Der Vormaterialzuschnitt<br />
wurde auf eine Vorwärmtemperatur<br />
unterhalb der Ac m -Temperatur<br />
(Temperaturbereich 1) erwärmt und anschließend<br />
in vier aufeinanderfolgenden Schritten<br />
innerhalb des Temperaturbereichs 1 umgeformt.<br />
Durch die Maßnahme, dass die gesamte<br />
Umformung im Temperaturbereich 2 erfolgte,<br />
wurden unter Berücksichtigung der Tatsache,<br />
SCHMIEDE-JOURNAL SEPTEMBER 2004<br />
FACHBEITRÄGE<br />
<strong>Thermomechanisches</strong><br />
<strong>Gesenkschmieden</strong> <strong>von</strong> <strong>100Cr6</strong><br />
Dr.-Ing. Birgit Vetter,<br />
Prof. Dr.-Ing. habil. Gustav Zouhar,<br />
Dipl.-Ing. (FH) Stephan Sadowski,<br />
Es wird eine Gesenkschmiedetechnologie<br />
für den Stahl<br />
<strong>100Cr6</strong> beschrieben, nach<br />
der ein Formteil hergestellt<br />
werden kann, das ohne GKZ-<br />
Glühen mechanisch bearbeitbar<br />
ist (durch Sägen, Fräsen,<br />
Bohren, Gewindeschneiden,<br />
Umbördeln) und über die geforderte<br />
Härtbarkeit sowie<br />
verbesserte Eigenschaften<br />
(z. B. Festigkeit) im Vergleich<br />
zum konventionell hergestellten<br />
Schmiedeteil verfügt.<br />
dass während der Abfolge <strong>von</strong> mehreren<br />
Umformschritten sowohl eine Abkühlung<br />
(Kontakt des Formteils mit den eine niedrigere<br />
Temperatur aufweisenden konturierten Werkzeugen)<br />
als auch eine adiabate Erwärmung<br />
(innere Reibung bei der Umformung) des<br />
Thermomechanische Schmiedetechnologie<br />
Formteils erfolgt, besonders gute Ergebnisse<br />
in Bezug auf die zu optimierenden<br />
Eigenschaften des Formteils erzielt.<br />
Für die diffusionsgesteuerte Einformung<br />
der Carbide war es <strong>von</strong> Vorteil, wenn das<br />
Bauteil unmittelbar nach dem letzten Umformschritt<br />
nicht auf Raumtemperatur (a)<br />
abgekühlt wurde, sondern maximal 20 min bei<br />
einer Temperatur um die Ac 1 -Temperatur<br />
24<br />
Dr.-Ing. habil. Helmut Zieger, Dresden<br />
und Dr.-Ing. Joachim Schlegel,<br />
Dipl.-Ing. Lothar Bolz, Brand-Erbisdorf<br />
(Temperaturbereich 3) aus der Schmiedehitze<br />
heraus gehalten und danach unter ruhender<br />
Luft abgekühlt wurde (b).<br />
Der bei den genannten Umformparametern<br />
beobachtete Werkstofffluss führte zu einer<br />
vollständigen Gesenkfüllung, sodass<br />
konturennahe Teile mit einer glatten, sehr<br />
festhaftenden dünnen Zunderschicht hergestellt<br />
wurden.<br />
Überraschend dabei war, dass sich entgegen<br />
Simulationsrechnungen trotz der für eine<br />
Warmumformung erheblich abgesenkten Umformtemperaturen<br />
nur sehr geringfügig<br />
erhöhte Presskräfte im Vergleich zum<br />
konventionellen Schmieden (Umformtemperaturen<br />
ca. 1150 °C) ergaben. Die<br />
Presskräfte beim Vorschmieden lagen verständlicherweise<br />
(größerer Gesamtumformgrad<br />
des Bauteils) über denen des Fertigschmiedens,<br />
aber vollständig im Arbeitsbereich<br />
der Presse.<br />
Trotz der diskontinuierlichen Umformung,<br />
des an jeder beliebigen Stelle des Bauteils vorhandenen<br />
unterschiedlichen Vergleichsumformgrads<br />
und der unterschiedlichen lokalen<br />
Temperaturänderungen durch die Umformwärme<br />
und die Bauteilgeometrie<br />
(unterschiedliche<br />
lokale Wanddicken) wurden<br />
mit dieser Technologie<br />
Bauteile hergestellt, die<br />
nach dem Schmieden über<br />
dem Querschnitt Härten<br />
zwischen 240HB und<br />
280HB aufwiesen und ohne<br />
anschließendes GKZ-<br />
Glühen mechanisch bearbeitbar<br />
waren. Das Gefüge<br />
der thermomechanisch<br />
geschmiedeten und gesteuert<br />
abgekühlten Bauteile<br />
(Bild Seite 25, Teilbild<br />
Mitte) zeigt im Vergleich<br />
zum Gefüge des konventionell<br />
geschmiedeten und GKZ-geglühten<br />
Bauteils (Bild Seite 25, Teilbild links) wesentlich<br />
kleinere Carbide mit einer feineren<br />
Verteilung in der Matrix. Diese feinere<br />
Carbidverteilung erklärt zum einen die etwas<br />
höheren Härtewerte der thermomechanisch<br />
geschmiedeten Bauteile gegenüber den<br />
konventionell hergestellten Schmiedeteilen.<br />
Die Tabelle zeigt eine Zusammenstellung <strong>von</strong>
Festigkeits- (Rp0 2<br />
und R m ) und<br />
Duktilitätswerten<br />
(A) <strong>von</strong> <strong>100Cr6</strong>-<br />
Rundzugproben,<br />
welche aus Gesenkschmiedeteilen,<br />
die sowohl<br />
auf konventionellem<br />
und thermomechanischem<br />
Weg hergestellt<br />
worden sind, entnommen<br />
wurden.<br />
Proben aus thermo-<br />
konventionell umgeformt<br />
und GKZ-geglüht<br />
mechanisch umgeformtem und gesteuert<br />
abgekühltem Material lieferten unabhängig<br />
vom Umformverfahren höhere Festigkeitswerte.<br />
Beim <strong>Gesenkschmieden</strong> wurde eine Erhöhung<br />
der Streckgrenze um ca. 40 % ermittelt,<br />
sodass die Streckgrenzenwerte des thermomechanisch<br />
umgeformten Wälzlagerstahls<br />
<strong>100Cr6</strong> im Bereich der Werte für perlitisches<br />
Gefüge liegen, jedoch gefügebedingt eine<br />
wesentlich größere Bruchdehnung aufweisen.<br />
Daraus ergibt sich die Möglichkeit, mit dem<br />
thermomechanischen Behandlungsverfahren<br />
(TMB) leichtere Bauteile durch Masseeinsparung<br />
(z. B. Wanddickenreduzierung) ohne<br />
Festigkeitsverlust herzustellen.<br />
Zur Beurteilung der Härtbarkeit dieser<br />
Gefüge wurden Laborversuche am Radnaben-<br />
FACHBEITRÄGE<br />
thermomechanisch<br />
umgeformt<br />
konventionell R p0,2 = 376 MPa<br />
umgeformt und R m = 648 MPa<br />
GKZ-geglüht A = 31,7 %<br />
thermomechanisch R p0,2 = 527 MPa<br />
umgeformt R m = 962 MPa<br />
A = 17,12%<br />
100 % Perlit R p0,2 = 675 MPa<br />
R m = 1 135 MPa<br />
A = 7,3 %<br />
Festigkeits- und Duktilitätswerte <strong>von</strong> Zugproben<br />
aus <strong>100Cr6</strong>, hergestellt nach konventioneller<br />
und thermomechanischer Technologie des<br />
<strong>Gesenkschmieden</strong>s<br />
schaft (Länge<br />
40 mm) durchgeführt.<br />
Der Radnabenschaft,dessen<br />
Härtewerte<br />
entlang der Lauffläche<br />
vor dem<br />
Härten und Anlassen<br />
zwischen<br />
251 HV30 und<br />
265 HV30 lagen,<br />
wurde bei 855 °C<br />
15 min unter<br />
Stickstoff austenitisiert<br />
und danach<br />
in Öl (RT) abgeschreckt. Anschließend folgte<br />
ein Anlassen bei 185 °C 90 min an Luft. Es<br />
entstand ein Härtegefüge mit kleinen, fein<br />
verteilten Carbiden. Die gemessenen Härtewerte<br />
lagen zwischen 59 HRC und 63 HRC.<br />
Durch die kleinere Carbidgröße der TMB-<br />
Gefüge und die dadurch bedingte schnellere<br />
Auflösung der Carbide beim Austenitisieren,<br />
kann die für <strong>100Cr6</strong> übliche Härtetemperatur<br />
(GKZ-Gefüge) nicht verwendet werden. Eine<br />
abgesenkte Härtetemperatur <strong>von</strong> 855 °C<br />
führte zu einem guten Härtegefüge.<br />
Die erprobte Schmiedetechnologie eröffnet<br />
wegen der niedrigeren Schmiedetemperatur<br />
und des Wegfalls des GKZ-Glühens die<br />
Möglichkeit, kostengünstig Formteile aus<br />
übereutektoidem Stahl herzustellen. ■<br />
Gefüge <strong>von</strong> <strong>100Cr6</strong> nach konventioneller und thermomechanischer Technologie beim <strong>Gesenkschmieden</strong><br />
eines Modellradflanschs Bilder: Institut für Werkstoffkunde, TU Dresden<br />
25 SCHMIEDE-JOURNAL SEPTEMBER 2004














