

Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
EMCO WINNC SINUMERIK 810/820 M<br />
PROGRAMMIERUNG<br />
L84 Gewindebohren mit/ohne<br />
Geber<br />
5<br />
5<br />
5<br />
5<br />
5<br />
5<br />
5<br />
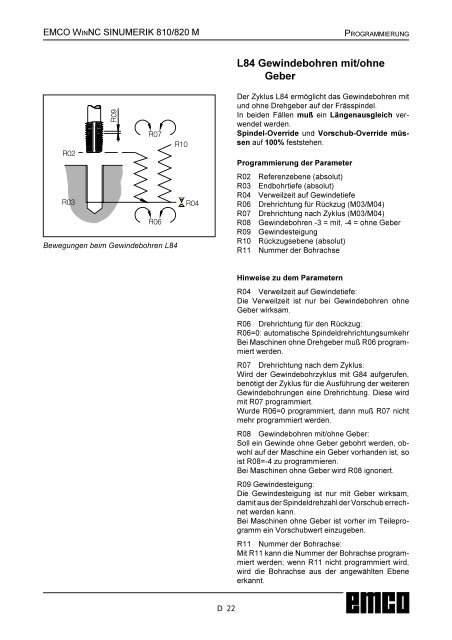
Bewegungen beim Gewindebohren L84<br />
Der Zyklus L84 ermöglicht das Gewindebohren mit<br />
und ohne Drehgeber auf der Frässpindel.<br />
In beiden Fällen muß ein Längenausgleich verwendet<br />
werden.<br />
Spindel-Override und Vorschub-Override müssen<br />
auf 100% feststehen.<br />
Programmierung der Parameter<br />
R02 Referenzebene (absolut)<br />
R03 Endbohrtiefe (absolut)<br />
R04 Verweilzeit auf Gewindetiefe<br />
R06 Drehrichtung für Rückzug (M03/M04)<br />
R07 Drehrichtung nach Zyklus (M03/M04)<br />
R08 Gewindebohren -3 = mit, -4 = ohne Geber<br />
R09 Gewindesteigung<br />
R10 Rückzugsebene (absolut)<br />
R11 Nummer der Bohrachse<br />
Hinweise zu dem Parametern<br />
R04 Verweilzeit auf Gewindetiefe:<br />
Die Verweilzeit ist nur bei Gewindebohren ohne<br />
Geber wirksam.<br />
R06 Drehrichtung für den Rückzug:<br />
R06=0: automatische Spindeldrehrichtungsumkehr<br />
Bei Maschinen ohne Drehgeber muß R06 programmiert<br />
werden.<br />
R07 Drehrichtung nach dem Zyklus:<br />
Wird der Gewindebohrzyklus mit G84 aufgerufen,<br />
benötigt der Zyklus für die Ausführung der weiteren<br />
Gewindebohrungen eine Drehrichtung. Diese wird<br />
mit R07 programmiert.<br />
Wurde R06=0 programmiert, dann muß R07 nicht<br />
mehr programmiert werden.<br />
R08 Gewindebohren mit/ohne Geber:<br />
Soll ein Gewinde ohne Geber gebohrt werden, obwohl<br />
auf der Maschine ein Geber vorhanden ist, so<br />
ist R08=-4 zu programmieren.<br />
Bei Maschinen ohne Geber wird R08 ignoriert.<br />
R09 Gewindesteigung:<br />
Die Gewindesteigung ist nur mit Geber wirksam,<br />
damit aus der Spindeldrehzahl der Vorschub errechnet<br />
werden kann.<br />
Bei Maschinen ohne Geber ist vorher im Teileprogramm<br />
ein Vorschubwert einzugeben.<br />
R11 Nummer der Bohrachse:<br />
Mit R11 kann die Nummer der Bohrachse programmiert<br />
werden; wenn R11 nicht programmiert wird,<br />
wird die Bohrachse aus der angewählten Ebene<br />
erkannt.<br />
D 22














