Automatisierung Umform - BFI.de
Automatisierung Umform - BFI.de
Automatisierung Umform - BFI.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Automatisierung</strong><br />
<strong>Umform</strong>- und Vere<strong>de</strong>lungsanlagen<br />
bei ihrer Entstehung zwei Fälle zu unterschei<strong>de</strong>n:<br />
a) Ursache sind periodische Än<strong>de</strong>rungen im Produktionssystem, die in periodische<br />
Bandfehler umgesetzt wer<strong>de</strong>n (w = v w / f A ), die Anregungsfrequenz ist proportional zur<br />
Walzgeschwindigkeit (f A v w ). Die Abstän<strong>de</strong> dieser Bandfehler sind abhängig von <strong>de</strong>n<br />
verursachen<strong>de</strong>n Prozess- o<strong>de</strong>r Systemän<strong>de</strong>rungen, d.h. die Wellenlänge <strong>de</strong>r Fehler ist<br />
unabhängig von <strong>de</strong>r Walzgeschwindigkeit (w = konst.). Wird eine Eigenfrequenz angeregt,<br />
kommt es in Abhängigkeit <strong>de</strong>r Systemdämpfung zu einer verstärkten Ausprägung<br />
<strong>de</strong>r Fehleramplitu<strong>de</strong> a.<br />
b) Ursache ist die Eigendynamik <strong>de</strong>r Anlage, die in periodische Bandfehler umgesetzt wird<br />
(w = v w / f E ). Anregungen können periodische Än<strong>de</strong>rungen im Produktionssystem,<br />
transiente und stochastische Vorgänge sowie Selbsterregungseffekte sein. Wesentliches<br />
Merkmal von Eigenschwingungen ist die unverän<strong>de</strong>rliche Schwingfrequenz (f E = konst.),<br />
die anlagen- bzw. bauteilabhängig ist und kaum vom Prozess beeinflusst wird. Die<br />
Wellenlänge <strong>de</strong>r periodischen Bandfehler, die bei einer Eigenschwingung entsteht,<br />
än<strong>de</strong>rt sich also mit <strong>de</strong>r Walzgeschwindigkeit (w v w ).<br />
Selbsterregung tritt meist nur bei konstanter Walzgeschwindigkeit auf, wodurch dann auch<br />
die Fehlerabstän<strong>de</strong> gleich bleiben (v w = konst., f E = konst., w = konst.), die Amplitu<strong>de</strong>n<br />
wachsen schnell und exponentiell an. Bei stabilen Grenzzyklen steigen sie bis auf ein<br />
Niveau, bei <strong>de</strong>m Systemdämpfung und Anfachung in Waage bleiben (oftmals bei „Torque-<br />
Chatter“ o<strong>de</strong>r auch „Roll-Chatter“). Instabile Selbsterregung führt zu aufschwingen<strong>de</strong>n<br />
Amplitu<strong>de</strong>n bis zu einer Systemän<strong>de</strong>rung (z.B. Bandriss in Folge von „Gage-Chatter“) bzw.<br />
kann nur durch einen Prozesseingriff unterbrochen wer<strong>de</strong>n (z.B. Geschwindigkeitsreduktion).<br />
w<br />
a<br />
d min<br />
d max<br />
w d<br />
w<br />
a<br />
a<br />
d<br />
w<br />
w 1<br />
w 2<br />
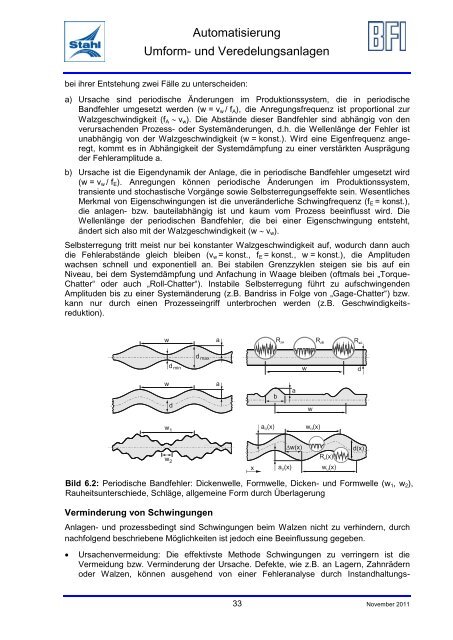
Bild 6.2: Periodische Bandfehler: Dickenwelle, Formwelle, Dicken- und Formwelle (w 1 , w 2 ),<br />
Rauheitsunterschie<strong>de</strong>, Schläge, allgemeine Form durch Überlagerung<br />
Vermin<strong>de</strong>rung von Schwingungen<br />
Anlagen- und prozessbedingt sind Schwingungen beim Walzen nicht zu verhin<strong>de</strong>rn, durch<br />
nachfolgend beschriebene Möglichkeiten ist jedoch eine Beeinflussung gegeben.<br />
<br />
Ursachenvermeidung: Die effektivste Metho<strong>de</strong> Schwingungen zu verringern ist die<br />
Vermeidung bzw. Vermin<strong>de</strong>rung <strong>de</strong>r Ursache. Defekte, wie z.B. an Lagern, Zahnrä<strong>de</strong>rn<br />
o<strong>de</strong>r Walzen, können ausgehend von einer Fehleranalyse durch Instandhaltungs-<br />
33 November 2011