MD-500
MD-500
MD-500

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
ELEKTRISCHE AANSLUITING<br />
Nadat de machine definitief is opgesteld moet een<br />
aansluiting op de elektrische installatie worden gemaakt.<br />
De machine is gemaakt voor gebruik op het bestaande<br />
230 Volt wisselstroom lichtnet en heeft een niet groter<br />
vermogen dan andere grote huishoudelijke apparaten<br />
met een motor. Laat een geaarde wandcontactdoos in<br />
de directe nabijheid van de machine installeren en zorg<br />
dat het snoer van de machine zonder knikken en trekken<br />
naar het contact kan worden geleid. Desnoods kan een<br />
geaarde verlengkabel worden gebruik, maar zorg dan dat<br />
de kabel volledig is uitgerold en dat hij niet in de weg ligt<br />
of hangt.<br />
VOOR INBEDRIJFSTELLING<br />
Voor het transport is de machine met een speciale<br />
roestwerende laag ingesmeerd. Deze laag heeft geen<br />
smerende werking en moet met doeken verwijderd<br />
worden. U kunt u dit doen met een niet agressief<br />
oplosmiddel, bijvoorbeeld terpentine of petroleum.<br />
Afhankelijk van uw bekendheid met<br />
metaalbewerkingsmachines kunt u de diverse<br />
onderdelen demonteren, controleren en oliën met een<br />
lichte universele machine-olie, bijvoorbeeld<br />
naaimachineolie (zuurvrij). Hierna werkt u de complete<br />
onderhoudstabel van nauwgezet af.<br />
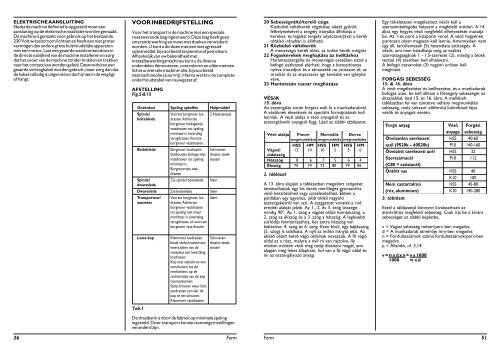
AFSTELLING<br />
Fig.5 & 15<br />
Onderdeel<br />
Spindel<br />
beitelslede<br />
Beitelslede<br />
Spindel<br />
dwarsslede<br />
Dwarsslede<br />
Transporteur/<br />
aanzetas<br />
Losse kop<br />
Tab.1<br />
Speling opheffen<br />
Voorste borgmoer losdraaien.<br />
Achterste<br />
borgmoer kloksgewijs<br />
vastdraaien tot speling<br />
minimaal is, kwartslag<br />
terugdraaien. Voorste<br />
borgmoer vastdraaien.<br />
Borgmoer losdraaien.<br />
Stelboutjes kloksge-wijs<br />
vastdraaien tot speling<br />
minimaal is.<br />
Borgmoertjes vastdraaien.<br />
Zie spindel beitelslede<br />
Zie beitelslede Idem<br />
Voorste borgmoer los- Idem<br />
draaien. Achterste<br />
borgmoer vastdraaien<br />
tot speling niet meer<br />
merkbaar is, kwartslag<br />
terugdraaien en voor-ste<br />
borgmoer vast-draaien<br />
Klemmoer losdraaien,<br />
beide stelschroeven aan<br />
weerszijden van de<br />
voetplaat een kwartslag<br />
losdraaien.<br />
Kop met stelschroe-ven<br />
verschuiven tot de<br />
merktekens op de<br />
rechterzijde van de kop<br />
overeenkomen.<br />
Stelschroeven weer licht<br />
aandraaien zon-der de<br />
kop te ver-schuiven.<br />
Klemmoer vastdraaien.<br />
Hulpmiddel<br />
2 Haaksleutels<br />
Schroevendraaier,steeksleutel<br />
Idem<br />
Schroevendraaier,steeksleutel<br />
De draaibank is door de fabriek op minimale speling<br />
ingesteld. Door transport kunnen sommige instellingen<br />
veranderd zijn.<br />
26 Ferm<br />
20 Sebességváltó/terelő csiga<br />
Közbülső váltókerék rögzítése; alátét gyűrűk<br />
felhelyezésével a tengely irányába állíthatja a<br />
kereket, és legalsó tengely anyacsavarjával a kerék<br />
oldalsó irányban is állítható.<br />
21 Közbülső váltókerék<br />
A menetvágó kerék előtt, az indító kerék mögött<br />
22 Fogaskerekek meghajtása az indításhoz<br />
Harántesztergálás és menetvágás esetében ezzel a<br />
befogó eszközzel elérheti, hogy a biztosítóanya<br />
nyitva maradjon és a támaszték ne csússzon el; az<br />
orsókar és az anyacsavar így kevésbé van igénybe<br />
véve.<br />
23 Harántszán csavar meghúzása<br />
VÉSőK<br />
13. ábra<br />
Az esztergálás során forgács esik le a munkadarabról.<br />
A vésőknek éleseknek és speciális formájúaknak kell<br />
lenniük. A véső alakja a véső anyagától és az<br />
esztergálandó anyagtól függ. Lásd az alábbi táblázatot.<br />
Véső alakja Finom Normális Durva<br />
megmunkálásů megmunkálás megmunkálás<br />
HSS HM HSS HM HSS HM<br />
Vágóél 12 10 10 5 5 0<br />
oldalszög<br />
Hátszög 8 6 7 5 6 4<br />
Ékszög 70 74 73 80 79 86<br />
2. táblázat<br />
A 13. ábra alapján a táblázatban megadott szögeket<br />
átmásolhatjuk egy kis darab merőleges gyorsacélra<br />
véső készítéséhez vagy újraélezéséhez. Ebben a<br />
példában egy egyenes, jobb oldali nagyoló<br />
esztergakésről van szó. A szaggatott vonalak a rúd<br />
eredeti alakját jelzik. Az 1., 2. és 3. szög összege<br />
mindig 90°. Az 1. szög a vágóél oldali homlokszög, a<br />
2. szög az ékszög és a 3. szög a hátszög. A legkisebb<br />
súrlódás fenntartásához, két extra hátszög van<br />
kiélesítve: 4. szög és 6. szög. Ezen kívül, egy hajlásszög<br />
(5. szög) is található. A nyíl az indító irányát jelzi. Az<br />
elülső oldalt belső vágó oldalnak nevezzük. A fő vágó<br />
oldal az a rész, melyre a nyíl rá van rajzolva. Ily<br />
módon minden véső meg tudja élesíteni magát, ami<br />
alapján meg lehet állapítani, hol van a fő vágó oldal és<br />
mi az esztergályozó anyag.<br />
Egy tökéletesen megélesített vésőt kell a<br />
szerszámbefogóba helyezni a megfelelő módon. A 14.<br />
ábra egy hegyes véső megfelelő elhelyezését mutatja<br />
be. Az 1-es pont a központi vonal. A véső hegyének<br />
pontosan olyan magasan kell lennie. Amennyiben nem<br />
úgy áll, tartólemezek (5) használata szükséges. A<br />
vésőt, ami nem haladhatja meg az eszköz<br />
szárvastagságának 1 - 1.5-szeresét (2), mindig a blokk<br />
testtel (4) szemben kell elhelyezni.<br />
A befogó csavarokat (3) nagyon erősen kell<br />
meghúzni.<br />
FORGÁSI SEBESSÉG<br />
15. & 16. ábra<br />
A véső megélesítése és beillesztése, és a munkadarab<br />
befogás után, be kell állítani a főtengely sebességét az<br />
ékszíjakkal, lásd 15. és 16. ábra. A mellékelt<br />
táblázatban fel van tüntetve néhány megmunkálási<br />
sebesség, mely sokszor előfordul különböző fajta<br />
vésők és anyagok esetén.<br />
Forgó anyag Véső Forgási<br />
anyaga sebesség<br />
Ötvözetlen szerkezeti HSS 40-60<br />
acél (9S20k – 60S20k) P10 140-160<br />
Ötvözött szerkezeti acél HSS 32<br />
Szerszámacél P10 112<br />
(C80 = ezüstacél)<br />
Öntött vas HSS 40<br />
K10 100<br />
Nem castartalmú HSS 45-80<br />
(réz, alumínium) K10 140-280<br />
3. táblázat<br />
Ezzel a táblázattal könnyen kiválasztható az<br />
átmérőhöz megfelelő sebesség. Csak írja be a kívánt<br />
sebességet az alábbi képletbe.<br />
v = Vágási sebesség méter/perc-ben megadva<br />
d = A munkadarab átmérője mm-ben megadva<br />
n = Fordulatszámok száma fordulatszámok/perc-ben<br />
megadva<br />
p = Állandó, nl. 3,14<br />
v = x d x n = v x 1000<br />
1000 x d<br />
Ferm 51